
The Effect of Shot Blasting Process on Mechanical Properties and Anti-Corrosive Behavior of Steel Reinforcement



Abstract
:1. Introduction
2. Experimental Procedure
2.1. Shot Blasting Procedure
- Brown fused alumina (corundum) is manufactured from artificial corundum by fusion operations. The particles are very tough and sharp, having high cutting speed and efficient cleaning properties. The aluminum oxide particles produce an etch finish: the fine particles produce a dull matt finish and the rough particles produce a rough etch. This material is used both for dry blasting and also for wet blasting;
- Olivine is an ultrabasic mineral with no free silica content. It is a grey/green odorless solid, insoluble in water. Olivine is a group name covering a family of solid solutions of iron and magnesium silicates of indefinite composition. It is a natural occurring mineral, consisting mainly of a solid solution of Forsterite (magnesium rich member) & Fayalite (iron rich member). The mineral is mined by an open cut method, crushed, milled, screened, cleaned via a complex suction system, and stored in various product silos depending on its sizes;
- Sinter ball is a hard and unyielding abrasive, available in spherical shapes. The steel shots are manufactured from alloyed scrap steel of superior hardness (martensite & troostite steels), enriched with chromium alloy to achieve a very particular microstructure that does not crumble on impact and repeated shocks. The addition of chromium increases the cohesion of the material and extend the product’s life;
- Glass beads, which are a non-metallic abrasive made of soda glass, are used for shot blast cleaning, descaling, and deburring. They are also suitable for inspection blasting (fraction and fracture detection). Another application is in micro-blasting. When using glass beads, there is no abrading or scouring action, no deformation of material, and no contamination or embedment of particles. Glass beads are suitable for dry compressed air blasting, as well as for wet blast cleaning.
2.2. Electrochemical Measurements
2.3. Coating Procedure
2.4. Accelerated Corrosion Technique
2.5. Tensile Tests
3. Experimental Results
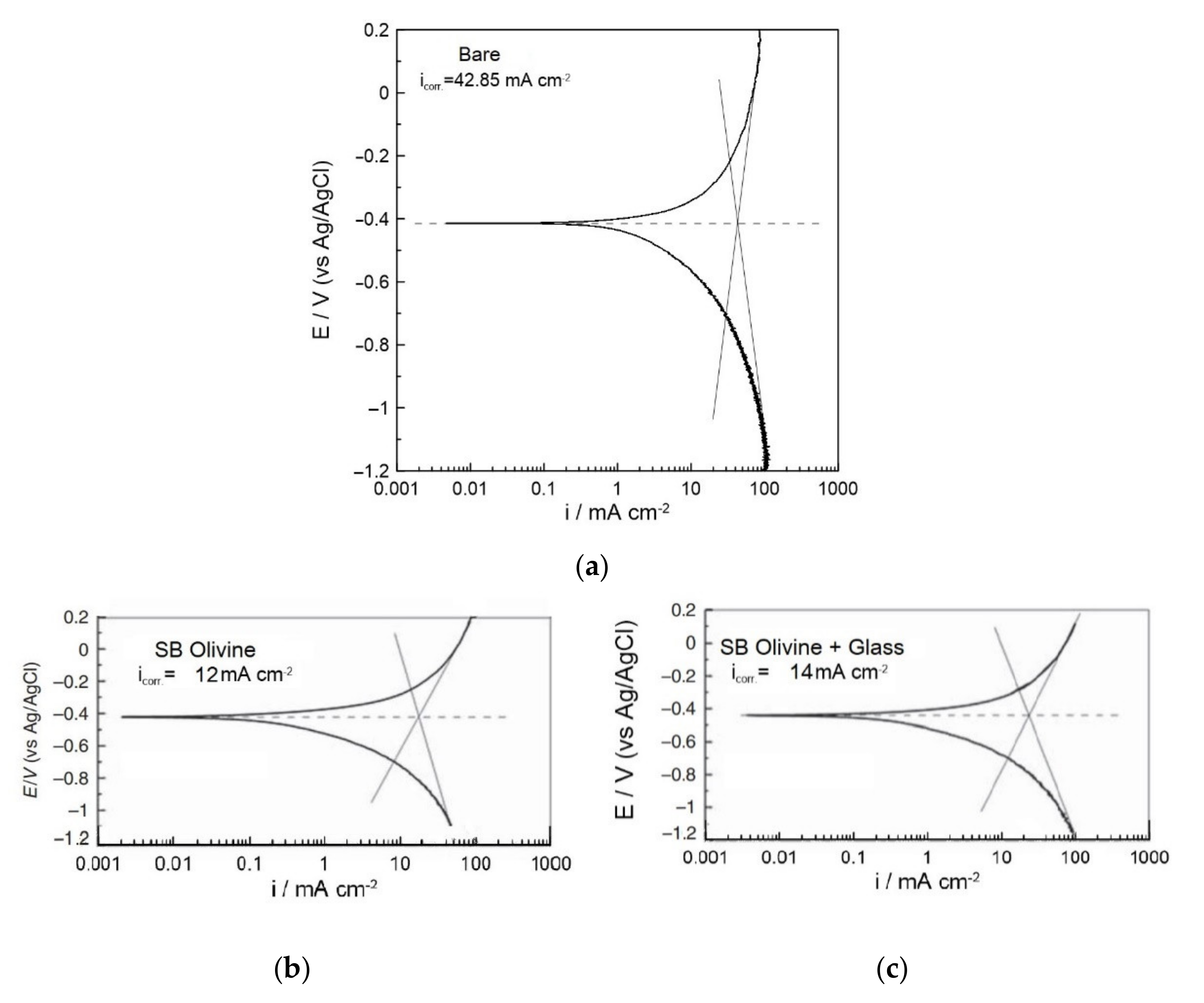
3.1. Tafel Plots
3.2. Mass Loss
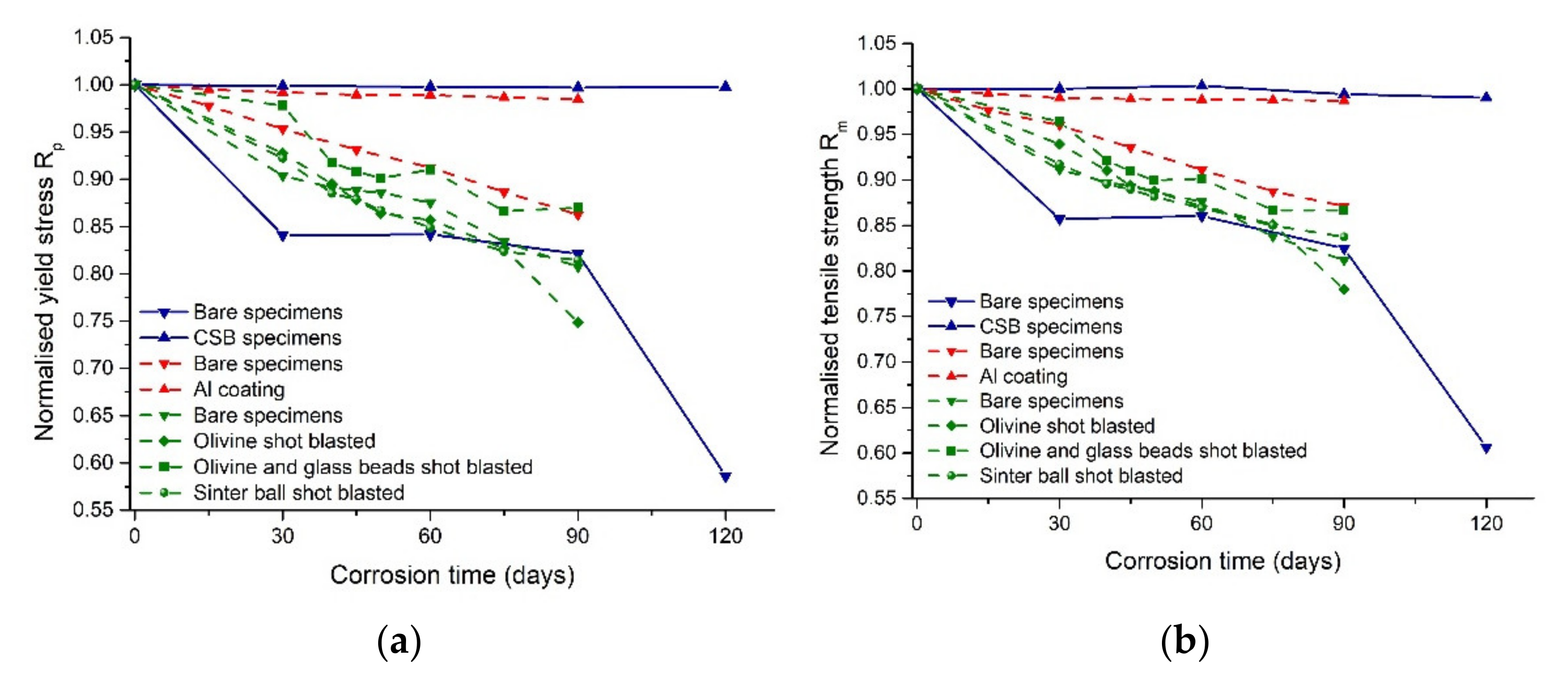
3.3. Results of Tensile Tests
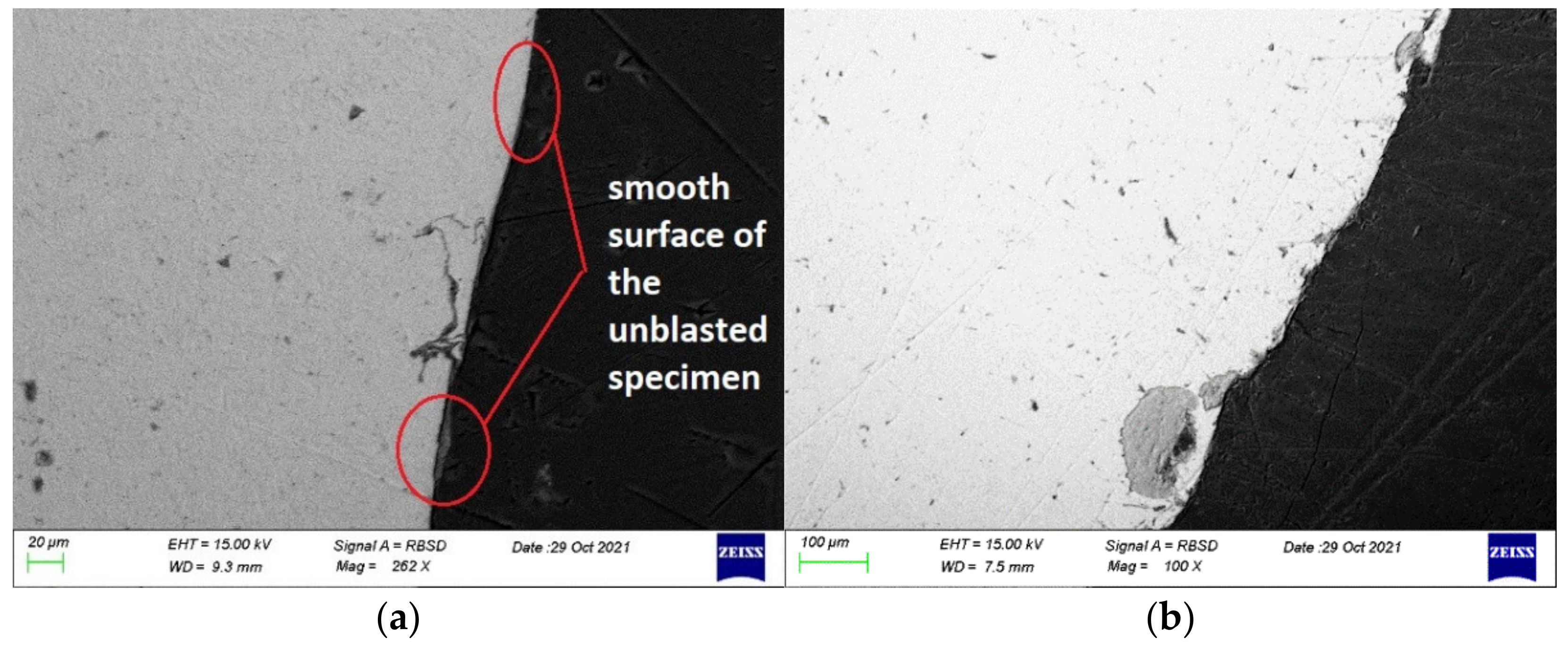
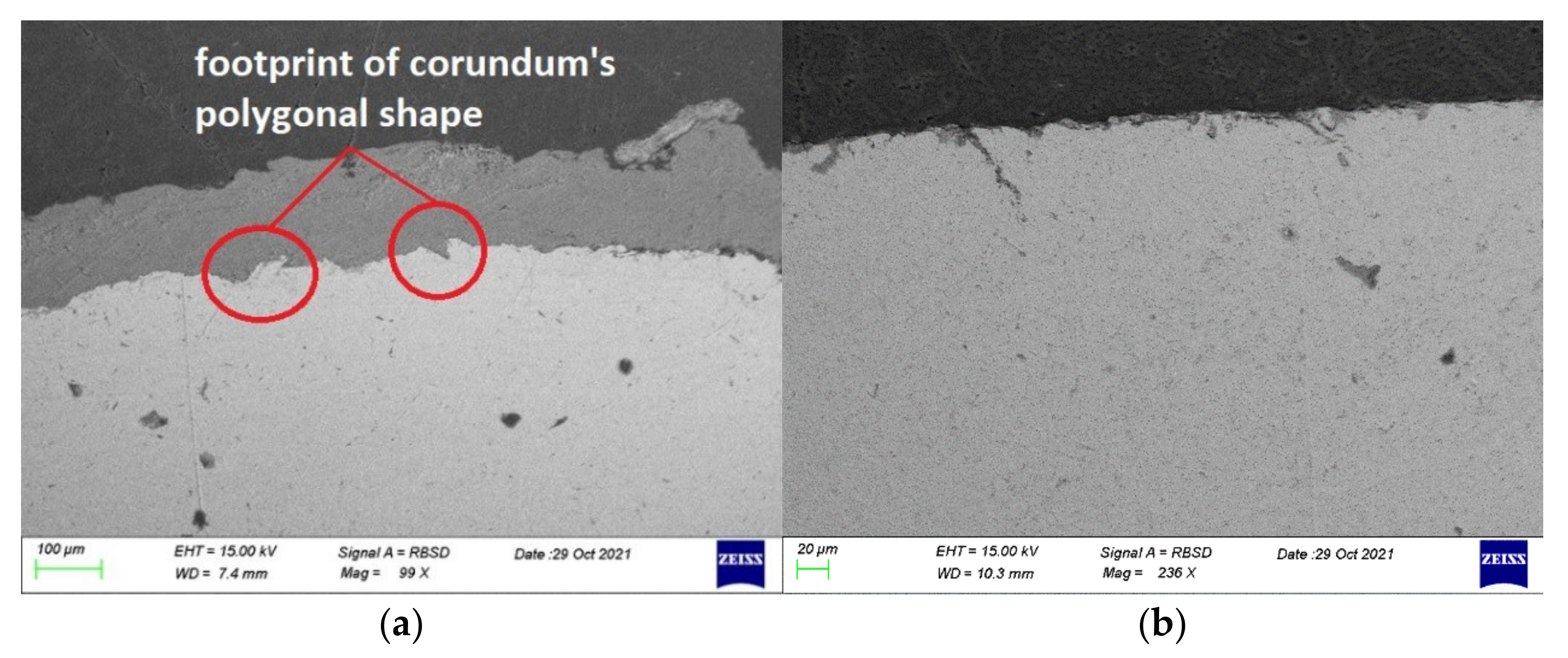
3.4. SEM Analyses
4. Discussion
5. Conclusions
- Thermal sprayed Zn85Al15 coating showed satisfactory corrosion resistance in the environments investigated within the scope of the present work;
- Noticeable stability of the mechanical performance of the CSB specimens without any change of the outer martensitic layer and reduction of mechanical properties, in contrast to the bare specimens where noticeable mass loss and reduction of the mechanical characteristics was observed;
- The optimal choice of abrasive material and the degree of cleanliness in the shot blasting process can enhance the ductility properties of steel reinforcement;
- Shot blasting is not a corrosion protective method. However, the shot blasting process provides a time-log onset of corrosion, since compressive stresses are imposed on the external surface of steel bars, resulting in limitation of the corrosion paths in the martensitic layer;
- The combined action of shot blasting with corundum and coating with Zn85Al15 benefits the mechanical performance of steel reinforcing bars in long terms. Shot blasting with corundum particles increased the deformation capacity, which has been maintained due to the layer of Zn85Al15 coating.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Apostolopoulos, C.A.; Koulouris, K. Corrosion Effect on Bond Loss between steel and concrete. In Structural Integrity and Failure; Oyguc, R., Tahmasebinia, F., Eds.; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef]
- Zhang, W.; Song, X.; Gu, X.; Li, S. Tensile and fatigue behavior of corroded rebars. Constr. Build. Mater. 2012, 34, 409–417. [Google Scholar] [CrossRef]
- Caprili, S.; Moersch, J.; Salvatore, W. Mechanical performance vs. corrosion damage indicators for corroded steel reinforcing bars. Adv. Mater. Sci. Eng. 2015, 2015, 739625. [Google Scholar] [CrossRef] [Green Version]
- Caprili, S.; Salvatore, W. Mechanical performance of steel reinforcing bars in uncorroded and corroded conditions. Data Brief 2018, 18, 1677–1695. [Google Scholar] [CrossRef] [PubMed]
- Fernandez, I.; Berrocal, C.G. Mechanical Properties of 30 Year-Old Naturally Corroded Steel Reinforcing Bars. Int. J. Concr. Struct. Mater. 2019, 13, 9. [Google Scholar] [CrossRef]
- Imperatore, S.; Rinaldi, Z.; Drago, C. Degradation relationships for the mechanical properties of corroded steel rebars. Constr. Build. Mater. 2017, 148, 219–230. [Google Scholar] [CrossRef]
- Andisheh, K.; Scott, A.; Palermo, A.; Clucas, D. Influence of chloride corrosion on the effective mechanical properties of steel reinforcement. Struct. Infrastruct. Eng. 2019, 15, 1036–1048. [Google Scholar] [CrossRef]
- Gu, X.; Guo, H.; Zhou, B.; Zhang, W.; Jiang, C. Corrosion non-uniformity of steel bars and reliability of corroded RC beams. Eng. Struct. 2018, 167, 188–202. [Google Scholar] [CrossRef]
- Di Carlo, F.; Meda, A.; Rinaldi, Z. Numerical evaluation of the corrosion influence on the cyclic behaviour of RC columns. Eng. Struct. 2017, 153, 264–278. [Google Scholar] [CrossRef]
- Koulouris, K.; Apostolopoulos, C.A. An Experimental Study on Effects of Corrosion and Stirrups Spacing on Bond Behavior of Reinforced Concrete. Metals 2020, 10, 1327. [Google Scholar] [CrossRef]
- Hanjari, K.Z.; Coronelli, D.; Lundgren, K. Bond capacity of severely corroded bars with corroded stirrups. Mag. Concr. Res. 2011, 63, 953–968. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.; Guo, Z.; Wang, L.; Zhang, J. Experimental investigation of corrosion effect on bond behavior between reinforcing bar and concrete. Constr. Build. Mater. 2017, 152, 240–249. [Google Scholar] [CrossRef]
- Kelestemur, O.; Yıldız, S. Effect of various dual-phase heat treatments on the corrosion behavior of reinforcing steel used in the reinforced concrete structures. Constr. Build. Mater. 2009, 23, 78–84. [Google Scholar] [CrossRef] [Green Version]
- Voorwald, H.J.C.; Silva, M.P.; Costa, M.Y.P.; Cioffi, M.O.H. Improvement in the fatigue strength of chromium electroplated AISI 4340 steel by shot peening. Fatigue Fract. Eng. Mater. Struct. 2009, 32, 97–104. [Google Scholar] [CrossRef]
- Drakakaki, A.; Apostolopoulos, C.A.; Katsaounis, A.; Bjorn, H. Corrosion resistance and mechanical characteristics of dual-phase steel B500c, after shot blasting processes. Int. J. Struct. Integr. 2017, 8, 544–564. [Google Scholar] [CrossRef]
- Drakakaki, A.; Apostolopoulos, C.A. The Mechanical Characteristics of B500c Dual Phase Steel Category, After Two Different Shot Blasting Processes. Mater. Sci. Eng. Adv. Res. Spec. 2017, 45–51. [Google Scholar] [CrossRef]
- Kuroda, S.; Kawakita, J.; Takemoto, M. Marine Exposure Tests of Thermal Sprayed Coatings in Japan. Thermal Spray Committee Japan Association of Corrosion Control, Tokyo, Japan. In Thermal Spray 2003: Advancing the Science & Applying the Technology; Moreau, C., Marple, B., Eds.; ASM International: Materials Park, OH, USA, 2003. [Google Scholar]
- Panossian, Z.; Mariaca, L.; Morcillo, M.; Flores, S.; Rocha, J.; Pena, J.J.; Herrera, F.; Corvo, F.; Sanchez, M.; Rincon, O.T.; et al. Steel cathodic protection afforded by zinc, aluminium and zinc/aluminium alloy coatings in the atmosphere. Surface Coat. Technol. 2005, 190, 244–248. [Google Scholar] [CrossRef]
- Büteführ, M. Zinc-Aluminium-Coatings as Corrosion Protection for Steel. Mater. Corros. 2007, 58, 721–726. [Google Scholar] [CrossRef]
- Gulec, A.; Cevher, O.; Turk, A.; Ustel, F.; Yilmaz, F. Accelerated Corrosion Behaviors of Zn, Al and Zn/15Al Coatings on a Steel Surface. Mater. Tehnol. 2011, 45, 477–482. [Google Scholar]
- Bobzin, K.; Öte, M.; Knoch, M.A. Corrosion behaviour of thermally sprayed Zn, ZnMgAl and ZnAl15 coatings. In The Annual Congress of the European Federation of Corrosion; Eurocorr: Prague, Czech Republic, 2017. [Google Scholar]
- Diamantogiannis, G.; Apostolopoulos, C.A.; Nikolakopoulos, P. Mechanical Behavior of B500c Steel with an Aluminum Layer Coating in a Marine Environment. J. Mater. Civ. Eng. 2015, 27, 04014155. [Google Scholar] [CrossRef]
- Nuriya, H.; Suzuki, T.; Ishikawa, K.; Kitamura, Y. Corrosion resistance of thermal sprayed film of Zn Al and Zn–Al alloy against atmosphere corrosion. Zairyo-to-Kankyo 2002, 51, 404–409. [Google Scholar] [CrossRef] [Green Version]
- Katayama, J.H.; Kuroda, S. Long-term atmospheric corrosion properties of thermally sprayed Zn, Al and Zn–Al coatings exposed in a coastal area. Corros. Sci. 2013, 76, 35–41. [Google Scholar] [CrossRef]
- ISO 8501-1:2007(en); Preparation of Steel Substrates before Application of Paints and Related Products—Visual Assessment of Surface Cleanliness, Part 1: Rust Grades and Preparation Grades of Uncoated Steel Substrates and of Steel Substrates after Overall Removal of Previous Coatings. ISO: Geneva, Switzerland, 2007.
- Neodynamiki Ltd. Sandblasting Materials. Available online: https://www.neodynamiki.gr/%CF%85%CE%BB%CE%B9%CE%BA%CE%B1-%CE%B1%CE%BC%CE%BC%CE%BF%CE%B2%CE%BF%CE%BB%CE%B7%CF%82-%CE%BD%CE%B5%CE%BF%CE%B4%CF%85%CE%BD%CE%B1%CE%BC%CE%B9%CE%BA%CE%B7] (accessed on 8 November 2021).
- ASTM Standard B117; Standard Practice for Operating Salt Spray (Fog) Apparatus. ASTM International: West Conshohocken, PA, USA, 2003. [CrossRef]
- ASTM Standard G1; Standard Practice for Preparing, Cleaning, and Evaluating Corrosion Test Specimens. ASTM International: West Conshohocken, PA, USA, 2011.
- ISO 6892-1:2019(en); Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2019.
- Apostolopoulos, C.A.; Pasialis, V.P. Use of quality indices in comparison of corroded technical steel bars B500c and S500s on their mechanical performance basis. Constr. Build. Mater. 2008, 22, 2325–2334. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C (%) | S (%) | P (%) | Cu (%) | N (%) | Ceq (%) |
|---|---|---|---|---|---|
| 0.24 | 0.055 | 0.055 | 0.85 | 0.013 | 0.52 |
| Description | International ISO 8501 | American SSPC-SP |
|---|---|---|
| White metal | Sa3 | SSPC SP5 |
| Nearly white metal | Sa2.5 | SSPC SP10 |
| Commercial blast | Sa2 | SSPC SP6 |
| Brush-off blast | Sa1 | SSPC SP7 |
| Properties | Corundum | Olivine | Sinter Ball | Glass Beads |
|---|---|---|---|---|
| Shape | angular | sub angular to angular | round shaped | Spherical |
| Color | grey/brown | pale green | grey/black | transparent, white |
| Hardness (Mohs) | 9.0 | 6.5–7 | 9 | 6 |
| Specific density (kg/dm3) | 3.9 | 3.25 | 3.77 | 2.5 |
| Loose bulk density (kg/dm3) | 1.8 | - | 2.1 | 1.5 |
| Grain sizes (mm) | 0.053–2 | 0.063–0.25 | 0.2–0.4 | 0.15–0.25 |
| 0.4–08 | ||||
| 0.8–1.2 |
| Chemical Components (%) | Corundum [Present Study] | Olivine [15] | Sinter Ball [16] | Glass Beads [15] |
|---|---|---|---|---|
| Al2O3 | 95.00 | 0.40–0.50 | 78.20 | 0.8–2.0 |
| Fe2O3 | 1.00 | 6.80–7.30 | 13.00 | 0.08–0.11 |
| SiO2 | 0.90 | 41.50–42.50 | 4.21 | 72.0–73.0 |
| CaO | 0.10 | 0.05–0.10 | 0.22 | 7.2–9.2 |
| MgO | 0.30 | 49.00–50.00 | 3.5–4.0 | |
| TiO2 | 2.70 | - | 1.82 | - |
| K2O | - | - | 0.83 | 0.2–0.6 |
| Cr2O3 | - | 0.20–0.30 | - | - |
| MnO | - | 0.05–0.10 | - | - |
| NiO | - | 0.30–0.35 | - | - |
| Na2O | - | - | - | 13.3–14.3 |
| SO3 | - | - | - | 0.2–0.3 |
| Parameters | Corundum | Olivine | Sinter Ball | Glass Beads |
|---|---|---|---|---|
| Impact angle (°) | 90° | 45° | 45° | 45° |
| Flow rate (s/unit) | 1.0–1.2 | 1.5–2 | 1.5–2 | 1.5–2 |
| Blasting distance (cm) | 15 | 40 | 40 | 40 |
| Degree of cleanliness | Sa2 | Sa3 | Sa2.5 | Sa2.5 |
| Corrosion Time | Corrosion Tests | Tensile Tests | |
|---|---|---|---|
| Bare | Coated | ||
| Reference | - | 3 | 3 |
| 30 days | 10 | 3 | 3 |
| 60 days | 10 | 3 | 3 |
| 90 days | 10 | 3 | 3 |
| 120 days | 10 | 3 | 3 |
| Total | 40 | 15 | 15 |
| Rebar | Mass Loss (%) | Yield Strength Rp (MPa) | Tensile Strength Rm (MPa) | Uniform Deformation Ag (%) | Strain Energy Density Ud (MPa) |
|---|---|---|---|---|---|
| b-0-1 | - | 561 | 663 | 8.2 | 50.9 |
| b-0-2 | - | 578 | 677 | 8.5 | 54.1 |
| b-0-3 | - | 560 | 664 | 9.2 | 57.1 |
| b-0-average | - | 566 | 668 | 8.63 | 54.0 |
| b-0-dev | - | 10.12 | 7.81 | 0.51 | 3.10 |
| b-30-1 | 11.14 | 496 | 588 | 5.3 | 29.0 |
| b-30-2 | 8.32 | 465 | 566 | 5.4 | 28.4 |
| b-30-3 | 11.65 | 468 | 564 | 6.2 | 32.4 |
| b-30-average | 10.70 * | 476 | 573 | 5.63 | 29.9 |
| b-30-dev | 1.35 * | 17.10 | 13.32 | 0.49 | 2.16 |
| b-60-1 | 12.35 | 460 | 560 | 5.3 | 28.1 |
| b-60-2 | 11.51 | 473 | 566 | 5.0 | 26.2 |
| b-60-3 | 10.65 | 497 | 598 | 6.7 | 37.3 |
| b-60-average | 11.77 | 477 | 575 | 5.67 | 30.5 |
| b-60-dev | 0.82 | 18.77 | 20.43 | 0.91 | 5.94 |
| b-90-1 | 17.49 | 508 | 601 | 5.0 | 28.5 |
| b-90-2 | 17.43 | 423 | 495 | 2.4 | 11.5 |
| b-90-3 | 18.65 | 464 | 557 | 4.7 | 24.5 |
| b-90-average | 17.86 | 465 | 551 | 4.03 | 21.5 |
| b-90-dev | 0.77 | 42.51 | 53.25 | 1.42 | 8.89 |
| b-120-1 | 21.59 | 318 | 383 | 3.1 | 11.1 |
| b-120-2 | 22.67 | 346 | 426 | 5.0 | 19.5 |
| b-120-3 | 22.12 | not valid | |||
| b-120-average | 22.13 | 332 | 405 | 4.05 | 15.3 |
| b-120-dev | 0.54 | 19.80 | 30.41 | 1.34 | 5.94 |
| c-0-1 | - | 539 | 655 | 13.3 | 81.9 |
| c-0-2 | - | 541 | 646 | 10.7 | 64.9 |
| c-0-3 | - | 536 | 656 | 11.7 | 71.1 |
| c-0-average | - | 539 | 652 | 11.9 | 72.6 |
| c-0-dev | - | 2.52 | 5.51 | 1.31 | 8.60 |
| c-30-1 | 0.81 | 514 | 628 | 14.0 | 81.8 |
| c-30-2 | 0.79 | 535 | 654 | 11.9 | 72.8 |
| c-30-3 | 0.87 | 541 | 651 | 11.1 | 67.6 |
| c-30-average | 0.76 | 530 | 644 | 12.3 | 74.1 |
| c-30-dev | 0.09 * | 14.18 | 14.22 | 1.50 | 7.18 |
| c-60-1 | 0.64 | 524 | 638 | 14.9 | 88.4 |
| c-60-2 | 0.92 | 551 | 671 | 14.0 | 87.7 |
| c-60-3 | 0.76 | not valid | |||
| c-60-average | 0.79 | 538 | 655 | 14.5 | 88.1 |
| c-60-dev | 0.13 * | 19.09 | 23.33 | 0.64 | 0.49 |
| c-90-1 | 1.28 | 541 | 650 | 11.0 | 66.5 |
| c-90-2 | 1.32 | 546 | 654 | 11.7 | 71.8 |
| c-90-3 | 1.12 | 541 | 642 | 10.5 | 63.1 |
| c-90-average | 1.21 | 543 | 649 | 11.1 | 67.1 |
| c-90-dev | 0.10 * | 2.89 | 6.11 | 0.60 | 4.38 |
| c-120-1 | 1.31 | 539 | 651 | 11.5 | 69.7 |
| c-120-2 | 0.98 | 539 | 646 | 10.5 | 63.2 |
| c-120-3 | 1.03 | 534 | 641 | 11.4 | 68.1 |
| c-120-average | 1.23 | 537 | 646 | 11.1 | 67.0 |
| c-120-dev | 0.27 * | 2.89 | 5.00 | 0.55 | 3.39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Basdeki, M.; Apostolopoulos, C. The Effect of Shot Blasting Process on Mechanical Properties and Anti-Corrosive Behavior of Steel Reinforcement. Metals 2022, 12, 275. https://doi.org/10.3390/met12020275
Basdeki M, Apostolopoulos C. The Effect of Shot Blasting Process on Mechanical Properties and Anti-Corrosive Behavior of Steel Reinforcement. Metals. 2022; 12(2):275. https://doi.org/10.3390/met12020275
Chicago/Turabian StyleBasdeki, Maria, and Charis Apostolopoulos. 2022. "The Effect of Shot Blasting Process on Mechanical Properties and Anti-Corrosive Behavior of Steel Reinforcement" Metals 12, no. 2: 275. https://doi.org/10.3390/met12020275
APA StyleBasdeki, M., & Apostolopoulos, C. (2022). The Effect of Shot Blasting Process on Mechanical Properties and Anti-Corrosive Behavior of Steel Reinforcement. Metals, 12(2), 275. https://doi.org/10.3390/met12020275