
Impact Toughness of Spring Steel after Bainite and Martensite Transformation


Abstract
:1. Introduction
2. Material and Experimental Methods
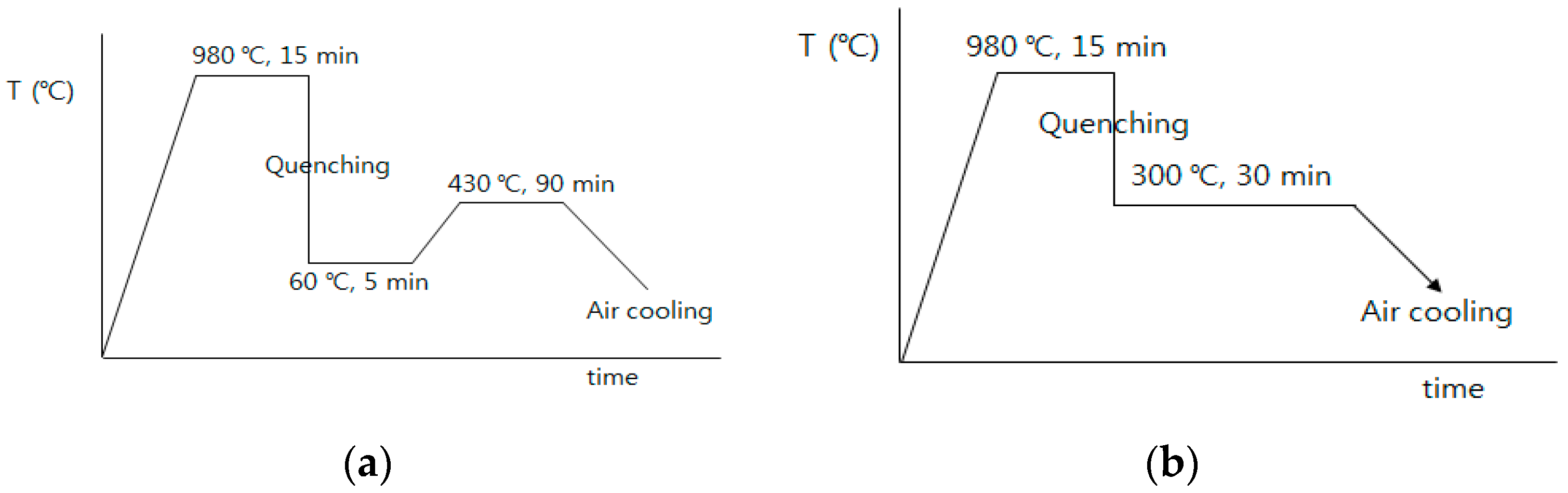
2.1. Test Material and Method of Heat Treatment
2.2. Experimental Methods
3. Results and Discussions
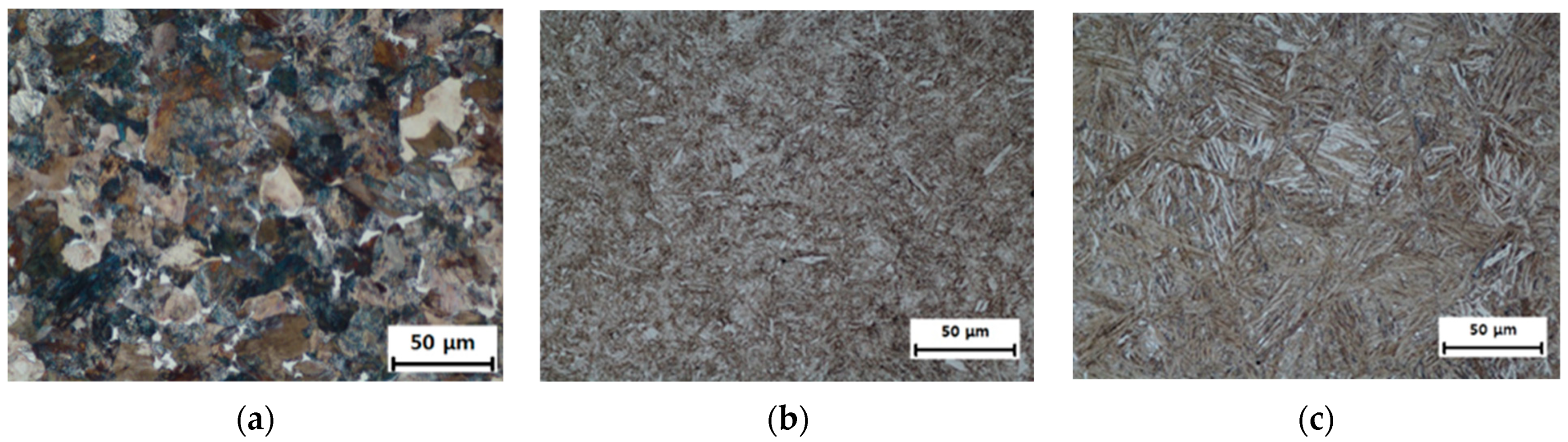
3.1. Variation in Microstructure Using the Heat Treatment Cycles
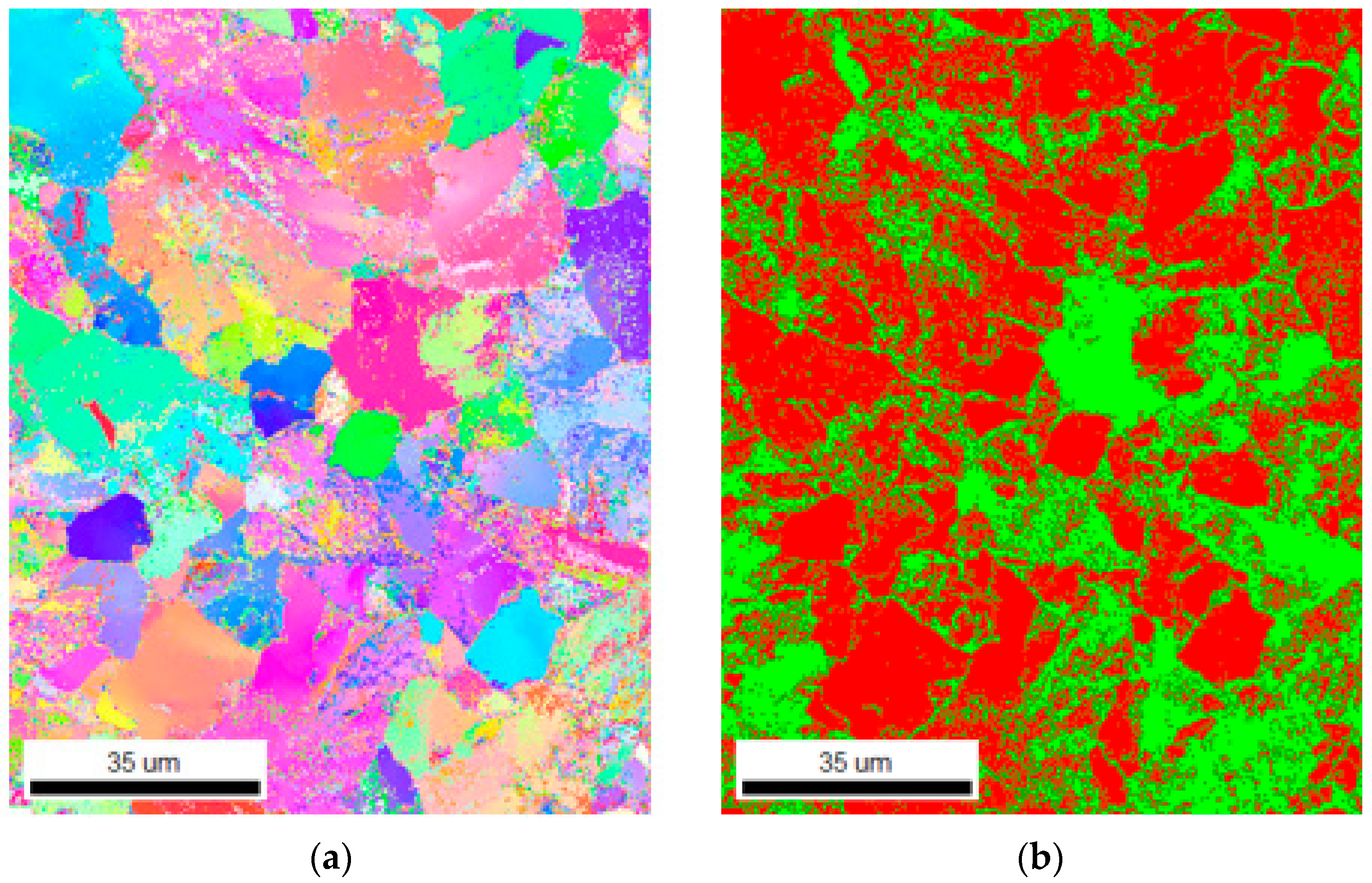
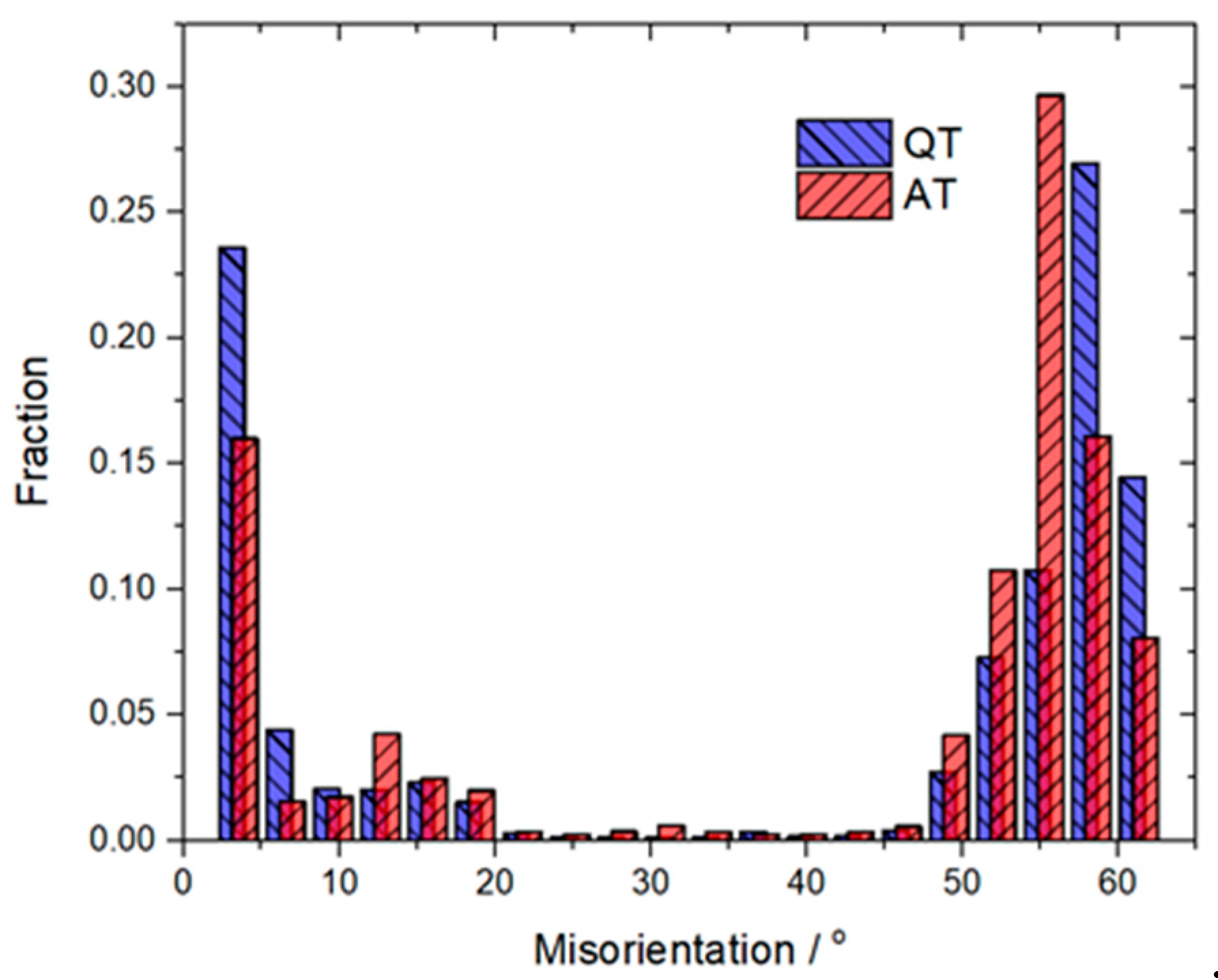
3.2. Quantitative Microstructure Analysis Using Electron Backscatter Diffraction (EBSD)
3.2.1. AR Specimen
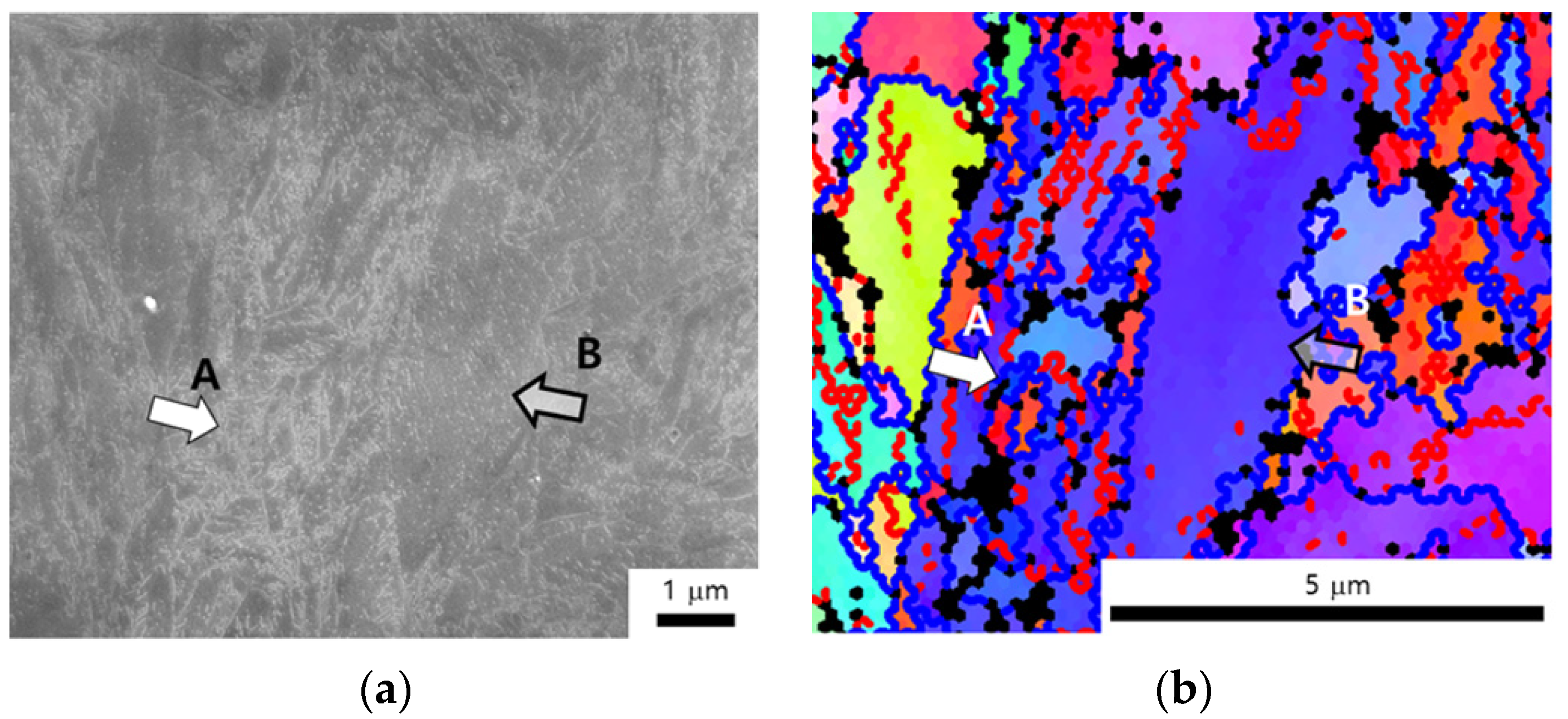
3.2.2. Martensite Structure of Quench and Tempered (QT) Specimen
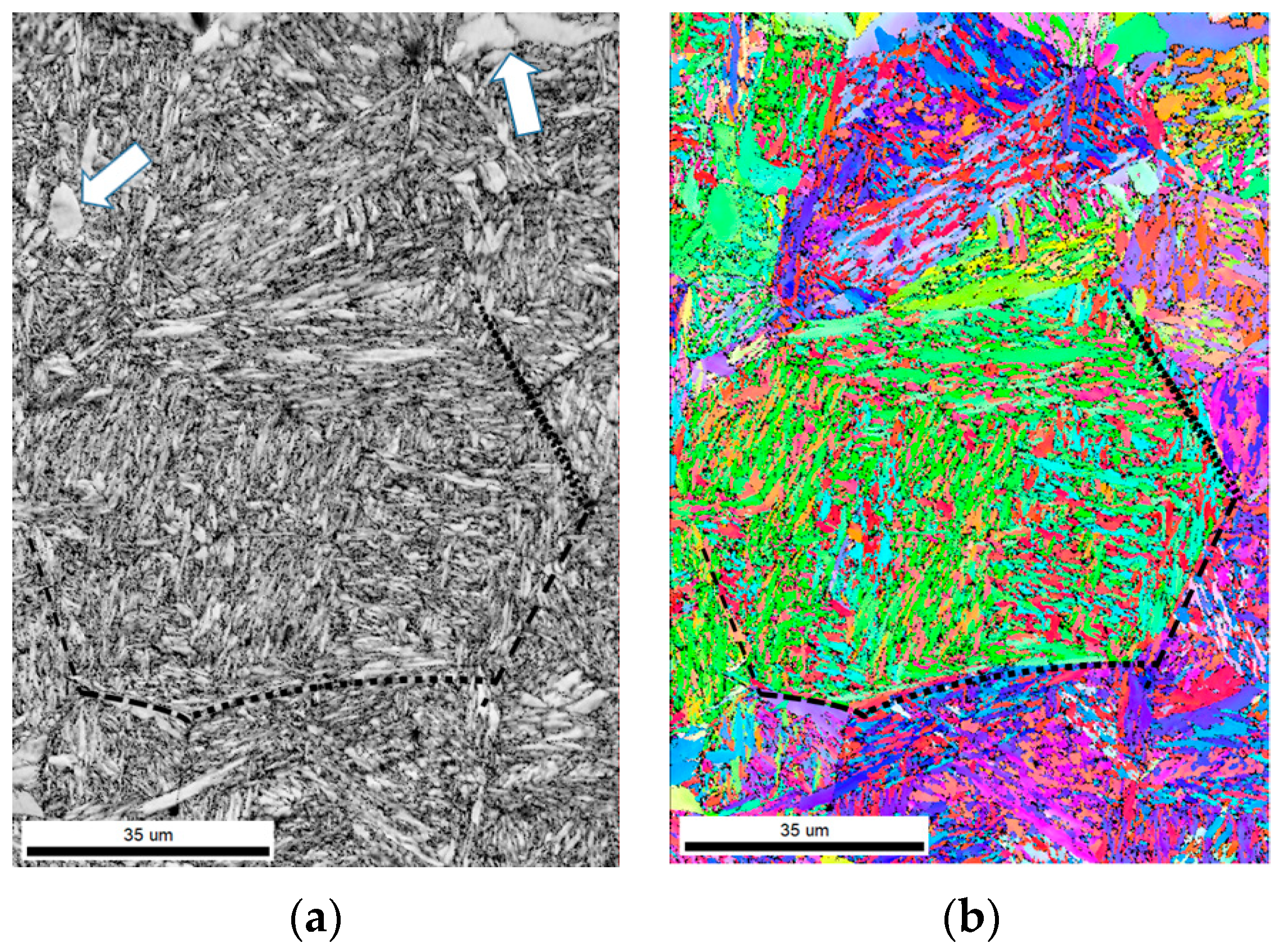
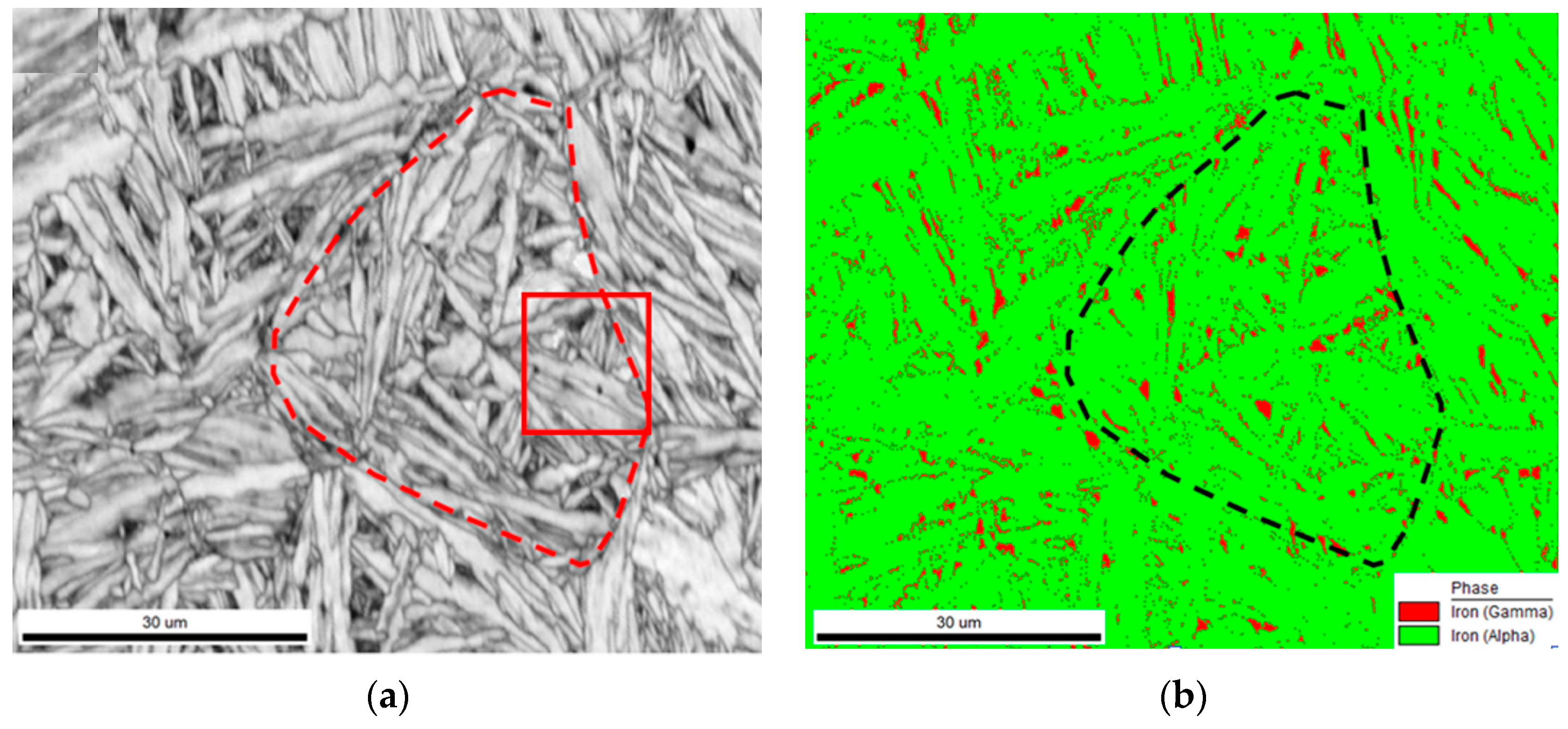
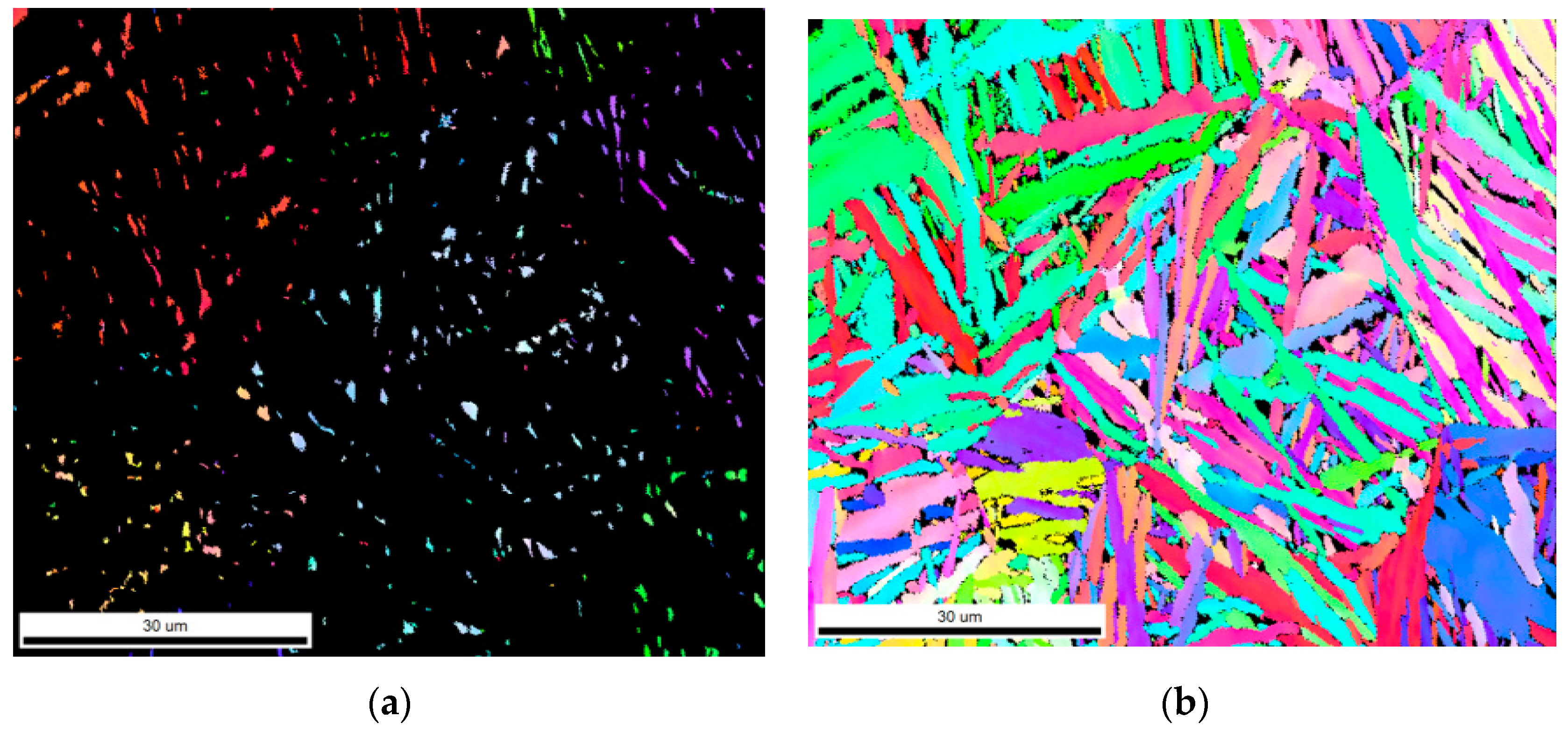
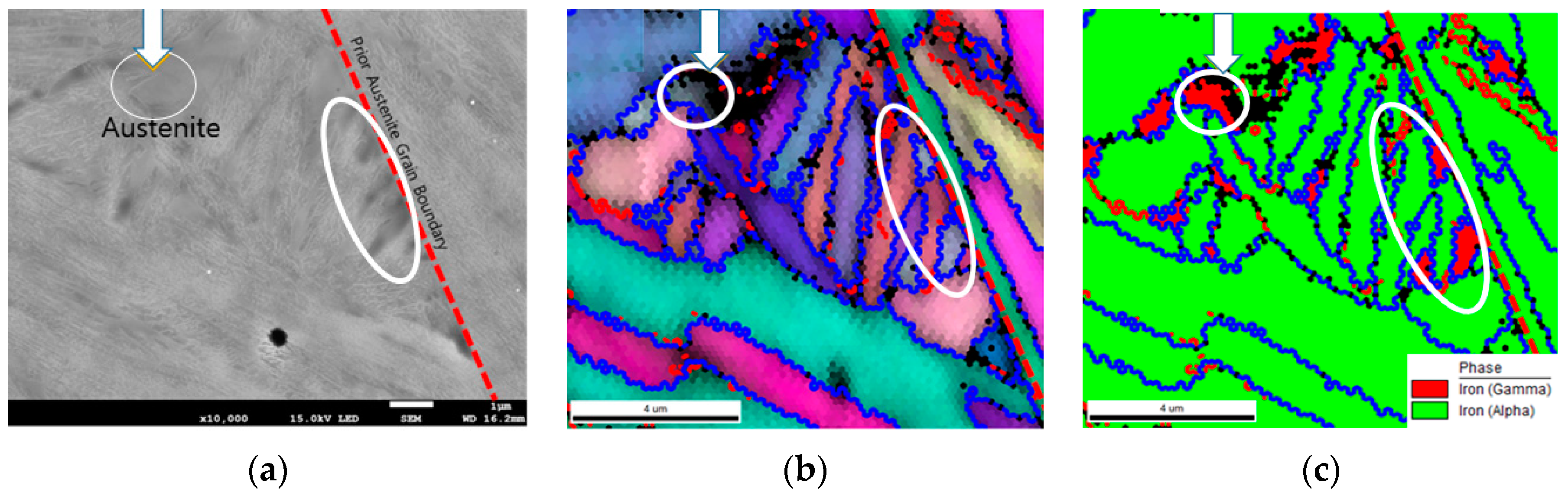
3.2.3. Bainite Structure of Austempered AT Specimen
- (1)
- EBSD Maps of Bainite Structure
- (2)
- Nucleation of Bainite and Retained Austenite
- (3)
- Crystal Orientation Characteristics between The BCC and FCC Phases of Bainite Structure
3.2.4. Quantitative Analysis of Length and Width of the Laths
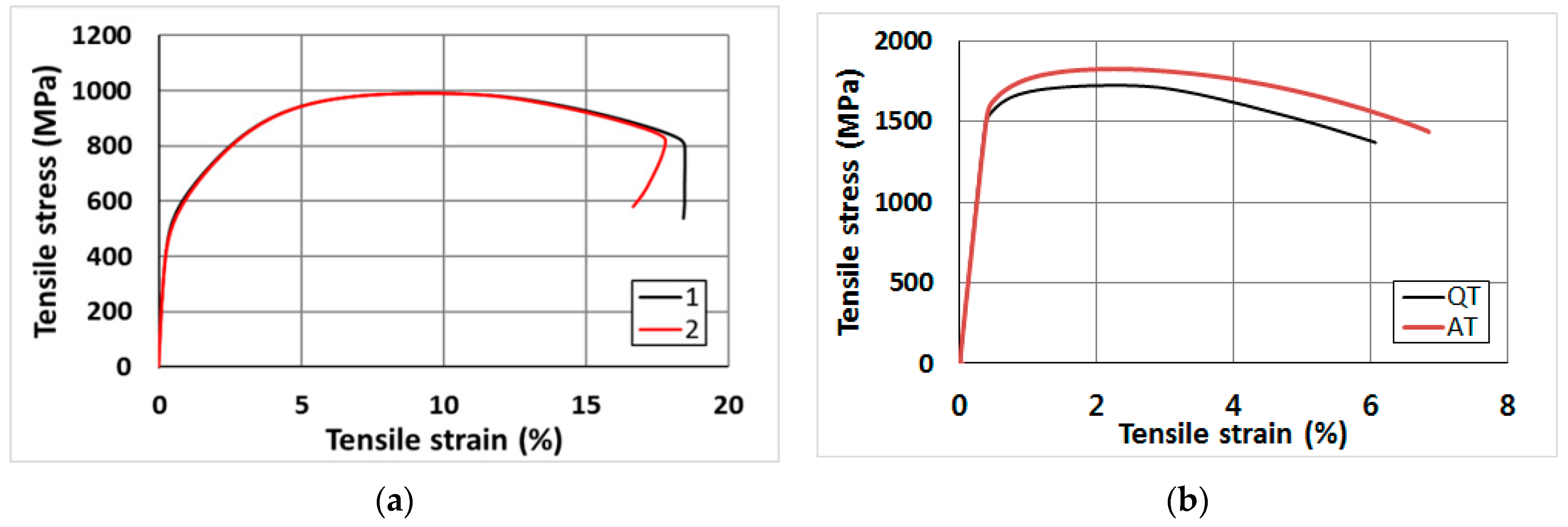
3.3. Tensile Test
3.4. Hardness Test
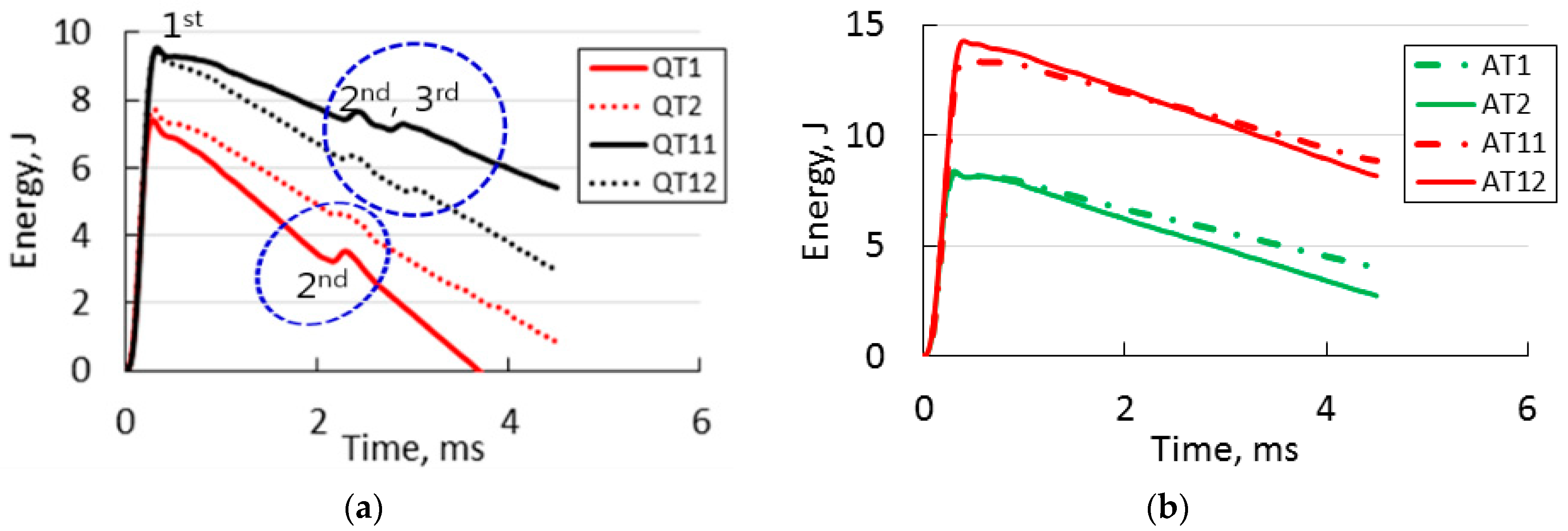
3.5. Impact Test
3.5.1. Variation of Impact Fracture Behavior according to Microstructure and Notch Shape
3.5.2. Variation in Charpy Impact Toughness Based on a Microstructural Change
- (1)
- Case of KS Standard Specimen
- (2)
- Case of Sharp I-type Notch Specimen
3.5.3. Comparison between the Charpy Impact Energy and Tensile Strength
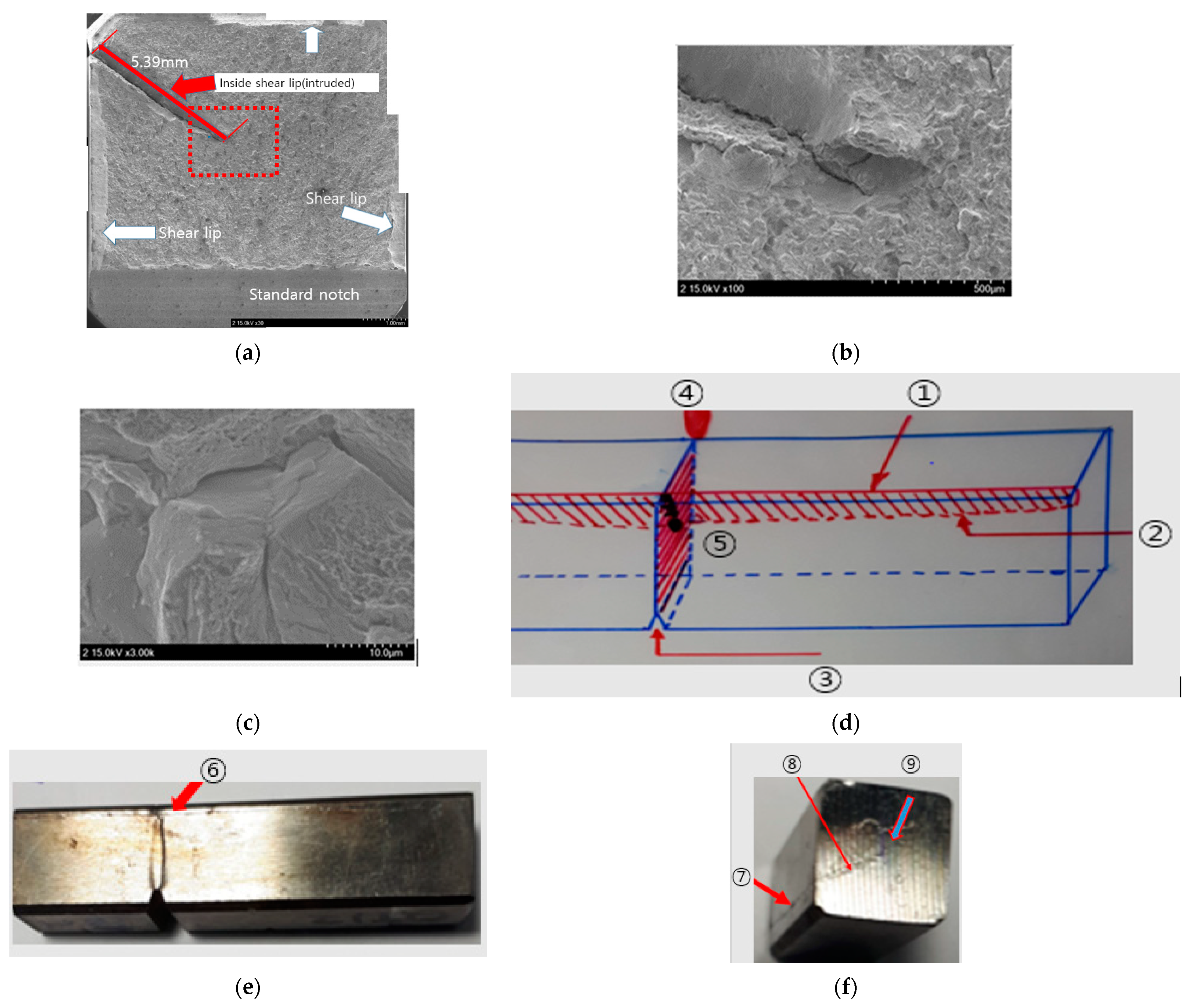
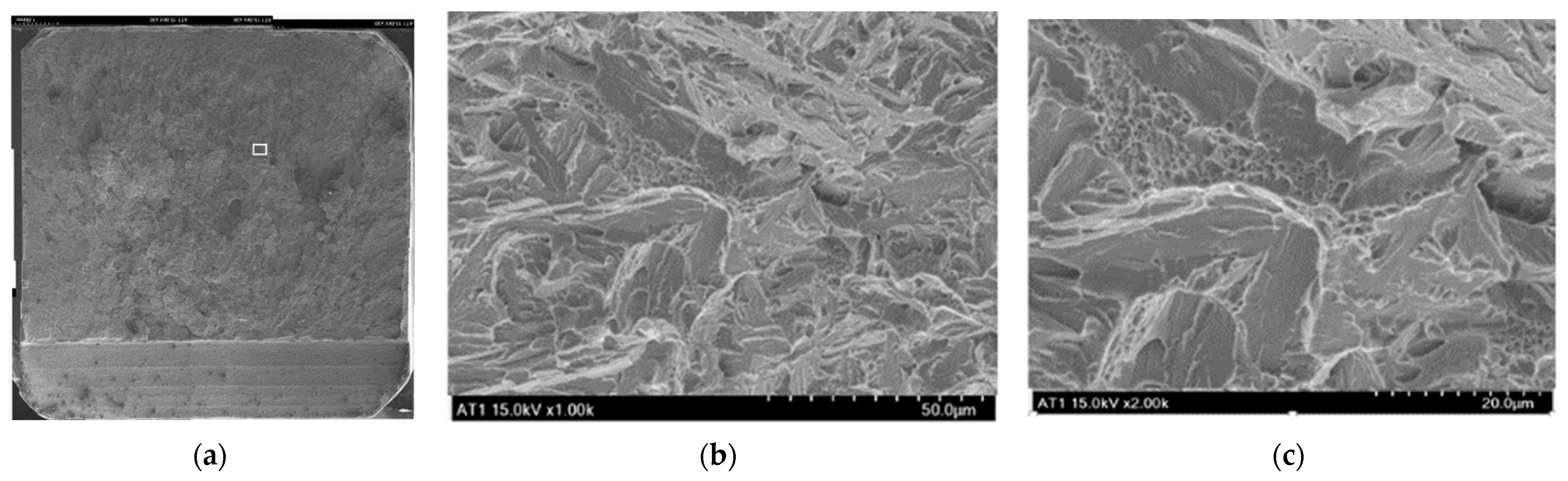
3.5.4. Fracture Analysis of Impact Specimens
- (1)
- Martensite QT Specimen
- (2)
- Bainite AT specimens
4. Conclusions
- (1)
- EBSD quantitative analysis revealed that QT exhibited a heterogeneous lath size and cementite distribution; however, the AT had a homogeneous lath size and cementite distribution. The QT martensite structure had a high fraction of the low-angle boundary, whereas the AT bainite structure had a high fraction of the high-angle boundary and had many high-carbon retained austenites, exhibiting excellent elongation and toughness compared to those of the martensite QT.
- (2)
- EBSD and SEM confirmed that AT transformed into a bainite structure after the austempering cycle. Quantitative analysis of laths of bainite AT showed that their dimensions were approximately five times longer and two times wider than those of QT with a martensitic structure. AT with long and wide laths had improved mechanical properties such as tensile strength, hardness, impact toughness, and elongation rate compared to QT.
- (3)
- The tensile strengths of QT and AT were 1723.1 MPa and 1824.4 MPa, which were 73.8% and 84% higher than untreated AR (991.5 MPa), respectively. In addition, the bainite AT exhibited a 5.9% higher tensile strength than the martensite QT. The hardness of QT and AT increased by 84.5% and 102.6%, respectively, compared to that of AR. In addition, the hardness of AT increased by 9.8% compared to that of martensite QT.
- (4)
- The maximum impact energy of the KS standard V-type notch specimen increased in the order of AR < QT < AT, the AT specimen was 85.5% larger than AR, and QT was 27.6% larger than AR. In particular, the bainite AT made of long and wide laths had a 45.3% higher impact energy than the martensite QT made of short and narrow laths. The AT with the V-type notch specimen formed by the bainite structure had the largest impact energy among the three types of specimen.
- (5)
- The maximum impact energy of the sharp I-type notch specimen increased in the order AR < QT < AT. The bainite AT was 242.8% larger than the AR, and the martensite QT was 211.6% larger than the AR. Therefore, bainite AT with a sharp I-type notch had the highest impact energy of approximately 10% higher than QT. The maximum impact toughness of the I-type specimen was reduced by approximately 39.6% compared to that of the standard specimen. The impact of the notch shape on the I-type impact specimens of QT and AT reduced the impact toughness by 20.2% and 39.6%, respectively, compared to the standard V-type notch specimen.
Author Contributions
Funding
Conflicts of Interest
References
- Nie, Y.H.; Fu, W.T.; Hui, W.; Dong, H.; Weng, Y.Q. Very high cycle fatigue behaviour of 2000-MPa ultra-high-strength spring steel with bainite-martensite duplex microstructure. Fatigue Fract. Eng. Mater. Struct. 2009, 32, 189–196. [Google Scholar] [CrossRef]
- Chakraborty, J.; Bhattacharjee, D.; Manna, I. Development of ultrafine bainite+martensite duplex microstructure in SAE 52100 bearing steel by prior cold deformation. Scr. Mater. 2009, 61, 604–607. [Google Scholar] [CrossRef]
- Suzuki, T.; Furuhara, T. Bainite structures and mechanical properties of SUP12 spring steel. Trans. Jpn. Soc. Spring Eng. 2009, 54, 27–33. [Google Scholar] [CrossRef] [Green Version]
- Wei, D.Y.; Gu, J.L.; Fang, H.S.; Bai, B.Z.; Yang, Z.G. Fatigue behavior of 1500 MPa bainite/martensite duplex-phase high strength steel. Int. J. Fatigue 2004, 26, 437–442. [Google Scholar] [CrossRef]
- Kouters, M.H.M.; Slot, H.M.; Van Zwieten, W.; Van Der Veer, J. The influence of hydrogen on the fatigue life of metallic leaf spring components in a vacuum environment. Int. J. Fatigue 2014, 59, 309–314. [Google Scholar] [CrossRef]
- Mohtadi-Bonab, M.A.; Eskandari, M.; Karimdadashi, R.; Szpunar, J.A. Effect of different microstructural parameters on hydrogen induced cracking in an API X70 pipeline steel. Met. Mater. Int. 2017, 23, 726–735. [Google Scholar] [CrossRef]
- Ritchie, R.O.; Cedeno, M.H.C.; Zackay, V.F.; Parker, E.R. Effects of silicon additions and retained austenite on stress corrosion cracking in ultrahigh strength steels. Met. Mater. Trans. A 1978, 9, 35–40. [Google Scholar] [CrossRef]
- Królicka, A.; Radwański, K.; Ambroziak, A.; Zak, A. Analysis of grain growth and morphology of bainite in medium-carbon spring steel. Mater. Sci. Eng. A 2019, 768, 138446. [Google Scholar] [CrossRef]
- Sourmail, T.; Smanio, V. Low temperature kinetics of bainite formation in high carbon steels. Acta Mater. 2013, 61, 2639–2648. [Google Scholar] [CrossRef]
- Suzuki, T.; Ono, Y.; Miyamoto, G.; Furuhara, T. Effects of Si and Cr on Bainite Microstructure of Medium Carbon Steels. ISIJ Int. 2010, 50, 1476–1482. [Google Scholar] [CrossRef] [Green Version]
- Miyamoto, G.; Takayama, N.; Furuhara, T. Accurate measurement of the orientation relationship of lath martensite and bainite by electron backscatter diffraction analysis. Scr. Mater. 2009, 60, 1113–1116. [Google Scholar] [CrossRef]
- Miyamoto, G.; Iwata, N.; Takayama, N.; Furuhara, T. Quantitative analysis of variant selection in ausformed lath martensite. Acta Mater. 2012, 60, 1139–1148. [Google Scholar] [CrossRef]
- Sourmail, T.; Caballero, F.G.; Garcia-Mateo, C.; Smanio, V.; Ziegler, C.; Kuntz, M.; Elvira, R.; Leiro, A.; Vuorinen, E.; Teeri, T. Evaluation of potential of high Si, high C steel nanostructured bainite for wear and fatigue applications. Mater. Sci. Technol. 2013, 29, 1166–1173. [Google Scholar] [CrossRef]
- Liu, D.; Bai, B.; Fang, H.; Zhang, W.; Gu, J.; Chang, K. Effect of tempering temperature and carbide free bainite on the mechanical characteristics of a high strength low alloy steel. Mater. Sci. Eng. A 2004, 371, 40–44. [Google Scholar] [CrossRef]
- Chakraborty, J.; Chattopadhyay, P.; Bhattacharjee, D.; Manna, I. Microstructural Refinement of Bainite and Martensite for Enhanced Strength and Toughness in High-Carbon Low-Alloy Steel. Met. Mater. Trans. A 2010, 41, 2871–2879. [Google Scholar] [CrossRef]
- Lee, C.; Lee, K.; Li, D.; Yoo, S.; Nam, W. Microstructural influence on fatigue properties of a high-strength spring steel. Mater. Sci. Eng. A 1998, 241, 30–37. [Google Scholar] [CrossRef]
- Suh, C.-M.; Suh, M.-S. Variations of impact value and hardness for roll shell steel and s25c under various tempering. Int. J. Mod. Phys. B 2011, 25, 4245–4248. [Google Scholar] [CrossRef]
- Van Vlack, L.H. Elements of Materials Science and Engineering, 6th ed.; Addison-Wesley Reading: Boston, MA, USA, 1989; pp. 292–295. [Google Scholar]
- Furuhara, T.; Kawata, H.; Morito, S.; Miyamoto, G.; Maki, T. Variant Selection in Grain Boundary Nucleation of Upper Bainite. Metall. Mater. Trans. A 2008, 39, 1003–1013. [Google Scholar] [CrossRef]
- Vatavuk, J.; Totten, G.E.; Nucci, J.E.; Albano, L.L.; Canale, L.D.C. Comparative impact behavior of high-C steel after conventional quenching, tempering, and austempering. Mater. Perform. Charact. 2016, 5, 227–238. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | QT | AT | ||
|---|---|---|---|---|
| Length (μm) | Width (μm) | Length (μm) | Width (μm) | |
| Average | 3.06 | 0.81 | 15.5 | 1.76 |
| Max. | 9.37 | 2.76 | 29.4 | 5.29 |
| Min. | 2.20 | 0.55 | 7.1 | 0.59 |
| Specimen | Tensile Strength (MPa) | Yield Strength (0.2%, MPa) | Elongation (%) | Reduction in Area (%) |
|---|---|---|---|---|
| AR | 991.5 | 526.5 | 19.5 | 55.3 |
| QT | 1723.1 | 1612.1 | 12.1 | 39.7 |
| AT | 1824.4 | 1681.5 | 13.4 | 49.7 |
| Specimen | AR | QT | AT | ||
|---|---|---|---|---|---|
| No. | #1–#3 | #1 | #2 | #1 | #9 |
| Hv | 276.1 | 511.2 | 507.6 | 559.6 | 559.1 |
| Average | 276.1 | 509.4 | 559.4 | ||
| S.D. | 12.7 | 11.4 | 12.5 | 10.1 | 10.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Suh, M.-S.; Nahm, S.-H.; Suh, C.-M.; Park, N.-K. Impact Toughness of Spring Steel after Bainite and Martensite Transformation. Metals 2022, 12, 304. https://doi.org/10.3390/met12020304
Suh M-S, Nahm S-H, Suh C-M, Park N-K. Impact Toughness of Spring Steel after Bainite and Martensite Transformation. Metals. 2022; 12(2):304. https://doi.org/10.3390/met12020304
Chicago/Turabian StyleSuh, Min-Soo, Seung-Hoon Nahm, Chang-Min Suh, and No-Keun Park. 2022. "Impact Toughness of Spring Steel after Bainite and Martensite Transformation" Metals 12, no. 2: 304. https://doi.org/10.3390/met12020304
APA StyleSuh, M.-S., Nahm, S.-H., Suh, C.-M., & Park, N.-K. (2022). Impact Toughness of Spring Steel after Bainite and Martensite Transformation. Metals, 12(2), 304. https://doi.org/10.3390/met12020304