
Frictional Behavior and Mechanical Performance of Al Reinforced with SiC via Novel Flake Powder Metallurgy


Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
2.2. Ball Milling Processing Routes
2.3. Consolidation
2.4. Characterizations and Testing
3. Results and Discussion
3.1. Morphological Analysis
3.2. X-ray Diffraction Analysis
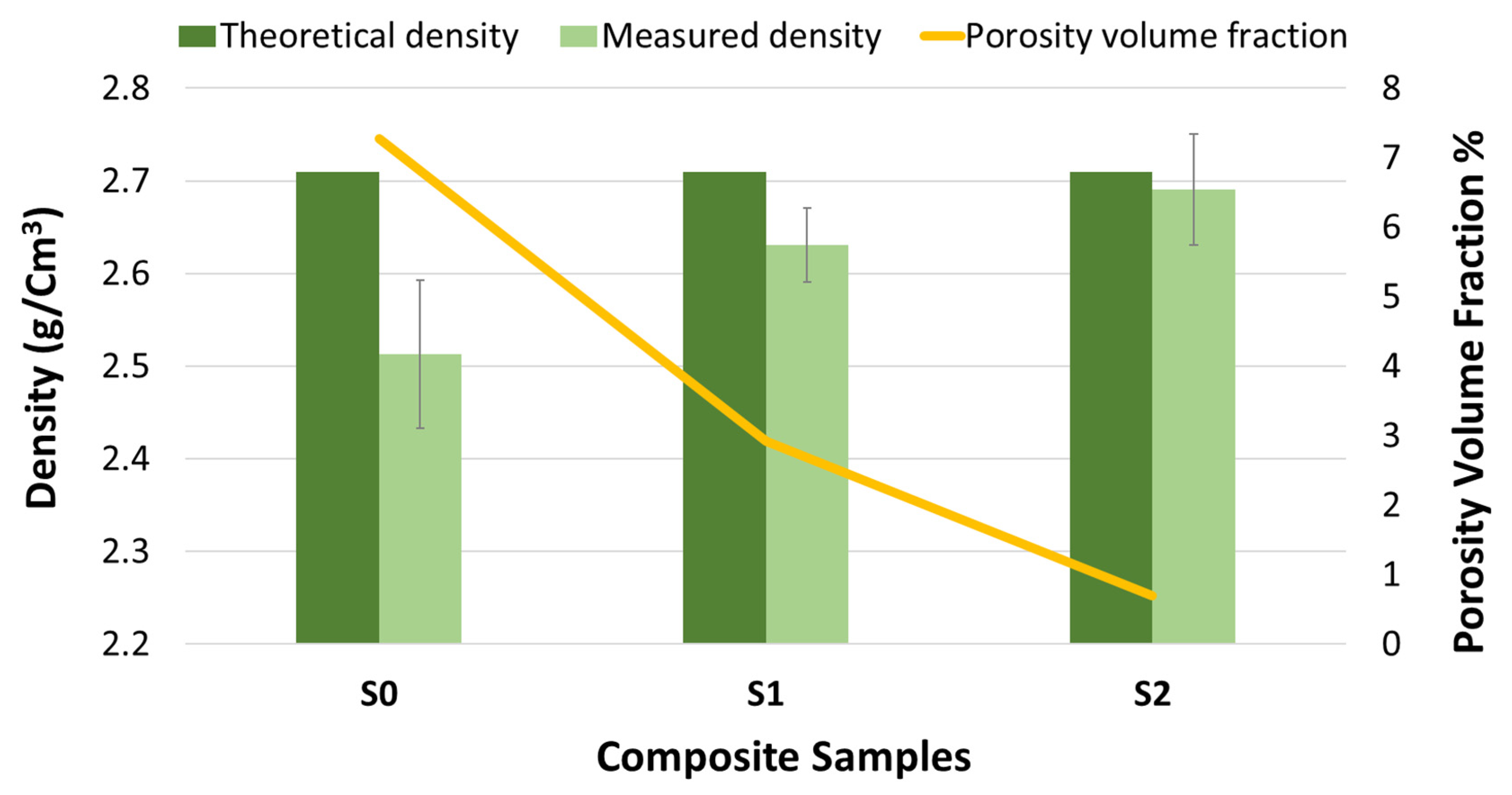
3.3. Density and Porosity
4. Mechanical Properties
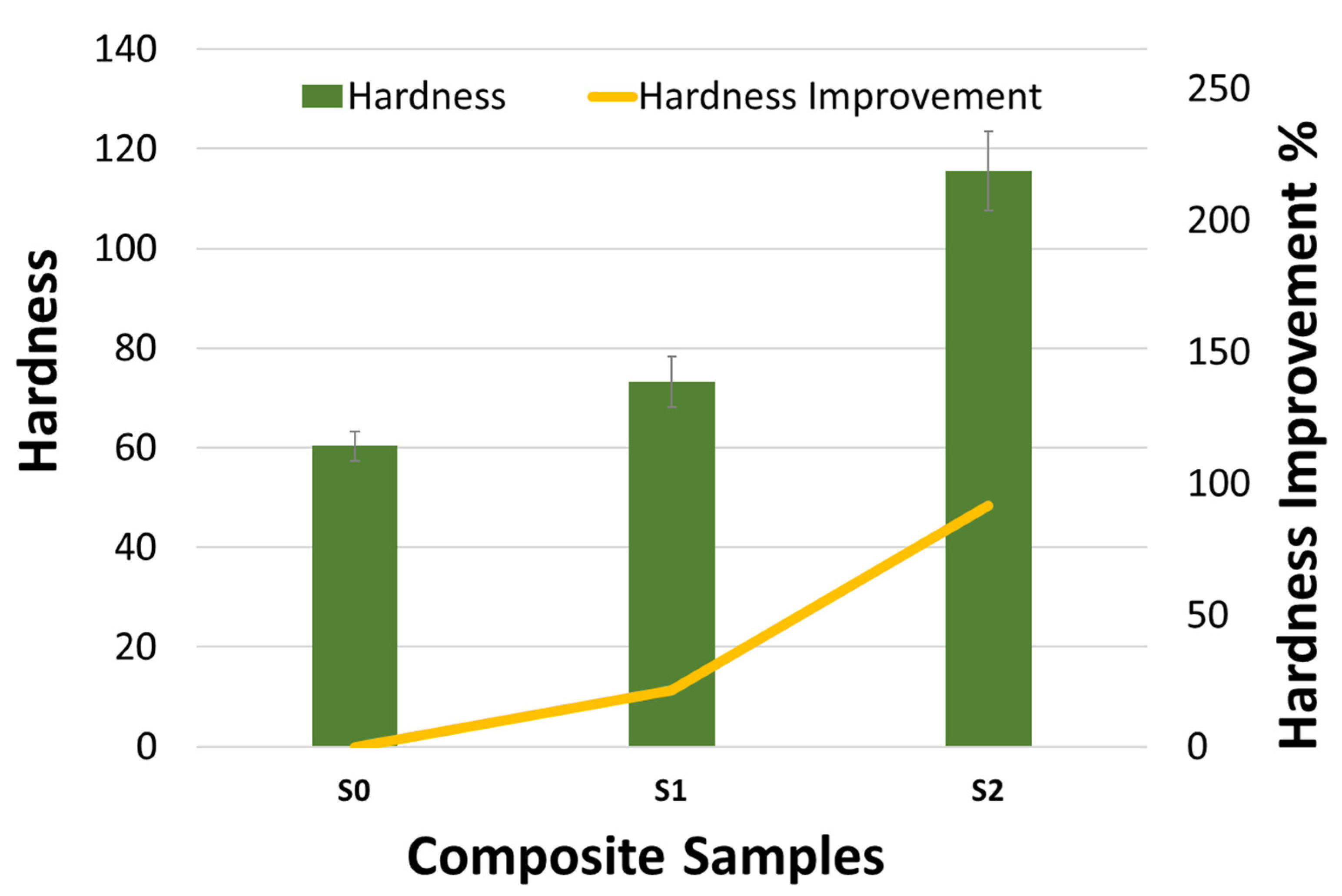
4.1. Hardness Results
4.2. Compression Test
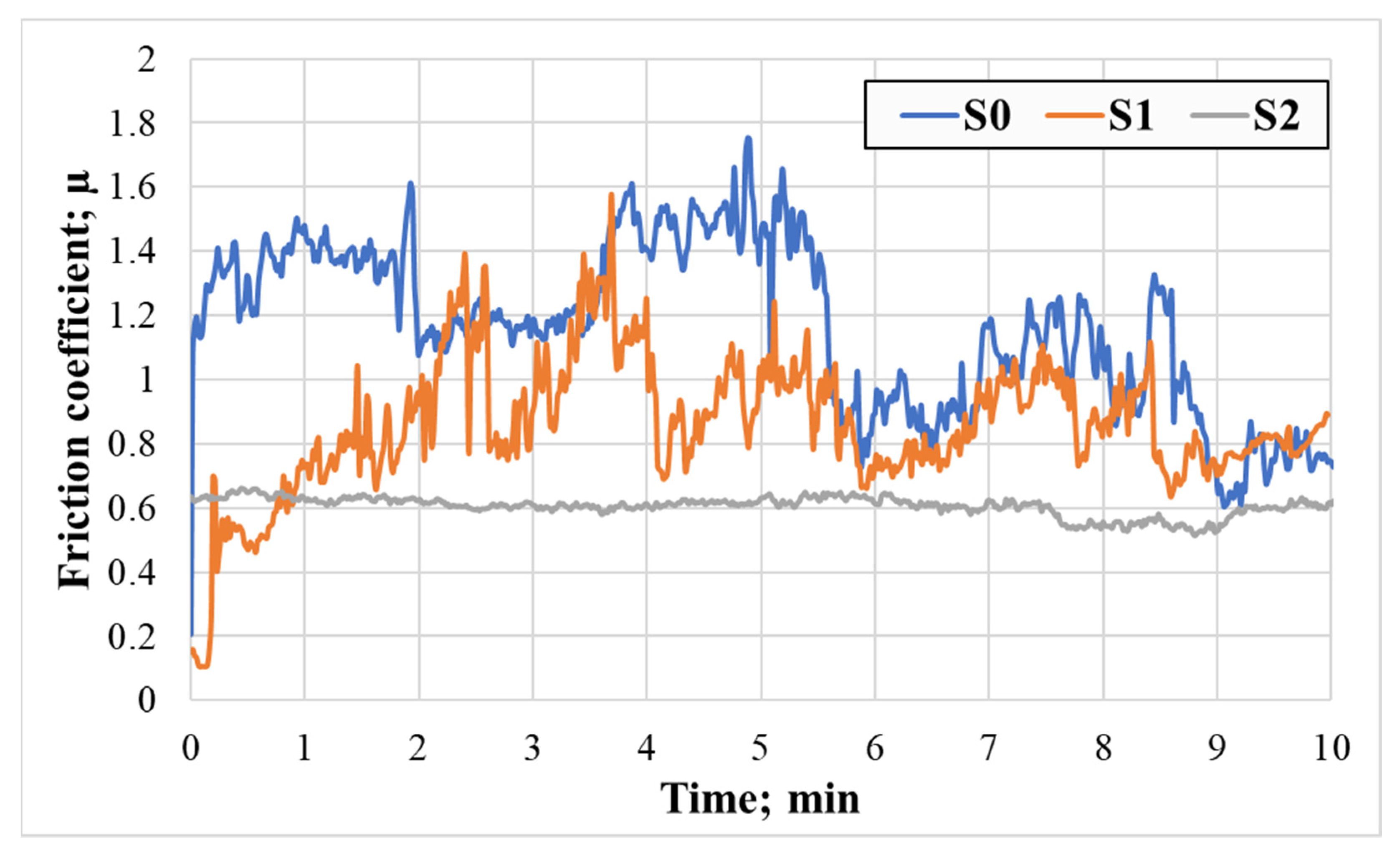
4.3. Tribological Performance
5. Conclusions
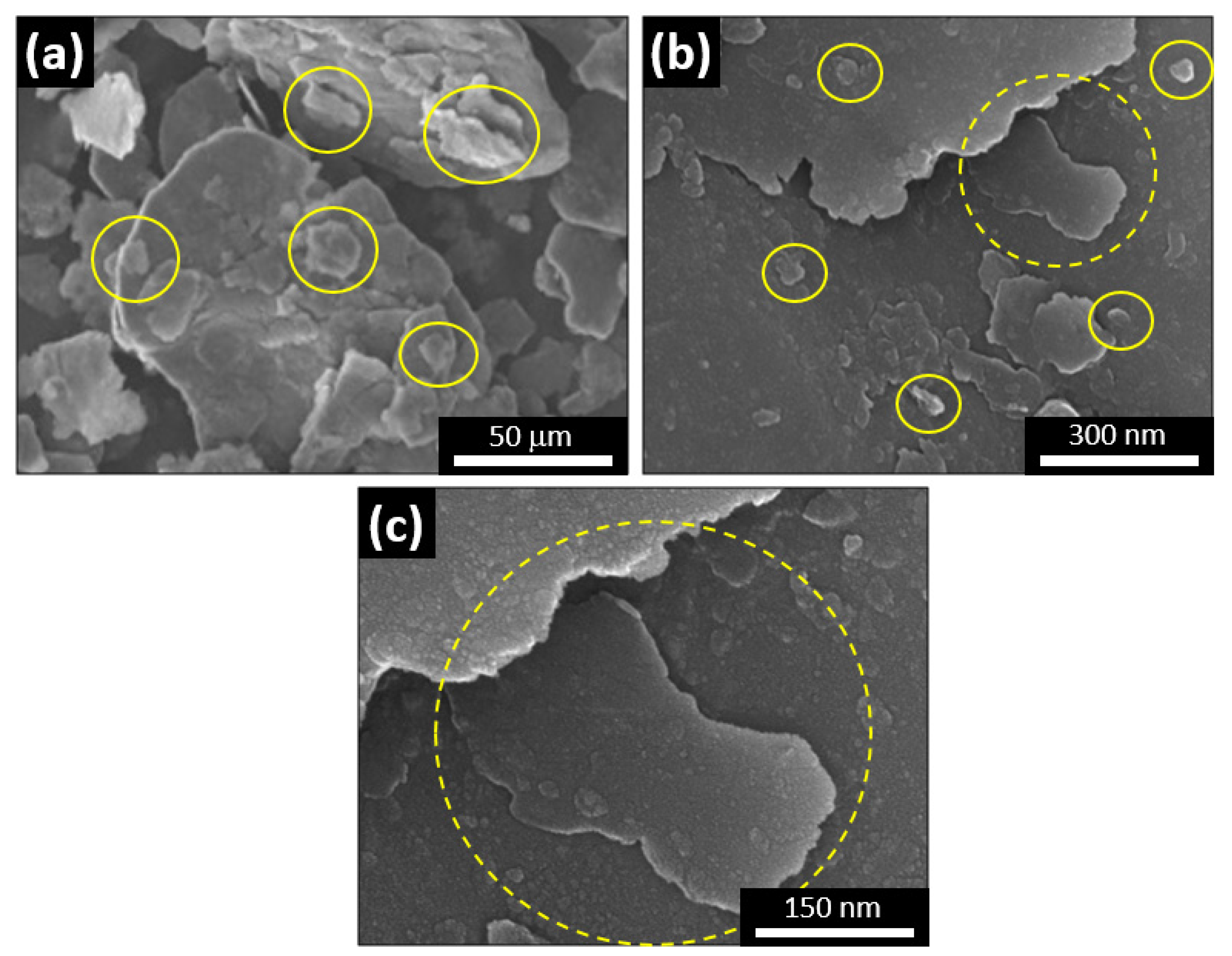
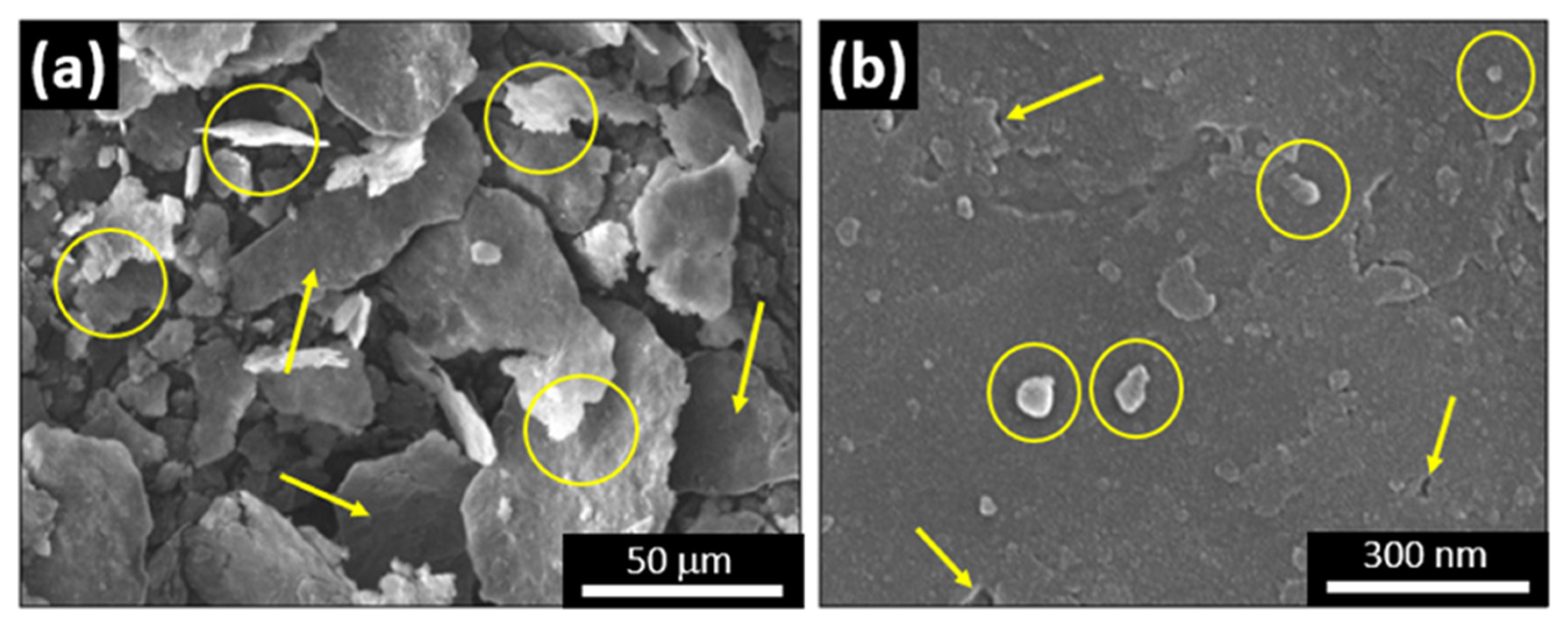
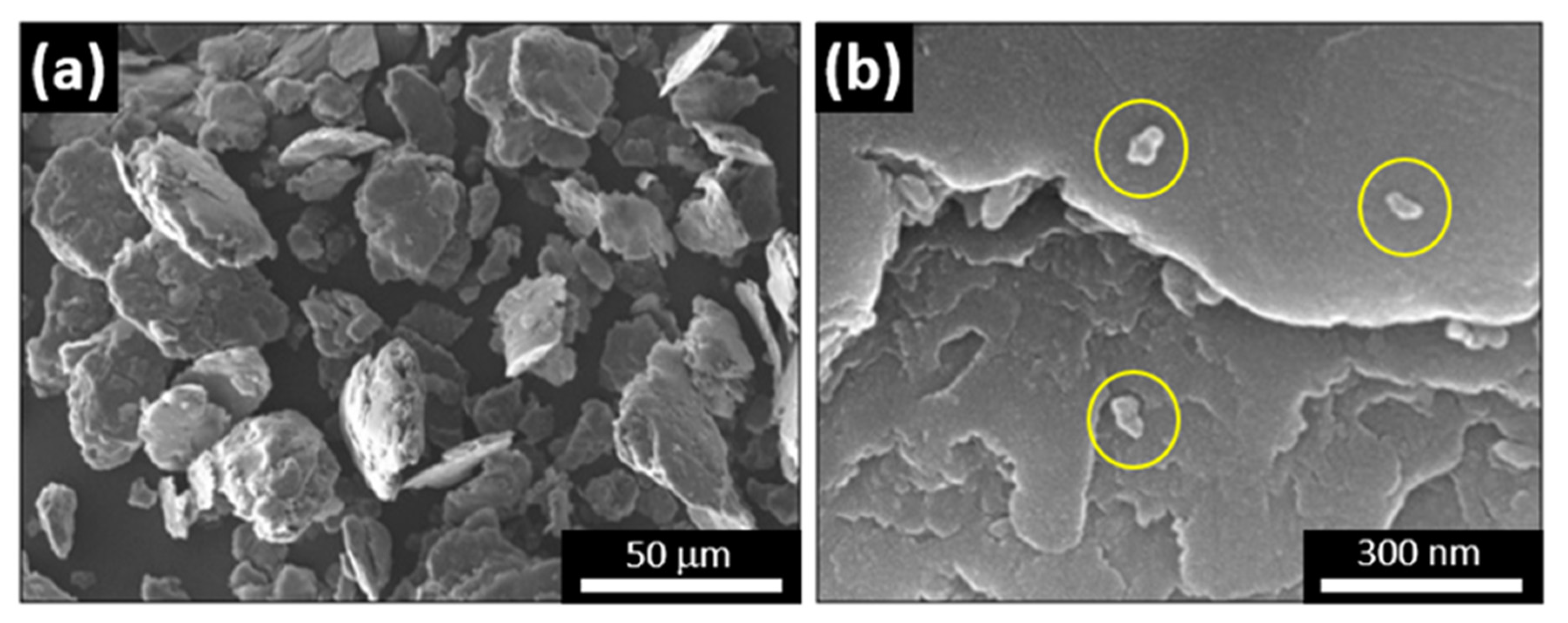
- The FE-SEM images and the analysis of the synthesized powder have explained the morphological evolution during each ball milling route utilized in this work. This has showed that starting the milling process at low speed can assure the conversion of the spherical particles of the base matrix into flaky ones. These flaky shapes particles have the ability to accommodate the reinforcement nanoparticles in the following stages. Additionally, this showed that increasing the milling speed will allow for the homogeneity of the reinforcement within the matrix. Moreover, increasing the ball milling speed even further will allow for good bonding.
- It has been found that utilizing different ball milling speeds can produce a different phenomenon. At the beginning of the ball milling process, a low speed is favorable and can be used to control the particle shape and distribute the reinforcement uniformly. Higher speed allows for maintaining the homogeneity of the powder. Additionally, increasing the ball milling speed further will help in achieving a steady state in the powder.
- A low-cost sustainable material with a 115 hardness, a compressive yield strength of 470 MPa, Young’s modulus of 80 GPa, good ductility, high toughness, coefficient of friction of 0.6, and low specific wear rate was fabricated by utilizing a well-designed novel flake powder metallurgy route.
- If the designed strategy is capable to reach the steady state between fracturing and rewelding, then the produced powder will result in a nanocomposite with superior mechanical and tribological properties.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kaczmar, J.W.; Pietrzak, K.; Włosiński, W. The production and application of metal matrix composite materials. J. Mater. Process. Technol. 2000, 106, 58–67. [Google Scholar] [CrossRef]
- Wang, Z.; Song, M.; Sun, C.; Xiao, D.; He, Y. Effect of extrusion and particle volume fraction on the mechanical properties of SiC reinforced Al–Cu alloy composites. Mater. Sci. Eng. 2010, 527, 6537–6542. [Google Scholar] [CrossRef]
- Prasad, S.V.; Asthana, R. Aluminum Metal–Matrix Composites for Automotive Applications: Tribological Considerations. Tribol. Lett. 2004, 17, 445–453. [Google Scholar] [CrossRef]
- Ajagol, P.; Anjan, B.N.; Marigoudar, R.N.; Preetham Kumar, G.V. Effect of SiC Reinforcement on Microstructure and Mechanical Properties of Aluminum Metal Matrix Composite. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 376, p. 012057. [Google Scholar]
- Kumar, P.A.; Rohatgi, P.; Weiss, D. 50 Years of Foundry-Produced Metal Matrix Composites and Future Opportunities. Int. J. Met. 2020, 14, 291–317. [Google Scholar]
- Zhang, X. Regulation of interface between carbon nanotubes-aluminum and its strengthening effect in CNTs reinforced aluminum matrix nanocomposites. Carbon 2019, 155, 686–696. [Google Scholar] [CrossRef]
- Din, R.U.; Shafqat, Q.A.; Asghar, Z.; Zahid, G.H.; Basit, A.; Qureshi, A.H.; Manzoor, T.; Nasir, M.A.; Mehmood, F.; Hussain, K.I. Microstructural Evolution, Powder Characteristics, Compaction Behavior and Sinterability of Al 6061–B4C Composites as a Function of Reinforcement Content and Milling Times. Russ. J. Non-Ferr. Met. 2018, 59, 207–222. [Google Scholar] [CrossRef]
- Thandalam, S.K.; Ramanathan, S.; Sundarrajan, S. Synthesis, microstructural and mechanical properties of ex situ zircon particles (ZrSiO4) reinforced Metal Matrix Composites (MMCs): A review. J. Mater. Res. Technol. 2015, 4, 333–347. [Google Scholar] [CrossRef] [Green Version]
- Faisal, N.; Kumar, K. Mechanical and tribological behaviour of nano scaled silicon carbide reinforced aluminium composites. J. Exp. Nanosci. 2018, 13 (Suppl. 1), S1–S13. [Google Scholar] [CrossRef]
- Varol, T.; Canakci, A. Synthesis and characterization of nanocrystalline Al 2024–B4C composite powders by mechanical alloying. Philos. Mag. Lett. 2013, 93, 339–345. [Google Scholar] [CrossRef]
- Tjong, S.C. Recent progress in the development and properties of novel metal matrix nanocomposites reinforced with carbon nanotubes and graphene nanosheets. Mater. Sci. Engin. Rep. 2013, 74, 281–350. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Ng, C.W. Enhanced mechanical properties of an Al based metal matrix composite prepared using mechanical alloying. Mater. Sci. Eng. 1998, 252, 203–211. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.C. Titanium Matrix Composites. In Titanium; Springer: Berlin/Heidelberg, Germany, 2007; pp. 367–382. [Google Scholar]
- Miller, M.K.; Parish, C.M.; Li, Q. Advanced oxide dispersion strengthened and nanostructured ferritic alloys. Mater. Sci. Technol. 2013, 29, 1174–1178. [Google Scholar] [CrossRef]
- AlHazaa, A.; Haneklaus, N. Diffusion Bonding and Transient Liquid Phase (TLP) Bonding of Type 304 and 316 Austenitic Stainless Steel—A Review of Similar and Dissimilar Material Joints. Metals 2020, 10, 613. [Google Scholar] [CrossRef]
- Selvakumar, N.; Gnanasundarajayaraja, B.; Rajeshkumar, P. Enhancing the Properties of Al–WC Nanocomposites Using Liquid Metallurgy. Exp. Tech. 2016, 40, 129–135. [Google Scholar] [CrossRef]
- Liu, J.; Chen, Z.; Zhang, F.; Ji, G.; Wang, M.; Ma, Y.; Ji, V.; Zhong, S.; Wu, Y.; Wang, H. Simultaneously increasing strength and ductility of nanoparticles reinforced Al composites via accumulative orthogonal extrusion process. Mater. Res. Lett. 2018, 6, 406–412. [Google Scholar] [CrossRef] [Green Version]
- Ramasubramanian, K.; Arunachalam, N.; Rao, M.S.R. Wear performance of nano-engineered boron doped graded layer CVD diamond coated cutting tool for machining of Al-SiC MMC. Wear 2019, 426, 1536–1547. [Google Scholar] [CrossRef]
- Marimuthu, S.; Dunleavey, J.; Liu, Y.; Smith, B.; Kiely, A.; Antar, M. Characteristics of hole formation during laser drilling of SiC reinforced aluminium metal matrix composites. J. Mater. Process. Technol. 2019, 271, 554–567. [Google Scholar] [CrossRef]
- Singh, N.; Mir, I.U.H.; Raina, A.; Anand, A.; Kumar, V.; Sharma, S.M. Synthesis and tribological investigation of Al-SiC based nano hybrid composite. Alex. Eng. J. 2018, 57, 1323–1330. [Google Scholar] [CrossRef]
- Akbari, M.K.; Rajabi, S.; Shirvanimoghaddam, K.; Baharvandi, H.R. Wear and friction behavior of nanosized TiB2 and TiO2 particle-reinforced casting A356 aluminum nanocomposites: A comparative study focusing on particle capture in matrix. J. Compos. Mater. 2015, 49, 3665–3681. [Google Scholar] [CrossRef]
- Almotairy, S.M.; Boostani, A.F.; Hassani, M.; Wei, D.; Jiang, Z.Y. Mechanical Properties of Aluminium Metal Matrix Nanocomposites Manufactured by Assisted-Flake Powder Thixoforming Process. Met. Mater. Int. 2021, 27, 851–859. [Google Scholar] [CrossRef]
- Akbari, M.K.; Baharvandi, H.R.; Shirvanimoghaddam, K. Tensile and fracture behavior of nano/micro TiB2 particle reinforced casting A356 aluminum alloy composites. Mater. Des. 2015, 66, 150–161. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel Nanoparticle-Reinforced Metal Matrix Composites with Enhanced Mechanical Properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Grácio, J.J.; Picu, C.R.; Vincze, G.; Mathew, N.; Schubert, T.; Lopes, A.; Buchheim, C. Mechanical Behavior of Al-SiC Nanocomposites Produced by Ball Milling and Spark Plasma Sintering. Metall. Mater. Trans. A 2013, 44, 5259–5269. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, D.L. Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater. Sci. Eng. 2008, 483, 148–152. [Google Scholar] [CrossRef]
- Fan, T.; Xiao, C.L.; Sun, Y.R.; Li, H.B. Microstructure and Properties of SiC Particle Reinforced Aluminum Matrix Composites by Powder Metallurgy Method. Appl. Mech. Mater. 2014, 457, 131–134. [Google Scholar] [CrossRef]
- Liu, S.; Yuan, Q.; Sima, Y.; Liu, C.; Han, F.; Qiao, W. Wear behavior of Zn–38Al–3.5Cu–1.2Mg/SiCp composite under different stabilization treatments. Int. J. Miner. Metall. Mater. 2022, 1–10. [Google Scholar] [CrossRef]
- Taherzadeh Mousavian, R.; Behnamfard, S.; Heidarzadeh, A.; Taherkhani, K.; Azari Khosroshahi, R.; Brabazon, D. Incorporation of SiC Ceramic Nanoparticles into the Aluminum Matrix by a Novel Method: Production of a Metal Matrix Composite. Met. Mater. Int. 2021, 27, 2968–2976. [Google Scholar] [CrossRef]
- Fathy, A.; Sadoun, A.; Abdelhameed, M. Effect of matrix/reinforcement particle size ratio (PSR) on the mechanical properties of extruded Al–SiC composites. Int. J. Adv. Manuf. Technol. 2014, 73, 1049–1056. [Google Scholar] [CrossRef]
- Reddy, M.P.; Shakoor, R.A.; Parande, G.; Manakari, V.; Ubaid, F.; Mohamed, A.M.A.; Gupta, M. Enhanced performance of nano-sized SiC reinforced Al metal matrix nanocomposites synthesized through microwave sintering and hot extrusion techniques. Prog. Nat. Sci. Mater. Int. 2017, 27, 606–614. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Metal matrix composites: Production by the stir casting method. J. Mater. Process. Technol. 1999, 92–93, 1–7. [Google Scholar] [CrossRef]
- Dey, D.; Chintada, S.K.; Bhowmik, A.; Biswas, A. Evaluation of wear performance of Al2024-SiC ex-situ composites. Mater. Today: Proc. 2020, 26, 2996–2999. [Google Scholar] [CrossRef]
- Liu, S.; Yuan, Q.; Gong, Y.; Xu, G.; Qiau, W. Relationship between microstructure and dry wear behavior of compo-cast nano-SiC(p) + micro-Gr(p)/Zn-35Al-1.2Mg-0.2Sr composite under different chilling conditions. Met. Mater. 2020, 58, 49–57. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Pouresmaeil, A. The influence of CNTs on the microstructure and strength of Al-CNT composites produced by flake powder metallurgy and hot pressing method. Diam. Relat. Mater. 2018, 88, 6–11. [Google Scholar] [CrossRef]
- Kai, X.Z.; Li, Z.Q.; Fan, G.L.; Guo, Q.; Xiong, D.B.; Zhang, W.L.; Su, Y.S.; Lu, W.J.; Moon, W.J.; Zhang, D. Enhanced strength and ductility in particulate-reinforced aluminum matrix composites fabricated by flake powder metallurgy. Mater. Sci. Eng. 2013, 587, 46–53. [Google Scholar] [CrossRef]
- Khan, A.S.; Farrokh, B.; Takacs, L. Effect of grain refinement on mechanical properties of ball-milled bulk aluminum. Mater. Sci. Eng. 2008, 489, 77–84. [Google Scholar] [CrossRef]
- Fan, G.; Xu, R.; Tan, Z.; Zhang, D.; Li, Z. Development of Flake Powder Metallurgy in Fabricating Metal Matrix Composites: A Review. Acta Metall. Sin. 2014, 27, 806–815. [Google Scholar] [CrossRef] [Green Version]
- Vani, V.V.; Chak, S.K. The effect of process parameters in Aluminum Metal Matrix Composites with Powder Metallurgy. Manuf. Rev. 2018, 5, 7. [Google Scholar] [CrossRef] [Green Version]
- Carvalho, O.; Buciumeanu, M.; Soares, D.; Silva, F.S.; Miranda, G. Evaluation of CNT Dispersion Methodology Effect on Mechanical Properties of an AlSi Composite. J. Mater. Eng. Perform. 2015, 24, 2535–2545. [Google Scholar] [CrossRef]
- Tan, M.J.; Zhang, X. Powder metal matrix composites: Selection and processing. Mater. Sci. Eng. 1998, 244, 80–85. [Google Scholar] [CrossRef]
- Nishida, Y. Introduction to Metal Matrix Composites: Fabrication and Recycling; Springer: Tokyo, Japan, 2013. [Google Scholar]
- Sabirov, I.; Kolednik, O.; Valiev, R.Z.; Pippan, R. Equal channel angular pressing of metal matrix composites: Effect on particle distribution and fracture toughness. Acta Mater. 2005, 53, 4919–4930. [Google Scholar] [CrossRef]
- Kai, X.Z.; Li, Z.Q.; Zhang, W.L.; Fan, G.L.; Jiang, L.; Lu, W.J.; Zhang, D. A model for volume fraction and/or particle size selection in metal matrix composites. Mater. Sci. Eng. 2011, 530, 574–579. [Google Scholar] [CrossRef]
- Lee, I.S.; Hsu, C.J.; Chen, C.F.; Ho, N.J.; Kao, P.W. Particle-reinforced aluminum matrix composites produced from powder mixtures via friction stir processing. Compos. Sci. Technol. 2011, 71, 693–698. [Google Scholar] [CrossRef]
- Morsi, K.; Esawi, A. Effect of mechanical alloying time and carbon nanotube (CNT) content on the evolution of aluminum (Al)–CNT composite powders. J. Mater. Sci. 2007, 42, 4954–4959. [Google Scholar] [CrossRef]
- Hesabi, Z.R.; Hafizpour, H.R.; Simchi, A. An investigation on the compressibility of aluminum/nano-alumina composite powder prepared by blending and mechanical milling. Mater. Sci. Eng. 2007, 454, 89–98. [Google Scholar] [CrossRef]
- Jiang, L.; Li, Z.; Fan, G.; Zhang, D. A flake powder metallurgy approach to Al2O3/Al biomimetic nanolaminated composites with enhanced ductility. Scr. Mater. 2011, 65, 412–415. [Google Scholar] [CrossRef]
- Jiang, L.; Li, Z.; Fan, G.; Cao, L.; Zhang, D. The use of flake powder metallurgy to produce carbon nanotube (CNT)/aluminum composites with a homogenous CNT distribution. Carbon 2012, 50, 1993–1998. [Google Scholar] [CrossRef]
- Kai, X.; Li, Z.; Fan, G.; Guo, Q.; Tan, Z.; Zhang, W.; Su, Y.; Lu, W.; Moon, W.-J.; Zhang, D. Strong and ductile particulate reinforced ultrafine-grained metallic composites fabricated by flake powder metallurgy. Scr. Mater. 2013, 68, 555–558. [Google Scholar] [CrossRef]
- Wei, H.; Li, Z.; Xiong, D.-B.; Tan, Z.; Fan, G.; Qin, Z.; Zhang, D. Towards strong and stiff carbon nanotube-reinforced high-strength aluminum alloy composites through a microlaminated architecture design. Scr. Mater. 2014, 75, 30–33. [Google Scholar] [CrossRef]
- Varol, T.; Canakci, A. The effect of type and ratio of reinforcement on the synthesis and characterization Cu-based nanocomposites by flake powder metallurgy. J. Alloys Compd. 2015, 649, 1066–1074. [Google Scholar] [CrossRef]
- Rikhtegar, F.; Shabestari, S.G.; Saghafian, H. The homogenizing of carbon nanotube dispersion in aluminium matrix nanocomposite using flake powder metallurgy and ball milling methods. Powder Technol. 2015, 280, 26–34. [Google Scholar] [CrossRef]
- Luan, B.-F.; Qiu, R.-S.; Li, C.-H.; Yang, X.-F.; Li, Z.-Q.; Zhang, D.; Liu, Q. Hot deformation and processing maps of Al2O3/Al composites fabricated by flake powder metallurgy. Trans. Nonferrous Metals Soc. China 2015, 25, 1056–1063. [Google Scholar] [CrossRef]
- He, W.-J.; Li, C.-H.; Luan, B.-F.; Qiu, R.-S.; Wang, K.; Li, Z.-Q.; Liu, Q. Deformation behaviors and processing maps of CNTs/Al alloy composite fabricated by flake powder metallurgy. Trans. Nonferrous Metals Soc. China 2015, 25, 3578–3584. [Google Scholar] [CrossRef]
- Canakci, A.; Varol, T.; Erdemir, F. The Effect of Flake Powder Metallurgy on the Microstructure and Densification Behavior of B4C Nanoparticle-Reinforced Al–Cu–Mg Alloy Matrix Nanocomposites. Arabian J. Sci. Eng. 2016, 41, 1781–1796. [Google Scholar] [CrossRef]
- Xu, R.; Tan, Z.; Xiong, D.; Fan, G.; Guo, Q.; Zhang, J.; Su, Y.; Li, Z.; Zhang, D. Balanced strength and ductility in CNT/Al composites achieved by flake powder metallurgy via shift-speed ball milling. Compos. A Appl. Sci. Manuf. 2017, 96, 57–66. [Google Scholar] [CrossRef]
- Chen, M.; Fan, G.; Tan, Z.; Xiong, D.; Guo, Q.; Su, Y.; Zhang, J.; Li, Z.; Naito, M.; Zhang, D. Design of an efficient flake powder metallurgy route to fabricate CNT/6061Al composites. Mater. Des. 2018, 142, 288–296. [Google Scholar] [CrossRef]
- Jiang, Y.; Tan, Z.; Xu, R.; Fan, G.; Xiong, D.-B.; Guo, Q.; Su, Y.; Li, Z.; Zhang, D. Tailoring the structure and mechanical properties of graphene nanosheet/aluminum composites by flake powder metallurgy via shift-speed ball milling. Compos. A Appl. Sci. Manuf. 2018, 111, 73–82. [Google Scholar] [CrossRef]
- Okoro, A.M.; Machaka, R.; Lephuthing, S.S.; Awotunde, M.A.; Oke, S.R.; Falodun, O.E.; Olubambi, P.A. Dispersion characteristics, interfacial bonding and nanostructural evolution of MWCNT in Ti6Al4V powders prepared by shift speed ball milling technique. J. Alloys Compd. 2019, 785, 356–366. [Google Scholar] [CrossRef]
- Burmeister, C.F.; Kwade, A. Process engineering with planetary ball mills. Chem. Soc. Rev. 2013, 42, 7660–7667. [Google Scholar] [CrossRef] [PubMed]
- Toozandehjani, M.; Matori, K.A.; Ostovan, F.; Abdul Aziz, S.; Mamat, M.S. Effect of Milling Time on the Microstructure, Physical and Mechanical Properties of Al-Al2O3 Nanocomposite Synthesized by Ball Milling and Powder Metallurgy. Materials 2017, 10, 1232. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Route | Phase 1 | Phase 2 | Phase 3 |
|---|---|---|---|
| S0 | 150 rpm (8 h) | 300 rpm (4 h) | ------ |
| S1 | 150 rpm (8 h) | 300 rpm (4 h) | 150 rpm (2 h) |
| S2 | 150 rpm (8 h) | 300 rpm (4 h) | 450 rpm (1 h) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alharthi, N.H.; Almotairy, S.M.; Almutairi, A.M. Frictional Behavior and Mechanical Performance of Al Reinforced with SiC via Novel Flake Powder Metallurgy. Metals 2022, 12, 323. https://doi.org/10.3390/met12020323
Alharthi NH, Almotairy SM, Almutairi AM. Frictional Behavior and Mechanical Performance of Al Reinforced with SiC via Novel Flake Powder Metallurgy. Metals. 2022; 12(2):323. https://doi.org/10.3390/met12020323
Chicago/Turabian StyleAlharthi, Nabeel H., Saud M. Almotairy, and Abdulrahman M. Almutairi. 2022. "Frictional Behavior and Mechanical Performance of Al Reinforced with SiC via Novel Flake Powder Metallurgy" Metals 12, no. 2: 323. https://doi.org/10.3390/met12020323