
Unveiling Liquation and Segregation Induced Failure Mechanism in Thick Dissimilar Aluminum Alloy Electron-Beam Welds

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. Weld Appearance
3.2. Metallurgical Analysis
3.2.1. Base Material
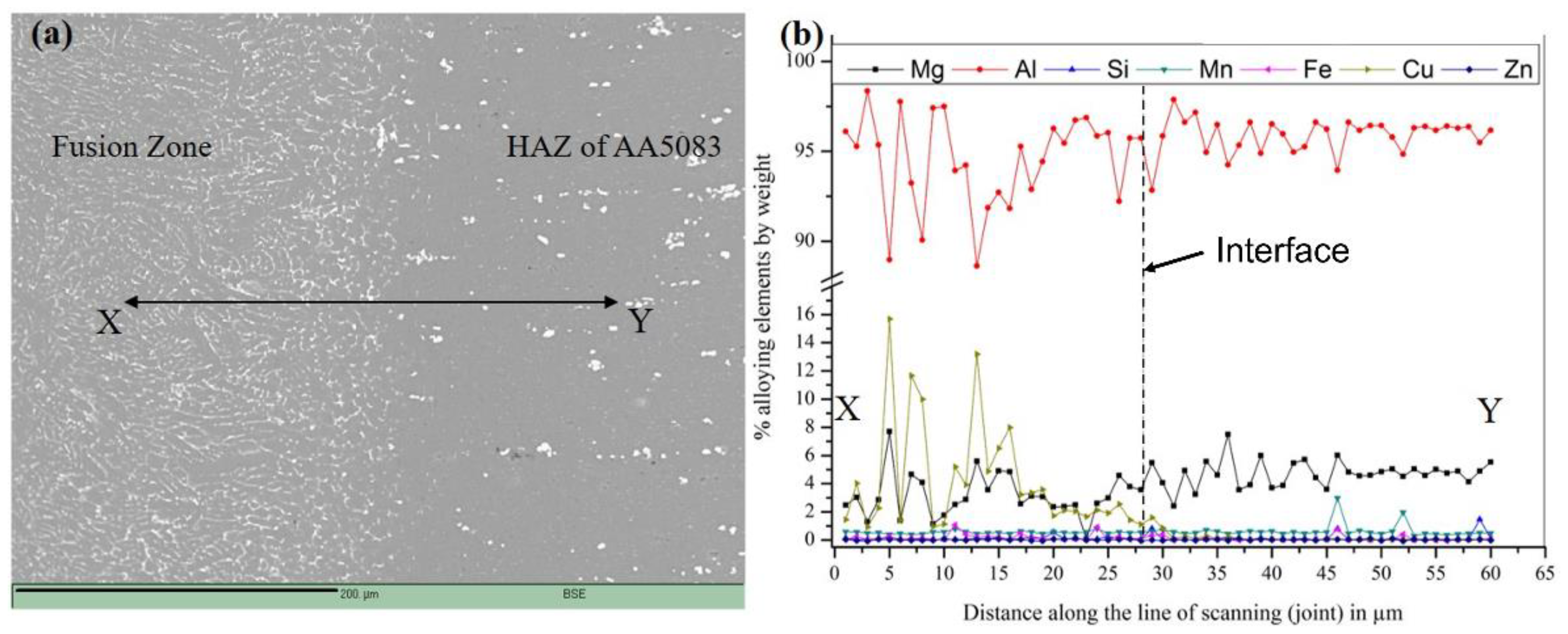
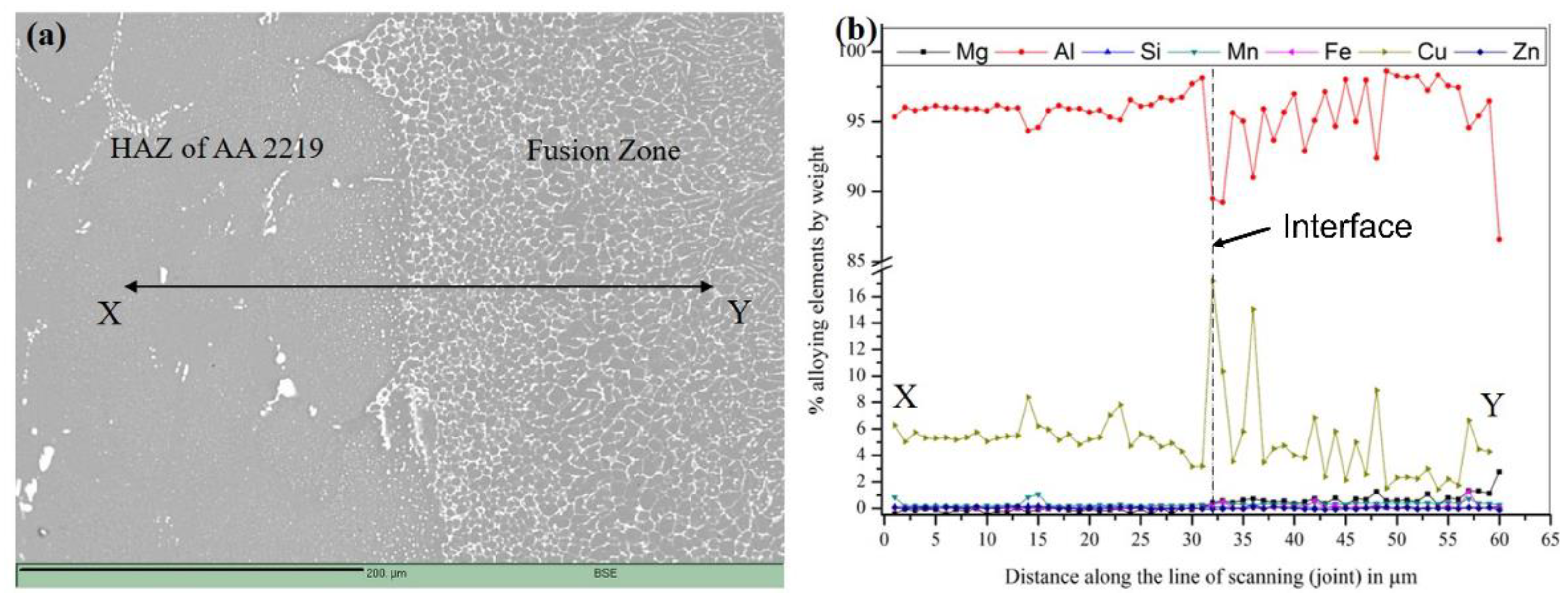
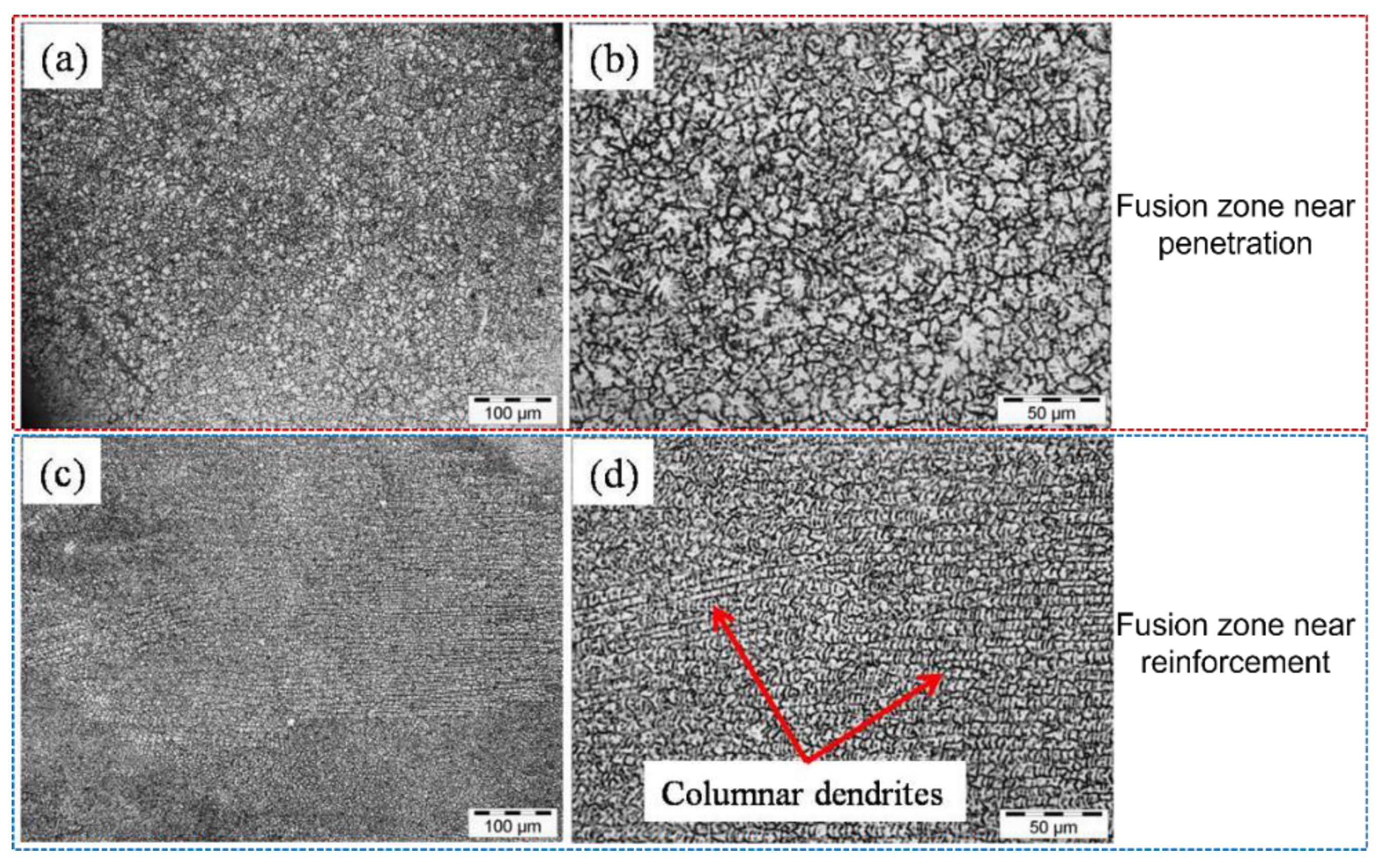
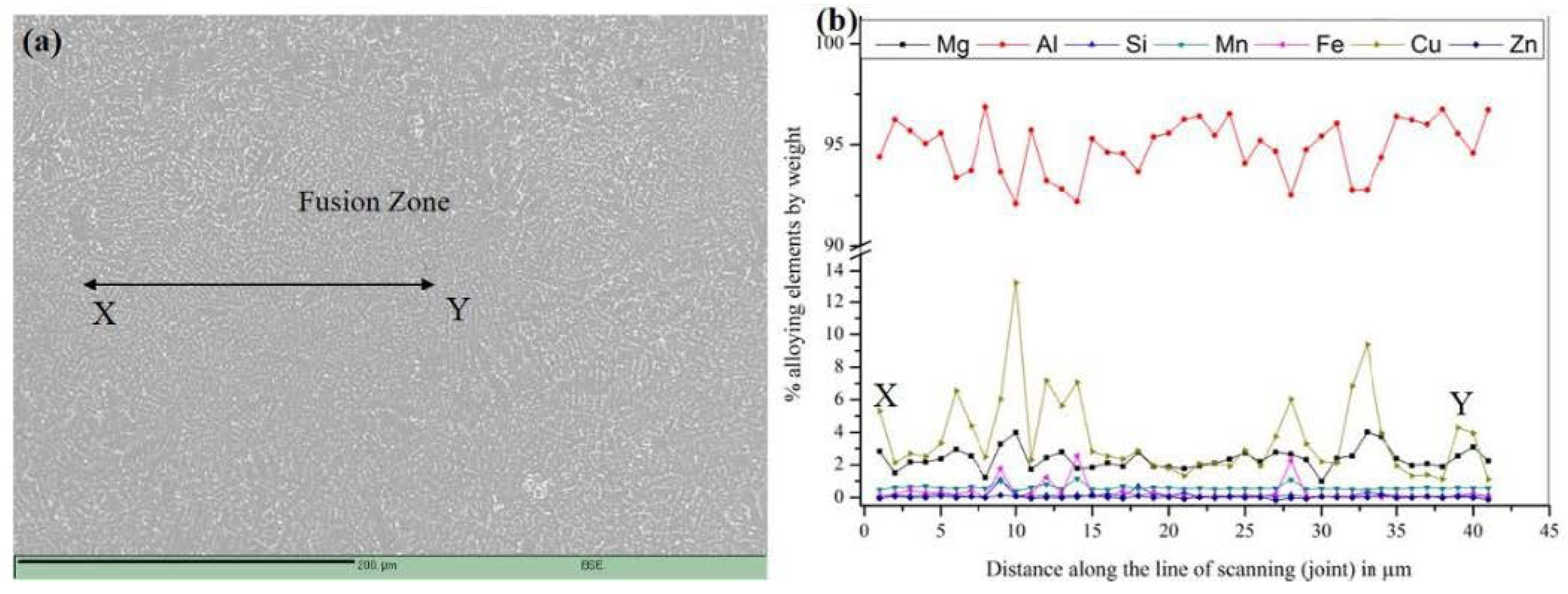
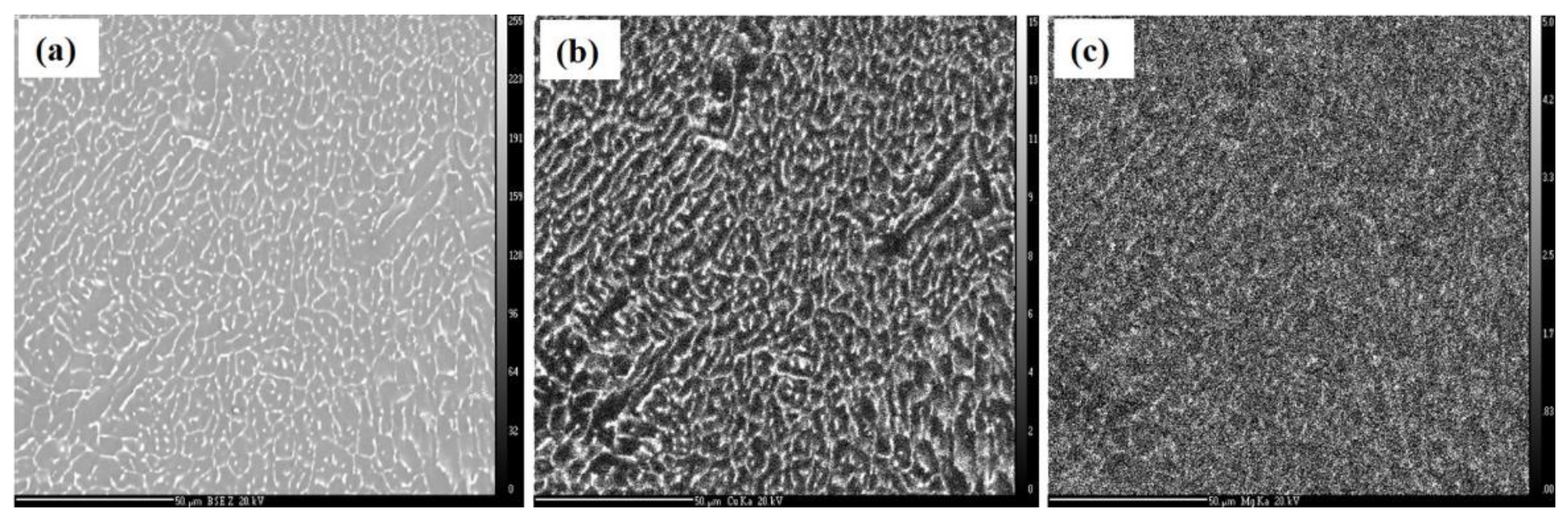
3.2.2. Weld, Fusion Zone, and Interface
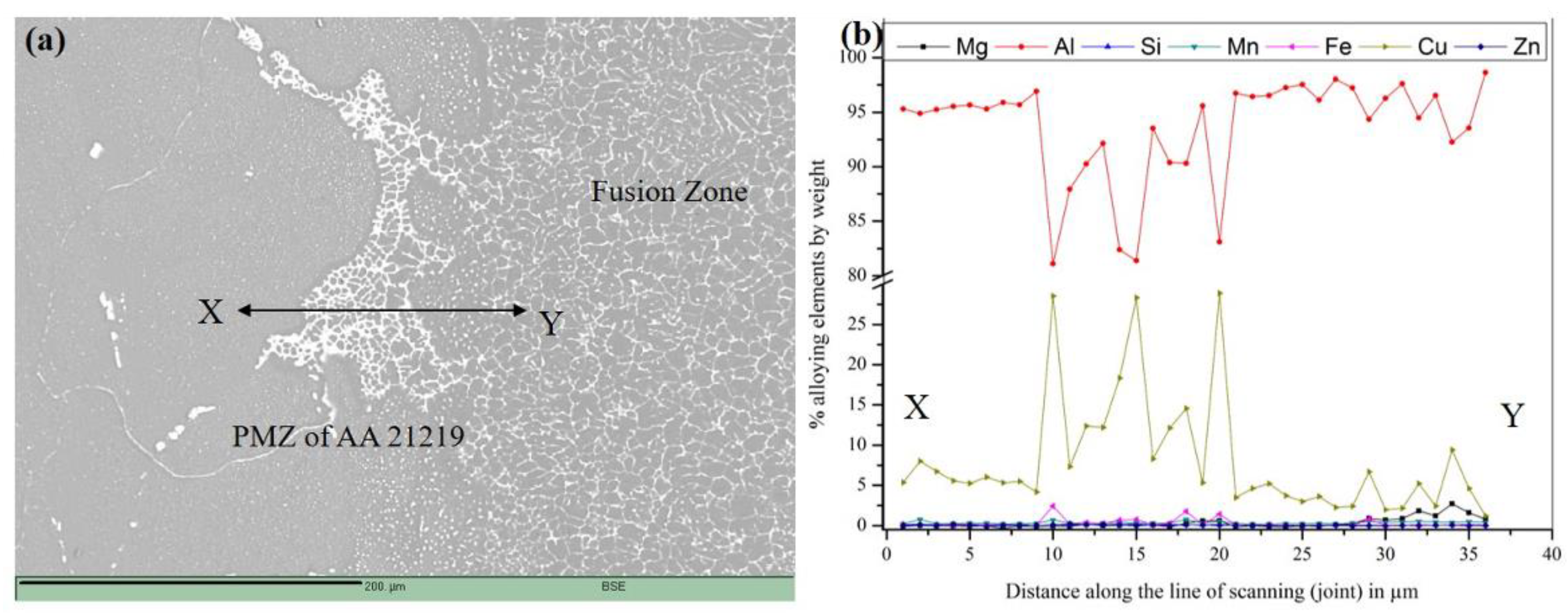
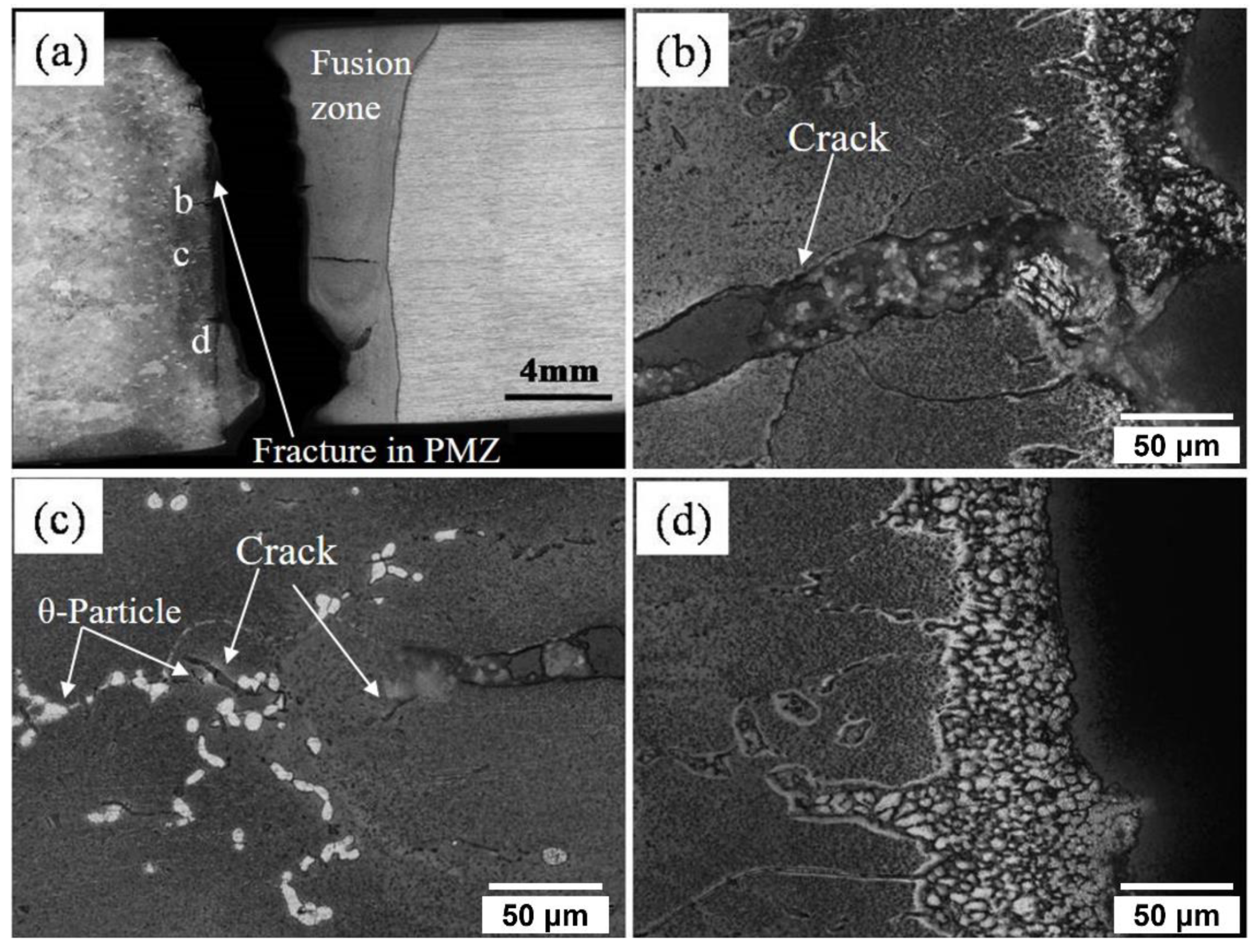
3.2.3. Partially Melted Zone (PMZ)
3.3. Mechanical Analysis
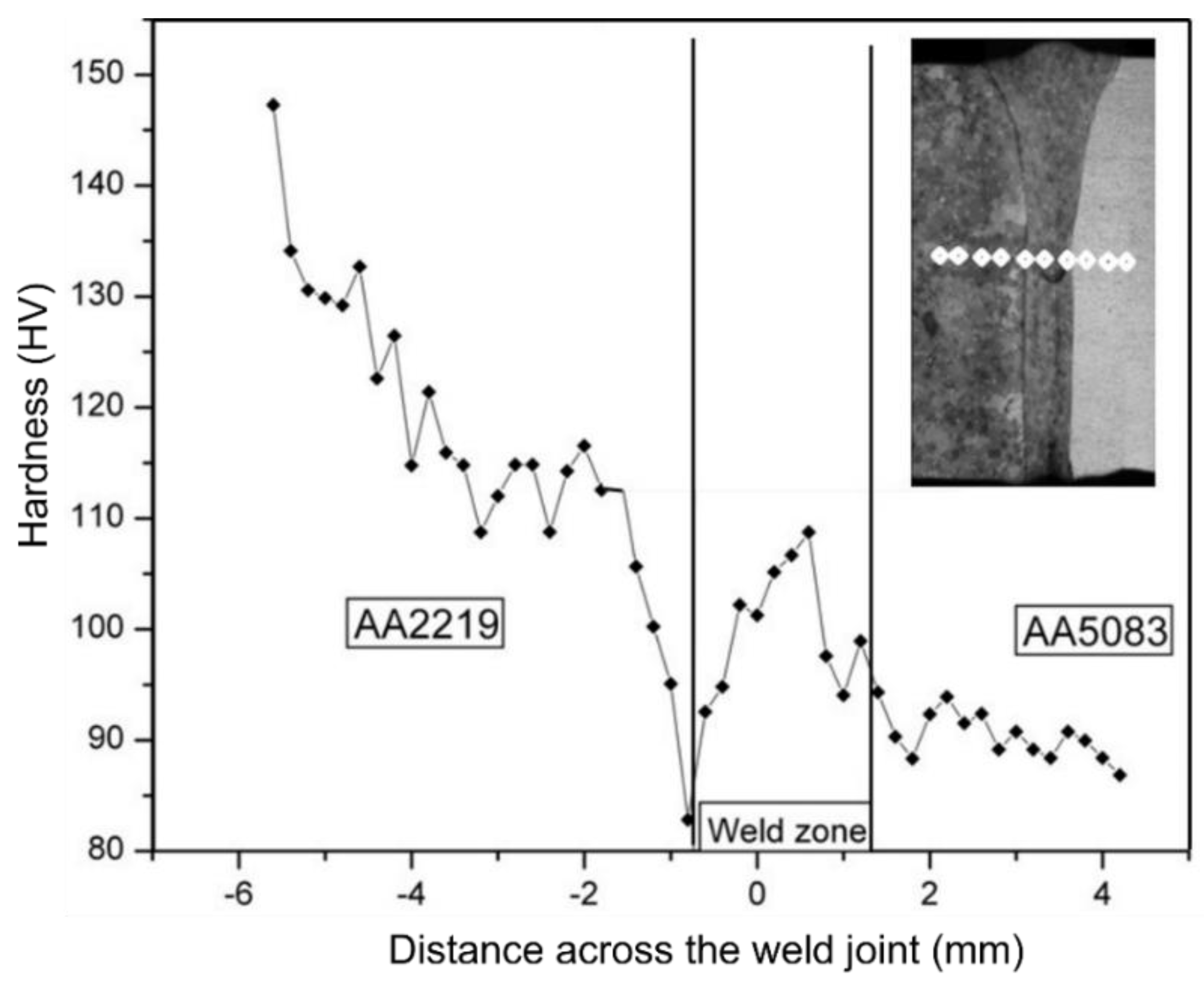
3.3.1. Hardness Variation
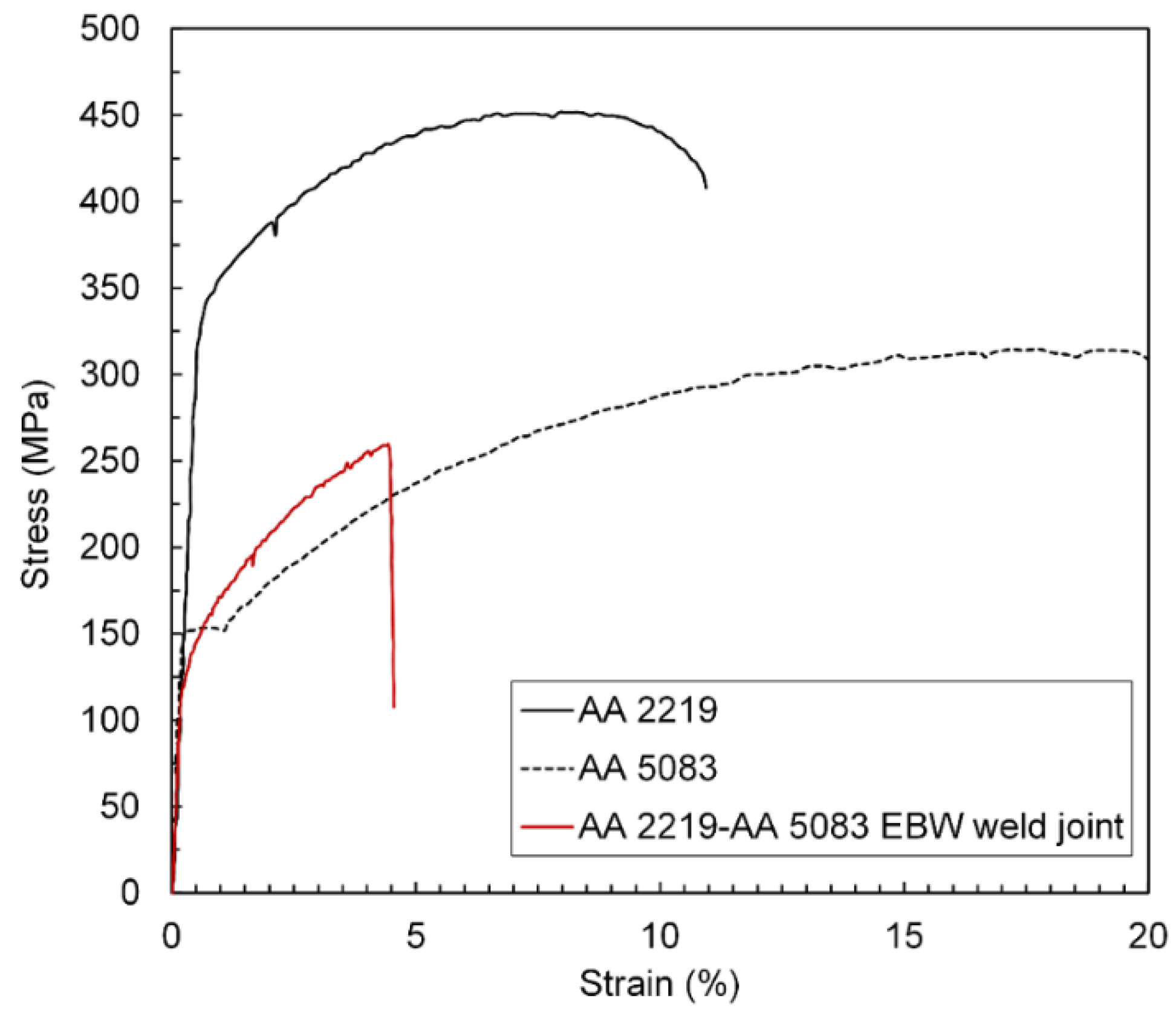
3.3.2. Tensile Properties, Failure Location, and Failure Mode
3.4. Failure Mechanism: Thin v/s Thick EB Welds
4. Conclusions
- Contrary to the existing notion in the available literature that electron-beam welding offers welding of aluminum alloy of 2xxx series without Cu segregation and liquation, the phenomena are observed in thick-plate welding.
- A defect-free weld is obtained by employing the electron-beam-welding process for the dissimilar combination of AA 2219 and AA 5083 at suitable process conditions. However, the fusion interface close to the AA 2219 alloy showed a drop in hardness that can be correlated to the presence of copper-depleted α-matrix in the partially melted zone or heat-affected zone softening, caused by dissolution of precipitates due to exposure to severe temperatures caused by welding heat input.
- The failure location of the high-thickness dissimilar electron-beam weld is affected by the extent of liquation in the partially melted zone on the AA 2219 side of the weld joint.
- The segregation phenomenon is thickness dependent. The plate thickness and the heat input collectively govern the relative plate thickness, which is a measure of the type of cooling. The relative thickness value of more than 0.9 leads to slower cooling, promoting Cu segregation.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Olson, D.L.; Siewert, T.A.; Liu, S.; Edwards, G.R. Welding, Brazing, and Soldering; ASM International: Almere, The Netherlands, 1993; Volume 6, ISBN 978-0-87170-382-8. [Google Scholar]
- Jin, Y.; Jiahao, S.; Chenkai, G.; Yixuan, Z.; Hongbing, L.; Oliveira, J.P.; Caiwang, T.; Zhishui, Y. Effect of heat input on interfacial microstructure, tensile and bending properties of dissimilar Al/steel lap joints by laser Welding-brazing. Opt. Laser Technol. 2021, 142, 107218. [Google Scholar] [CrossRef]
- Oladimeji, O.O.; Taban, E. Trend and innovations in laser beam welding of wrought aluminum alloys. Weld. World 2016, 60, 415–457. [Google Scholar] [CrossRef]
- Gou, G.; Zhang, M.; Chen, H.; Chen, J.; Li, P.; Yang, Y.P. Effect of humidity on porosity, microstructure, and fatigue strength of A7N01S-T5 aluminum alloy welded joints in high-speed trains. Mater. Des. 2015, 85, 309–317. [Google Scholar] [CrossRef]
- Xiao, R.; Zhang, X. Problems and issues in laser beam welding of aluminum–lithium alloys. J. Manuf. Process. 2014, 16, 166–175. [Google Scholar] [CrossRef]
- Cam, G.; Ventzke, V.; Dos Santos, J.F.; Kocak, M.; Jennequin, G.; Gonthier-Maurin, P.; Penasa, M.; Rivezla, C.; Boisselier, D. Characterization of laser and electron beam welded Al-alloys. Prakt. Metallogr. 2000, 37, 59–89. [Google Scholar] [CrossRef]
- Tan, Z.; Pang, B.; Oliveira, J.P.; Chen, L.; Bu, X.; Wang, Z.; Cong, B.; Zeng, Z. Effect of S-curve laser power for power distribution control on laser oscillating welding of 5A06 aluminum alloy. Opt. Laser Technol. 2022, 149, 107909. [Google Scholar] [CrossRef]
- Nair, B.S.; Phanikumar, G.; Prasad Rao, K.; Sinha, P.P. Improvement of mechanical properties of gas tungsten arc and electron beam welded AA 2219 (Al–6 wt-% Cu) alloy. Sci. Technol. Weld. Join. 2007, 12, 579–585. [Google Scholar] [CrossRef]
- Brungraber, R.J.; Nelson, F.G. Effect of welding variables on aluminum alloy weldments. Weld. J. 1973, 52, 97s–103s. [Google Scholar]
- Arunkumar, S.; Rangarajan, P.; Devakumaran, K.; Sathiya, P. Comparative study on transverse shrinkage, mechanical and metallurgical properties of AA2219 aluminium weld joints prepared by gas tungsten arc and gas metal arc welding processes. Def. Technol. 2015, 11, 262–268. [Google Scholar] [CrossRef] [Green Version]
- Huang, C.; Kou, S. Liquation mechanisms in multicomponent aluminum alloys during welding. Weld. J. 2002, 81, 211s–222s. [Google Scholar]
- Huang, C.; Kou, S. Partially melted zone in Aluminum welds-liquation mechanism and directional solidification. Weld. J. 2000, 79, 113s–120s. [Google Scholar]
- Huang, C.; Kou, S. Partially melted zone in aluminum welds–planar and cellular solidification. Weld. J. 2001, 80, 46–53. [Google Scholar]
- Huang, C.; Kou, S. Partially melted zone in aluminum welds: Solute segregation and mechanical behavior. Weld. J. 2001, 80, 9–17. [Google Scholar]
- Rao, K.S.; Reddy, G.M.; Rao, K.P. Studies on partially melted zone in aluminium–copper alloy welds—effect of techniques and prior thermal temper. Mater. Sci. Eng. A 2005, 403, 69–76. [Google Scholar] [CrossRef]
- Pakdil, M.; Cam, G.; Kocak, M.; Erim, S. Microstructural and mechanical characterization of laser beam welded AA6056 Al-alloy. Mater. Sci. Eng. A 2011, 528, 7350–7356. [Google Scholar] [CrossRef]
- Cam, G.; Ventzke, V.; Dos Santos, J.F.; Kocak, M.; Jennequin, G.; Gonthier-Maurin, P. Characterisation of electron beam welded aluminium alloys. Sci. Technol. Weld. Join. 1999, 4, 317–323. [Google Scholar] [CrossRef]
- Cam, G.; Kocak, M. Microstructural and mechanical characterization of electron beam welded Al-alloy 7020. J. Mater. Sci. 2007, 42, 7154–7161. [Google Scholar] [CrossRef]
- Rao, S.K.; Reddy, G.M.; Rao, K.S.; Kamaraj, M.; Rao, K.P. Reasons for superior mechanical and corrosion properties of 2219 aluminum alloy electron beam welds. Mater. Charact. 2005, 55, 345–354. [Google Scholar]
- Seshagiri, P.C.; Reddy, G.M.; Rao, K.S.; Raju, M.G.; Bhattacharya, S.S.; Rao, K.S. Microstructure and mechanical properties of Sc modified Al–Cu alloy (AA 2219) electron beam welds. Sci. Technol. Weld. Join. 2008, 13, 415–421. [Google Scholar] [CrossRef]
- Mastanaiah, P.; Sharma, A.; Reddy, G.M. Process parameters-weld bead geometry interactions and their influence on mechanical properties: A case of dissimilar aluminium alloy electron beam welds. Def. Technol. 2018, 14, 137–150. [Google Scholar] [CrossRef]
- Chen, Y.B.; Miao, Y.G.; Li, L.Q.; Lin, W.U. Joint performance of laser-TIG double-side welded 5A06 aluminum alloy. Trans. Nonferr. Met. Soc. 2009, 19, 26–31. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Shen, J.; Zeng, Z.; Park, J.M.; Choi, Y.T.; Schell, N.; Maawad, E.; Zhou, N.; Kim, H.S. Dissimilar laser welding of a CoCrFeMnNi high entropy alloy to 316 stainless steel. Scr. Mater. 2022, 206, 114219. [Google Scholar] [CrossRef]
- Cam, G.; Ipekoglu, G. Recent developments in joining of aluminum alloys. Int. J. Adv. Manuf. Technol. 2017, 91, 1851–1866. [Google Scholar] [CrossRef]
- Mastanaiah, P.; Sharma, A.; Reddy, G.M. Dissimilar friction stir welds in AA 2219–AA 5083 aluminium alloys: Effect of process parameters on material inter-mixing, defect formation, and mechanical properties. Trans. Indian Inst. Met. 2016, 69, 1397–1415. [Google Scholar] [CrossRef]
- Jenney, C.L.; O’Brien, A. Welding Science and Technology; AWS Welding Handbook; American Welding Society: Miami, FL, USA, 2001; Volume 1. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Material | Chemical Composition (wt.%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Cu | Si | Mn | Mg | V | Zn | Ti | Cr | Fe | Al | |
| AA 2219-T6 | 5.83 | 0.03 | 0.3 | - | 0.08 | 0.054 | 0.04 | - | 0.1 | balance |
| AA 5083-H116 | - | 0.13 | 0.66 | 4.2 | - | 0.01 | 0.01 | 0.01 | 0.3 | balance |
| Base Material | Tensile Properties | Microhardness (HV) | ||
|---|---|---|---|---|
| 0.2% Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) | ||
| AA 2219-T6 | 337 ± 10 | 443 ± 7 | 10 ± 0.3 | 139 |
| AA 5083-H116 | 146 ± 2 | 306 ± 5 | 20 ± 0.4 | 80 |
| Parameters | Value |
|---|---|
| Gun-to-work distance (mm) | 280 |
| Gun vacuum (mbar) | 1 × 10−5 |
| Chamber vacuum (mbar) | 1 × 10−4 |
| Focus | 1 mm above surface |
| Accelerating gun voltage (kV) | 55 |
| Beam current (mA) | 88 |
| Travel speed (mm/min) | 1000 |
| Parameters and Properties | Thin Weld [20] | Thick Weld (Present Work) |
|---|---|---|
| Plate thickness (mm) | 5 | 13 |
| Accelerating gun voltage (kV) | 50 | 55 |
| Beam current (mA) | 51 | 88 |
| Travel speed (mm/min) | 1000 | 1000 |
| Density (g/cc) | 2.84 | 2.84 |
| Specific heat (J/g-°C) | 0.864 | 0.864 |
| Heat source efficiency | 0.7 | 0.7 |
| Reference temperature (°C) | 548 | 548 |
| Relative plate thickness | 0.52 | 1.03 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mastanaiah, P.; Reddy, G.M.; Bhattacharya, A.; Kapil, A.; Sharma, A. Unveiling Liquation and Segregation Induced Failure Mechanism in Thick Dissimilar Aluminum Alloy Electron-Beam Welds. Metals 2022, 12, 486. https://doi.org/10.3390/met12030486
Mastanaiah P, Reddy GM, Bhattacharya A, Kapil A, Sharma A. Unveiling Liquation and Segregation Induced Failure Mechanism in Thick Dissimilar Aluminum Alloy Electron-Beam Welds. Metals. 2022; 12(3):486. https://doi.org/10.3390/met12030486
Chicago/Turabian StyleMastanaiah, P., G. Madhusudan Reddy, Anirban Bhattacharya, Angshuman Kapil, and Abhay Sharma. 2022. "Unveiling Liquation and Segregation Induced Failure Mechanism in Thick Dissimilar Aluminum Alloy Electron-Beam Welds" Metals 12, no. 3: 486. https://doi.org/10.3390/met12030486