
Active Slip Mode Analysis of an Additively Manufactured Ti-6Al-4V Alloy via In-Grain Misorientation Axis Distribution


 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
- Due to the rapid cooling and thermal cycling in the SLM process, a large number of {10–11} twins appeared in the as-built SLM Ti-6Al-4V alloy, which contributed to the accommodation of local strains.
- (2)
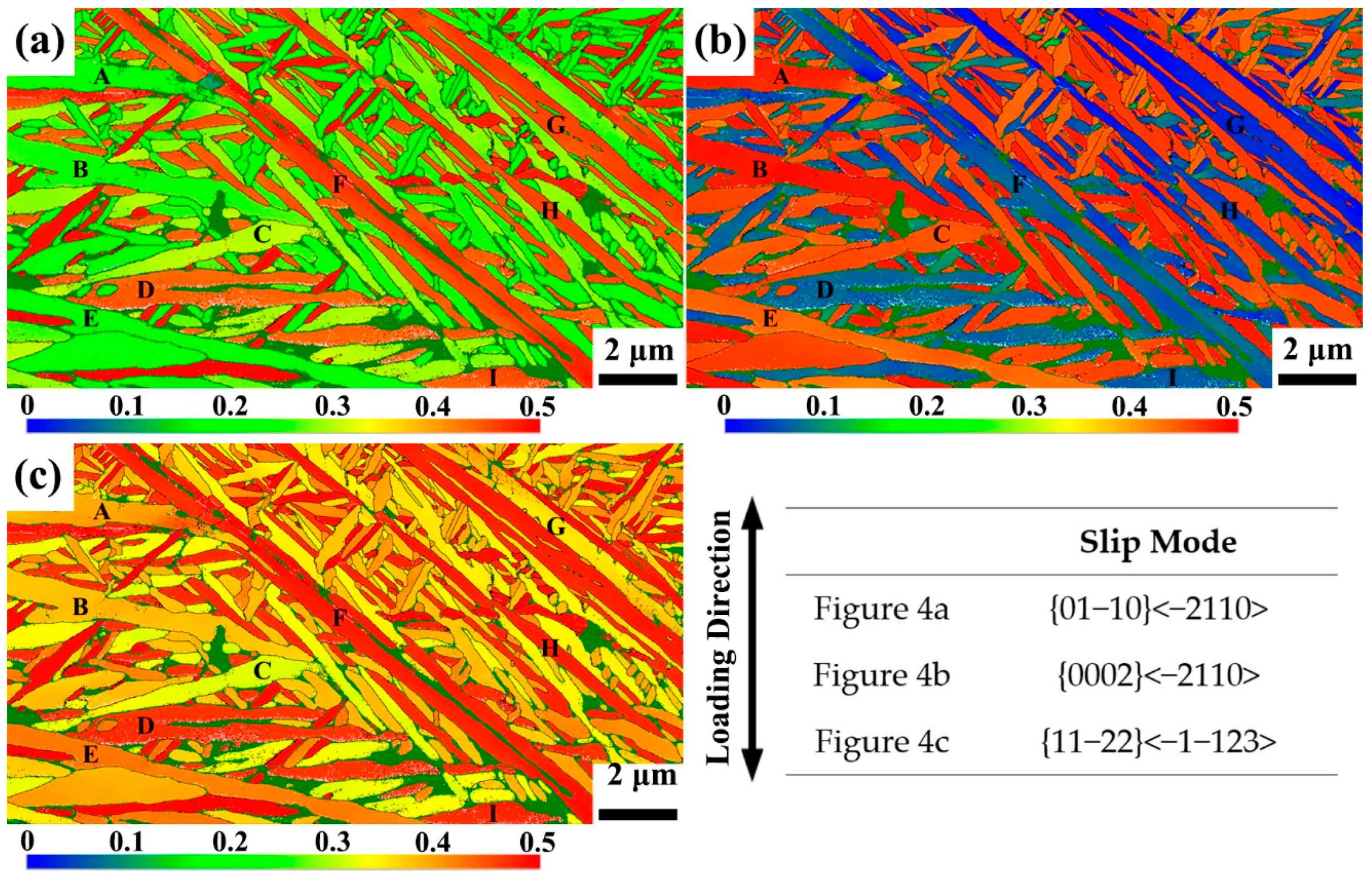
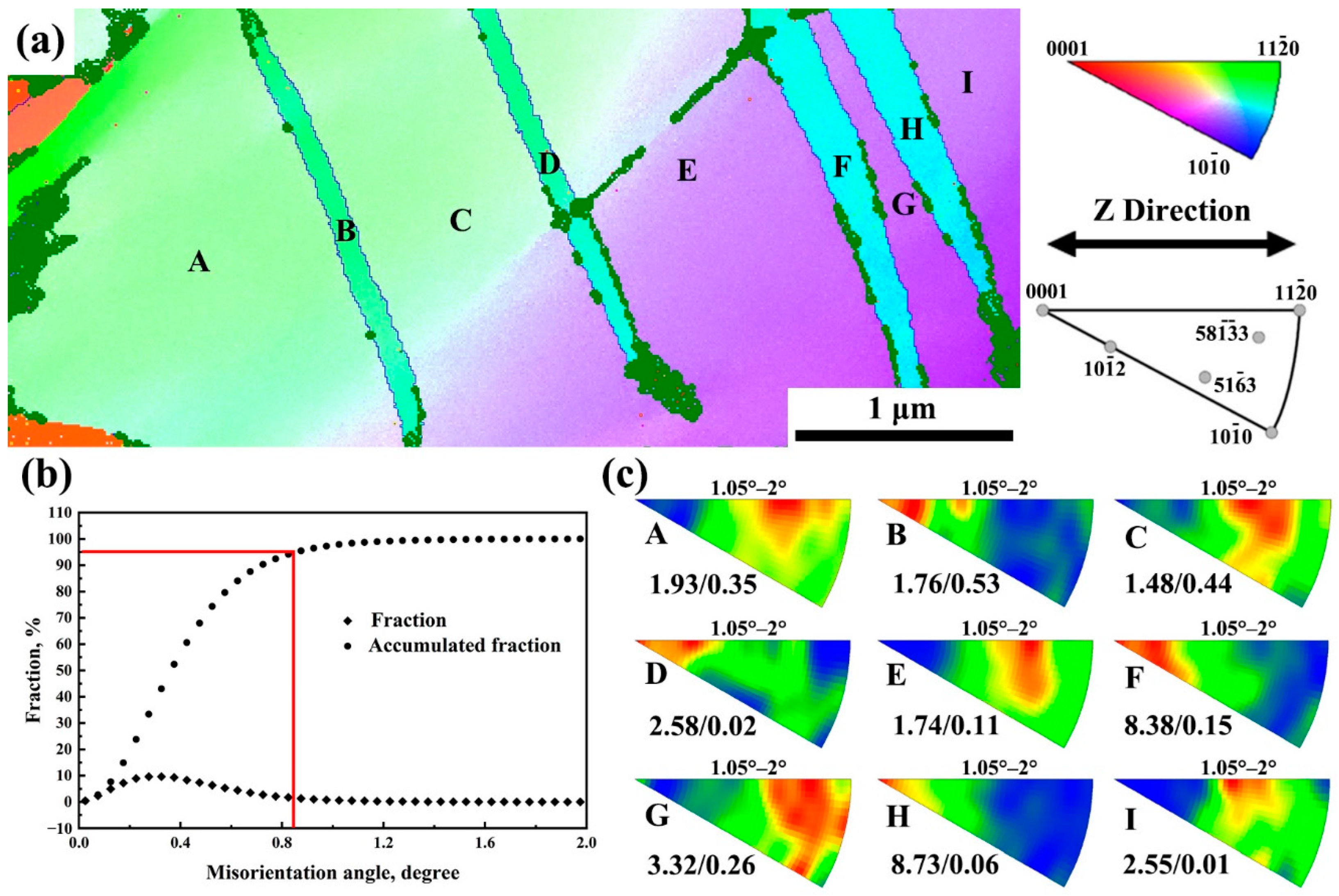
- In the longitudinal compressed sample, the IGMA distribution and slip modes of individual grains were directly related to the grain orientation and morphology. The grains with their c-axes perpendicular to the loading direction (i.e., the BD) were observed to facilitate the activation of dislocation slip, so they were called soft grains. The long axes of lath-shaped soft grains were inclined or perpendicular to the loading direction, which determined their tendency to activate prismatic <a> slip or pyramidal slip, respectively.
- (3)
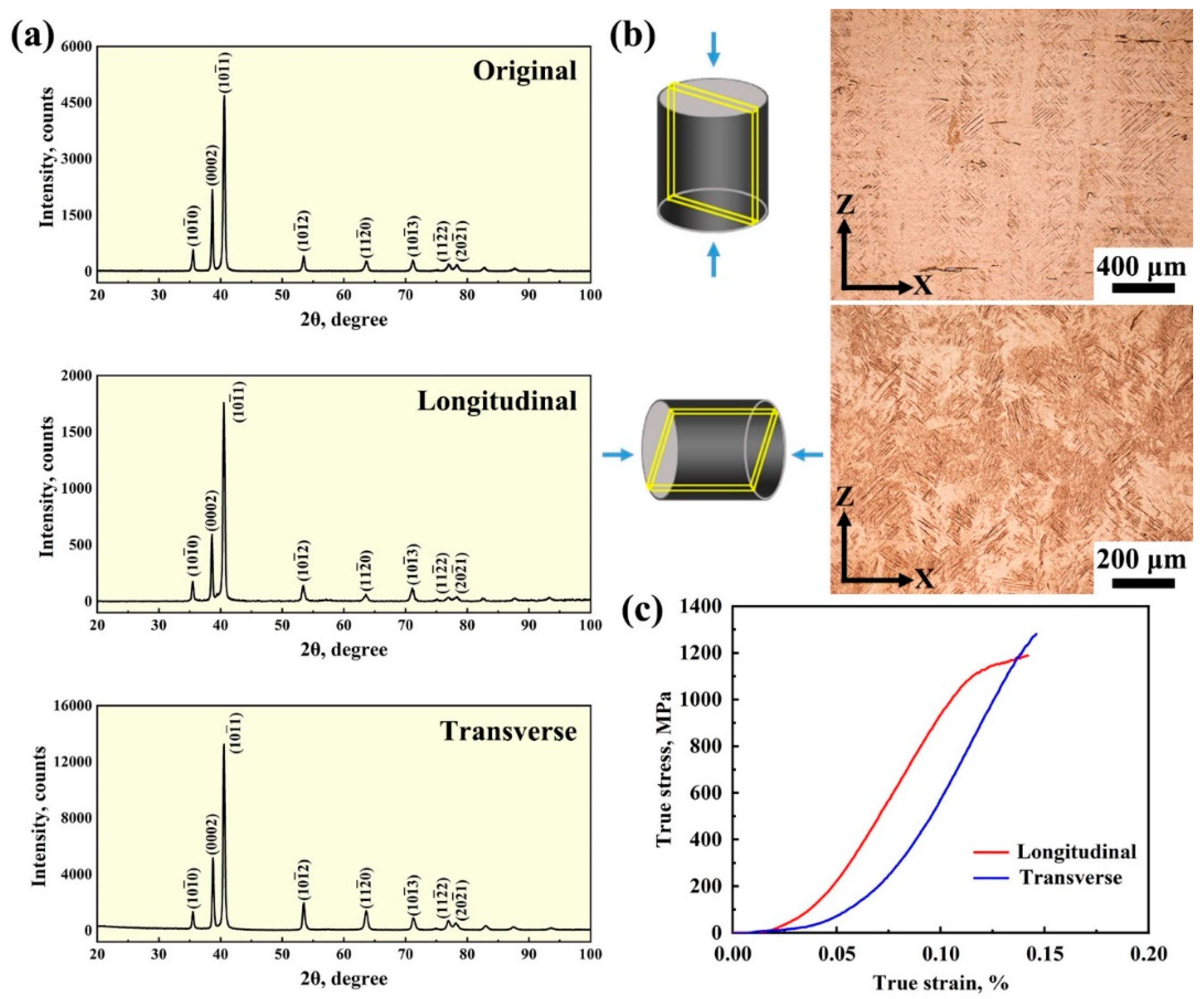
- The presence of soft grains rationalized the mechanical property anisotropy of the SLM Ti-6Al-4V alloy: Soft grains in the longitudinal compressed sample played an important role in accommodating the external strain. In contrast, in the transverse compressed sample, the grains with their c-axes parallel to the loading direction (which was perpendicular to the BD) did not satisfy the conditions for soft grains. Therefore, the longitudinal compressed sample showed better ductility.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| AM | Additive manufacturing |
| BCC | Body-centered cubic |
| BD | Building direction |
| CRSS | Critical resolved shear stress |
| EBSD | Electron backscatter diffraction |
| ECAP | equal channel angular pressing |
| FWHM | Full width at half maximum |
| HAGB | High-angle grain boundary |
| HCP | Hexagonal close-packed |
| IGMA | In-grain misorientation axis |
| IPF | Inverse pole figure |
| LAGB | Low-angle grain boundary |
| MRD | Multiples of a random distribution |
| OM | Optical microscopy |
| SEM | Scanning electron microscopy |
| SLM | Selective laser melted |
| TEM | Transmission electron microscopy |
| TKD | Transmission Kikuchi diffraction |
| XRD | X-ray diffraction |
References
- Zstrow, M. The new 3D printing. Nature 2020, 578, 20. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.; Wang, L.; Zhang, H.; Maldar, A.; Zhu, G.; Chen, W.; Park, J.-S.; Wang, J.; Zeng, X. Effect of heat treatment on the tensile behavior of selective laser melted Ti-6Al-4V by in situ X-ray characterization. Acta Mater. 2020, 189, 93–104. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, Z.; Guo, Y.; Xin, R.; Liu, R.; Jiang, C.; Li, L.; Zhang, Z.; Ren, L. Study on properties of SLM-NiTi shape memory alloy under the same energy density. J. Mater. Res. Technol. 2021, 13, 241–250. [Google Scholar] [CrossRef]
- Qian, S.; Dai, Y.; Guo, Y.; Zhang, Y. Microstructure and wear resistance of multi-layer Ni-based alloy cladding coating on 316L SS under different laser power. Materials 2021, 14, 781. [Google Scholar] [CrossRef] [PubMed]
- Konovalov, S.; Osintsev, K.; Golubeva, A.; Smelov, V.; Ivanov, Y.; Chen, X.; Komissarova, I. Surface modification of Ti-based alloy by selective laser melting of Ni-based superalloy powder. J. Mater. Res. Technol. 2020, 9, 8796–8807. [Google Scholar] [CrossRef]
- Jiang, J.; Xiong, Y.; Zhang, Z.; Rosen, D.W. Machine learning integrated design for additive manufacturing. J. Intell. Manuf. 2022, 33, 1073–1086. [Google Scholar] [CrossRef]
- Fu, Y.F. Recent advances and future trends in exploring Pareto-optimal topologies and additive manufacturing oriented topology optimization. Math. Biosci. Eng 2020, 17, 4631–4656. [Google Scholar] [CrossRef]
- Fu, Y.-F.; Rolfe, B.; Chiu, L.N.S.; Wang, Y.; Huang, X.; Ghabraie, K. Smooth topological design of 3D continuum structures using elemental volume fractions. Comput. Struct. 2020, 231, 106213. [Google Scholar] [CrossRef]
- Fu, Y.-F.; Ghabraie, K.; Rolfe, B.; Wang, Y.; Chiu, L.N.S. Smooth design of 3D Self-supporting topologies using additive manufacturing filter and SEMDOT. Appl. Sci. 2020, 11, 238. [Google Scholar] [CrossRef]
- Fu, Y.-F.; Rolfe, B.; Chiu, L.N.S.; Wang, Y.; Huang, X.; Ghabraie, K. Design and experimental validation of self-supporting topologies for additive manufacturing. Virtual Phys. Prototyp. 2019, 14, 382–394. [Google Scholar] [CrossRef]
- Fu, Y.-F.; Rolfe, B.; Chiu, L.N.S.; Wang, Y.; Huang, X.; Ghabraie, K. Parametric studies and manufacturability experiments on smooth self-supporting topologies. Virtual Phys. Prototyp. 2020, 15, 22–34. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Z.; Qu, S.; Feng, A.; Mi, G.; Shen, J.; Huang, X.; Chen, D. Multiple α sub-variants and anisotropic mechanical properties of an additively-manufactured Ti-6Al-4V alloy. J. Mater. Sci. Technol. 2021, 70, 113–124. [Google Scholar] [CrossRef]
- Ullah, R.; Lu, J.; Sang, L.; Xiaoxiao, Y.; Zhang, W.; Zhang, Y.; Zhang, Z. In-situ tensile deformation behavior of as-built laser direct metal deposited Ti-6Al-4V alloy at 200 °C. J. Alloy. Compd. 2020, 817, 152781. [Google Scholar] [CrossRef]
- Todaro, C.J.; Easton, M.A.; Qiu, D.; Zhang, D.; Bermingham, M.J.; Lui, E.W.; Brandt, M.; Stjohn, D.H.; Qian, M. Grain structure control during metal 3D printing by high-intensity ultrasound. Nat. Commun. 2020, 11, 142. [Google Scholar] [CrossRef]
- Kaschel, F.R.; Vijayaraghavan, R.K.; Shmeliov, A.; McCarthy, E.K.; Canavan, M.; McNally, P.J.; Dowling, D.P.; Nicolosi, V.; Celikin, M. Mechanism of stress relaxation and phase transformation in additively manufactured Ti-6Al-4V via in situ high temperature XRD and TEM analyses. Acta Mater. 2020, 188, 720–732. [Google Scholar] [CrossRef]
- Zafari, A.; Lui, E.W.; Xia, K. Deformation-free geometric recrystallisation in a metastable β-Ti alloy produced by selective laser melting. Mater. Res. Lett. 2020, 8, 117–122. [Google Scholar] [CrossRef] [Green Version]
- Kumar, P.; Ramamurty, U. High cycle fatigue in selective laser melted Ti-6Al-4V. Acta Mater. 2020, 194, 305–320. [Google Scholar] [CrossRef]
- Ren, Y.M.; Lin, X.; Yang, H.O.; Tan, H.; Chen, J.; Jian, Z.Y.; Li, J.Q.; Huang, W.D. Microstructural features of Ti-6Al-4V manufactured via high power laser directed energy deposition under low-cycle fatigue. J. Mater. Sci. Technol. 2021, 83, 18–33. [Google Scholar] [CrossRef]
- Hu, Y.N.; Wu, S.C.; Withers, P.J.; Zhang, J.; Bao, H.Y.X.; Fu, Y.N.; Kang, G.Z. The effect of manufacturing defects on the fatigue life of selective laser melted Ti-6Al-4V structures. Mater. Des. 2020, 192, 108708. [Google Scholar] [CrossRef]
- Demott, R.; Collins, P.; Kong, C.; Liao, X.; Ringer, S.; Primig, S. 3D electron backscatter diffraction study of α lath morphology in additively manufactured Ti-6Al-4V. Ultramicroscopy 2020, 218, 113073. [Google Scholar] [CrossRef]
- Chun, Y.B.; Battaini, M.; Davies, C.H.J.; Hwang, S.K. Distribution characteristics of in-grain misorientation axes in cold-rolled commercially pure titanium and their correlation with active slip modes. Metall. Mater. Trans. A 2010, 41A, 3473–3487. [Google Scholar] [CrossRef]
- Ahn, S.H.; Chun, Y.B.; Yu, S.H.; Kim, K.H.; Hwang, S.K. Microstructural refinement and deformation mode of Ti under cryogenic channel die compression. Mater. Sci. Eng. A 2010, 528, 165–171. [Google Scholar] [CrossRef]
- Chun, Y.B.; Davies, C.H.J. Investigation of Prism 〈a〉 Slip in Warm-Rolled AZ31 Alloy. Metall. Mater. Trans. A 2011, 42, 4113–4125. [Google Scholar] [CrossRef]
- Sanjari, M.; Farzadfar, A.; Kabir, A.S.H.; Utsunomiya, H.; Jung, I.-H.; Petrov, R.; Kestens, L.; Yue, S. Promotion of texture weakening in magnesium by alloying and thermomechanical processing: (I) alloying. J. Mater. Sci. 2013, 49, 1408–1425. [Google Scholar] [CrossRef]
- Kuang, J.; Low, T.S.E.; Niezgoda, S.R.; Li, X.; Geng, Y.; Luo, A.A.; Tang, G. Abnormal texture development in magnesium alloy Mg–3Al–1Zn during large strain electroplastic rolling: Effect of pulsed electric current. Int. J. Plast. 2016, 87, 86–99. [Google Scholar] [CrossRef]
- Tan, C.; Sun, Q.; Xiao, L.; Zhao, Y.; Sun, J. Slip transmission behavior across α/β interface and strength prediction with a modified rule of mixtures in TC21 titanium alloy. J. Alloy. Compd. 2017, 724, 112–120. [Google Scholar] [CrossRef]
- Yan, C.; Feng, A.; Qu, S.; Sun, J.L.; Shen, J. Hot deformation and grain refinement mechanisms of commercially pure titanium processed via three-directional cryo-compression. Mater. Sci. Eng. A 2018, 731, 266–277. [Google Scholar] [CrossRef]
- Inoue, S.-i.; Yamasaki, M.; Ohata, M.; Kakiuchi, S.; Kawamura, Y.; Terasaki, H. Texture evolution and fracture behavior of friction-stir-welded non-flammable Mg-Al-Ca alloy extrusions. Mater. Sci. Eng. A 2021, 799, 140090. [Google Scholar] [CrossRef]
- Hadorn, J.P.; Hantzsche, K.; Yi, S.; Bohlen, J.; Letzig, D.; Wollmershauser, J.A.; Agnew, S.R. Role of solute in the texture modification during hot deformation of Mg-rare earth alloys. Metall. Mater. Trans. A 2011, 43, 1347–1362. [Google Scholar] [CrossRef]
- Yamasaki, M.; Hagihara, K.; Inoue, S.-i.; Hadorn, J.P.; Kawamura, Y. Crystallographic classification of kink bands in an extruded Mg-Zn-Y alloy using intragranular misorientation axis analysis. Acta Mater. 2013, 61, 2065–2076. [Google Scholar] [CrossRef]
- Matsumoto, T.; Yamasaki, M.; Hagihara, K.; Kawamura, Y. Configuration of dislocations in low-angle kink boundaries formed in a single crystalline long-period stacking ordered Mg-Zn-Y alloy. Acta Mater. 2018, 151, 112–124. [Google Scholar] [CrossRef]
- Wang, S.; Wu, M.; Shu, D.; Sun, B. Kinking in a refractory TiZrHfNb0.7 medium-entropy alloy. Mater. Lett. 2020, 264, 127369. [Google Scholar] [CrossRef]
- Zhang, M.; Luan, B.; Chu, L.; Gao, B.; Wang, L.; Yuan, G.; Liu, Q. Deformation kinking in β-treated zirconium impacted by split Hopkinson pressure bar. Scr. Mater. 2020, 187, 379–383. [Google Scholar] [CrossRef]
- Qiang, F.; Bouzy, E.; Kou, H.; Zhang, Y.; Wang, L.; Li, J. Grain fragmentation associated continuous dynamic recrystallization (CDRX) of hexagonal structure during uniaxial isothermal compression: High-temperature α phase in TiAl alloys. Intermetallics 2021, 129, 107028. [Google Scholar] [CrossRef]
- Christian, J.W.; Mahajan, S. Deformation twinning. Prog. Mater. Sci. 1995, 39, 1–157. [Google Scholar] [CrossRef]
- Kim, I.; Kim, J.; Shin, D.H.; Liao, X.Z.; Zhu, Y.T. Deformation twins in pure titanium processed by equal channel angular pressing. Scr. Mater. 2003, 48, 813–817. [Google Scholar] [CrossRef]
- Sun, J.L.; Trimby, P.W.; Yan, F.K.; Liao, X.Z.; Tao, N.R.; Wang, J.T. Shear banding in commercial pure titanium deformed by dynamic compression. Acta Mater. 2014, 79, 47–58. [Google Scholar] [CrossRef]
- Cao, S.; Zhang, B.; Yang, Y.; Jia, Q.; Li, L.; Xin, S.; Wu, X.; Hu, Q.; Lim, C.V.S. On the role of cooling rate and temperature in forming twinned α’ martensite in Ti–6Al–4V. J. Alloy. Compd. 2020, 813, 152247. [Google Scholar] [CrossRef]
- Manero, J.M.; Gil, F.J.; Planell, J.A. Deformation mechanisms of Ti-6Al-4V alloy with a martensitic microstructure subjected to oligocyclic fatigue. Acta Mater. 2000, 48, 3353–3359. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Qu, S.J.; Feng, A.H.; Shen, J. Achieving grain refinement and enhanced mechanical properties in Ti–6Al–4V alloy produced by multidirectional isothermal forging. Mater. Sci. Eng. A 2017, 692, 127–138. [Google Scholar] [CrossRef]
- Chen, K.; Luo, J.; Han, W.; Li, M. Formation and evolution of new α grain boundary and its influence on globularization of α lamellae in TC17 alloy. J. Alloy. Compd. 2020, 848, 156141. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. On the texture formation of selective laser melted Ti-6Al-4V. Metall. Mater. Trans. A 2014, 45, 2863–2872. [Google Scholar] [CrossRef]
- Waryoba, D.R.; Keist, J.S.; Ranger, C.; Palmer, T.A. Microtexture in additively manufactured Ti-6Al-4V fabricated using directed energy deposition. Mater. Sci. Eng. A 2018, 734, 149–163. [Google Scholar] [CrossRef]
- Muiruri, A.; Maringa, M.; Du Preez, W. Crystallographic texture analysis of as-built and heat-treated Ti6Al4V (ELI) produced by direct metal laser sintering. Crystals 2020, 10, 699. [Google Scholar] [CrossRef]
- Mantri, S.A.; Banerjee, R. Microstructure and micro-texture evolution of additively manufactured β-Ti alloys. Addit. Manuf. 2018, 23, 86–98. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, K.; Yang, Y.; Wang, H.; Zhu, Y.; Huang, A. Grain boundary α-phase precipitation and coarsening: Comparing laser powder bed fusion with as-cast Ti-6Al-4V. Scr. Mater. 2022, 207, 114261. [Google Scholar] [CrossRef]
- Sun, J.; Qi, M.; Zhang, J.; Li, X.; Wang, H.; Ma, Y.; Xu, D.; Lei, J.; Yang, R. Formation mechanism of α lamellae during β→α transformation in polycrystalline dual-phase Ti alloys. J. Mater. Sci. Technol. 2021, 71, 98–108. [Google Scholar] [CrossRef]
- Liu, Z.; Zhao, Z.; Liu, J.; Wang, L.; Yang, G.; Gong, S.; Wang, Q.; Yang, R. Effect of α texture on the tensile deformation behavior of Ti-6Al-4V alloy produced via electron beam rapid manufacturing. Mater. Sci. Eng. A 2019, 742, 508–516. [Google Scholar] [CrossRef]
- Bridier, F.; Villechaise, P.; Mendez, J. Slip and fatigue crack formation processes in an α/β titanium alloy in relation to crystallographic texture on different scales. Acta Mater. 2008, 56, 3951–3962. [Google Scholar] [CrossRef]
- Zhang, Y.L.; Chen, Z.; Qu, S.J.; Feng, A.H.; Mi, G.B.; Shen, J.; Huang, X.; Chen, D.L. Microstructure and cyclic deformation behavior of a 3D-printed T-6Al-4V alloy. J. Alloy. Compd. 2020, 825, 153971. [Google Scholar] [CrossRef]
- Zhao, Z.B.; Wang, Q.J.; Liu, J.R.; Yang, R. Characterizations of microstructure and crystallographic orientation in a near-α titanium alloy billet. J. Alloy. Compd. 2017, 712, 179–184. [Google Scholar] [CrossRef]
- Fitzner, A.; Prakash, D.G.L.; Da Fonseca, J.Q.; Thomas, M.; Zhang, S.-Y.; Kelleher, J.; Manuel, P.; Preuss, M. The effect of aluminium on twinning in binary alpha-titanium. Acta Mater. 2016, 103, 341–351. [Google Scholar] [CrossRef]
- Xu, S.; Toth, L.S.; Schuman, C.; Lecomte, J.-S.; Barnett, M.R. Dislocation mediated variant selection for secondary twinning in compression of pure titanium. Acta Mater. 2017, 124, 59–70. [Google Scholar] [CrossRef]
- Kim, K.H.; Chun, Y.B.; Hwang, S.K. Deformation heterogeneity of Ti under cryogenic channel-die compression. Prog. Nat. Sci. Mater. Int. 2011, 21, 277–285. [Google Scholar] [CrossRef] [Green Version]
- Lavogiez, C.; Dancette, S.; Cazottes, S.; Le Bourlot, C.; Maire, E. In situ analysis of plasticity and damage nucleation in a Ti-6Al-4V alloy and laser weld. Mater. Charact. 2018, 146, 81–90. [Google Scholar] [CrossRef]
- Bridier, F.; Villechaise, P.; Mendez, J. Analysis of the different slip systems activated by tension in a α/β titanium alloy in relation with local crystallographic orientation. Acta Mater. 2005, 53, 555–567. [Google Scholar] [CrossRef]
- Bridier, F.; McDowell, D.L.; Villechaise, P.; Mendez, J. Crystal plasticity modeling of slip activity in Ti-6Al-4V under high cycle fatigue loading. Int. J. Plast. 2009, 25, 1066–1082. [Google Scholar] [CrossRef]
- Ferreri, N.C.; Savage, D.J.; Knezevic, M. Non-acid, alcohol-based electropolishing enables high-quality electron backscatter diffraction characterization of titanium and its alloys: Application to pure Ti and Ti-6Al-4V. Mater. Charact. 2020, 166, 110406. [Google Scholar] [CrossRef]
- Sun, T.; Tu, A.; Wang, H.; Li, S.-J.; Peng, H.; Li, J.-P. Uniaxial strain-induced grain boundary migration in titanium. Acta Metall. Sin. Engl. Lett. 2021, 34, 1715–1720. [Google Scholar] [CrossRef]
- Wang, H.; Bao, Q.L.; Zhou, G.; Qiu, J.K.; Yang, Y.; Ma, Y.J.; Bai, C.G.; Xu, D.S.; Rugg, D.; Huang, A.J.; et al. Dynamic recrystallization initiated by direct grain reorientation at high-angle grain boundary in α-titanium. J. Mater. Res. 2019, 34, 1608–1621. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Wang, Z.; Zeng, X. Effect of crystallographic orientation on mechanical anisotropy of selective laser melted Ti-6Al-4V alloy. Mater. Charact. 2017, 127, 137–145. [Google Scholar] [CrossRef]
- Xie, Z.; Dai, Y.; Ou, X.; Ni, S.; Song, M. Effects of selective laser melting build orientations on the microstructure and tensile performance of Ti-6Al-4V alloy. Mater. Sci. Eng. A 2020, 776, 139001. [Google Scholar] [CrossRef]
- Barba, D.; Alabort, C.; Tang, Y.T.; Viscasillas, M.J.; Reed, R.C.; Alabort, E. On the size and orientation effect in additive manufactured Ti-6Al-4V. Mater. Des. 2020, 186, 108235. [Google Scholar] [CrossRef]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti-6Al-4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slip Mode | Number of Slip Systems | Taylor Axis | Number of Variants of Taylor Axis |
|---|---|---|---|
| {01–10}<−2110> | 3 | <0001> | 1 |
| {0002}<−2110> | 3 | <0−110> | 3 |
| {01–11}<0−112> | 6 | <2–1–10> | 3 |
| {01–11}<−2110> | 6 | <0–112> | 6 |
| {01–11}<−1–123> | 12 | <13–8–53> | 12 |
| {11–22}<−1–123> | 6 | <1–100> | 3 |
| {−12–11}<−1–123> | 12 | <6−1–53> | 12 |
| Samples | Intensity Values of (10–10)α | Intensity Values of (0001)α | Intensity Values of (10–11)α | Relative Intensity of (10–10)α/(0001)α | Relative Intensity of (10–11)α/(0001)α |
|---|---|---|---|---|---|
| Original | 580 | 2186 | 4684 | 0.265 | 2.143 |
| Longitudinal | 177 | 595 | 1761 | 0.297 | 2.960 |
| Transverse | 1364 | 5187 | 13255 | 0.263 | 2.555 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Sun, J.; Feng, A.; Wang, H.; Zhang, X.; Zhang, C.; Zhao, F.; Cao, G.; Qu, S.; Chen, D. Active Slip Mode Analysis of an Additively Manufactured Ti-6Al-4V Alloy via In-Grain Misorientation Axis Distribution. Metals 2022, 12, 532. https://doi.org/10.3390/met12040532
Li C, Sun J, Feng A, Wang H, Zhang X, Zhang C, Zhao F, Cao G, Qu S, Chen D. Active Slip Mode Analysis of an Additively Manufactured Ti-6Al-4V Alloy via In-Grain Misorientation Axis Distribution. Metals. 2022; 12(4):532. https://doi.org/10.3390/met12040532
Chicago/Turabian StyleLi, Chen, Jingli Sun, Aihan Feng, Hao Wang, Xiaoyu Zhang, Chaoqun Zhang, Fu Zhao, Guojian Cao, Shoujiang Qu, and Daolun Chen. 2022. "Active Slip Mode Analysis of an Additively Manufactured Ti-6Al-4V Alloy via In-Grain Misorientation Axis Distribution" Metals 12, no. 4: 532. https://doi.org/10.3390/met12040532