
High-Temperature Deformation Behavior of M50 Steel

Abstract
:1. Introduction
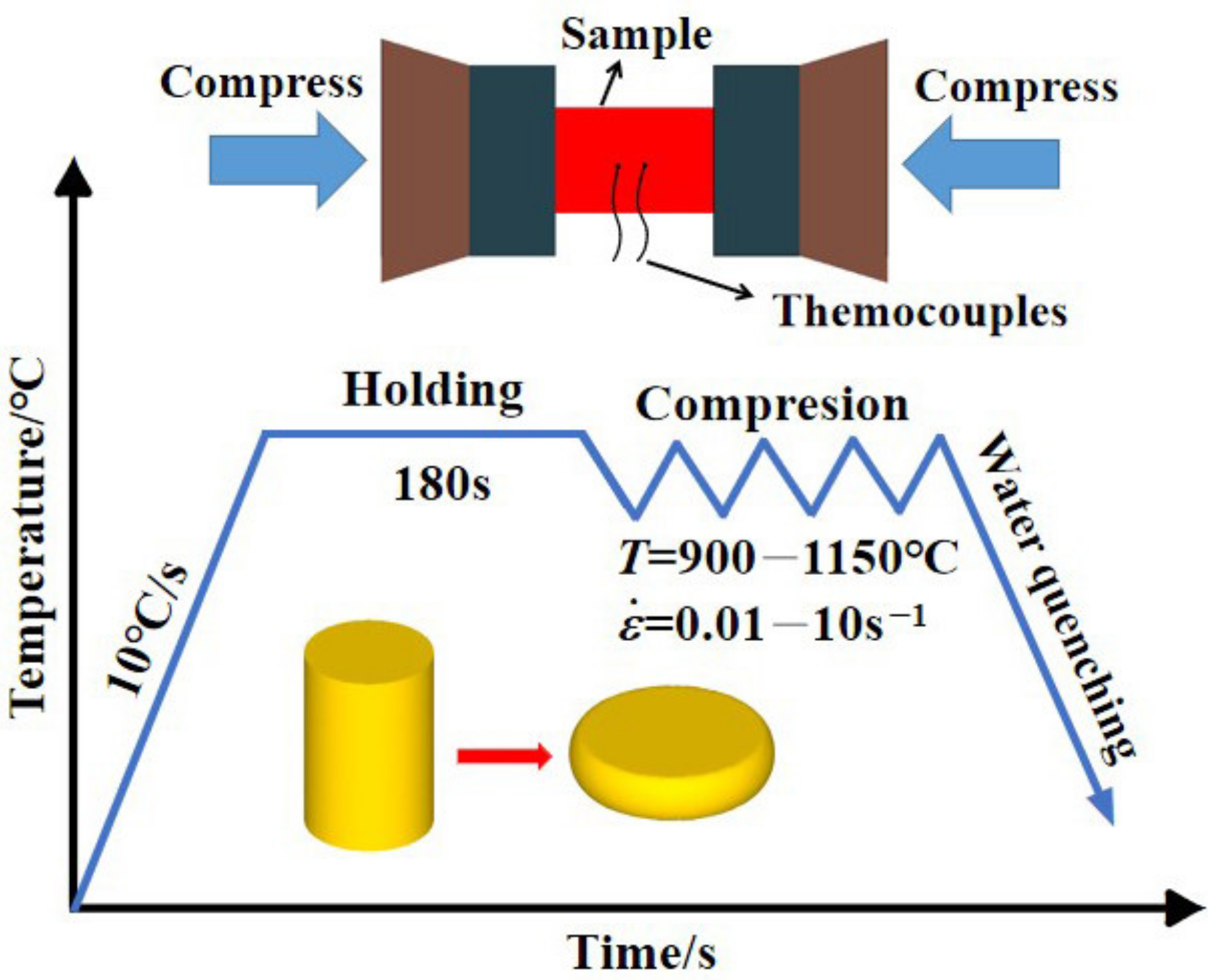
2. Experimental Procedure
3. Results and Discussion
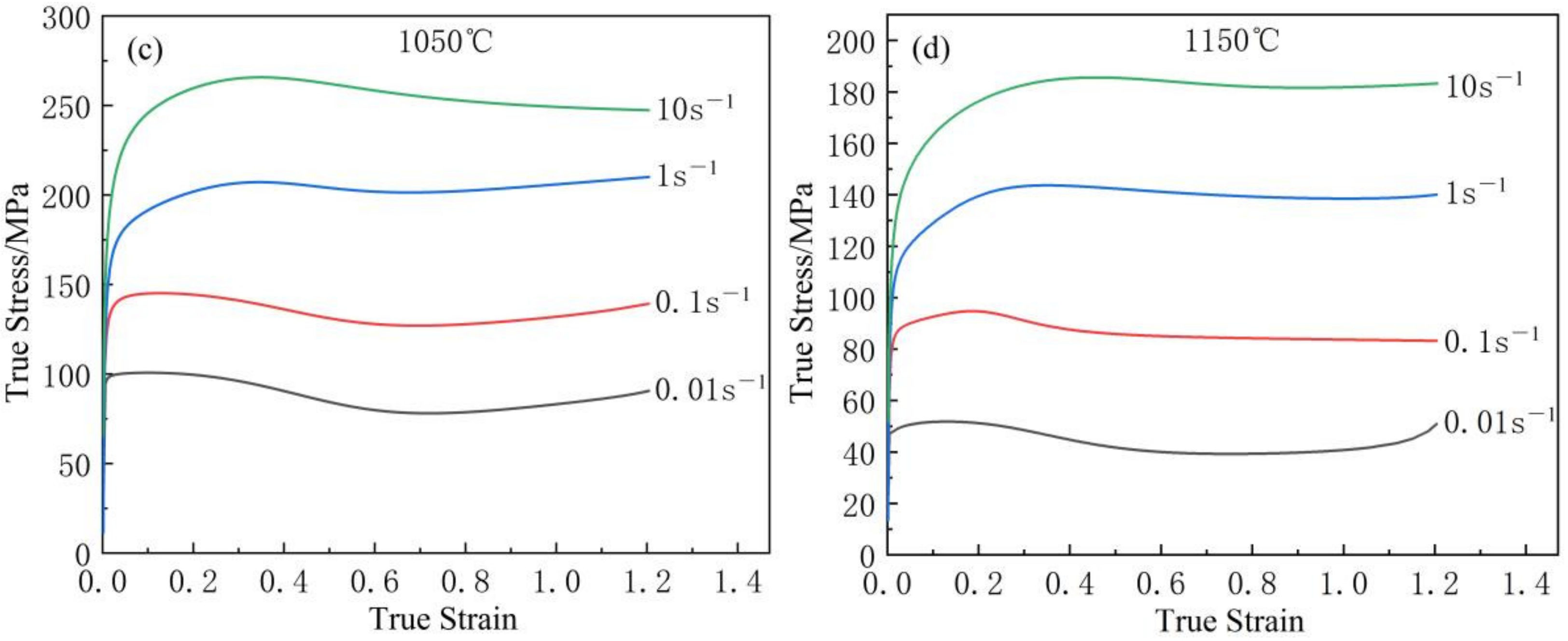
3.1. True Stress–Strain Analysis
3.2. Constitutive Equation
3.3. Strain-Compensated Constitutive Equation
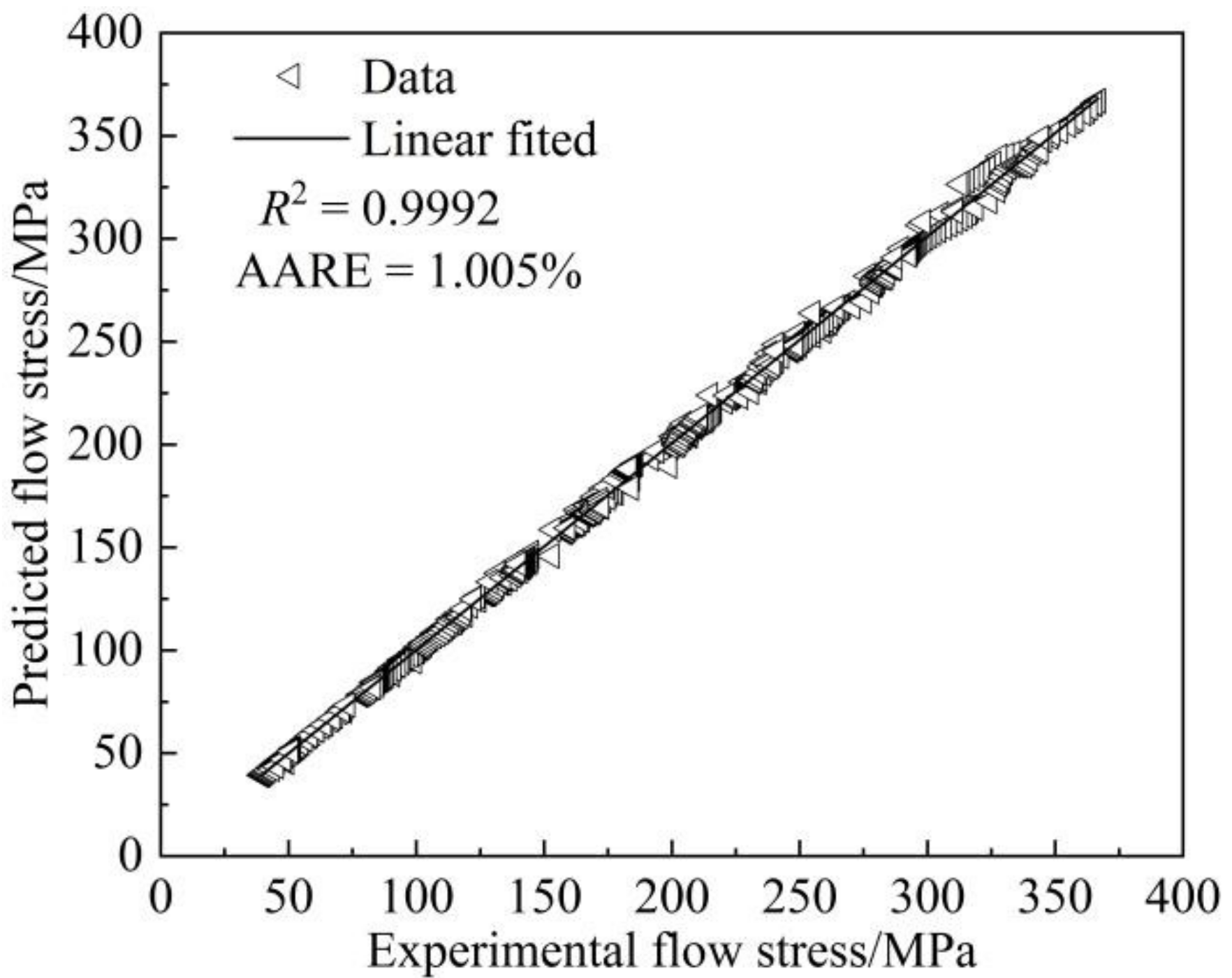
3.4. Verification of the Strain-Compensated Constitutive Equation
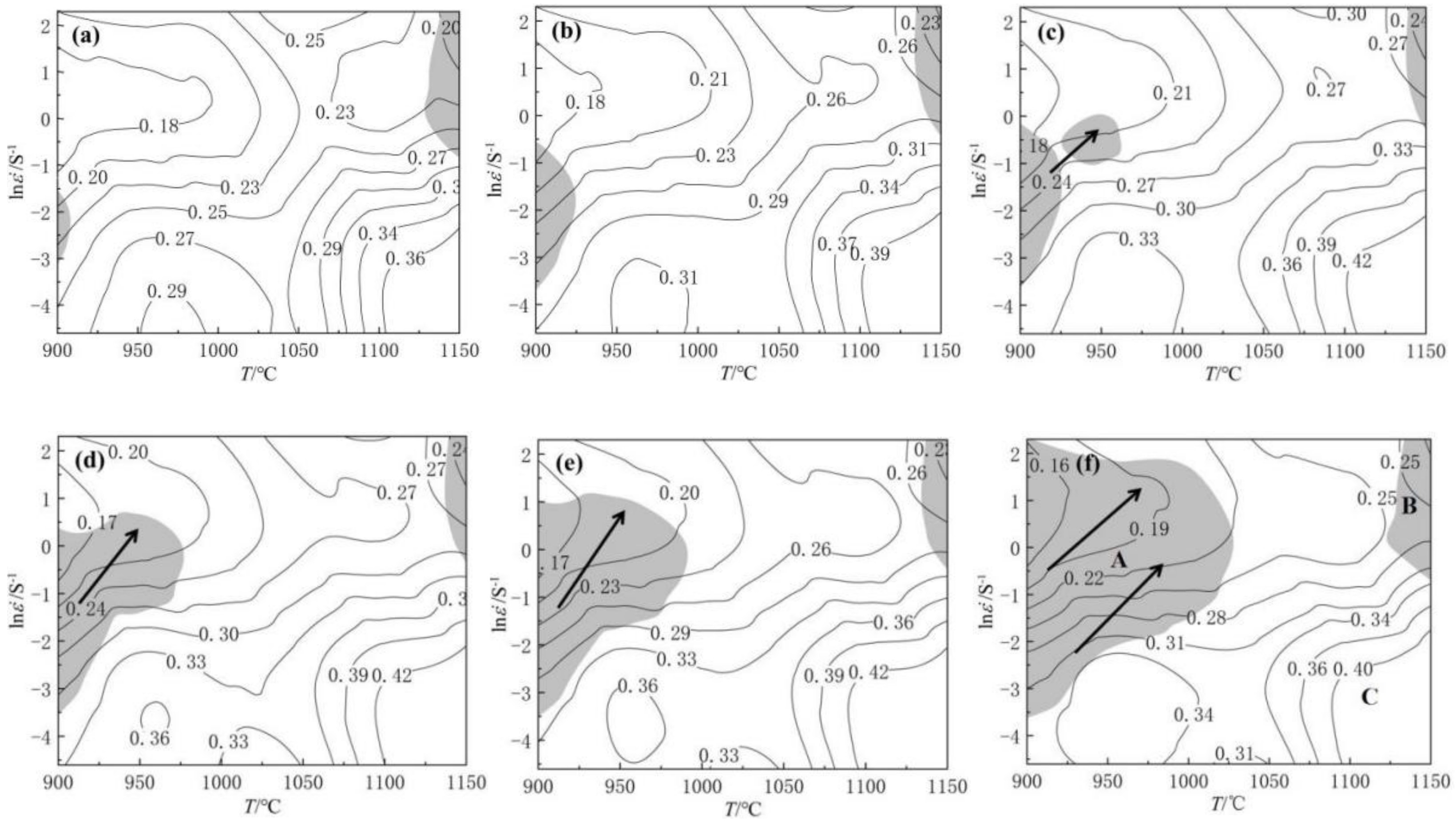
3.5. Processing Maps
3.6. Modeling of Dynamic Recrystallization
3.7. Microstructure Evolution
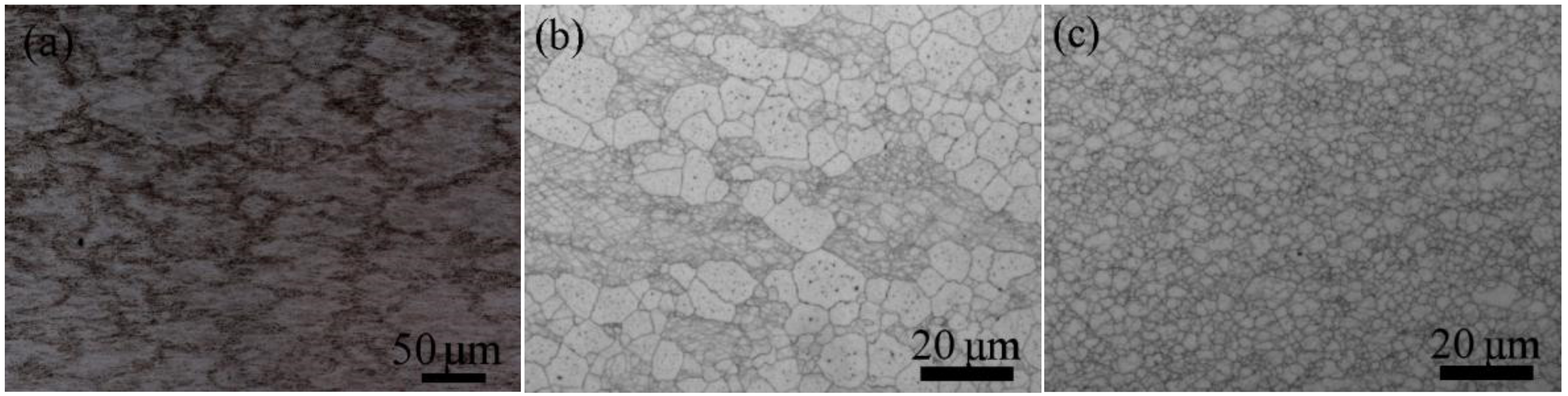
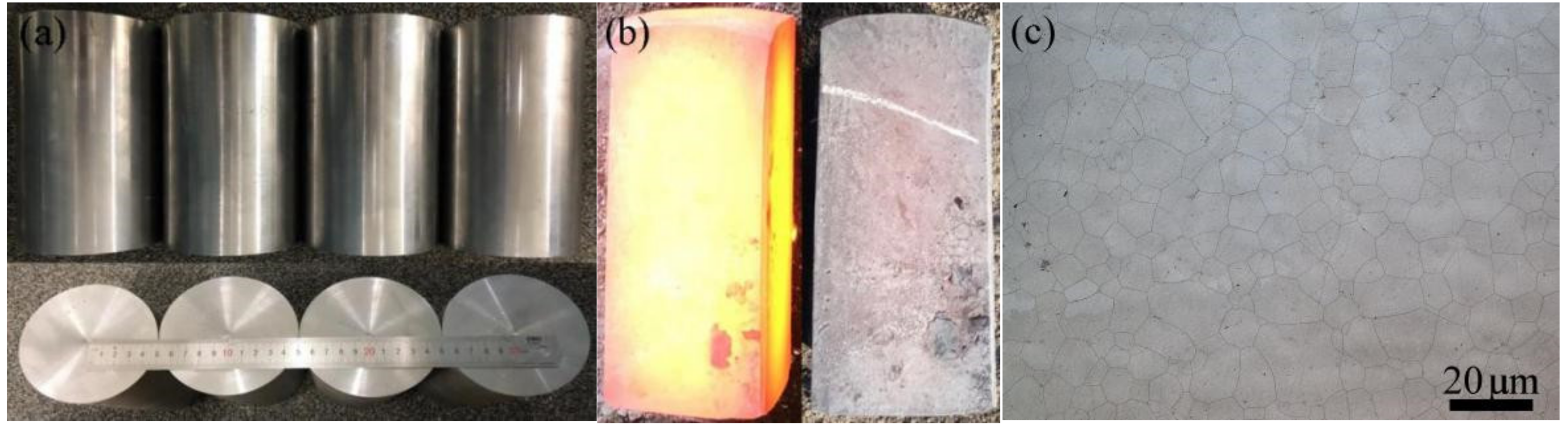
3.7.1. Microstructure of Thermal Deformation
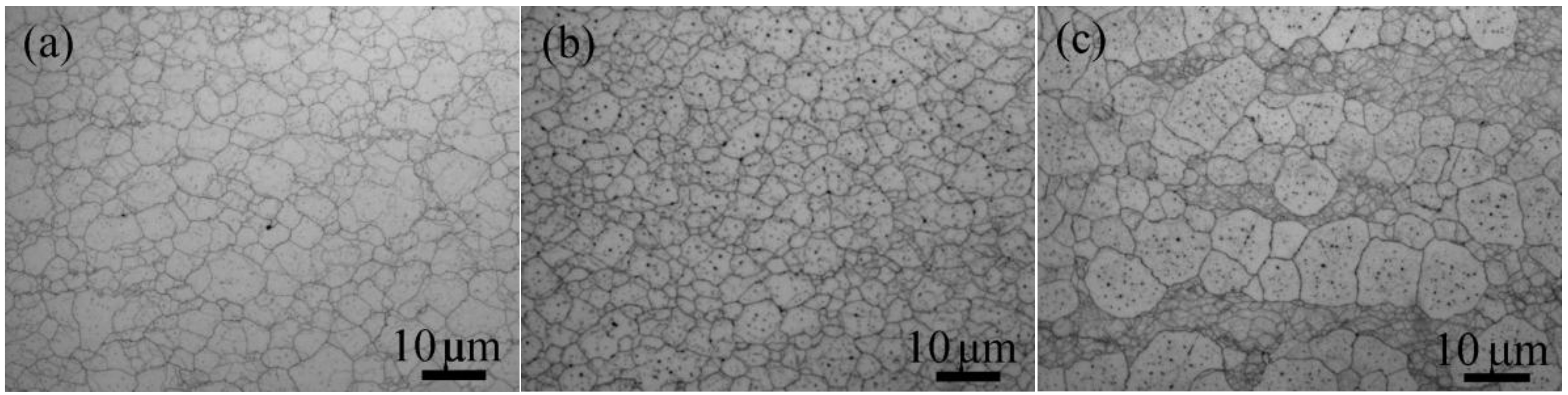
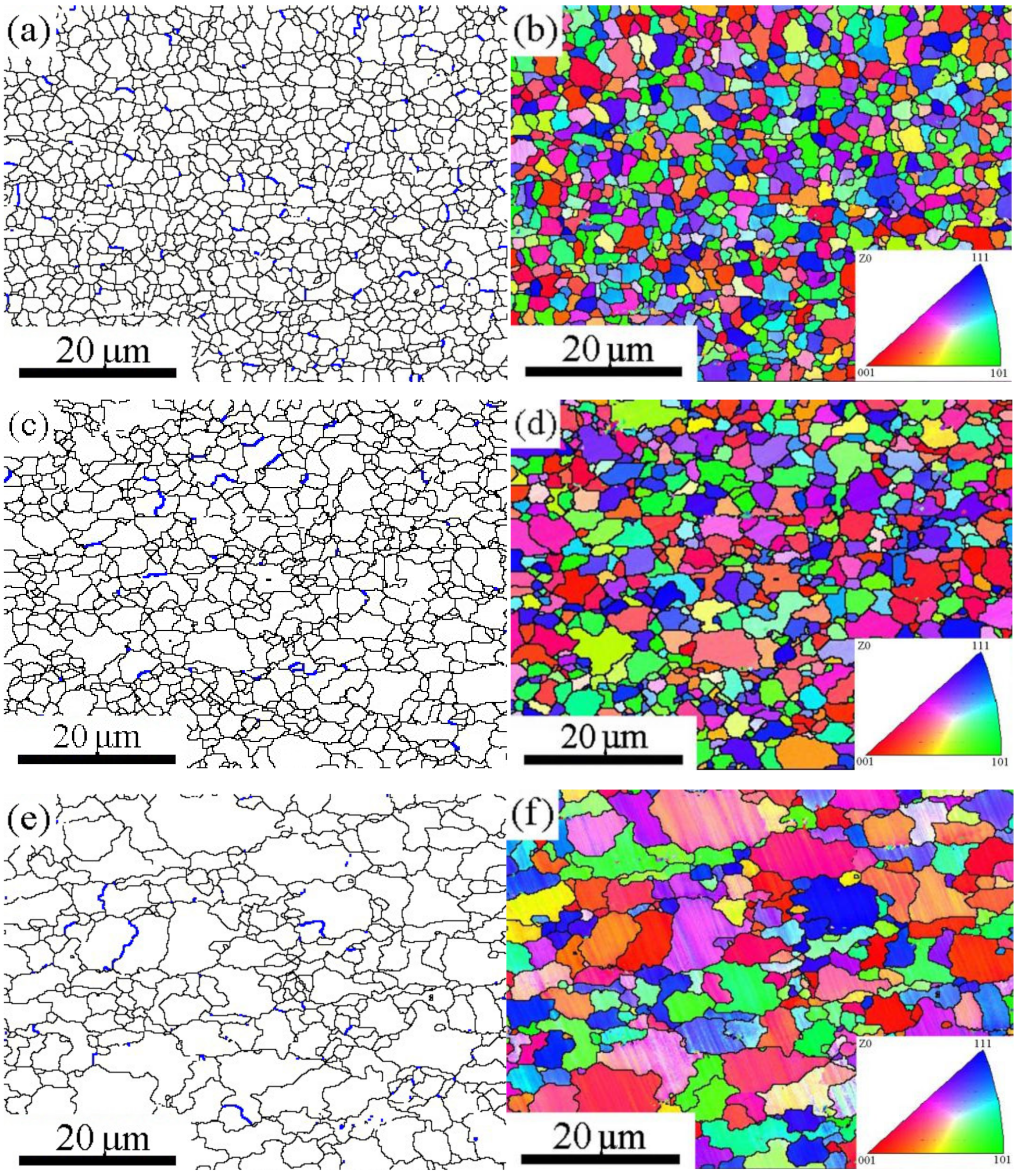
3.7.2. Microstructural Evolution of Dynamic Recrystallization
4. Conclusions
- By analyzing the flow stress curves, it is known that the deformation resistance of M50 steel increases with decreasing deformation temperature and increasing strain rate before the peak stress is reached, and after the peak stress, there is an obvious dynamic recovery. The heat deformation-activation energy Q = 233,684.2 J/mol for M50 steel is obtained after processing the flow stress curves, and the heat deformation constitutive equation established is:
- 2.
- A polynomial fit of order 9 was used to establish the strain-compensated constitutive equation, which was verified and the linear correlation coefficient R2 was found to be 0.998 with an average absolute error value of 1.005%, indicating that the strain-compensated constitutive equation is highly reliable and can accurately predict the flow stress values within the present experimental range.
- 3.
- Based on the thermal processing maps, the optimum processing range for the hot working process of M50 steel was determined: deformation temperature 1070–1150 °C and strain rate 0.01–1 s−1. By fitting and analyzing the flow stress curve of M50 steel, the expression of the dynamic recrystallization iso-mechanical model of M50 steel during thermal deformation is constructed as follows:
- 4.
- During the thermal deformation process, the higher deformation energy storage enables the large deformation zone to obtain more completely recrystallized grains. At low temperatures and low strain rates, a small number of fine recrystallized grains exist at the original grain boundaries, which are gradually replaced by recrystallized grains as the temperature increases. In the best processing range of hot working, the original grains were completely transformed into recrystallized grains, and the microstructure grew with decreasing strain rate and increasing temperature.
Author Contributions
Funding
Informed Consent Statement
Conflicts of Interest
References
- Rosado, L.; Trivedi, H.K.; Gerardi, D.T. Evaluation of fatigue and wear characteristics of M50 steel using high temperature synthetic turbine engine lubricants—Part II. Wear 1996, 196, 133–140. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Yu, J.; Sathyamurthy, R.; Tawfik, M.; Shanmugan, S.; Essa, F. Improving the tribological properties of AISI M50 steel using Sns/Zno solid lubricants. J. Alloy. Compd. 2020, 821, 153494. [Google Scholar] [CrossRef]
- Braza, J.; Pearson, P. Tribological and Metallurgical Evaluation of Ferritic Nitrocarburized M-50 and M-50 NiL Steels. ASTM Spec. Tech. Publ. 2009, 1, 49–60. [Google Scholar] [CrossRef]
- Braza, J.F.; Pearson, P.K.; Hannigan, C.J. The Performance of 52100, M-50, and M-50 NiL Steels in Radial Bearings. SAE Tech. Pap. 1993, 102, 437–449. [Google Scholar] [CrossRef]
- Bhadeshia, H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar] [CrossRef]
- Orlov, M.R.; Grigorenko, V.B.; Morozova, L.V.; Naprienko, S.A. Research of operational damages of bearings by methods of optical microscopy, scanning electron microscopy and X-ray microanalysis. Proc. VIAM 2016, 1, 62–79. [Google Scholar] [CrossRef]
- Jiang, H.W.; Song, Y.R.; Wu, Y.C.; Shan, D.B.; Zong, Y.Y. Macrostructure, microstructure and mechanical properties evolution during 8Cr4Mo4V steel roller bearing inner ring forging process. Mat. Sci. Eng. A 2020, 798, 140196. [Google Scholar] [CrossRef]
- Jiang, H.; Shan, D.; Guo, B.; Zong, Y. Effect of fibrous macrostructure on mechanical properties, anisotropy and fracture mechanism of roller bearing ring. Mater. Sci. Eng. A 2021, 816, 141311. [Google Scholar] [CrossRef]
- Zhang, C.; Peng, B.; Wang, L.; Ma, X.; Gu, L. Thermal-induced surface damage of M50 steel at rolling-sliding contacts. Wear 2019, 420, 116–122. [Google Scholar] [CrossRef]
- Mukhopadhyay, P.; Kannaki, P.; Srinivas, M.; Roy, M. Microstructural developments during abrasion of M50 bearing steel. Wear 2014, 315, 31–37. [Google Scholar] [CrossRef]
- Peng, N.-Q.; Tang, G.-B.; Yao, J.; Liu, Z.-D. Hot Deformation Behavior of GCr15 Steel. J. Iron Steel Res. Int. 2013, 20, 50–56. [Google Scholar] [CrossRef]
- Li, R.; Chen, Y.; Jiang, C.; Zhang, R.; Fu, Y.; Huang, T.; Chen, T. Hot Deformation Behavior and Processing Maps of a 9Ni590B Steel. J. Mater. Eng. Perform. 2020, 29, 3858–3867. [Google Scholar] [CrossRef]
- Sellars, C.; McTegart, W. On the mechanism of hot deformation. Acta Met. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Haghdadi, N.; Zarei-Hanzaki, A.; Abedi, H.R. The flow behavior modeling of cast A356 aluminum alloy at elevated temperatures considering the effect of strain. Mater. Sci. Eng. A 2011, 535, 252–257. [Google Scholar] [CrossRef]
- Lin, Y.; Chen, M.-S.; Zhong, J. Constitutive modeling for elevated temperature flow behavior of 42CrMo steel. Comput. Mater. Sci. 2008, 42, 470–477. [Google Scholar] [CrossRef]
- Ou, L.; Nie, Y.; Zheng, Z. Strain Compensation of the Constitutive Equation for High Temperature Flow Stress of a Al-Cu-Li Alloy. J. Mater. Eng. Perform. 2013, 23, 25–30. [Google Scholar] [CrossRef]
- Nayak, K.C.; Date, P.P. Development of Constitutive Relationship for Thermomechanical Processing of Al-SiC Composite Eliminating Deformation Heating. J. Mater. Eng. Perform. 2019, 28, 5323–5343. [Google Scholar] [CrossRef]
- Dong, Y.; Zhang, C.; Lu, X.; Wang, C.; Zhao, G. Constitutive Equations and Flow Behavior of an As-Extruded AZ31 Magnesium Alloy Under Large Strain Condition. J. Mater. Eng. Perform. 2016, 25, 2267–2281. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Prasad, Y.; Rao, K. Processing maps and rate controlling mechanisms of hot deformation of electrolytic tough pitch copper in the temperature range 300–950 °C. Mater. Sci. Eng. A 2005, 391, 141–150. [Google Scholar] [CrossRef]
- Tan, Y.; Yang, L.; Tian, C.; Liu, W.; Liu, R.; Zhang, X. Processing maps for hot working of 47Zr–45Ti–5Al–3V alloy. Mater. Sci. Eng. A 2014, 597, 171–177. [Google Scholar] [CrossRef]
- Zhang, J.; Di, H.; Mao, K.; Wang, X.; Han, Z.; Ma, T. Processing maps for hot deformation of a high-Mn TWIP steel: A comparative study of various criteria based on dynamic materials model. Mater. Sci. Eng. A 2013, 587, 110–122. [Google Scholar] [CrossRef]
- Mirzadeh, H.; Najafizadeh, A. Hot Deformation and Dynamic Recrystallization of 17-4 PH Stainless Steel. ISIJ Int. 2013, 53, 680–689. [Google Scholar] [CrossRef] [Green Version]
- Ziegler, H.; Carlson, D.E. An Introduction to Thermomechanics. J. Appl. Mech. 1978, 45, 966. [Google Scholar] [CrossRef] [Green Version]
- Poliak, E.; Jonas, J. A one-parameter approach to determining the critical conditions for the initiation of dynamic recrystallization. Acta Mater. 1996, 44, 127–136. [Google Scholar] [CrossRef]
- Chen, X.; Du, Y.; Du, K.; Lian, T.; Liu, B.; Li, Z.; Zhou, X. Identification of the Constitutive Model Parameters by Inverse Optimization Method and Characterization of Hot Deformation Behavior for Ultra-Supercritical Rotor Steel. Materials 2021, 14, 1958. [Google Scholar] [CrossRef]
- Kong, L.; Hodgson, P.; Wang, B. Development of constitutive models for metal forming with cyclic strain softening. J. Mater. Process. Technol. 1999, 89, 44–50. [Google Scholar] [CrossRef]
- Zhang, P.; Yi, C.; Chen, G.; Qin, H.; Wang, C. Constitutive Model Based on Dynamic Recrystallization Behavior during Thermal Deformation of a Nickel-Based Superalloy. Metals 2016, 6, 161. [Google Scholar] [CrossRef] [Green Version]
- Sakai, T.; Belyakov, A.; Kaibyshev, R.; Miura, H.; Jonas, J.J. Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog. Mater. Sci. 2014, 60, 130–207. [Google Scholar] [CrossRef] [Green Version]
- McQueen, H.; Imbert, C. Dynamic recrystallization: Plasticity enhancing structural development. J. Alloy. Compd. 2004, 378, 35–43. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Cr | Mo | V | Si | Mn | Fe |
| Content | 0.82 | 4.20 | 4.22 | 1.10 | 0.21 | 0.24 | Bal. |
| α(ε) | n(ε) | Q(ε)/(J·mol−1) | lnA(ε) |
|---|---|---|---|
| a0 = 0.006 | n0 = 7.507 | Q0 = 2.436 × 105 | A0 = 27.294 |
| a1 = 0.033 | n1 = −50.447 | Q1 = 2.338 × 105 | A1 = −26.304 |
| a2 = −0.496 | n2 = 490.730 | Q2 = −3.254 × 106 | A2 = 276.562 |
| a3 = 3.022 | n3 = −2602.976 | Q3 = 1.701 × 107 | A3 = −1768.519 |
| a4 = −9.916 | n4 = 7986.397 | Q4 = −5.1519 × 107 | A4 = 6060.06 |
| a5 = 19.426 | n5 = −14,973.221 | Q5 = 9.562 × 107 | A5 = −12,314.872 |
| a6 = −23.375 | n6 = 17,437.466 | Q6 = −1.097 × 108 | A6 = 15,343.242 |
| a7 = 16.926 | n7 = −12,306.306 | Q7 = 7.581 × 107 | A7 = −11,495.234 |
| a8 = −6.765 | n8 = 4817.502 | Q8 = −2.891 × 107 | A8 = 4750.641 |
| a9 = 1.146 | n9 = −802.37 | Q9 = 4.673 × 106 | A9 = −831.691 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, G.; Lu, X.; Yan, J.; Liu, H.; Sang, B. High-Temperature Deformation Behavior of M50 Steel. Metals 2022, 12, 541. https://doi.org/10.3390/met12040541
Chen G, Lu X, Yan J, Liu H, Sang B. High-Temperature Deformation Behavior of M50 Steel. Metals. 2022; 12(4):541. https://doi.org/10.3390/met12040541
Chicago/Turabian StyleChen, Guoxin, Xingyu Lu, Jin Yan, Hongwei Liu, and Baoguang Sang. 2022. "High-Temperature Deformation Behavior of M50 Steel" Metals 12, no. 4: 541. https://doi.org/10.3390/met12040541