
Effect of Nano-Sized TiC-TiB2 on Microstructure and Properties of Twin-Roll Cast Al-Cu-Mn-Zr Alloy


Abstract
:1. Introduction
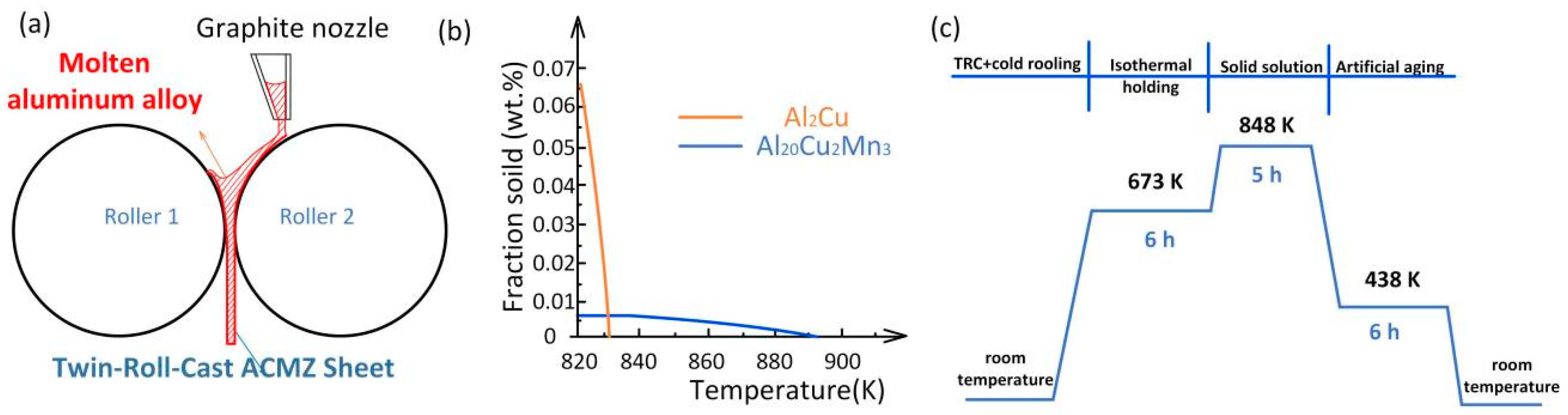
2. Materials and Methods
3. Results and Discussion
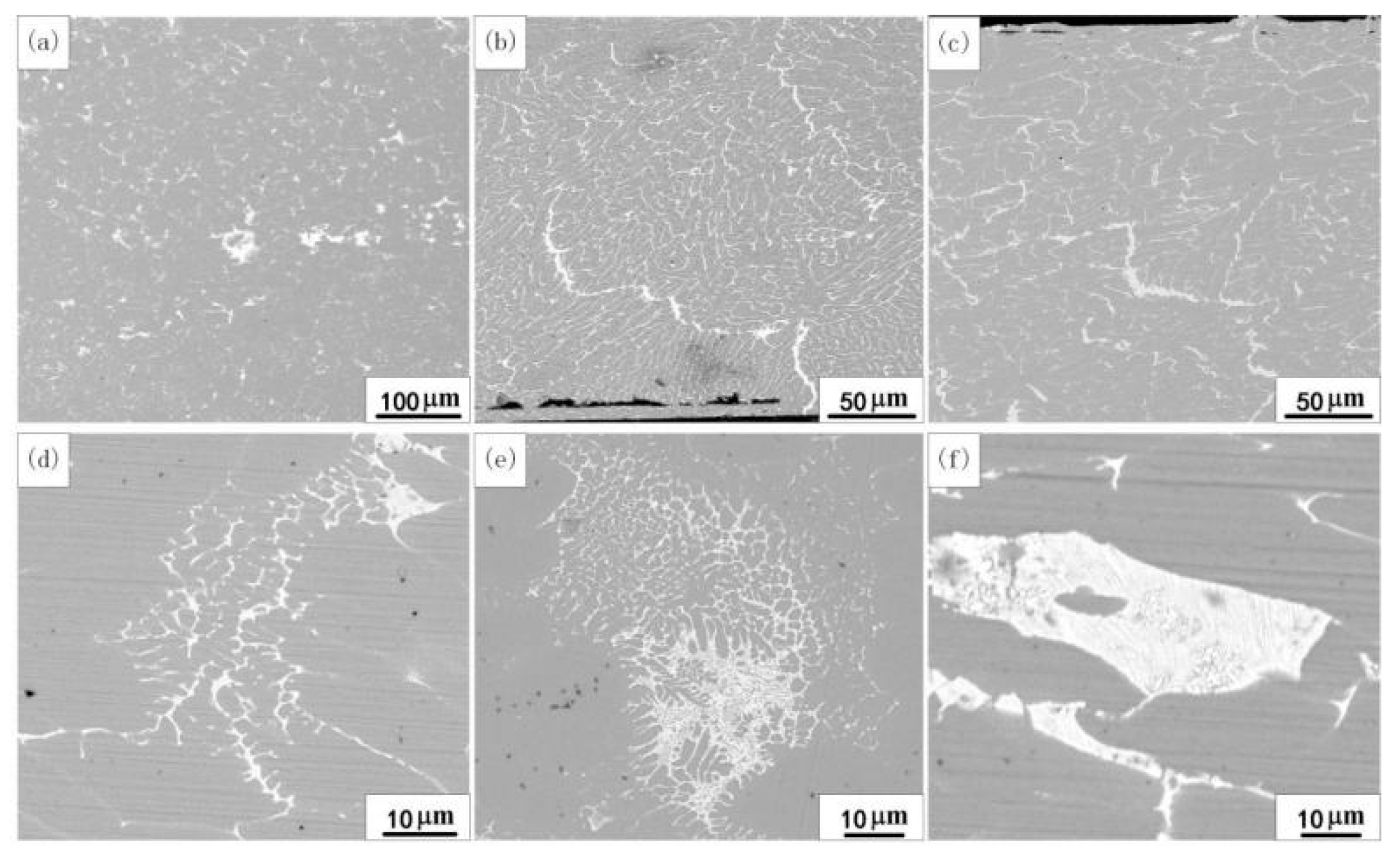
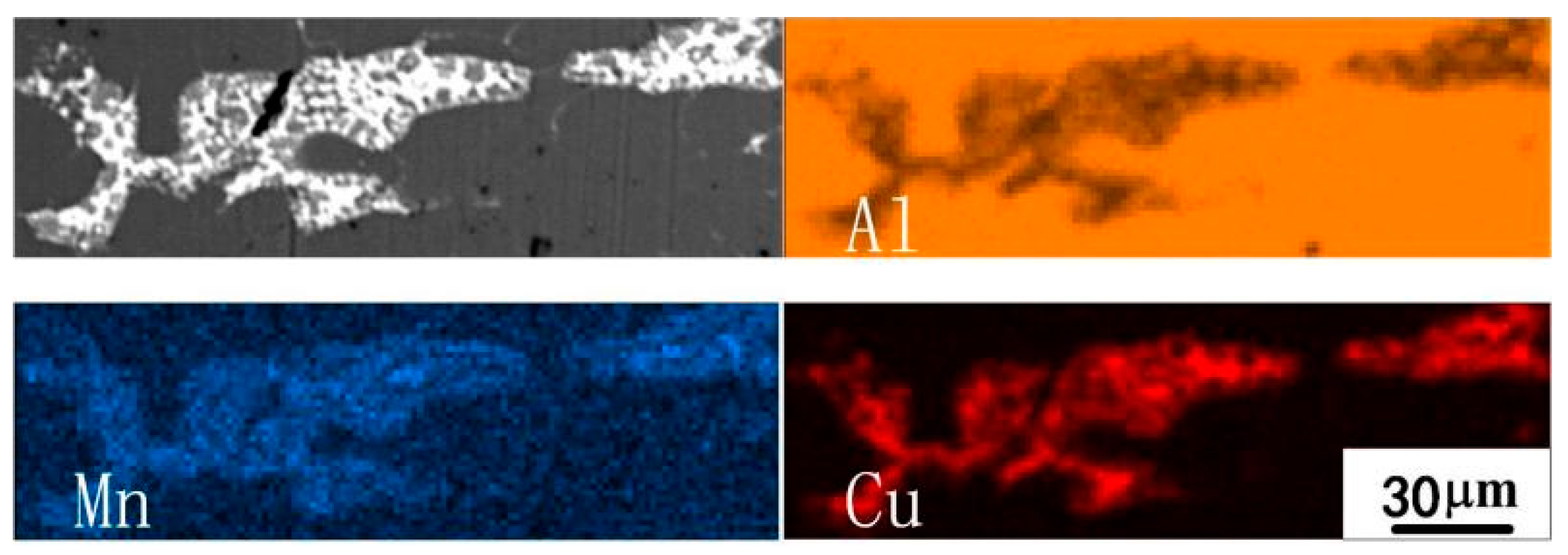
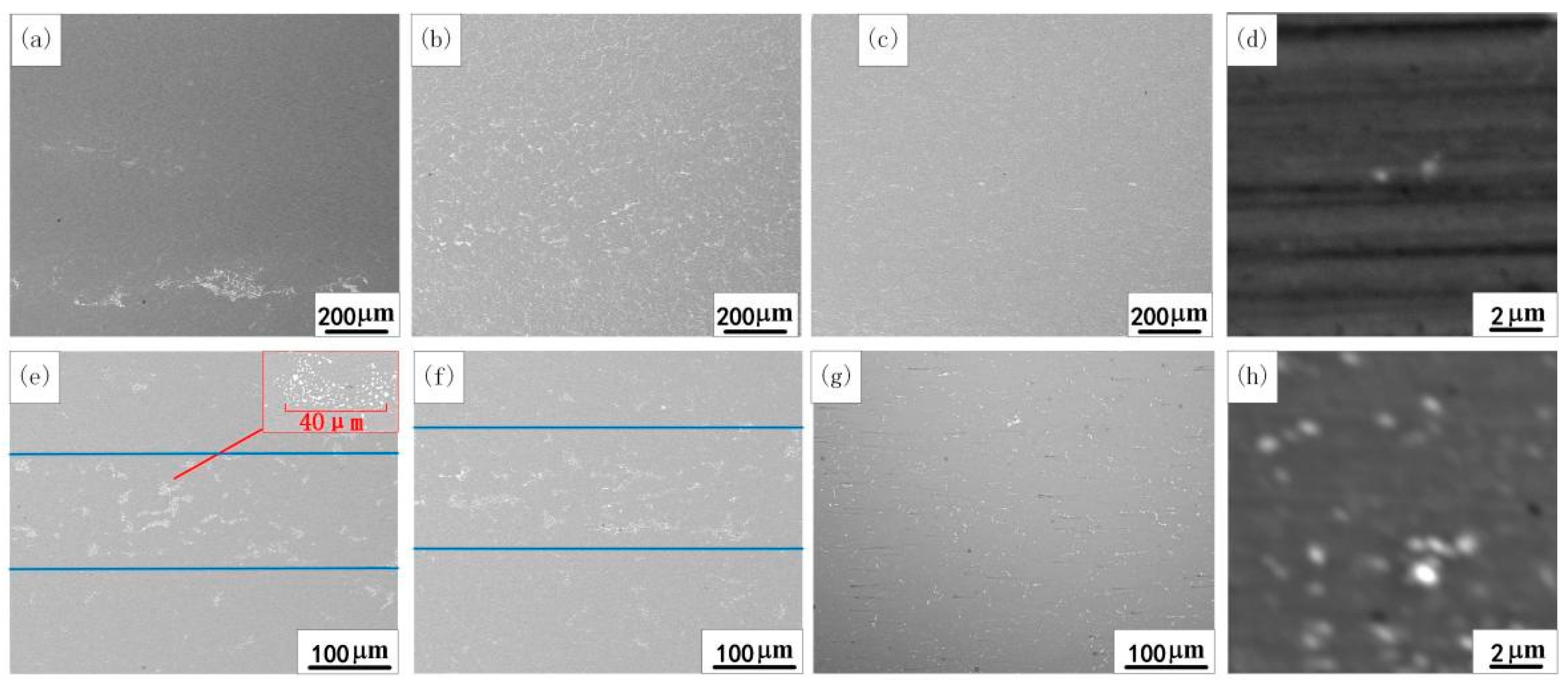
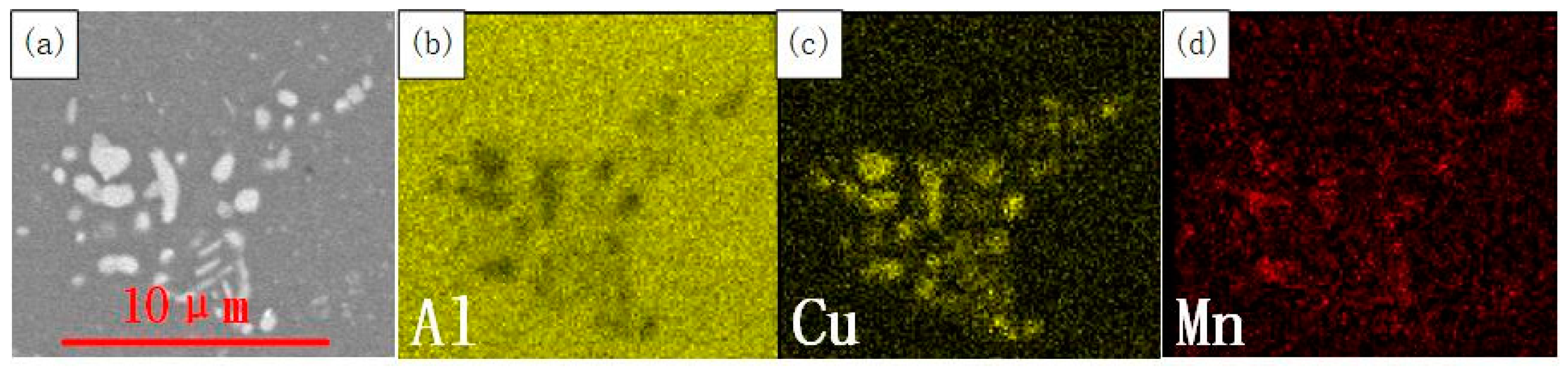
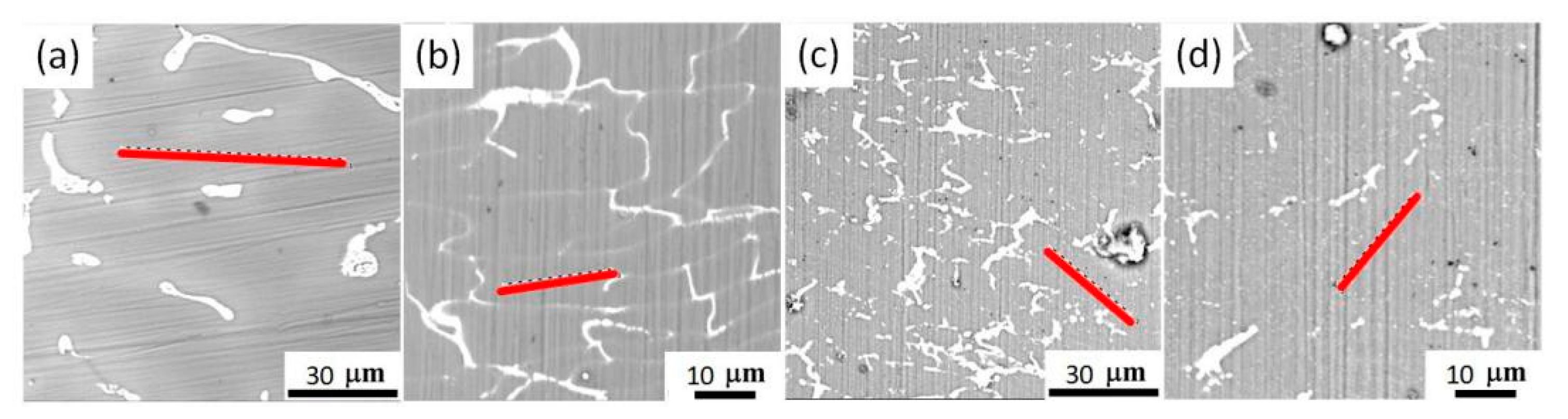
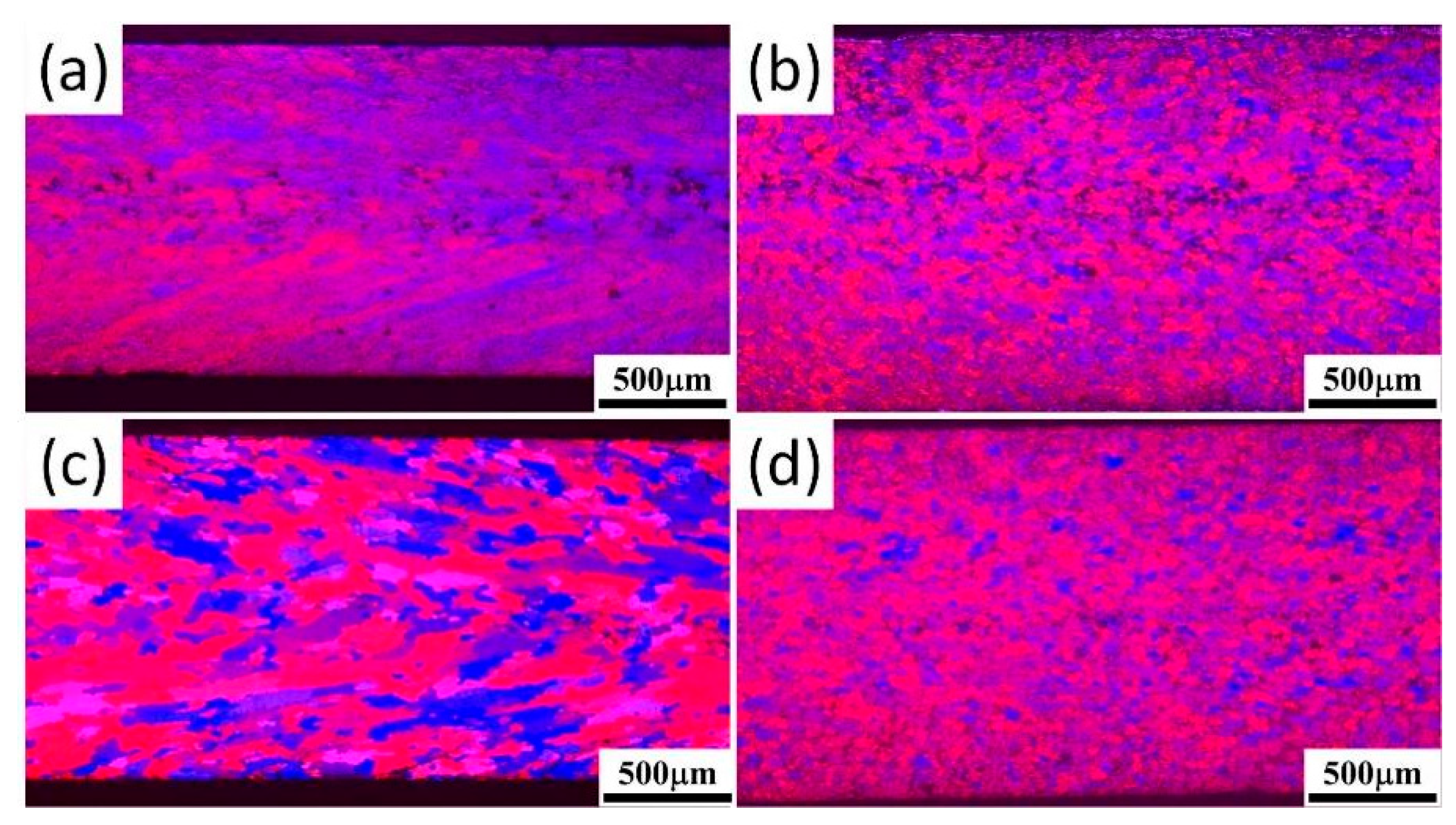
3.1. Microstructure
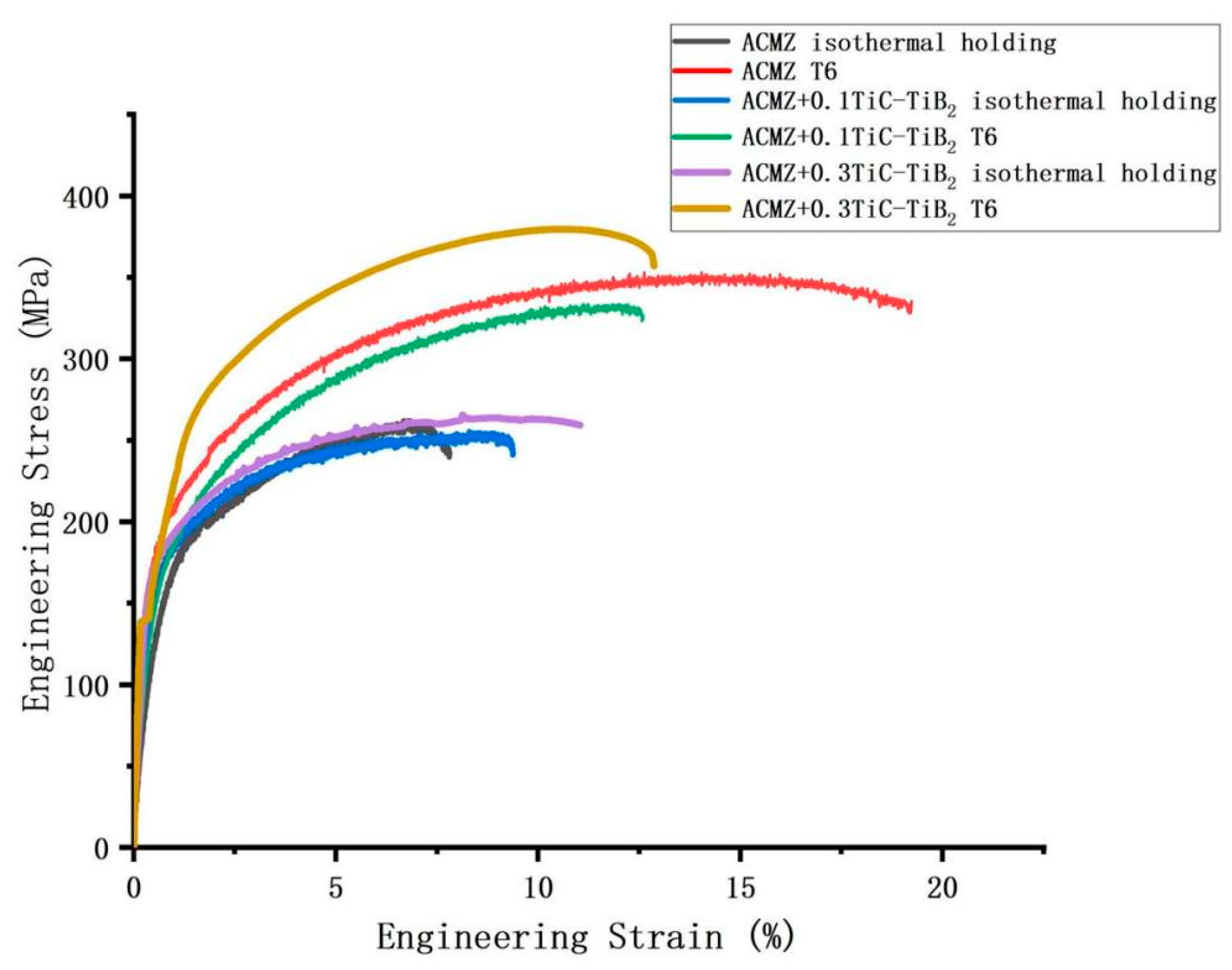
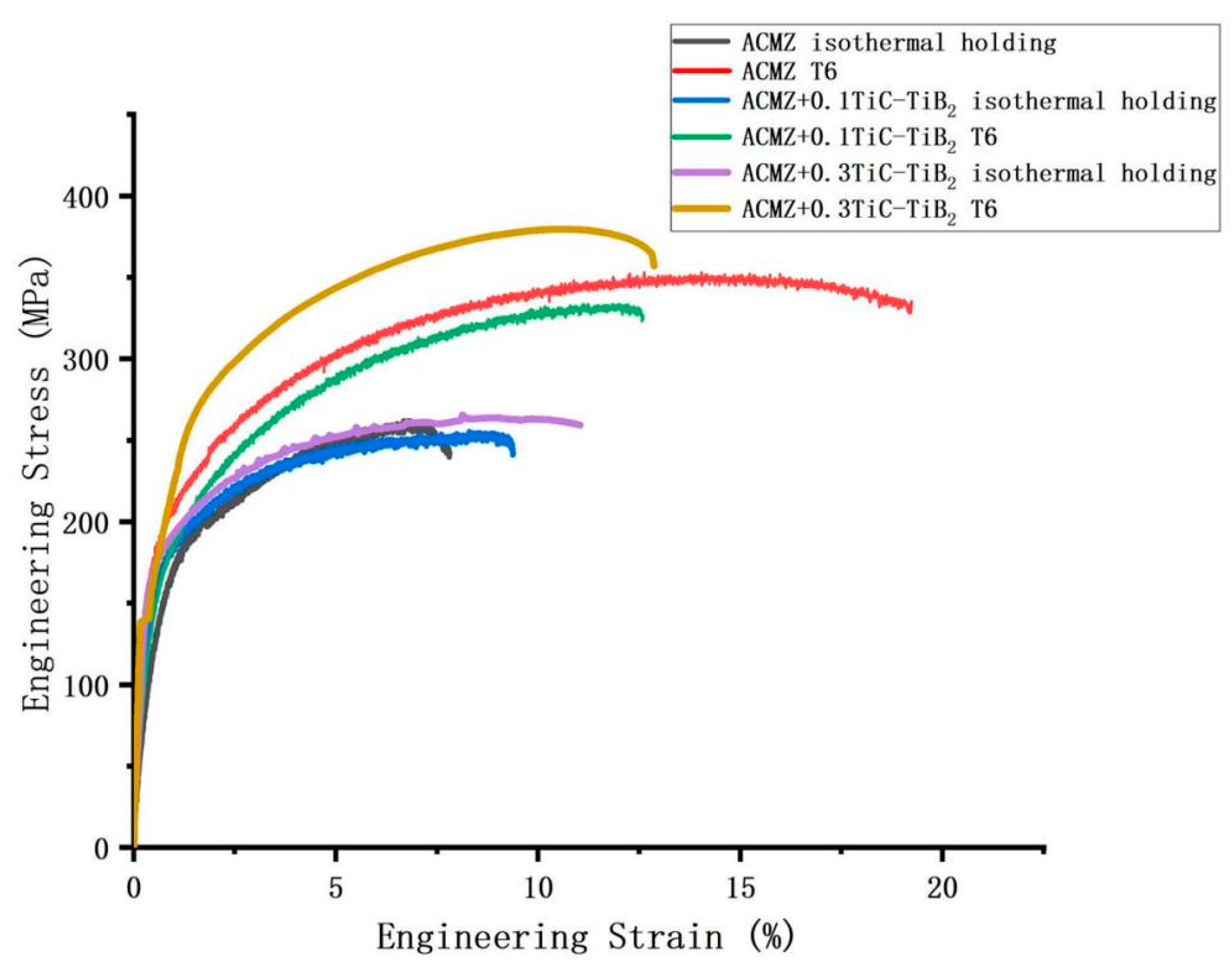
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Starke, E.A., Jr.; Staley, J.T. Application of modern aluminum alloys to aircraft. Prog. Aerosp. Sci. 1996, 32, 131–172. [Google Scholar] [CrossRef]
- Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Ji, Z.W. The Effect of TiC-TiB2 Particles on Microstructure and Mechanical Properties of Twin Roll Cast Al-Mn-Si Alloy. Master’s Thesis, Jilin University, Changchun, China, 2021. [Google Scholar]
- Birol, Y. Analysis of macro segregation in twin-roll cast aluminium strips via solidification curves. J. Alloys Compd. 2009, 486, 168–172. [Google Scholar] [CrossRef]
- Xin, S.; Aiping, Z.; Yao, X.; Mengnan, L.; Guangming, X. Effect of oscillating field on microstructure of twin-roll cast 7075 aluminum alloy. Rare Metal. Mat. Eng. 2014, 43, 2937–2942. [Google Scholar] [CrossRef]
- Talamantes-Silva, M.A.; Rodriguez, A.; Talamantes-Silva, J.; Valtierra, S.; Colás, R. Characterization of an Al–Cu cast alloy. Mater. Charact. 2008, 59, 1434–1439. [Google Scholar] [CrossRef]
- Elgallad, E.M.; Zhang, Z.; Chen, X. Effect of two-step aging on the mechanical properties of AA2219 DC cast alloy. Mater. Sci. Eng. A 2015, 625, 213–220. [Google Scholar] [CrossRef]
- Chemingui, M.; Kassis, K.; Khitouni, M.; Masmoudi, J.; Kolsi, A.W. Recovery of the mechanical properties on the Al-4wt%Cu alloy. IOP Conf. Ser. Mater. Sci. Eng. 2010, 13, 12010. [Google Scholar] [CrossRef]
- Roy, S.; Allard, L.F.; Rodriguez, A.; Porter, W.D.; Shyam, A. Comparative evaluation of cast aluminum alloys for automotive cylinder heads: Part II—mechanical and thermal properties. Metall. Mater. Trans. A 2017, 48, 2543–2562. [Google Scholar] [CrossRef]
- Belov, N.A.; Alabin, A.N.; Matveeva, I.A. Optimization of phase composition of Al–Cu–Mn–Zr–Sc alloys for rolled products without requirement for solution treatment and quenching. J. Alloys Compd. 2014, 583, 206–213. [Google Scholar] [CrossRef]
- Birol, Y. The performance of Al–Ti–C grain refiners in twin-roll casting of aluminium foilstock. J. Alloys Compd. 2007, 430, 179–187. [Google Scholar] [CrossRef]
- Liu, X.; Ji, Z.; Song, Y.; Wang, B.; Zhu, Y.; Qiu, F.; Zhao, Q.; Jiang, Q. Synergistic effects of the TiC nanoparticles and cold rolling on the microstructure and mechanical properties of Al–Cu strips fabricated by twin-roll casting. Mater. Sci. Eng. A 2021, 812, 141110. [Google Scholar] [CrossRef]
- Geng, R. The Effects of TiC/TiB2 Nanoparticles on the Microstructure and Properties of Rolling Al-Mg-Si Alloy. Master’s Thesis, Jilin University, Changchun, China, 2021. [Google Scholar]
- Tian, W.S.; Zhao, Q.L.; Zhang, Q.Q.; Qiu, F.; Jiang, Q.C. Superior creep resistance of 0.3 wt% nano-sized TiCp/Al-Cu composite. Mater. Sci. Eng. A 2017, 700, 42–48. [Google Scholar] [CrossRef]
- Monazzah, A.H.; Pouraliakbar, H.; Bagheri, R.; Reihani, S.S. Toughness behavior in roll-bonded laminates based on AA6061/SiCp composites. Mater. Sci. Eng. A 2014, 598, 162–173. [Google Scholar] [CrossRef]
- Geng, R.; Qiu, F.; Zhao, Q.; Gao, Y.Y.; Jiang, Q.C. Effects of nanosized TiCp on the microstructure evolution and tensile properties of an Al-Mg-Si alloy during cold rolling. Mater. Sci. Eng. A 2019, 743, 98–105. [Google Scholar] [CrossRef]
- Belov, N.A.; Alabin, A.N. Energy Efficient Technology for Al–Cu–Mn–Zr Sheet Alloys. Mater. Sci. Forum 2013, 765, 13–17. [Google Scholar] [CrossRef]
- Dorin, T.; Ramajayam, M.; Lamb, J.; Langan, T. Effect of Sc and Zr additions on the microstructure/strength of Al-Cu binary alloys. Mater. Sci. Eng. A 2017, 707, 58–64. [Google Scholar] [CrossRef]
- Bahl, S.; Hu, X.; Sisco, K.; Haynes, J.A.; Shyam, A. Influence of copper content on the high temperature tensile and low cycle fatigue behavior of cast Al-Cu-Mn-Zr alloys. Int. J. Fatigue 2020, 140, 105836. [Google Scholar] [CrossRef]
- Zhang, L.; Liu, Z.; Zhao, Q.; Jiang, Q. Effect of TiC Nanoparticles on the Mechanical Properties of a K465 Superalloy. J. Phys. Conf. Ser. 2021, 1838, 12015. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Content (wt.%) | Line (a) | Line (b) | Line (c) | Line (d) |
|---|---|---|---|---|
| Cu (wt.%) | 2.29 | 1.24 | 2.48 | 1.73 |
| Mn (wt.%) | 0.78 | 0.60 | 0.71 | 0.63 |
| Heat Treatment | ACMZ | ACMZ + 0.1TiC-TiB2 | ACMZ + 0.3TiC-TiB2 |
|---|---|---|---|
| Solid solution | 83.0 ± 3.2 | 84.2 ± 2.9 | 91.9 ± 3.1 |
| Artificial aging | 126.5 ± 4.1 | 129.6 ± 4.2 | 134.1 ± 3.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, J.; Wang, B.; Liu, X.; Chang, T.; Zhao, Q. Effect of Nano-Sized TiC-TiB2 on Microstructure and Properties of Twin-Roll Cast Al-Cu-Mn-Zr Alloy. Metals 2022, 12, 563. https://doi.org/10.3390/met12040563
Cao J, Wang B, Liu X, Chang T, Zhao Q. Effect of Nano-Sized TiC-TiB2 on Microstructure and Properties of Twin-Roll Cast Al-Cu-Mn-Zr Alloy. Metals. 2022; 12(4):563. https://doi.org/10.3390/met12040563
Chicago/Turabian StyleCao, Jiaming, Bao Wang, Xiao Liu, Ting Chang, and Qinglong Zhao. 2022. "Effect of Nano-Sized TiC-TiB2 on Microstructure and Properties of Twin-Roll Cast Al-Cu-Mn-Zr Alloy" Metals 12, no. 4: 563. https://doi.org/10.3390/met12040563
APA StyleCao, J., Wang, B., Liu, X., Chang, T., & Zhao, Q. (2022). Effect of Nano-Sized TiC-TiB2 on Microstructure and Properties of Twin-Roll Cast Al-Cu-Mn-Zr Alloy. Metals, 12(4), 563. https://doi.org/10.3390/met12040563