
Effects of Process Parameters on the Relative Density and Properties of CuCrZr Alloy Produced by Selective Laser Melting

Abstract
:1. Introduction
2. Materials and Methods
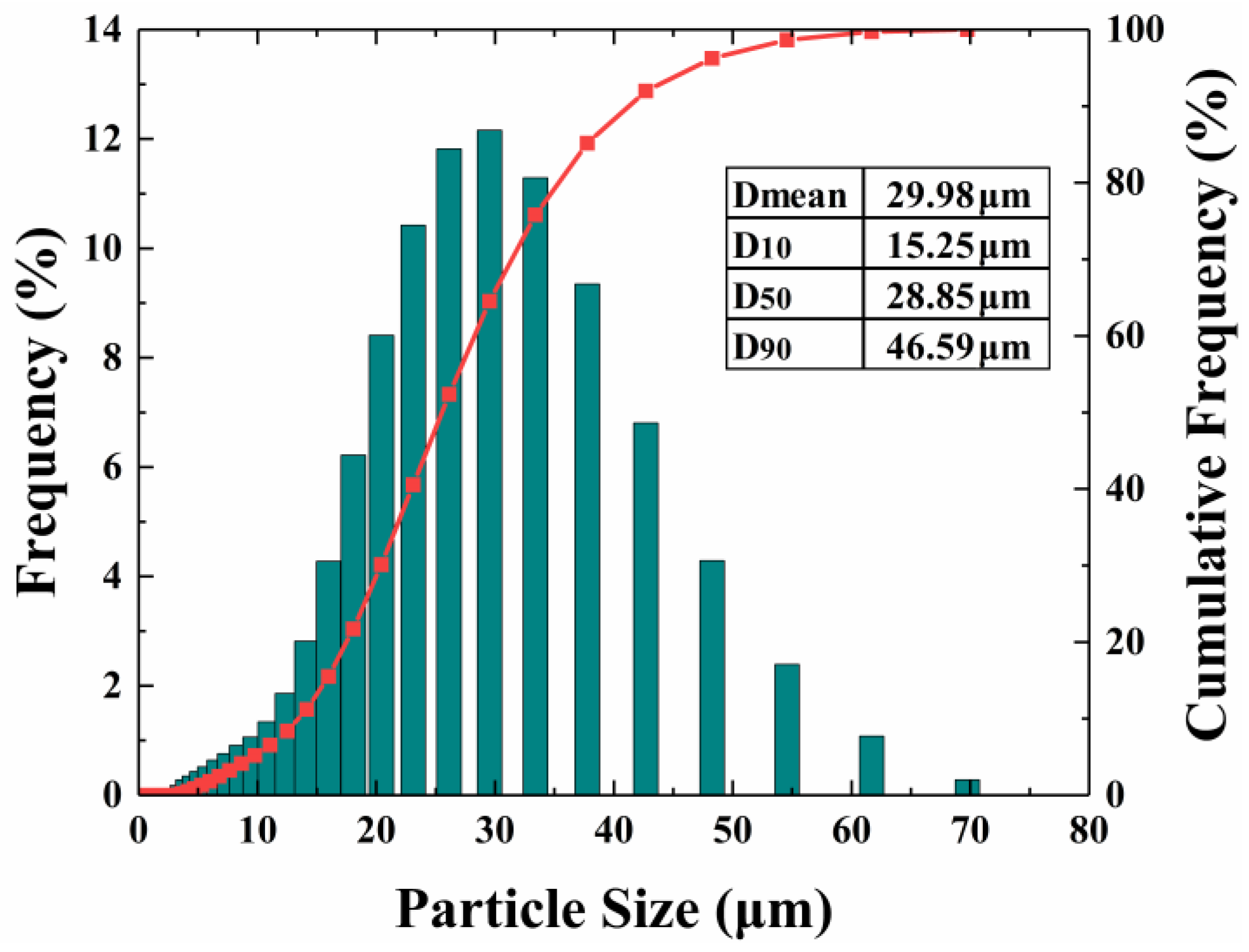
2.1. Experimental Materials and Equipment
2.2. Experimental Design
2.3. Experimental Feature
3. Results and Discuss
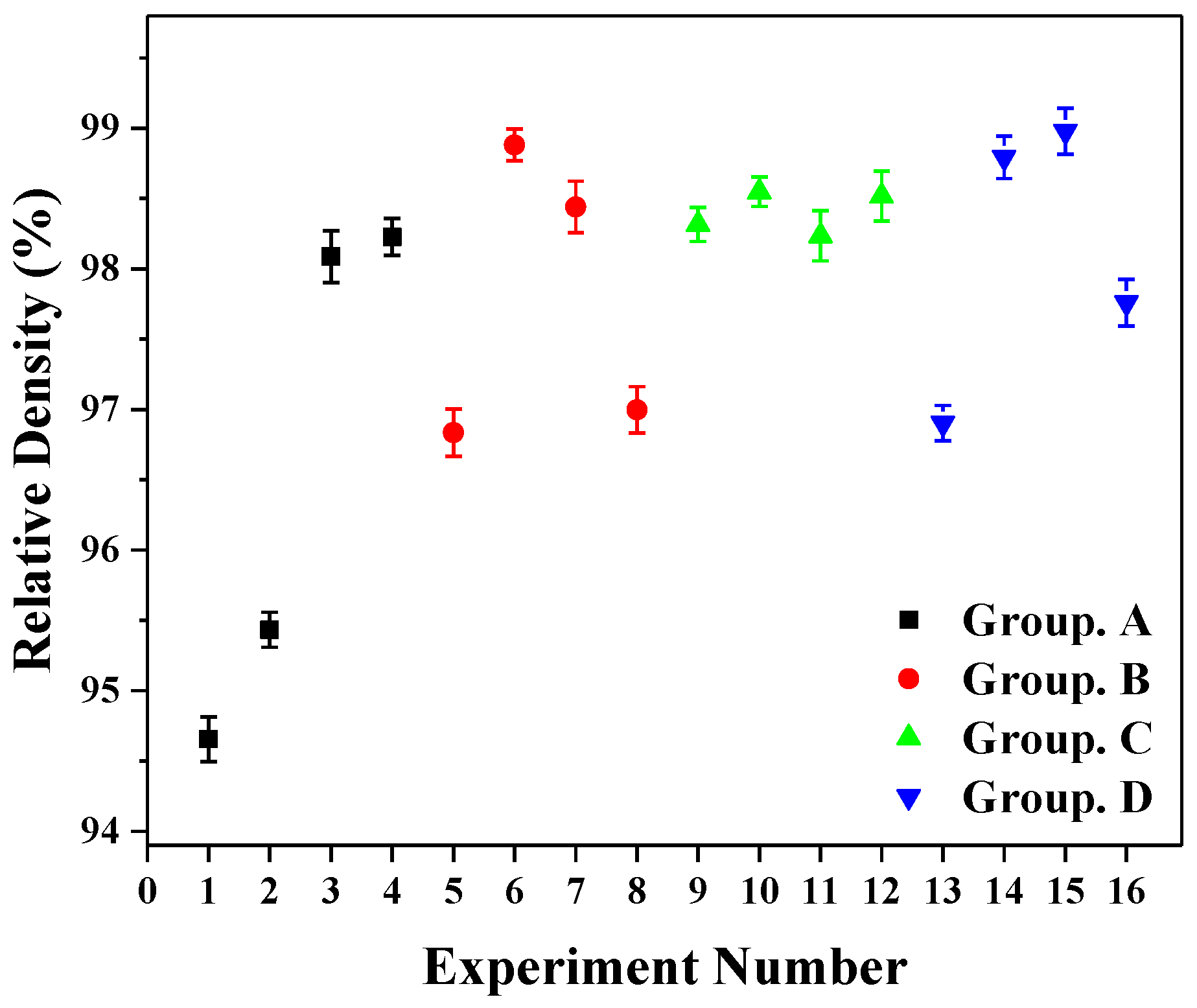
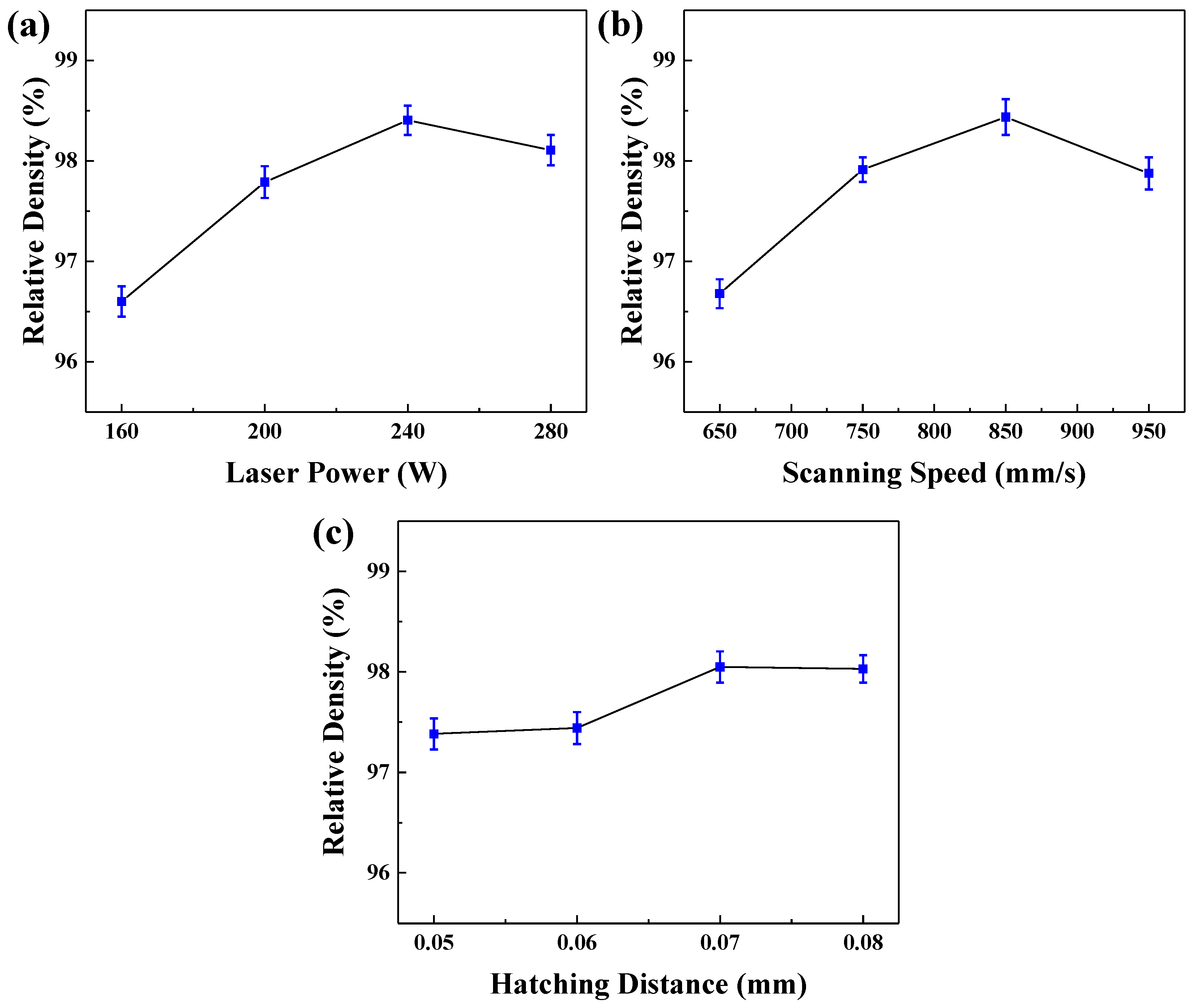
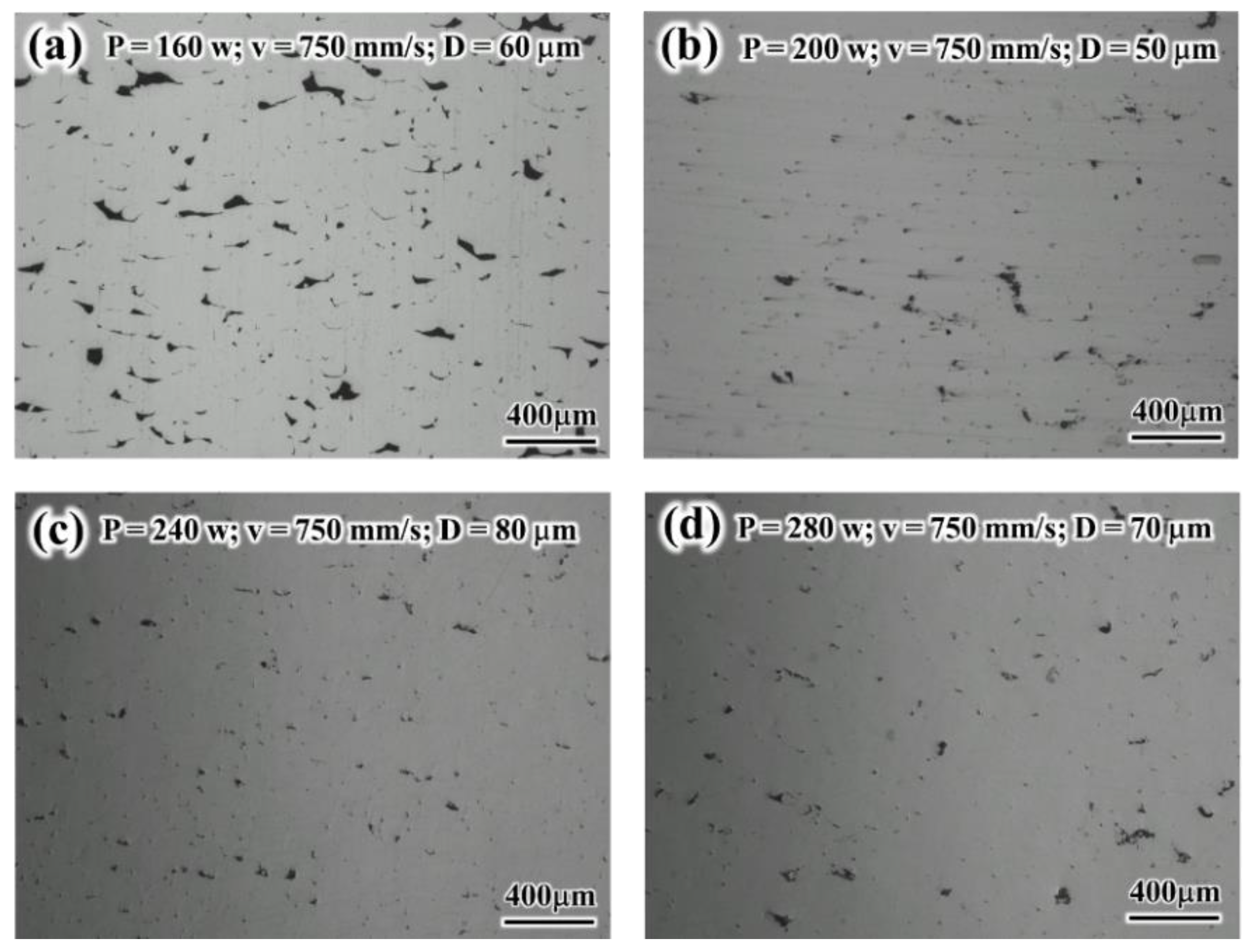
3.1. Relative Density
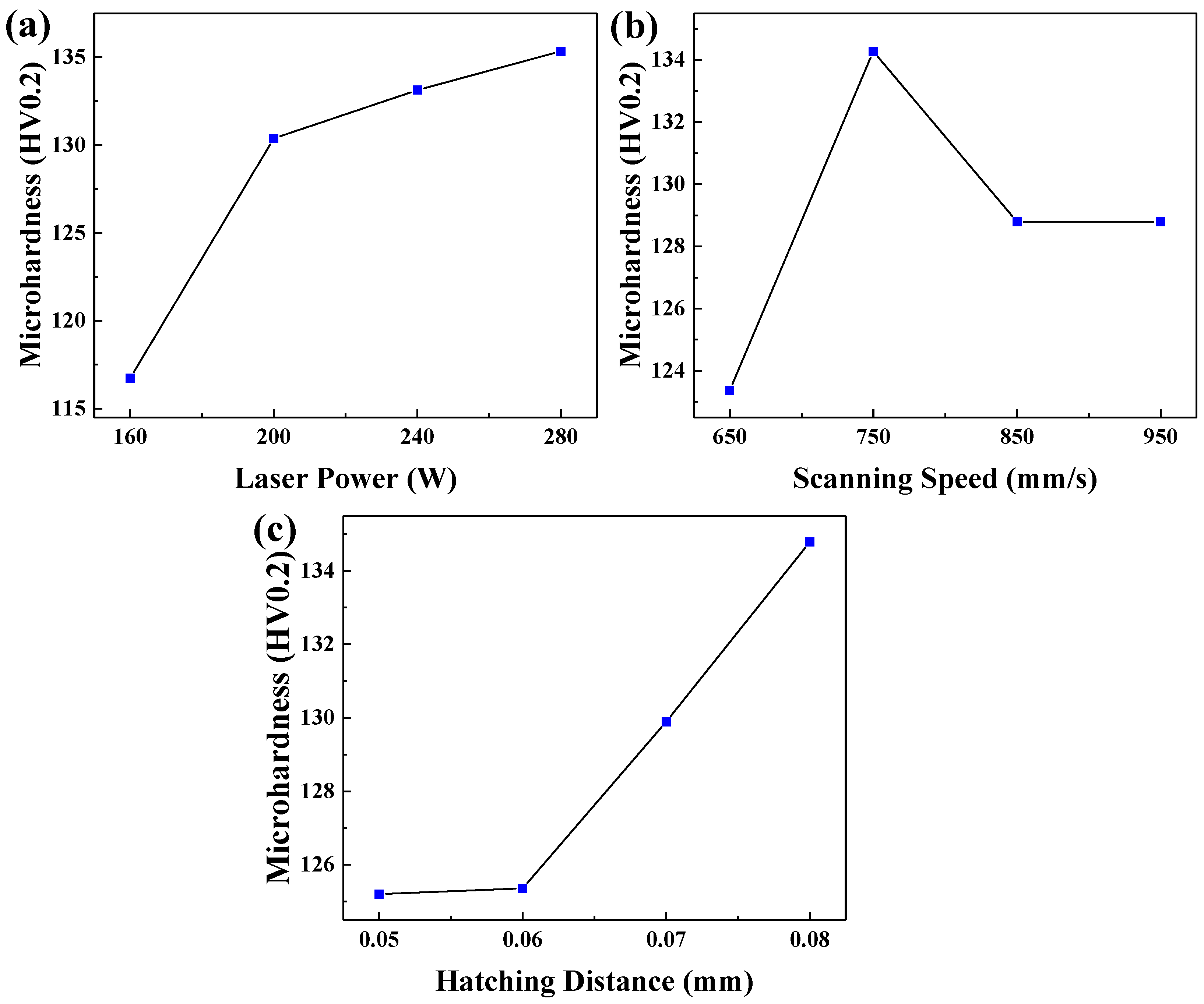
3.2. Effect of Process Parameters on the Microhardness of SLM Alloy
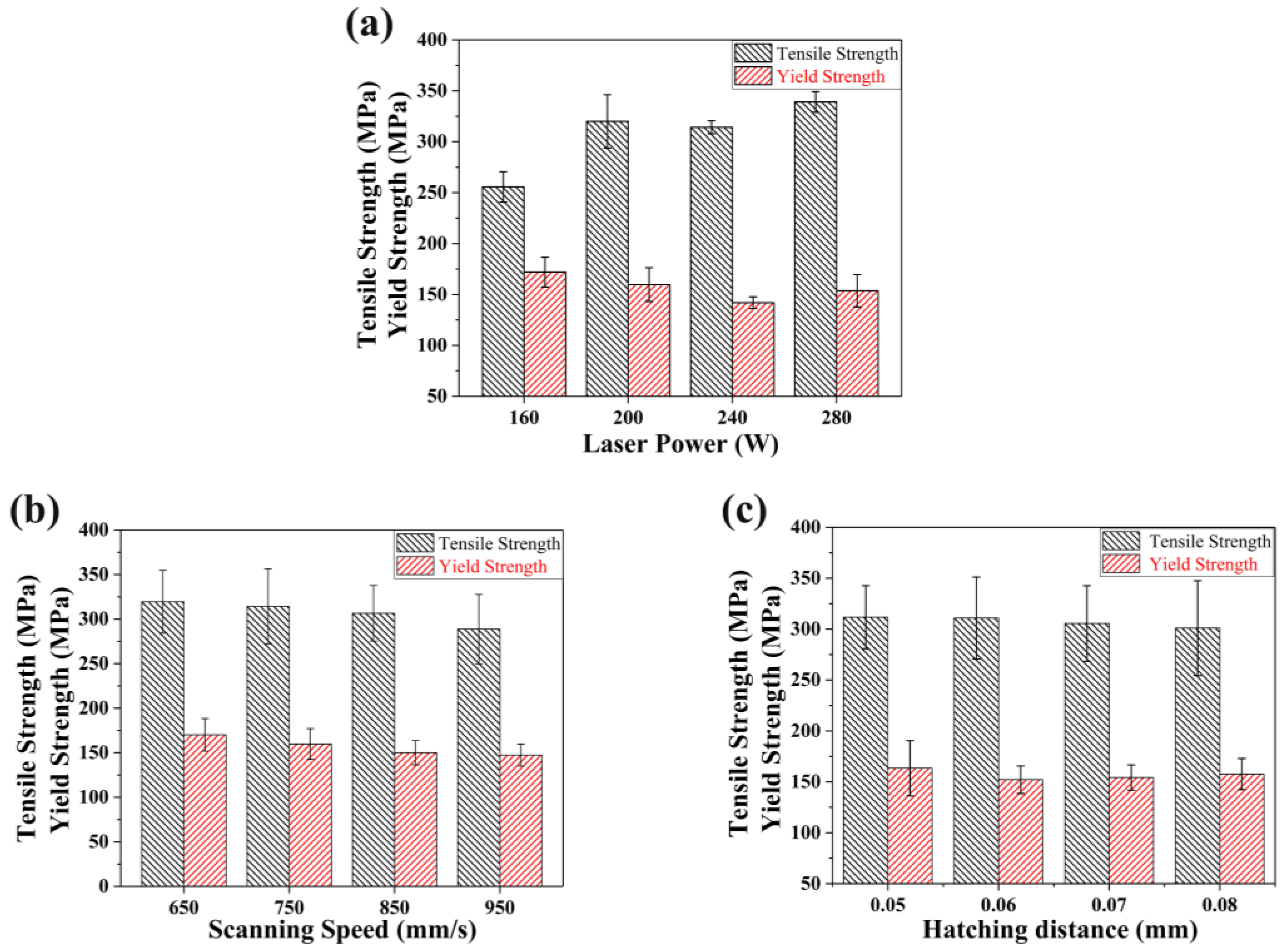
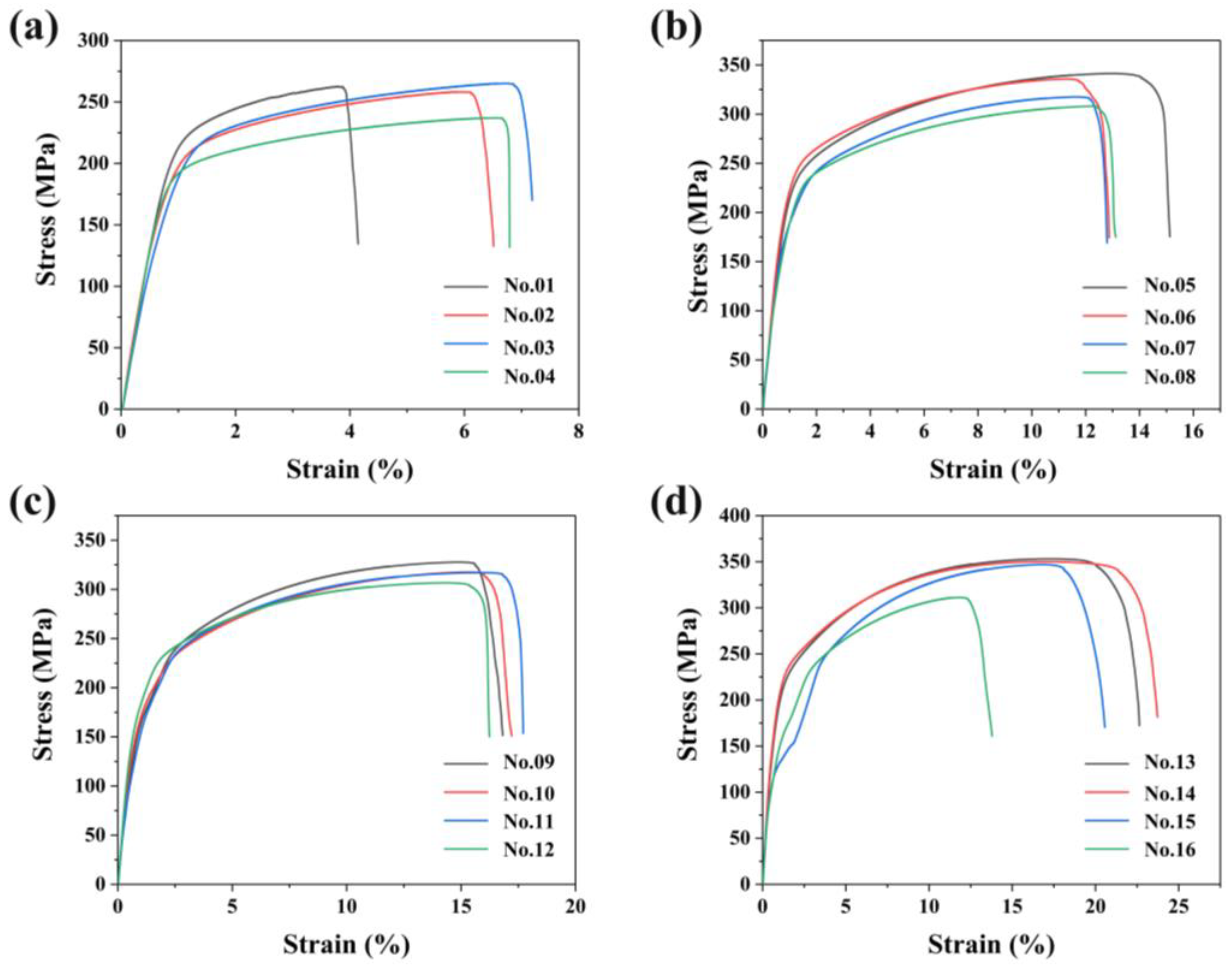
3.3. Strength of the SLMed Alloy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, W.; Zhu, J.; Qin, N.; Zhang, Y.; Li, S.; Xiao, Z.; Lei, Q.; Li, Z. Effects of minor rare earths on the microstructure and properties of Cu-Cr-Zr alloy. J. Alloy. Compd. 2020, 847, 155762. [Google Scholar] [CrossRef]
- Junfeng, W.; Jinshui, C.; Chengjun, G.; Jianbo, Z.; Xiangpeng, X.; Bin, Y. Effect of heat treatment on low cycle fatigue properties of Cu–Cr–Zr alloy. Mater. Charact. 2019, 158, 109940. [Google Scholar] [CrossRef]
- Huang, A.H.; Wang, Y.F.; Wang, M.S.; Song, L.Y.; Li, Y.S.; Gao, L.; Huang, C.X.; Zhu, Y.T. Optimizing the strength, ductility and electrical conductivity of a Cu-Cr-Zr alloy by rotary swaging and aging treatment. Mater. Sci. Eng. A 2019, 746, 211–216. [Google Scholar] [CrossRef]
- Huang, J.; Yan, X.; Chang, C.; Xie, Y.; Ma, W.; Huang, R.; Zhao, R.; Li, S.; Liu, M.; Liao, H. Pure copper components fabricated by cold spray (CS) and selective laser melting (SLM) technology. Surf. Coatings Technol. 2020, 395, 125936. [Google Scholar] [CrossRef]
- Lodes, M.A.; Guschlbauer, R.; Körner, C. Process development for the manufacturing of 99.94% pure copper via selective electron beam melting. Mater. Lett. 2015, 143, 298–301. [Google Scholar] [CrossRef]
- Tian, J.; Zhu, W.; Wei, Q.; Wen, S.; Li, S.; Song, B.; Shi, Y. Process optimization, microstructures and mechanical properties of a Cu-based shape memory alloy fabricated by selective laser melting. J. Alloy. Compd. 2019, 785, 754–764. [Google Scholar] [CrossRef]
- Kalinin, G.M.; Ivanov, A.D.; Obushev, A.N.; Rodchenkov, B.S.; Rodin, M.E.; Strebkov, Y.S. Ageing effect on the properties of CuCrZr alloy used for the ITER HHF components. J. Nucl. Mater. 2007, 367–370, 920–924. [Google Scholar] [CrossRef]
- Wang, W.; Li, R.; Zou, C.; Chen, Z.; Wen, W.; Wang, T.; Yin, G. Effect of direct current pulses on mechanical and electrical properties of aged Cu–Cr–Zr alloys. Mater. Des. 2016, 92, 135–142. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, Z.-G.; Li, W. Mechanical properties, electrical conductivity and microstructure of CuCrZr alloys treated with thermal stretch process. Trans. Nonferrous Met. Soc. China 2015, 25, 2285–2292. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, K.; Ren, Z.; Zhang, D.Z.; Tao, G.; Xu, H. Selective laser melting of Cu–Cr–Zr copper alloy: Parameter optimization, microstructure and mechanical properties. J. Alloys Compd. 2020, 828, 154350. [Google Scholar] [CrossRef]
- Sun, F.; Liu, P.; Chen, X.; Zhou, H.; Guan, P.; Zhu, B. Mechanical Properties of High-Strength Cu–Cr–Zr Alloy Fabricated by Selective Laser Melting. Materials 2020, 13, 5028. [Google Scholar] [CrossRef] [PubMed]
- Guan, P.; Chen, X.; Liu, P.; Sun, F.; Zhu, C.; Zhou, H.; Fu, S.; Wu, Z.; Zhu, Y. Effect of selective laser melting process parameters and aging heat treatment on properties of CuCrZr alloy. Mater. Res. Exp. 2019, 6, 1165c1. [Google Scholar] [CrossRef]
- Wallis, C.; Buchmayr, B. Effect of heat treatments on microstructure and properties of CuCrZr produced by laser-powder bed fusion. Mater. Sci. Eng. A 2018, 744, 215–223. [Google Scholar] [CrossRef]
- Hu, Z.; Du, Z.; Yang, Z.; Yu, L.; Ma, Z. Preparation of Cu–Cr–Zr alloy by selective laser melting: Role of scanning parameters on densification, microstructure and mechanical properties. Mater. Sci. Eng. A 2022, 836, 142740. [Google Scholar] [CrossRef]
- Khorasani, A.M.; Gibson, I.; Awan, U.S.; Ghaderi, A. The effect of SLM process parameters on density, hardness, tensile strength and surface quality of Ti-6Al-4V. Addit. Manuf. 2019, 25, 176–186. [Google Scholar] [CrossRef]
- Wen, P.; Jauer, L.; Voshage, M.; Chen, Y.; Poprawe, R.; Schleifenbaum, J.H. Densification behavior of pure Zn metal parts produced by selective laser melting for manufacturing biodegradable implants. J. Mater. Processing Technol. 2018, 258, 128–137. [Google Scholar] [CrossRef]
- Weingarten, C.; Buchbinder, D.; Pirch, N.; Meiners, W.; Wissenbach, K.; Poprawe, R. Formation and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J. Mater. Processing Technol. 2015, 221, 112–120. [Google Scholar] [CrossRef]
- Pal, S.; Lojen, G.; Kokol, V.; Drstvensek, I. Evolution of metallurgical properties of Ti-6Al-4V alloy fabricated in different energy densities in the Selective Laser Melting technique. J. Manuf. Processes 2018, 35, 538–546. [Google Scholar] [CrossRef]
- Chen, J.; Yang, Y.; Song, C.; Wang, D.; Wu, S.; Zhang, M. Influence mechanism of process parameters on the interfacial characterization of selective laser melting 316L/CuSn10. Mater. Sci. Eng. A 2020, 792, 139316. [Google Scholar] [CrossRef]
- Singh, R.; Singh, S.; Kanigalpula, P.; Saini, J. Electron beam welding of precipitation hardened CuCrZr alloy: Modeling and experimentation. Trans. Nonferrous Met. Soc. China 2020, 30, 2156–2169. [Google Scholar] [CrossRef]
- Feng, H.; Jiang, H.; Yan, D.; Rong, L. Microstructure and Mechanical Properties of a CuCrZr Welding Joint After Continuous Extrusion. J. Mater. Sci. Technol. 2015, 31, 210–216. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Zr | Cu |
|---|---|---|---|
| Content (wt. %) | 0.75 | 0.077 | Bal. |
| Group | Test Number | Laser Power P (W) | Scanning Speed V (mm/s) | Hatching Distance D (μm) |
|---|---|---|---|---|
| A | No. 01 | 160 | 650 | 50 |
| No. 02 | 160 | 750 | 60 | |
| No. 03 | 160 | 850 | 70 | |
| No. 04 | 160 | 950 | 80 | |
| B | No. 05 | 200 | 650 | 60 |
| No. 06 | 200 | 750 | 50 | |
| No. 07 | 200 | 850 | 80 | |
| No. 08 | 200 | 950 | 70 | |
| C | No. 09 | 240 | 650 | 70 |
| No. 10 | 240 | 750 | 80 | |
| No. 11 | 240 | 850 | 60 | |
| No. 12 | 240 | 950 | 50 | |
| D | No. 13 | 280 | 650 | 80 |
| No. 14 | 280 | 750 | 70 | |
| No. 15 | 280 | 850 | 60 | |
| No. 16 | 280 | 950 | 50 |
| Source | DF | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Laser power | 3 | 9.964 | 3.321 | 2.94 | 0.052 |
| Scanning speed | 1 | 5.278 | 5.278 | 4.67 | 0.109 |
| Hatching distance | 1 | 3.387 | 3.387 | 3.00 | 0.305 |
| Error | 12 | 13.565 | 1.130 | - | - |
| Total | 15 | 23.529 | - | - | - |
| Experiment No. | Microhardness (HV0.2) | Experiment No. | Microhardness (HV0.2) |
|---|---|---|---|
| 1 | 97.4 ± 1.56 | 9 | 139.9 ± 2.39 |
| 2 | 125.7 ± 0.85 | 10 | 138.4 ± 1.91 |
| 3 | 120.9 ± 1.06 | 11 | 125.5 ± 0.14 |
| 4 | 122.9 ± 0.35 | 12 | 128.7 ± 1.48 |
| 5 | 117.3 ± 0.38 | 13 | 138.9 ± 2.12 |
| 6 | 139.1 ± 0.57 | 14 | 133.8 ± 1.77 |
| 7 | 138.9 ± 2.97 | 15 | 129.8 ± 1.27 |
| 8 | 124.8 ± 0.64 | 16 | 138.8 ± 0.99 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Kuai, Z.; Li, Z.; Liu, B.; Chen, Y.; Lu, S.; Nie, Y.; Yang, Z. Effects of Process Parameters on the Relative Density and Properties of CuCrZr Alloy Produced by Selective Laser Melting. Metals 2022, 12, 701. https://doi.org/10.3390/met12050701
Li J, Kuai Z, Li Z, Liu B, Chen Y, Lu S, Nie Y, Yang Z. Effects of Process Parameters on the Relative Density and Properties of CuCrZr Alloy Produced by Selective Laser Melting. Metals. 2022; 12(5):701. https://doi.org/10.3390/met12050701
Chicago/Turabian StyleLi, Jiaxin, Zezhou Kuai, Zhonghua Li, Bin Liu, Yanlei Chen, Shengyu Lu, Yunfei Nie, and Zhicheng Yang. 2022. "Effects of Process Parameters on the Relative Density and Properties of CuCrZr Alloy Produced by Selective Laser Melting" Metals 12, no. 5: 701. https://doi.org/10.3390/met12050701
APA StyleLi, J., Kuai, Z., Li, Z., Liu, B., Chen, Y., Lu, S., Nie, Y., & Yang, Z. (2022). Effects of Process Parameters on the Relative Density and Properties of CuCrZr Alloy Produced by Selective Laser Melting. Metals, 12(5), 701. https://doi.org/10.3390/met12050701