Tube hydroforming technology has been widely used for forming lightweight or complicated components in the automotive industry and aerospace industry, etc. [
1,
2,
3,
4,
5]. To obtain the perfect hollow components with the hydroforming process, the appropriate loading path is required. The circumferential mechanical properties of tubular materials have a significant influence on the deformation behavior of the tubular materials during the hydroforming process. Hence, to establish an appropriate hydroforming process with suitable loading path, investigations into the circumferential mechanical properties of the tubular materials are needed. As one of the most simple and popular tube-end-forming processes, the tube flaring process has already been widely used to evaluate the hydroformability of tubular material and manufacture the products, such as revolution vessels, connection between tubes, etc. [
6,
7,
8,
9,
10]. Pushing a conical tool into a tube, which is axially immovably supported at its bottom, or pushing a tube in its axial direction on a spatially fixed conical tool to expand the end of the tubular material is understood as tube flaring [
11,
12]. As one of the evaluation means of circumferential mechanical properties and formability of the tubular materials, the tube flaring test features many advantages compared to other methods, since it is easy to implement and has high accuracy because of its simple equipment and process. Many research reports have focused on the tube flaring test. The main factors that influence the deformation behavior of the tube during the flaring tests with the conical tools [
13], the analytical expressions of relationships of the flaring ratio and strain rate of the tube end with the stroke and velocity of the conical tools in the tube flaring process [
12] and the analytical expressions for determining the stress and strain fields, as well as the force required for driving the expansion [
14], have been reported in previous research. The stress and strain state of the conical blanks during the flaring test with a rigid punch was also studied [
15,
16]. The effect of the conical tool angle on the flaring limit of the micro tube in the flaring test was investigated by Mirzai et al., and the results showed that the flaring limit increases with the increase in the conical tool angle [
17]. To obtain the relationship between the flaring limit and hydroformability, Manabe et al. investigated the strain correlations of the steel tubes in the flaring tests and in the various bulge tests [
7]. The results show that the flaring test is feasible to evaluate the hydroformability of the tubes, and with the same conical tool, the tube that has a higher flaring limit shows better hydroformability. The authors of this study also successfully evaluated the hydroformability and studied the deformation behavior and the effect of conical tool vertex angle on the flaring limit of the TRIP seamless steel tubes with the flaring test [
6].
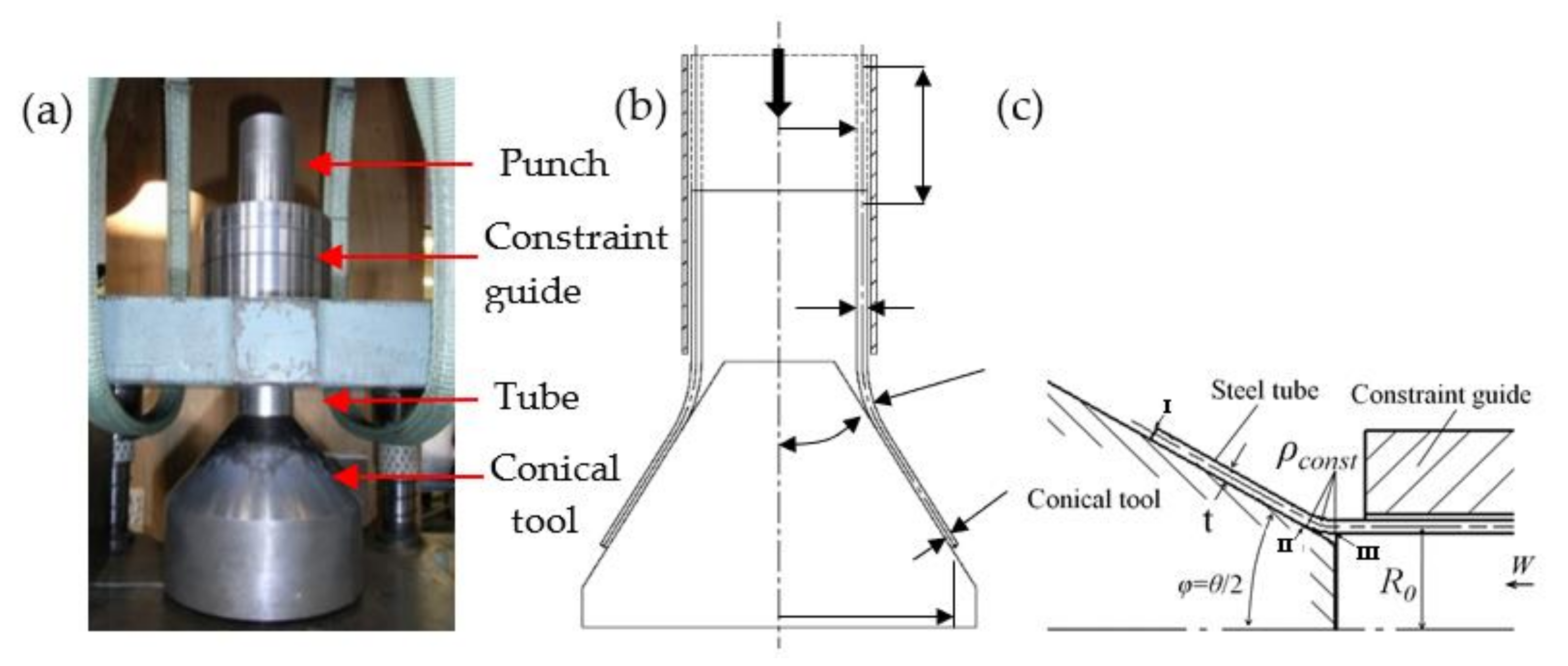
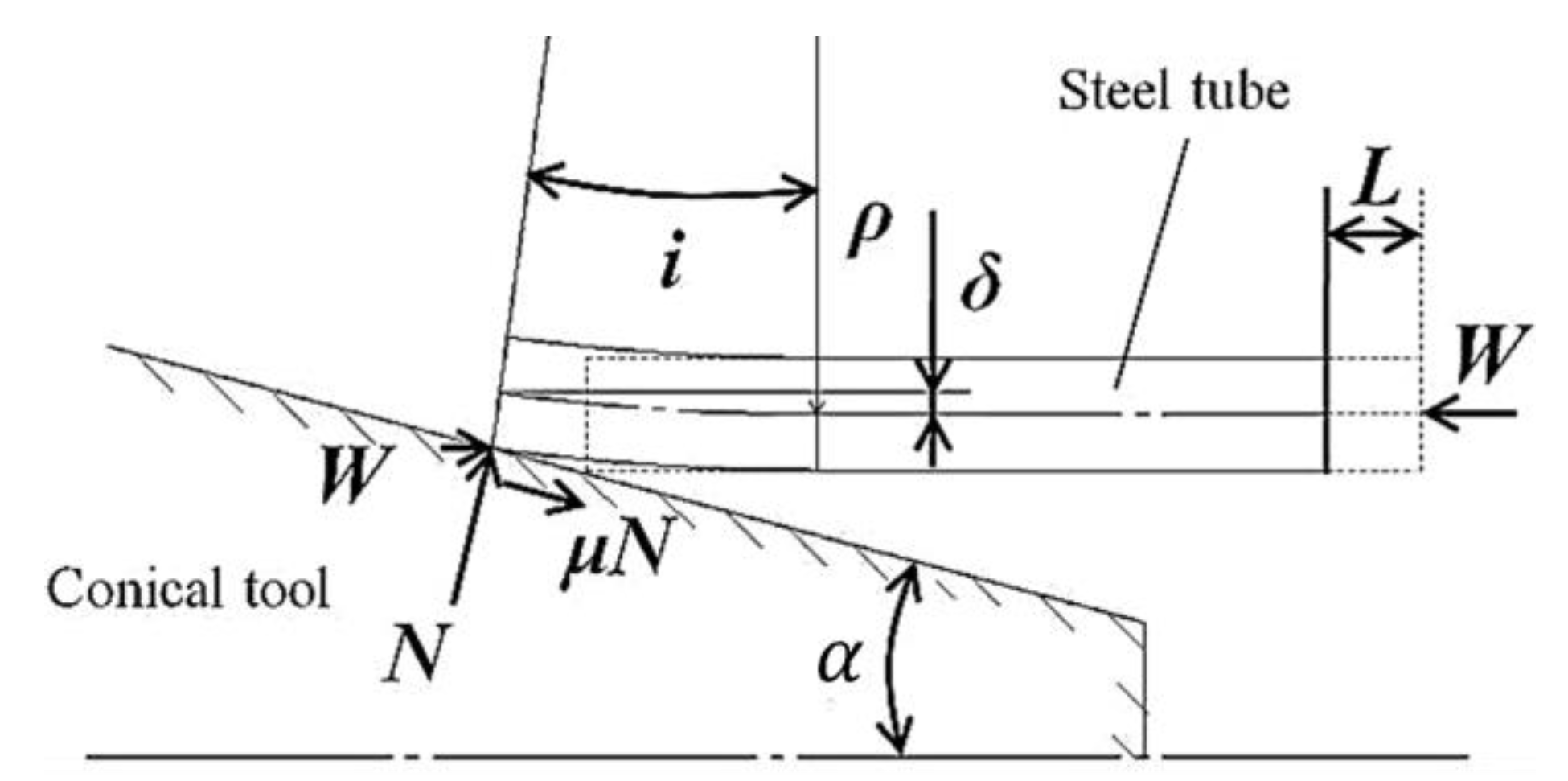
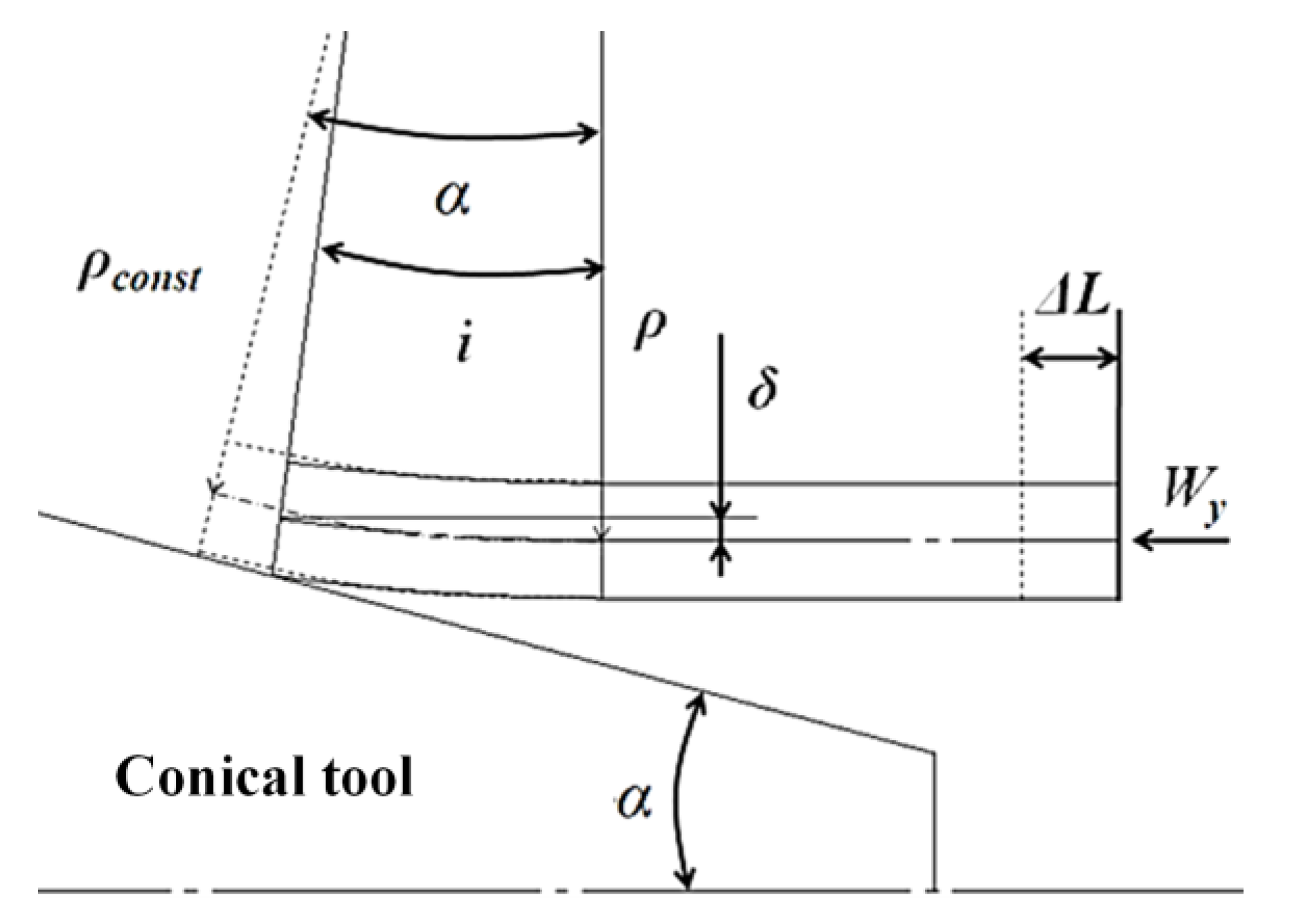
In the tube hydroforming process, the main deformation occurs in the circumferential direction of the tubular materials. The existence of anisotropy in the tubular materials suggested that the investigation on their circumferential mechanical properties is more valuable for the tubular materials that are expected to be used in the tube hydroforming process. However, overviewing the studies mentioned above, there are few studies that focused on the evaluation of circumferential mechanical properties for the tubular materials using the flaring test. The current study aims to propose a simple method to evaluate the circumferential mechanical properties of the tubular materials through the flaring test. The analytical expressions for determining the yield stress (σy), strain hardening coefficient (F) and exponent (n) of the steel tube with the flaring test were derived. To verify the availability of the method proposed in this study, the flaring tests using the conical tools with three different semi vertex angles of 10°, 15° and 30° were carried out experimentally and numerically. Moreover, the calculation results of the yield stress, strain hardening coefficient and exponent values of the steel tube were compared to those obtained with the conventional tensile test of the tube.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}