
Observing the Effect of Grain Refinement on Crystal Growth of Al and Mg Alloys during Solidification Using In-Situ Neutron Diffraction


Abstract
:1. Introduction
1.1. Grain Refinement of Al Alloys Using Al-Ti-B Refiners
1.2. Grain Refinement of Al Free, Mg Alloys Using Zr
1.3. Neutron Diffraction as a Tool for Materials Characterisation
1.4. Present Study
2. Materials and Methods
2.1. Casting of Al-Cu and Mg-Zn Alloys
2.2. In-Situ Neutron Diffraction
2.3. Microstructure Characterisation
3. Results
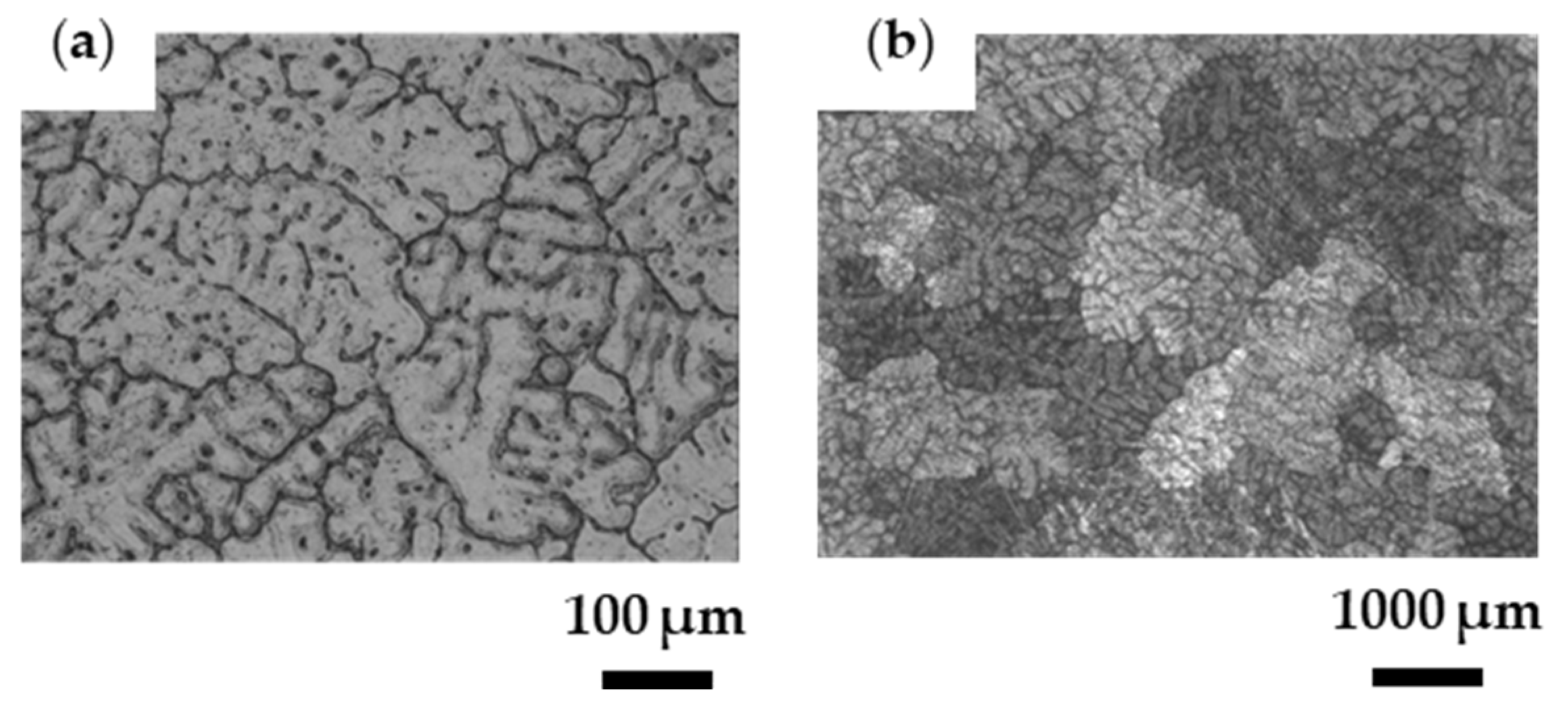
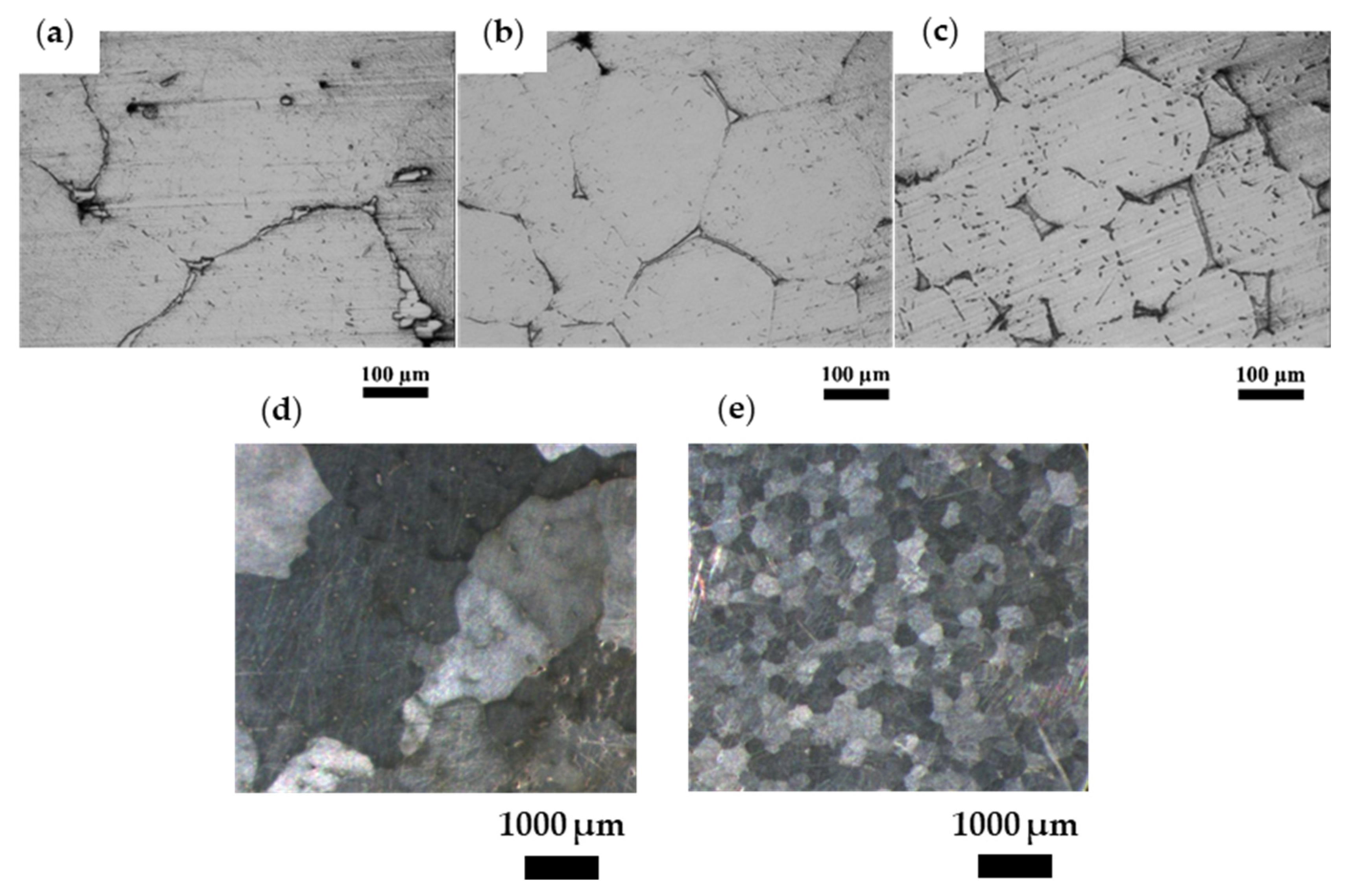
3.1. Microstructure of Al-Cu and Mg-Zn Alloys with Grain Refinement
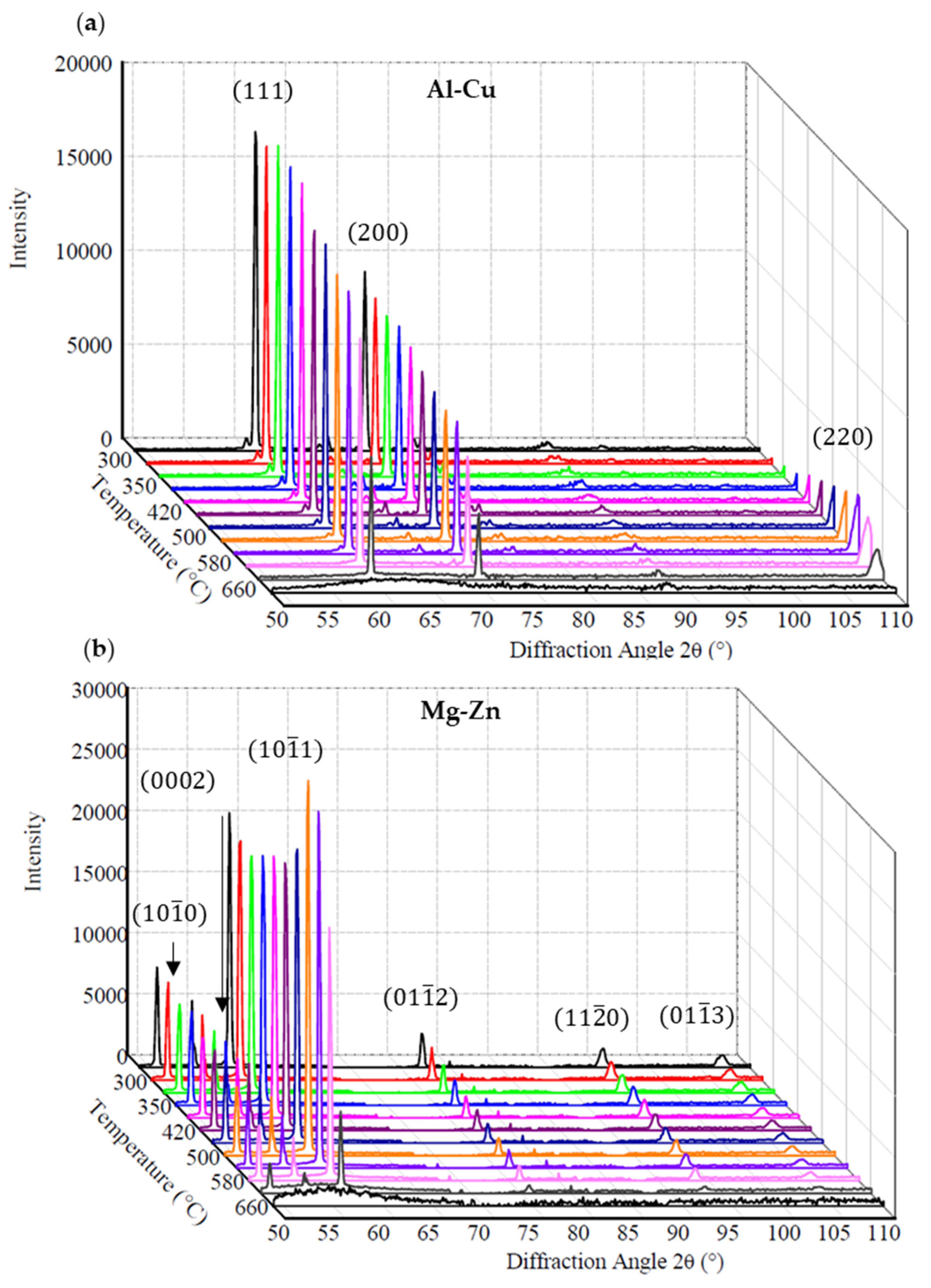
3.2. In-Situ Neutron Diffraction of Al-Cu and Mg-Zn Alloys
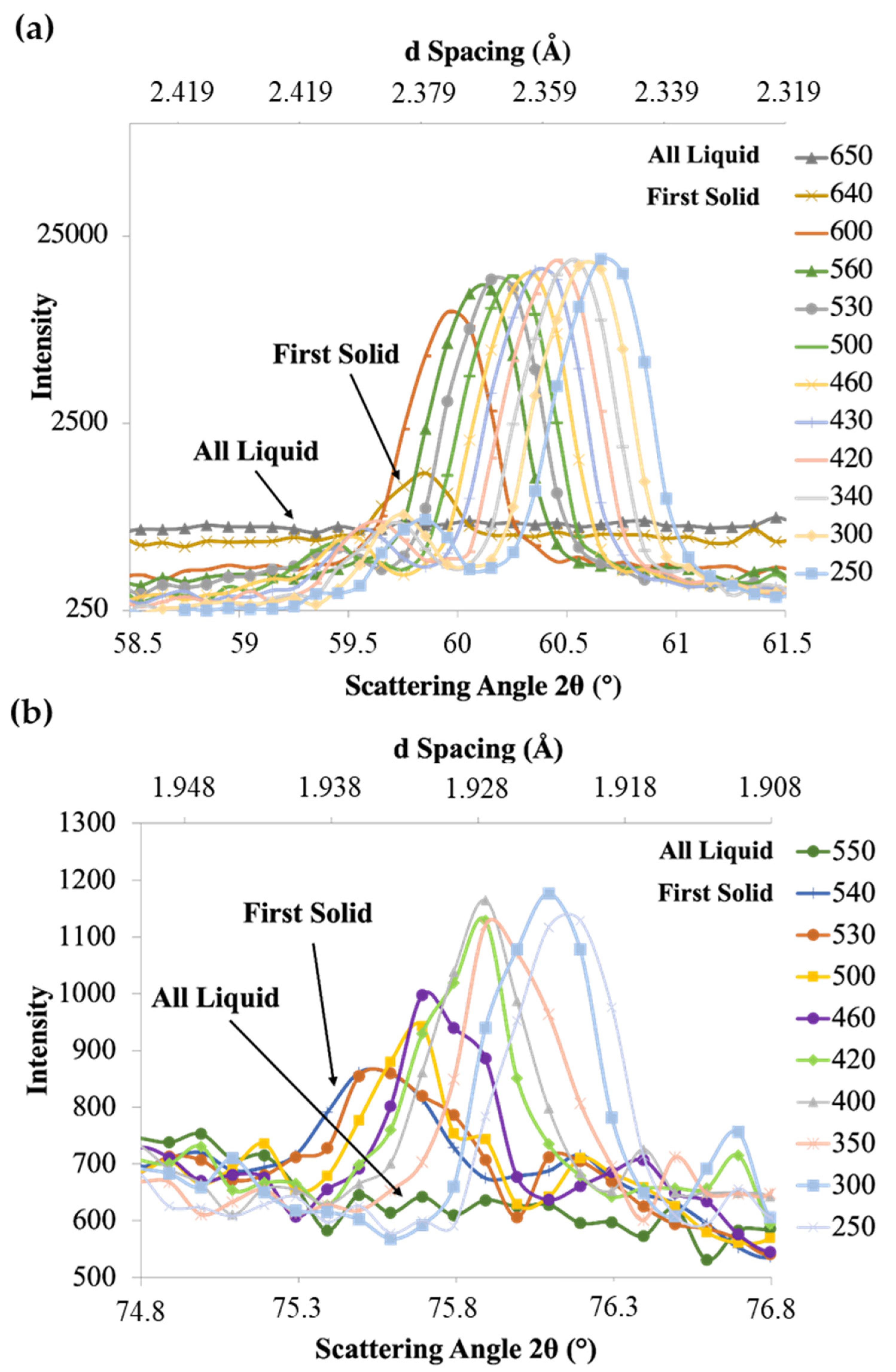
3.3. Fraction Solid Determination Using In-Situ Neutron Diffraction
4. Discussion on Solidification of Al and Mg Alloys
4.1. Solidification of Al-Cu and Al-Cu-Ti Alloys
4.2. Solidification of Mg-Zn and Mg-Zn-Zr Alloys
4.3. Differences in Mg and Al Alloy Solidification
5. Conclusions
- With sufficient addition of grain refining agents, the Mg-Zn alloy transitioned from a large, mainly equiaxed grain structure to a fine equiaxed grain structure, while the Al-Cu alloy transitioned from an initial columnar grain structure to that of a fine globular one.
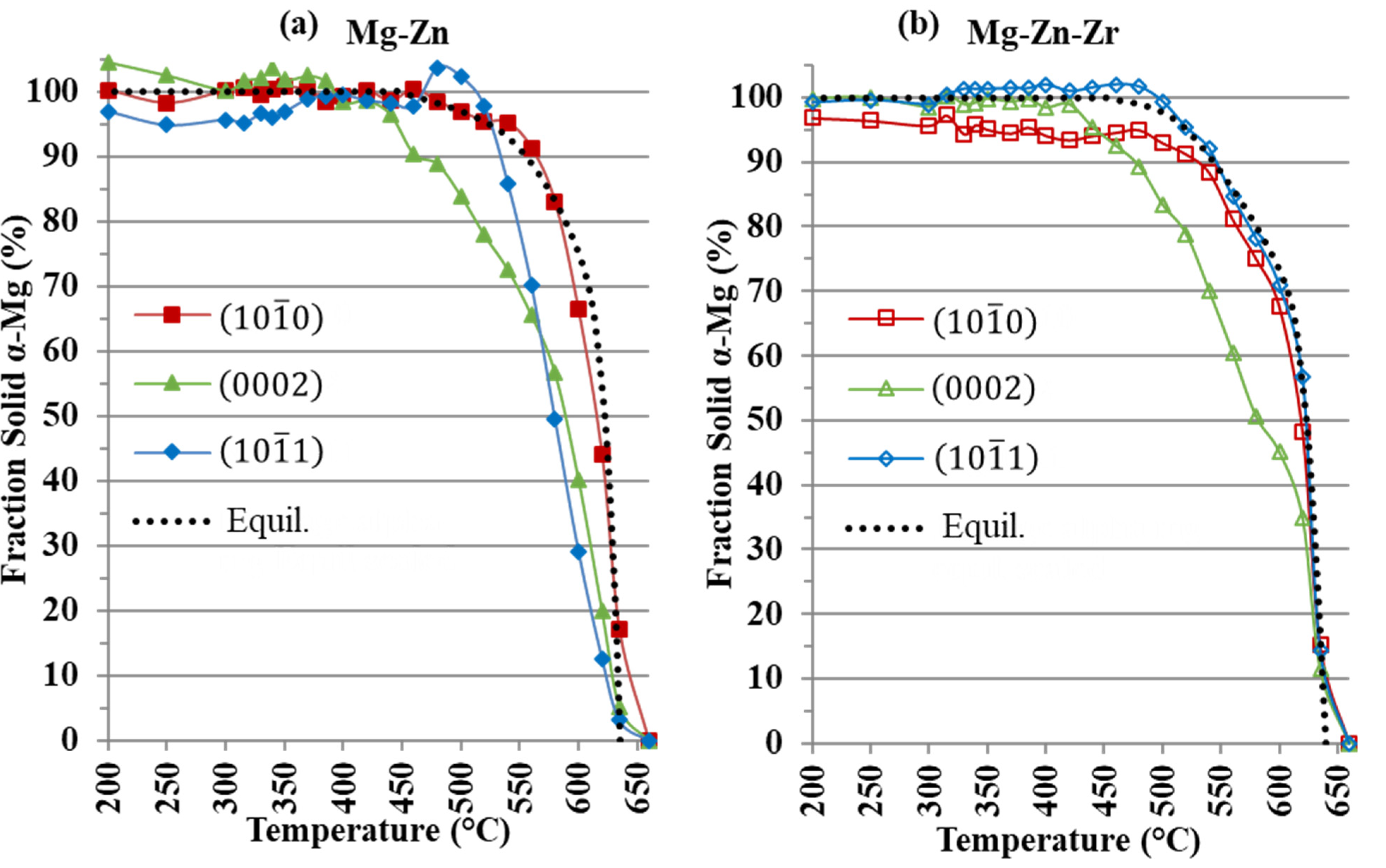
- The fraction solid curves for the Mg-Zn alloy were highly fluctuating and varied widely between planes because of the large grain structure and unregulated growth of peak areas of planes. The planes for the Mg-Zn-Zr alloy showed little variation in peak areas and fraction solid, as the added Zr grain refiner provided regulation of solidification, resulting in the uniform growth of grains.
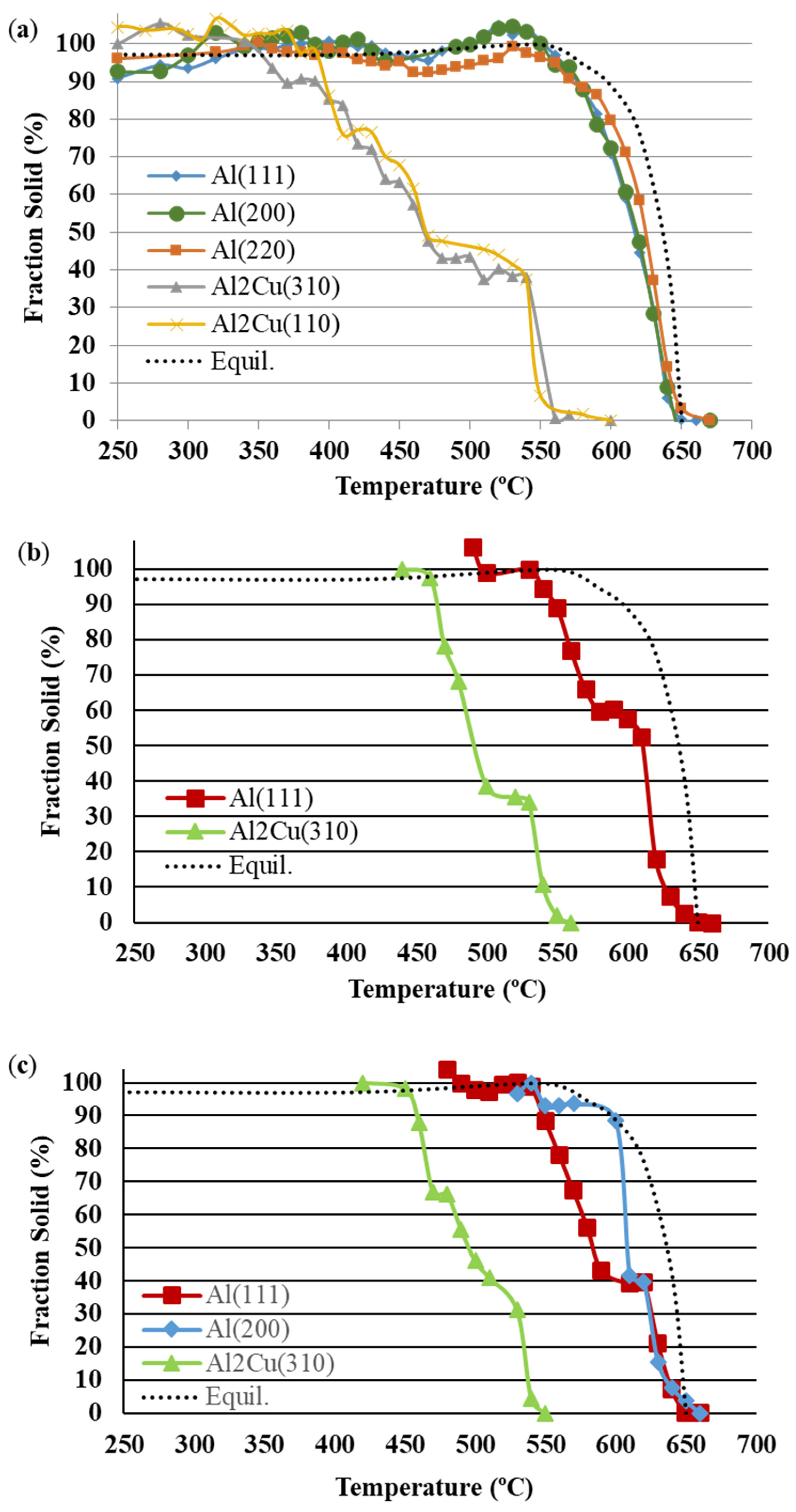
- The fraction solid curves for α-Al showed distinct profiles for the three investigated Al-Cu alloy conditions. Overall, the growth of α-Al was slower and more uniform for the refined alloys, which was consistent with the globular, equiaxed grain structure observed for these alloys. In addition, precipitation of Al2Cu varied between the unrefined and refined alloy conditions, leading to differences in phase morphology.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Qian, M.; Graham, D.; Zheng, L.; StJohn, D.H.; Frost, M.T. Alloying of Pure Magnesium with Mg-33.3 wt-%Zr Master Alloy. Mater. Sci. Technol. 2003, 19, 156–162. [Google Scholar] [CrossRef]
- Du, J.; Yang, J.; Kuwabara, M.; Li, W.; Peng, J. Effect of Strontium on the Grain Refining Efficiency of Mg-3Al Alloy Refined by Carbon Inoculation. J. Alloy. Compd. 2009, 470, 228–232. [Google Scholar] [CrossRef]
- Kim, Y.M.; Yim, C.D.; Kim, Y.H.; You, B.S. The Role of Carbon for Grain Refinement in Mg-Al Base Alloys. In Proceedings of the TMS Annual Meeting and Exhibition Magnesium Technology Symposium, Orlando, FL, USA, 25 February–1 March 2007; pp. 121–126. [Google Scholar]
- Davis, J.A.; Eastwood, L.W.; DeHaven, J. Grain Refinement of Magnesium Casting Alloys. Trans. Am. Foundrymen’s Soc. 1945, 53, 352–362. [Google Scholar]
- Ramachandran, T.R.; Sharma, P.K.; Balasubramanian, K. Grain Refinement of Light Alloys. In Proceedings of the 68th World Foundry Congress, Chennai, India, 7–11 February 2008; pp. 189–193. [Google Scholar]
- Lee, Y.C.; Dahle, A.K.; StJohn, D.H. Grain Refinement of Magnesium. In Proceedings of the TMS Annual Meeting and Exhibition Magnesium Technology Symposium, Nashville, TN, USA, 12–16 March 2000; Kaplan, H.I., Hryn, J.N., Clow, B.B., Eds.; pp. 211–218. [Google Scholar]
- Jin, Q.; Eom, J.P.; Lim, S.G.; Park, W.W.; You, B.S. Effects of C2Cl6 Addition on Grain Refinement and Mechanical Properties of AZ31 Magnesium Alloy. Met. Mater. Int. 2003, 9, 453–458. [Google Scholar] [CrossRef]
- Du, J.; Yang, J.; Kuwabara, M.; Li, W.; Peng, J. Effects of Carbon and/or Alkaline Earth Elements on Grain Refinement and Tensile Strength of AZ31 Alloy. Mater. Trans. 2008, 49, 2303–2309. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Hort, N.; Anopuo, O.; Kainer, K.U.; Vidrich, G.; Schiffl, A.; Liu, Y. Microstructural Investigations of Mg-Al Alloys Containing Small Amount of SiC Nucleants. In Proceedings of the TMS Annual Meeting and Exhibition Magnesium Technology Symposium, Orlando, FL, USA, 25 February–1 March 2007; pp. 421–426. [Google Scholar]
- Feng, X.; Wenwen, D.; Yangshan, S. Microstructure Refinement of Magnesium Based Alloy. In Proceedings of the International Conference on Magnesium—Science, Technology and Applications, Beijing, China, 20–24 September 2004; Volume 488–489, pp. 143–146. [Google Scholar]
- Duan, Z.C.; Sun, Y.S.; Wei, Y.; Du, W.W.; Xue, F.; Zhu, T.B. Microstructure and Tensile Properties of Magnesium Alloy Modified by Si/Ca Based Refiner. Trans. Nonferrous Met. Soc. China 2005, 15, 878–883. [Google Scholar]
- Cibula, A. The Mechanism of Grain Refinement of Sand Castings in Aluminium Alloys. J. Inst. Met. 1949, 76, 321–360. [Google Scholar]
- Fan, Z.; Wang, Y.; Zhang, Y.; Qin, T.; Zhou, X.R. Grain refining mechanism in the Al/Al–Ti–B system. Acta Mater. 2015, 84, 292–304. [Google Scholar] [CrossRef]
- Wang, X.; Han, Q. Grain Refinement Mechanism of Aluminum by Al-Ti-B Master Alloys. Light Met. 2016, 2016, 189–193. [Google Scholar]
- Qian, M.; Cao, P.; Easton, M.A.; McDonald, S.D.; StJohn, D.H. An Analytical Model for Constitutional Super-cooling-driven Grain Formation and Grain Size Prediction. Acta Mater. 2010, 58, 3262–3270. [Google Scholar] [CrossRef]
- Chalmers, B. Principles of Solidification; Springer: Boston, MA, USA, 1970. [Google Scholar]
- Günther, R.; Hartig, C.; Bormann, R. Grain Refinement of AZ31 by (SiC)P: Theoretical Calculation and Experiment. Acta Mater. 2006, 54, 5591–5597. [Google Scholar] [CrossRef]
- Sun, M.; Easton, M.A.; StJohn, D.H.; Wu, G.; Abbott, T.B.; Ding, W. Grain Refinement of Magnesium Alloys by Mg-Zr Master Alloys: The Role of Alloy Chemistry and Zr Particle Number Density. Adv. Eng. Mater. 2013, 15, 373–378. [Google Scholar] [CrossRef]
- Quested, T.E.; Greer, A.L. The Effect of the Size Distribution of Inoculant Particles on As-cast Grain Size in Aluminium Alloys. Acta Mater. 2004, 52, 3859–3868. [Google Scholar] [CrossRef]
- Greer, A.L.; Bunn, A.M.; Tronche, A.; Evans, P.V.; Bristow, D.J. Modelling of Inoculation of Metallic Melts: Application to Grain Refinement of Aluminium by Al-Ti-B. Acta Mater. 2000, 48, 2823–2835. [Google Scholar] [CrossRef]
- Greer, A.L. Overview: Application of Heterogeneous Nucleation in Grain-refining of Metals. J. Chem. Phys. 2016, 145, 211704. [Google Scholar] [CrossRef] [PubMed]
- Prasad, A.; Liotti, E.; McDonald, S.D.; Nogita, K.; Yasuda, H.; Grant, P.S.; StJohn, D.H. Real-time Synchrotron X-ray Observations of Equiaxed Solidification of Aluminium Alloys and Implications for Modelling. In IOP Conference Series: Materials Science and Engineering; 2015; Volume 84, p. 012014. [Google Scholar]
- Sauerwald, F. Process for the Production of Magnesium-Zirconium Alloys. US Patent US2228781A, 14 January 1941. [Google Scholar]
- Saunders, W.P.; Strieter, F.P. Alloying Zirconium to Magnesium. Trans. Am. Foundrymen’s Soc. 1952, 60, 581–594. [Google Scholar]
- Cao, P.; Qian, M.; StJohn, D.H.; Frost, M.T. Uptake of Iron and its Effect on Grain Refinement of Pure Magnesium by Zirconium. Mater. Sci. Technol. 2004, 20, 585–592. [Google Scholar] [CrossRef] [Green Version]
- Emley, E.F. Principles of Magnesium Technology; Pergamon Press Ltd.: Oxford, NY, USA, 1966. [Google Scholar]
- Hildebrand, Z.; Qian, M.; StJohn, D.H.; Frost, M.T. Influence of Zinc on the Soluble Zirconium Content in Magnesium and the Subsequent Grain Refinement by Zirconium. In Proceedings of the TMS Annual Meeting and Exhibition Magnesium Technology Symposium, Charlotte, NC, USA, 14–18 March 2004; pp. 241–245. [Google Scholar]
- Lee, Y.C.; Dahle, A.K.; StJohn, D.H. The Role of Solute in Grain Refinement of Magnesium. Metall. Mater. Trans. A 2000, 31, 2895–2906. [Google Scholar] [CrossRef]
- Qian, M.; Hildebrand, Z.; StJohn, D.H. The Loss of Dissolved Zirconium in Zirconium-refined Magnesium Alloys after Remelting. Metall. Mater. Trans. A 2009, 40, 2470–2479. [Google Scholar] [CrossRef]
- Qian, M.; StJohn, D.H.; Frost, M.T. New Zirconium-Rich Master Alloy for the Grain Refinement of Magnesium Alloys. In Magnesium Alloys and Their Applications; Kainer, K.U., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2005; pp. 706–712. [Google Scholar]
- Qian, M.; StJohn, D.H.; Frost, M.T. Heterogeneous Nuclei Size in Magnesium-zirconium Alloys. Scr. Mater. 2004, 50, 1115–1119. [Google Scholar] [CrossRef]
- Qian, M.; StJohn, D.H.; Frost, M.T. Effect of Soluble and Insoluble Zirconium on the Grain Refinement of Magnesium Alloys. Mater. Sci. Forum 2003, 419–412, 593–598. [Google Scholar] [CrossRef]
- Qian, M.; StJohn, D.H.; Frost, M.T. Zirconium Alloying and Grain Refinement of Magnesium Alloys. In Proceedings of the TMS Annual Meeting and Exhibition Magnesium Technology Symposium, San Diego, CA, USA, 2–6 March 2003; pp. 209–214. [Google Scholar]
- Qian, M.; StJohn, D.H.; Frost, M.T.; Barnett, M.R. Grain Refinement of Pure Magnesium Using Rolled Zirmax® Master Alloy (Mg-33.3Zr). In Proceedings of the TMS Annual Meeting and Exhibition Magnesium Technology Symposium, San Diego, CA, USA, 2–6 March 2003; pp. 215–220. [Google Scholar]
- Qian, M.; StJohn, D.H.; Frost, M.T. Characteristic Zirconium-rich Coring Structures in Mg-Zr Alloys. Scr. Mater. 2002, 46, 649–654. [Google Scholar] [CrossRef]
- Qian, M.; Zheng, L.; Graham, D.; Frost, M.T.; StJohn, D.H. Settling of Undissolved Zirconium Particles in Pure Magnesium Melts. J. Light Met. 2001, 1, 157–165. [Google Scholar] [CrossRef]
- Qian, M.; Das, A. Grain Refinement of Magnesium Alloys by Zirconium: Formation of Equiaxed Grains. Scr. Mater. 2006, 54, 881–886. [Google Scholar] [CrossRef]
- StJohn, D.H.; Easton, M.A.; Qian, M.; Taylor, J.A. Grain Refinement of Magnesium Alloys: A Review of Recent Research, Theoretical Developments, and their Application. Metall. Mater. Trans. A 2012, 44, 2935–2949. [Google Scholar] [CrossRef] [Green Version]
- StJohn, D.H.; Easton, M.A.; Qian, M. An Inverse Growth Restriction Model for Predicting Solidified Grain Size. In Proceedings of the 12th International Conference on Modeling of Casting, Welding, and Advanced Solidification Processes, Vancouver, BC, Canada, 7–14 July 2009; pp. 477–484. [Google Scholar]
- StJohn, D.H.; Qian, M.; Easton, M.A.; Cao, P.; Hildebrand, Z. Grain Refinement of Magnesium Alloys. Metall. Mater. Trans. A 2005, 36, 1669–1679. [Google Scholar] [CrossRef]
- Saha, P.; Viswanathan, S. An Analysis of the Grain Refinement of Magnesium by Zirconium. In Proceedings of the TMS Annual Meeting and Exhibition Magnesium Technology Symposium, San Diego, CA, USA, 27 February–3 March 2011; pp. 175–180. [Google Scholar]
- Qian, M. Heterogeneous Nucleation on Potent Spherical Substrates during Solidification. Acta Mater. 2007, 55, 943–953. [Google Scholar] [CrossRef]
- Vinotha, D.; Raghukandan, K.; Pillai, U.T.S.; Pai, B.C. Grain Refining Mechanisms in Magnesium Alloys—An Overview. Trans. Indian Inst. Met. 2009, 62, 521–532. [Google Scholar] [CrossRef]
- Bamberger, M. Structural Refinement of Cast Magnesium Alloys. Mater. Sci. Technol. 2001, 17, 15–24. [Google Scholar] [CrossRef]
- Flemings, M.C. Solidification Processing; McGraw-Hill: New York, NY, USA, 1974. [Google Scholar]
- Vogel, S.C.; Carpenter, J.S. Brief Introduction to Neutron Scattering and Global Neutron User Facilities. JOM 2012, 64, 104–111. [Google Scholar] [CrossRef]
- Lombardi, A.; Vandersluis, E.; Sediako, D.; Ravindran, C. Neutron Diffraction Analysis of Light Alloys: A Review. In Proceedings of the 9th International Conference on Processing and Manufacturing of Advanced Materials THERMEC 2016, Graz, Austria, 29 May–3 June 2016; Volume 879, pp. 1558–1563. [Google Scholar]
- Iqbal, N.; Van Dijk, N.H.; Verhoeven, V.W.J.; Montfrooij, W.; Hansen, T.; Katgerman, L.; Kearley, G.J. Experimental Study of Ordering Kinetics in Aluminum Alloys During Solidification. Acta Mater. 2003, 51, 4497–4504. [Google Scholar] [CrossRef]
- Iqbal, N.; Van Dijk, N.H.; Verhoeven, V.W.J.; Hansen, T.; Katgerman, L.; Kearley, G.J. Periodic Structural Fluctuations During the Solidification of Aluminum Alloys Studied by Neutron Diffraction. Mater. Sci. Eng. A 2004, 367, 82–88. [Google Scholar] [CrossRef]
- Sediako, D.; Kasprzak, W.; Swainson, I.; Garlea, O. Solidification Analysis of Al-Si Alloys Modified with Addition of Cu Using In-situ Neutron Diffraction. In Proceedings of the TMS Annual Meeting and Exhibition Materials Fabrication, Properties, Characterization and Modelling Symposium, San Diego, CA, USA, 27 February–3 March 2011; Volume 2, pp. 279–289. [Google Scholar]
- Kasprzak, W.; Sediako, D.; Walker, M.; Sahoo, M.; Swainson, I. Solidification Analysis of an Al-19 Pct Si Alloy Using In-situ Neutron Diffraction. Metall. Mater. Trans. A 2011, 42, 1854–1862. [Google Scholar] [CrossRef] [Green Version]
- D’Elia, F.; Ravindran, C.; Sediako, D.; Donaberger, R. Solidification Analysis of Al-5 wt-%Cu Alloy Using In-Situ Neutron Diffraction. Can. Metall. Q. 2014, 54, 9–15. [Google Scholar] [CrossRef]
- D’Elia, F.; Ravindran, C.; Sediako, D.; Kainer, K.U.; Hort, N. Hot Tearing Mechanisms of B206 Aluminum-Copper Alloy. Mater. Des. 2014, 64, 44–55. [Google Scholar] [CrossRef]
- Drezet, J.M.; Mireux, B.; Szaraz, Z.; Pirling, T. In-situ Neutron Diffraction during Casting: Determination of Rigidity Point in Grain Refined Al-Cu Alloys. Materials 2014, 7, 1165–1172. [Google Scholar] [CrossRef] [Green Version]
- Easton, M.A.; Qian, M.; Prasad, A.; StJohn, D.H. Recent Advances in Grain Refinement of Light Metals and Alloys. Curr. Opin. Solid State Mater. Sci. 2016, 20, 13–24. [Google Scholar] [CrossRef] [Green Version]
- Lombardi, A.; Elsayed, A.; Sediako, D.; Ravindran, C. Analysis of the Solidification Characteristics of a 319 type Al Alloy Using In-situ Neutron Diffraction. J. Alloy. Compd. 2017, 695, 2628–2636. [Google Scholar] [CrossRef]
- Vandersluis, E.; Ravindran, C.; Sediako, D.; Elsayed, A.; Byczynski, G. Strontium-modification in the Stepwise Solidification of A319 Al Alloy: An In-situ Neutron Diffraction Study. J. Alloy. Compd. 2019, 792, 240–249. [Google Scholar] [CrossRef]
- Vandersluis, E.; Sediako, D.; Ravindran, C.; Elsayed, A.; Byczynski, G. Analysis of Eutectic Silicon Modification during Solidification of Al-6Si Using In-situ Neutron Diffraction. J. Alloy. Compd. 2018, 736, 172–180. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-ray Diffraction; Addison-Wesley: Reading, PA, USA, 1956. [Google Scholar]
- Siebert-Timmer, A.; Fletcher, M.; Bichler, L.; Sediako, D. Creep Performance of Wrought AX30 and EZ33 Magnesium Alloys. Can. Metall. Q. 2013, 52, 430–438. [Google Scholar] [CrossRef]
- Wu, W.; Liaw, P.K.; An, K. Unraveling Cyclic Deformation Mechanisms of a Rolled Magnesium Alloy using In-situ Neutron Diffraction. Acta Mater. 2015, 85, 343–353. [Google Scholar] [CrossRef] [Green Version]
- Aizawa, K.; Gong, W.; Harjo, S.; Abe, J.; Iwahashi, T.; Kamiyama, T. In-situ Neutron Diffraction Study on Tensile Behavior of LPSO Mg-Zn-Y Alloys. Mater. Trans. 2013, 54, 1083–1086. [Google Scholar] [CrossRef] [Green Version]
- Stanford, N.; Cottam, R.; Davis, B.; Robson, J. Evaluating the Effect of Yttrium as a Solute Strengthener in Magnesium using In-situ Neutron Siffraction. Acta Mater. 2014, 78, 1–13. [Google Scholar] [CrossRef]
- Lee, S.Y.; Wang, H.; Gharghouri, M.A.; Nayyeri, G.; Woo, W.; Shin, E.; Wu, P.D.; Poole, W.J.; Wu, W.; An, K. Deformation Behavior of Solid-solution-strengthened Mg-9 wt.% Al Alloy: In situ Neutron Diffraction and Elastic-viscoplastic Self-consistent Modeling. Acta Mater. 2014, 73, 139–148. [Google Scholar] [CrossRef]
- Lee, S.Y.; Gharghouri, M.A. Pseudoelastic Behavior of Magnesium Alloy during Twinning-Dominated Cyclic Deformation. Mater. Sci. Eng. A 2013, 572, 98–102. [Google Scholar] [CrossRef]
- Muránsky, O.; Barnett, M.R.; Carr, D.G.; Vogel, S.C.; Oliver, E.C. Investigation of Deformation Twinning in a Fine-grained and Coarse-grained ZM20 Mg Alloy: Combined In-situ Neutron Diffraction and Acoustic Emission. Acta Mater. 2010, 58, 1503–1517. [Google Scholar] [CrossRef]
- Elsayed, A.; Sediako, D.; Ravindran, C. Solidification of Mg-9Al Alloy using In-situ Neutron Diffraction. In Proceedings of the Materials Science and Technology Conference and Exhibition, Montréal, QC, Canada, 27–31 October 2013; Volume 2, pp. 972–979. [Google Scholar]
- Elsayed, A.; Sediako, D.; Ravindran, C. Investigation of the Solidification Behaviour of Mg-6Al and Mg-9Al Alloys Using In-situ Neutron Diffraction. Can. Metall. Q. 2015, 54, 16–23. [Google Scholar] [CrossRef]
- Davis, T.; Bichler, L.; Sediako, D.; Balogh, L. Solidification Analysis of Grain Refined AZ91D Magnesium Alloy via Neutron Diffraction. Miner. Met. Mater. Ser. 2018, F7, 425–428. [Google Scholar]
- Elsayed, A.; Sediako, D.; Ravindran, C. Solidification Behavior of Mg-Zn and Mg-Zn-Zr Alloys Using In-situ Neutron Diffraction. J. Mater. Eng. Perform. 2015, 24, 2250–2255. [Google Scholar] [CrossRef]
- Elsayed, A.; Sediako, D.; Ravindran, C. Solidification Analysis of a Magnesium-zinc Alloy Using In-situ Neutron Diffraction. In Proceedings of the TMS Annual Meeting and Exhibition Shape Casting Symposium, Nashville, TN, USA, 14–16 February 2016; pp. 167–174. [Google Scholar]
- Nakashima, P.N.H. The Crystallography of Aluminum and Its Alloys. In The Encyclopedia of Aluminum and Its Alloys; Totten, G., Tiryakioglu, M., Kessler, O., Eds.; CRC Press: Boca Raton, FL, USA, 2019; pp. 488–586. [Google Scholar]
- Davis, J.R. Aluminum and Aluminum Alloys; ASM International: Materials Park, OH, USA, 1993. [Google Scholar]
- Avedesian, M.; Baker, H. Magnesium and Magnesium Alloys; ASM International: Materials Park, OH, USA, 1999. [Google Scholar]
- Colley, L.J.; Wells, M.A.; MacKay, R.; Kasprzak, W. Dissolution of Second Phase Particles in 319-Type Aluminum Alloy. In Proceedings of the 26th ASM Heat Treating Society Conference, Cincinnati, OH, USA, 31 October–2 November 2011; pp. 189–198. [Google Scholar]
- Easton, M.A.; StJohn, D.H. A Model of Grain Refinement Incorporating Alloy Constitution and Potency of Heterogeneous Nucleant Particles. Acta Mater. 2001, 49, 1867–1878. [Google Scholar] [CrossRef]
- StJohn, D.H.; Easton, M.A.; Qian, M.; Cao, P.; Birmingham, M.J. Introduction to the Interdependence Theory of Grain Formation and its Application to Aluminium, Magnesium and Titanium Alloys. Mater. Sci. Forum 2011, 690, 206–209. [Google Scholar] [CrossRef]
- StJohn, D.H.; Qian, M.; Easton, M.A.; Cao, P. The Interdependence Theory: The Relationship between Grain Formation and Nucleant Selection. Acta Mater. 2011, 59, 4907–4921. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Al | Cu | Fe | Si | Ti |
|---|---|---|---|---|---|
| Al-Cu | Bal. | 5.2 | 0.09 | 0.06 | 0.007 |
| Al-Cu-02Ti | Bal. | 5.2 | 0.13 | 0.08 | 0.02 |
| Al-Cu-05Ti | Bal. | 5.2 | 0.11 | 0.10 | 0.05 |
| Mg | Zn | Al | Mn | Zr | |
| Mg-Zn | Bal. | 5.7 | 0.15 | 0.01 | 0 |
| Mg-Zn-Zr | Bal. | 6.1 | 0.15 | 0.01 | 0.5 |
| Alloy | Grain Size (µm) | % Reduction |
|---|---|---|
| Al-Cu (unrefined) | 1154 ± 238 | - |
| Al-Cu-02Ti (refined) | 366 ± 61 | 68 |
| Al-Cu-05Ti (refined) | 94 ± 14 | 92 |
| Mg-Zn (unrefined) | 1272 ± 227 | - |
| Mg-Zn-Zr (refined) | 104 ± 22 | 92 |
| Liquidus Slope (m, °C/wt.%) | Solute Partition Coefficient (k, (wt.%/wt.%) | Solute Conc. (Co, wt.%) | Alloy | Growth Restriction Factor (Q, °C) * | %Increase in Q Relative to Ti or Zr Free Alloy | 1/Q | |
|---|---|---|---|---|---|---|---|
| Al Alloys | |||||||
| Cu | −3.4 | 0.17 | 5 | Al-Cu | 14.1 | - | 0.071 |
| Al-Cu-02Ti | 18.6 | 32 | 0.054 | ||||
| Ti | 33.3 | 7.8 | 0.02 or 0.05 | Al-Cu-05Ti | 25.4 | 80 | 0.039 |
| Mg Alloys | |||||||
| Zn | −6.04 | 0.12 | 5 | Mg-Zn | 25.6 | - | 0.037 |
| Zr | 6.9 | 6.55 | 0.7 | Mg-Zn-Zr | 53.2 | 108 | 0.019 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elsayed, A.; D’Elia, F.; Ravindran, C.; Sediako, D. Observing the Effect of Grain Refinement on Crystal Growth of Al and Mg Alloys during Solidification Using In-Situ Neutron Diffraction. Metals 2022, 12, 793. https://doi.org/10.3390/met12050793
Elsayed A, D’Elia F, Ravindran C, Sediako D. Observing the Effect of Grain Refinement on Crystal Growth of Al and Mg Alloys during Solidification Using In-Situ Neutron Diffraction. Metals. 2022; 12(5):793. https://doi.org/10.3390/met12050793
Chicago/Turabian StyleElsayed, Abdallah, Francesco D’Elia, Comondore Ravindran, and Dimitry Sediako. 2022. "Observing the Effect of Grain Refinement on Crystal Growth of Al and Mg Alloys during Solidification Using In-Situ Neutron Diffraction" Metals 12, no. 5: 793. https://doi.org/10.3390/met12050793
APA StyleElsayed, A., D’Elia, F., Ravindran, C., & Sediako, D. (2022). Observing the Effect of Grain Refinement on Crystal Growth of Al and Mg Alloys during Solidification Using In-Situ Neutron Diffraction. Metals, 12(5), 793. https://doi.org/10.3390/met12050793