
Real-Time Quality Monitoring of Laser Cladding Process on Rail Steel by an Infrared Camera


Abstract
:1. Introduction
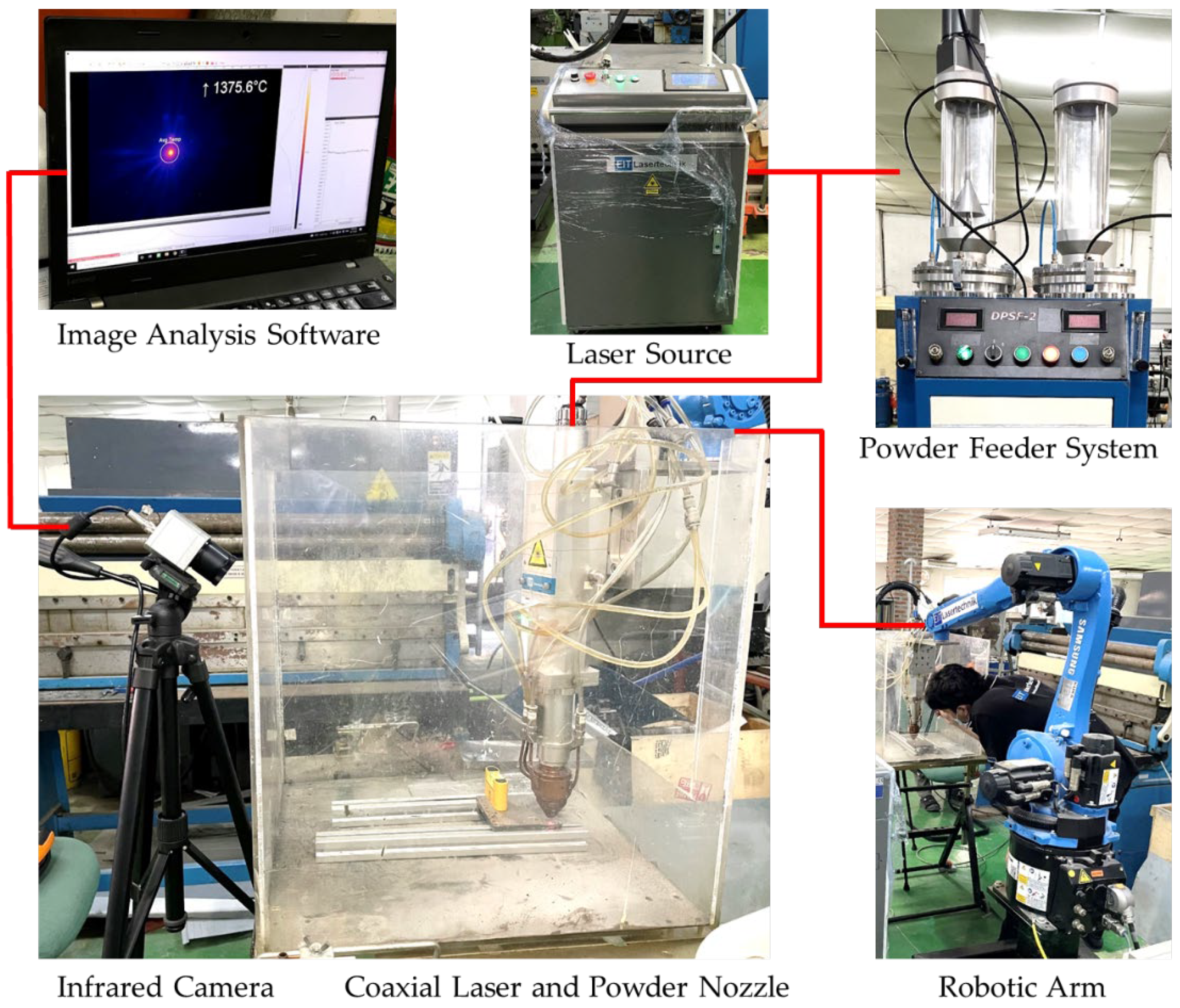
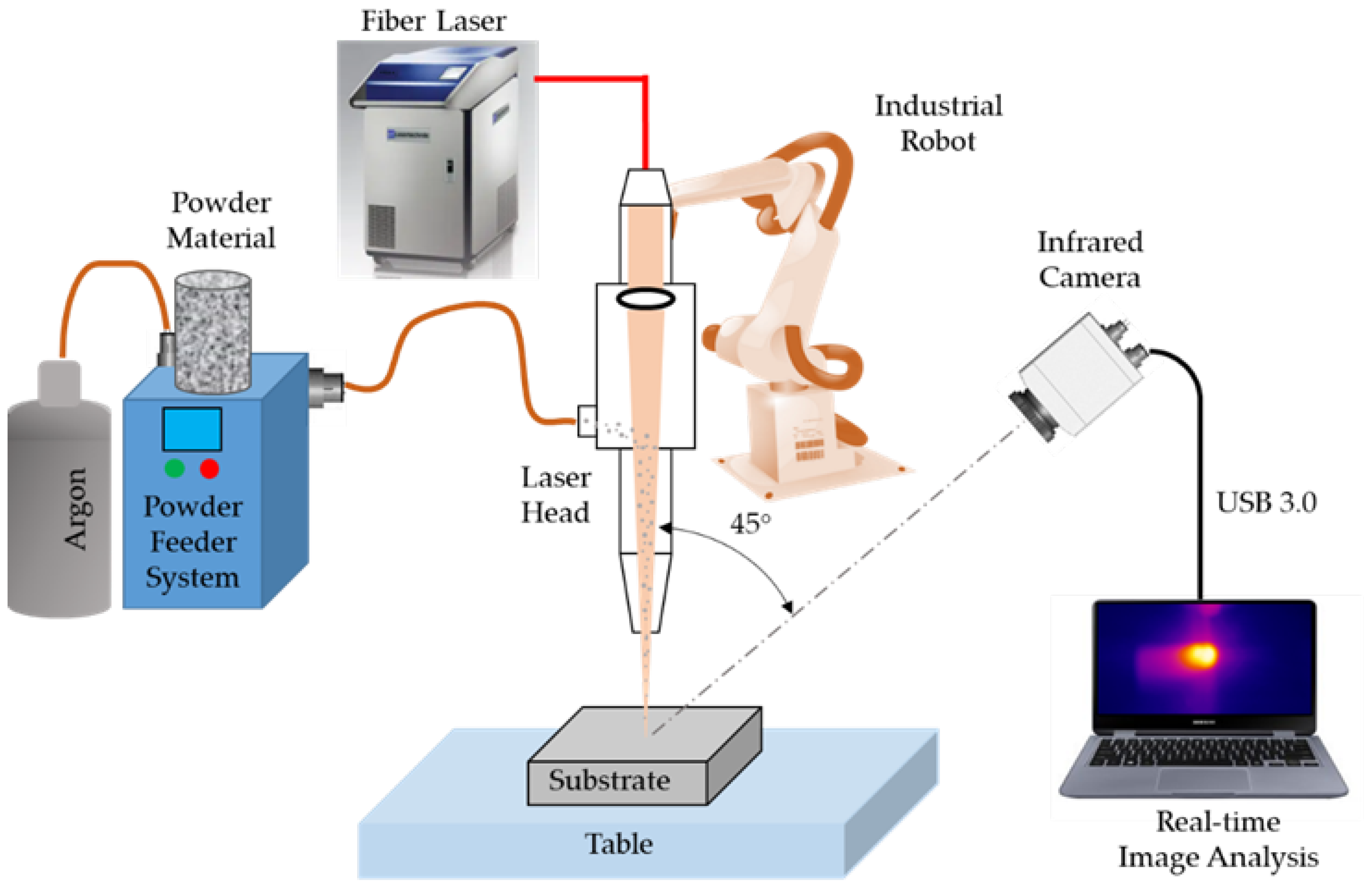
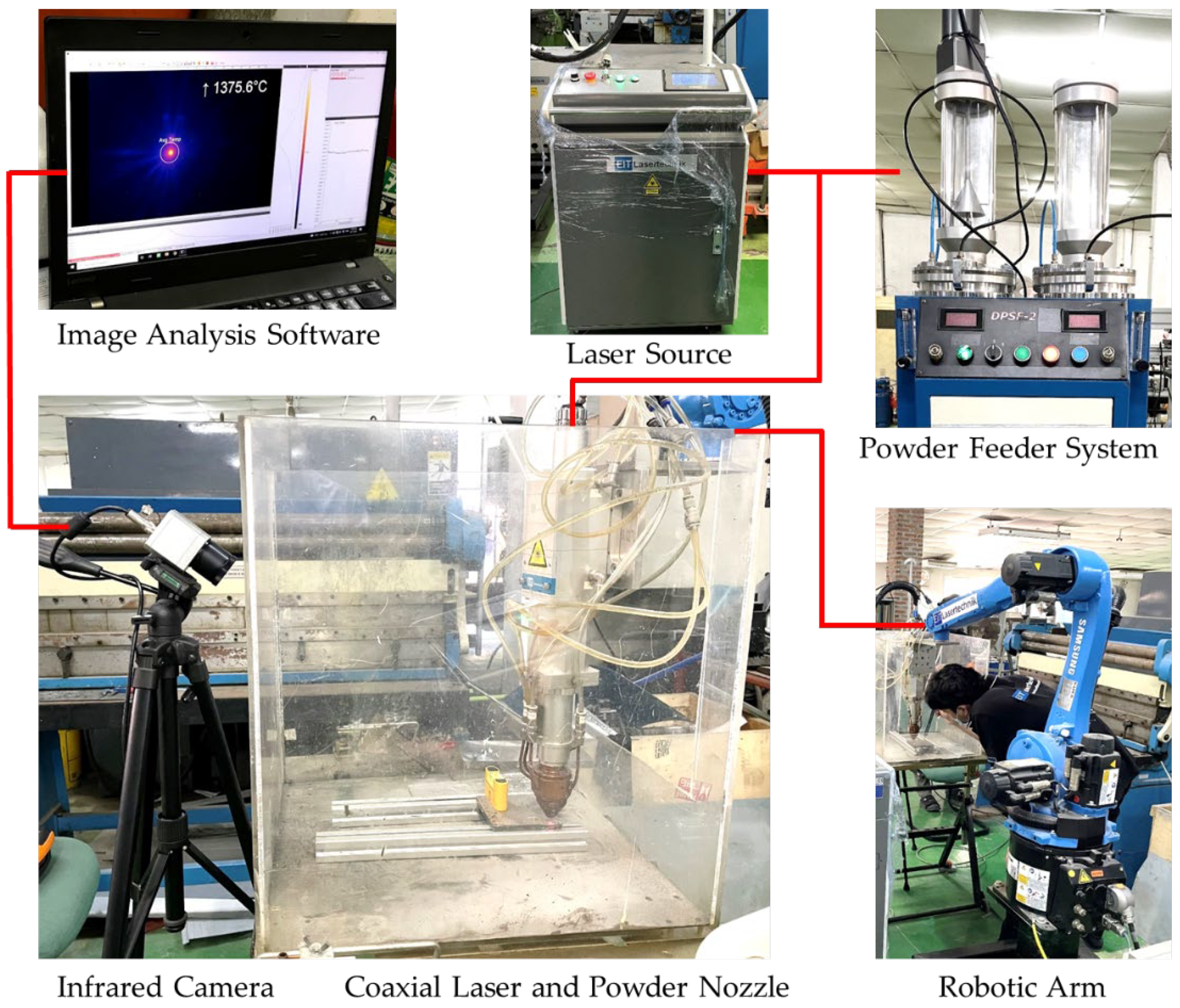
2. Materials and Methods
3. Results
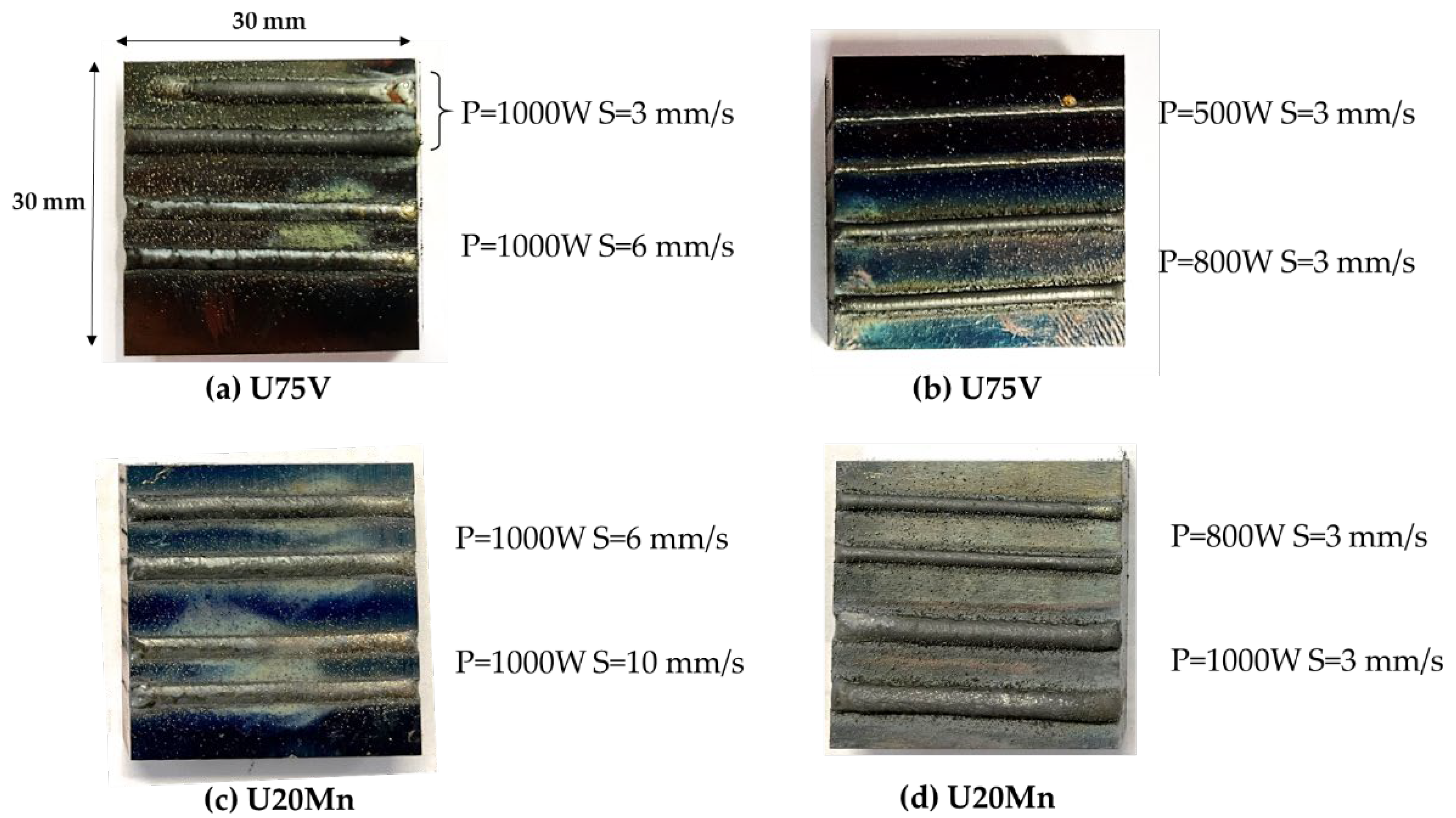
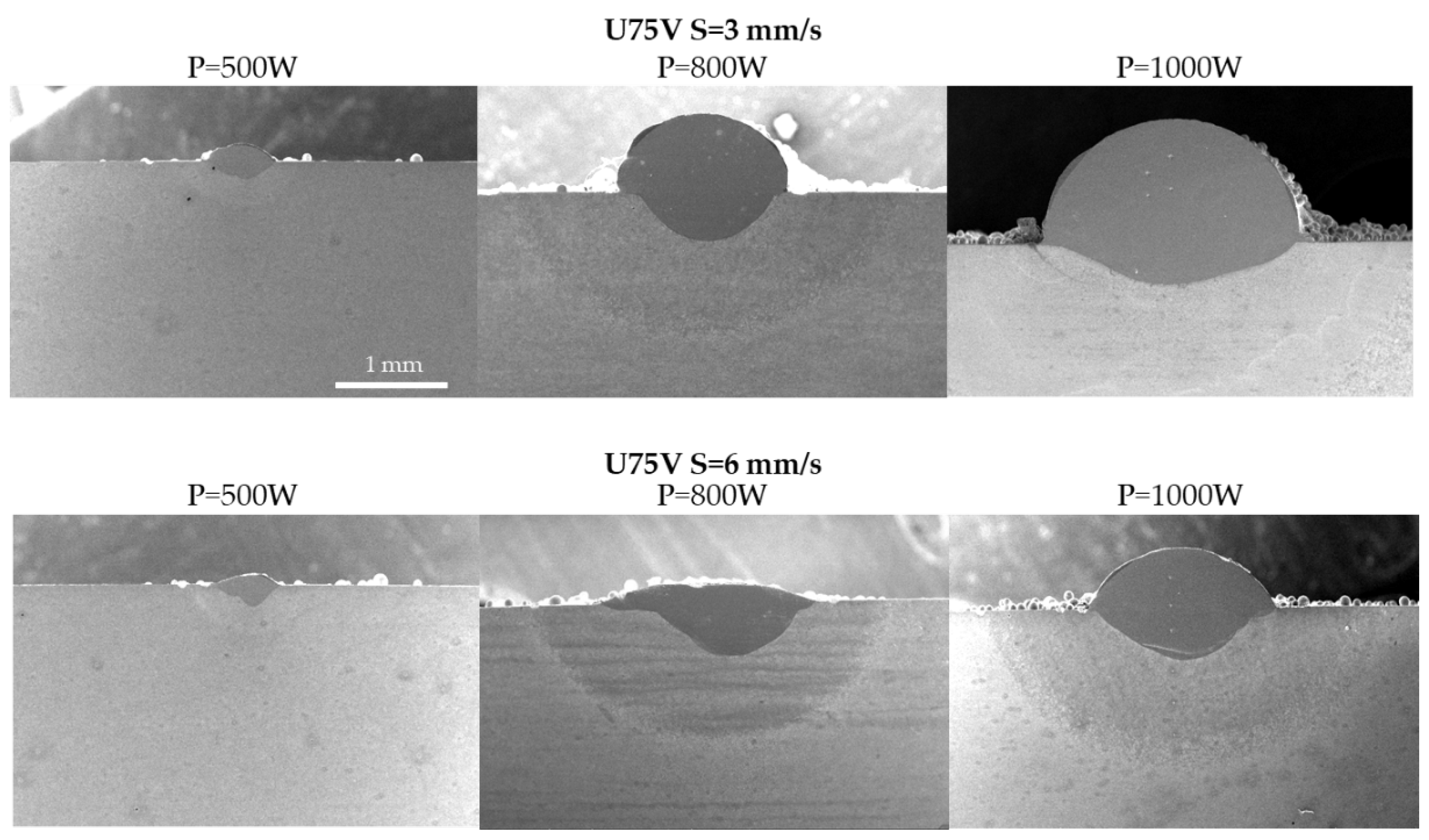
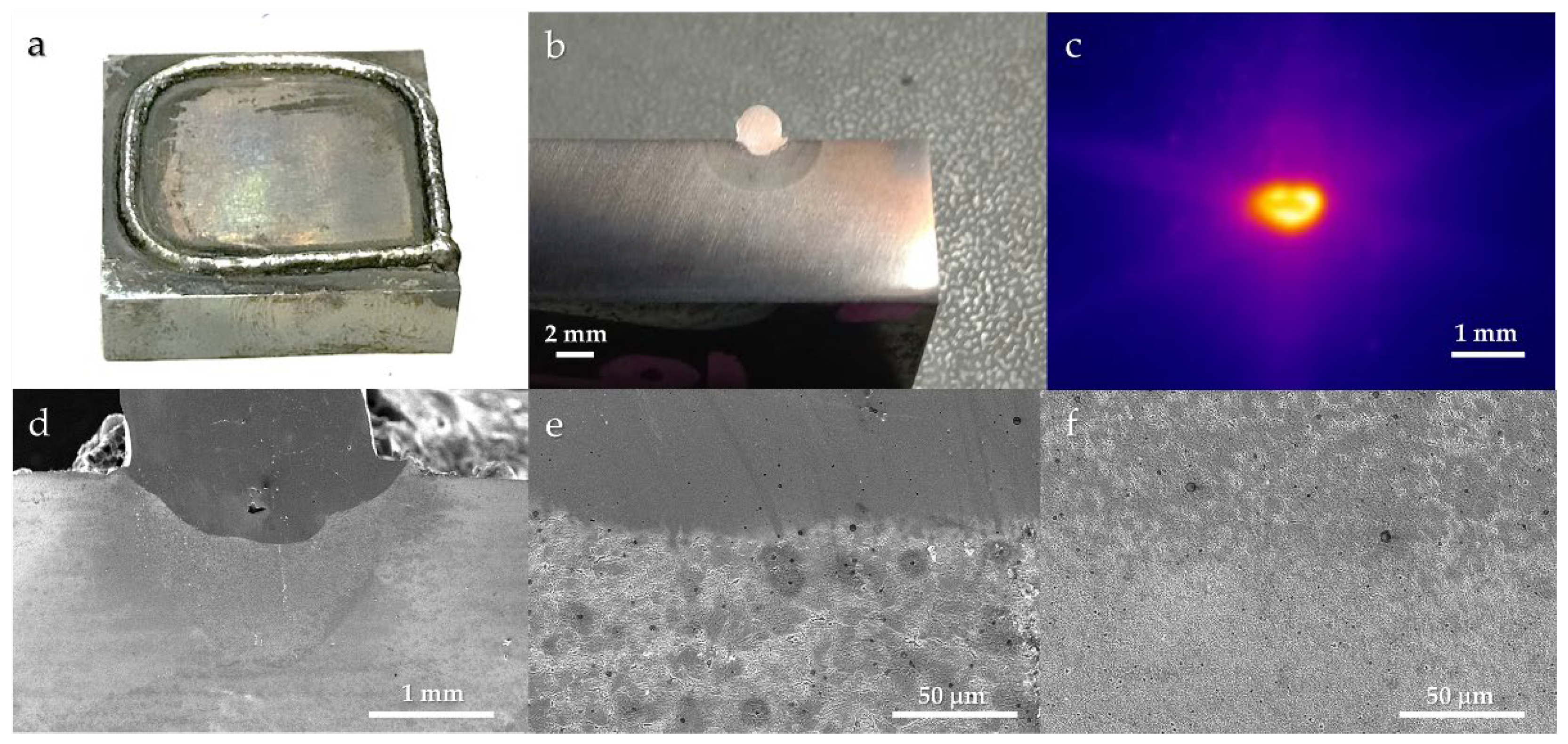
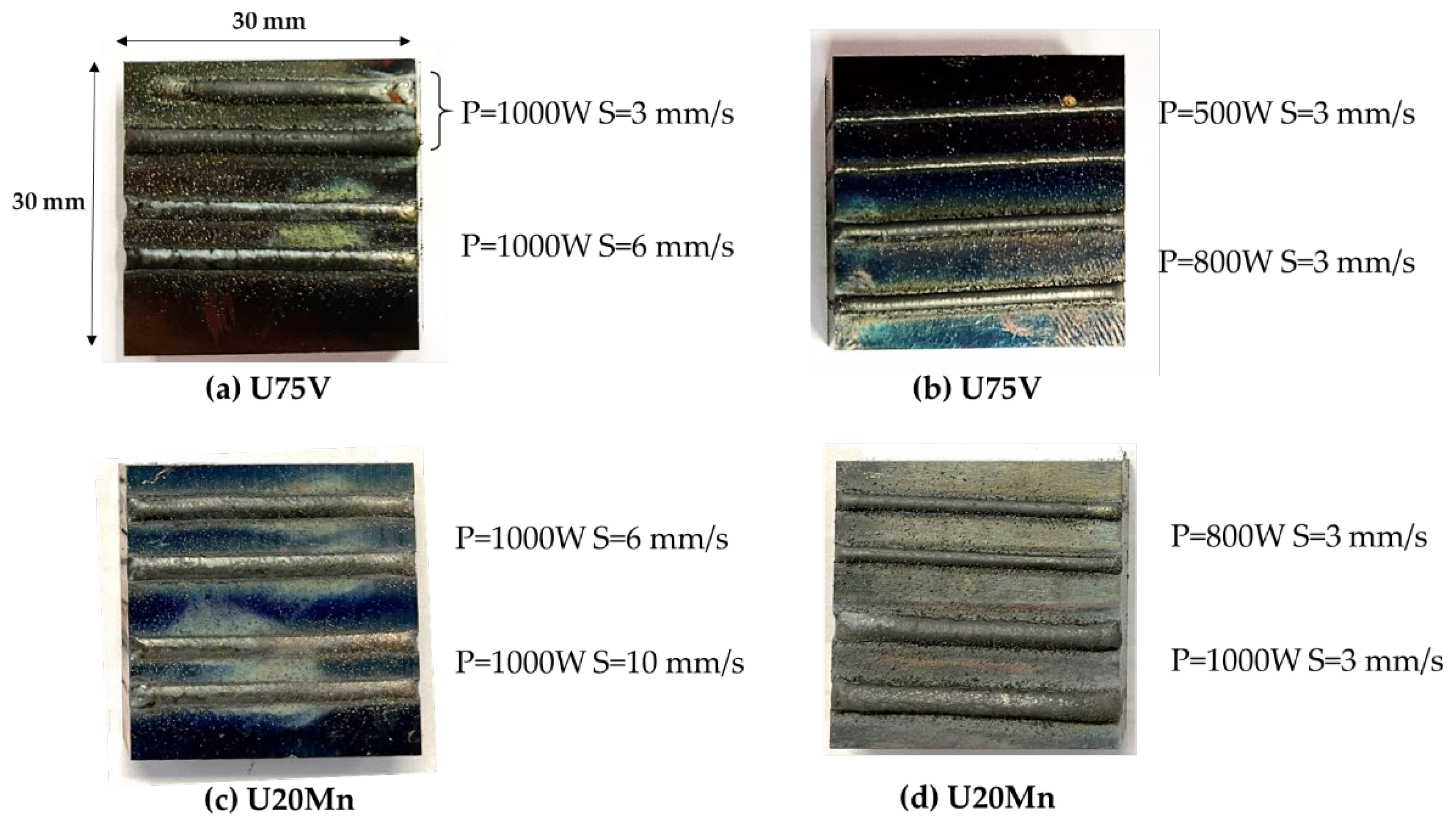
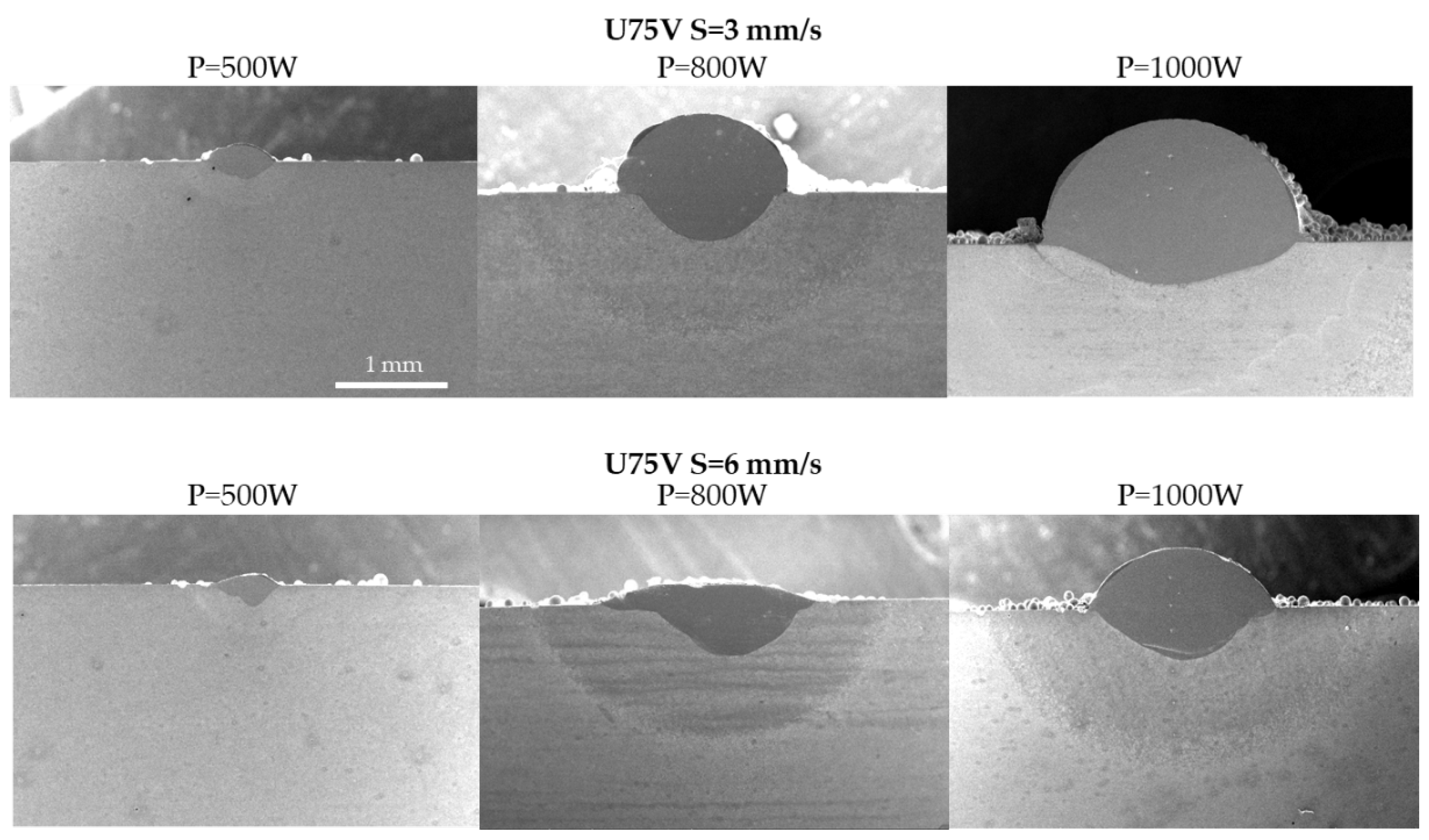
3.1. Geometry of Cladded Layer
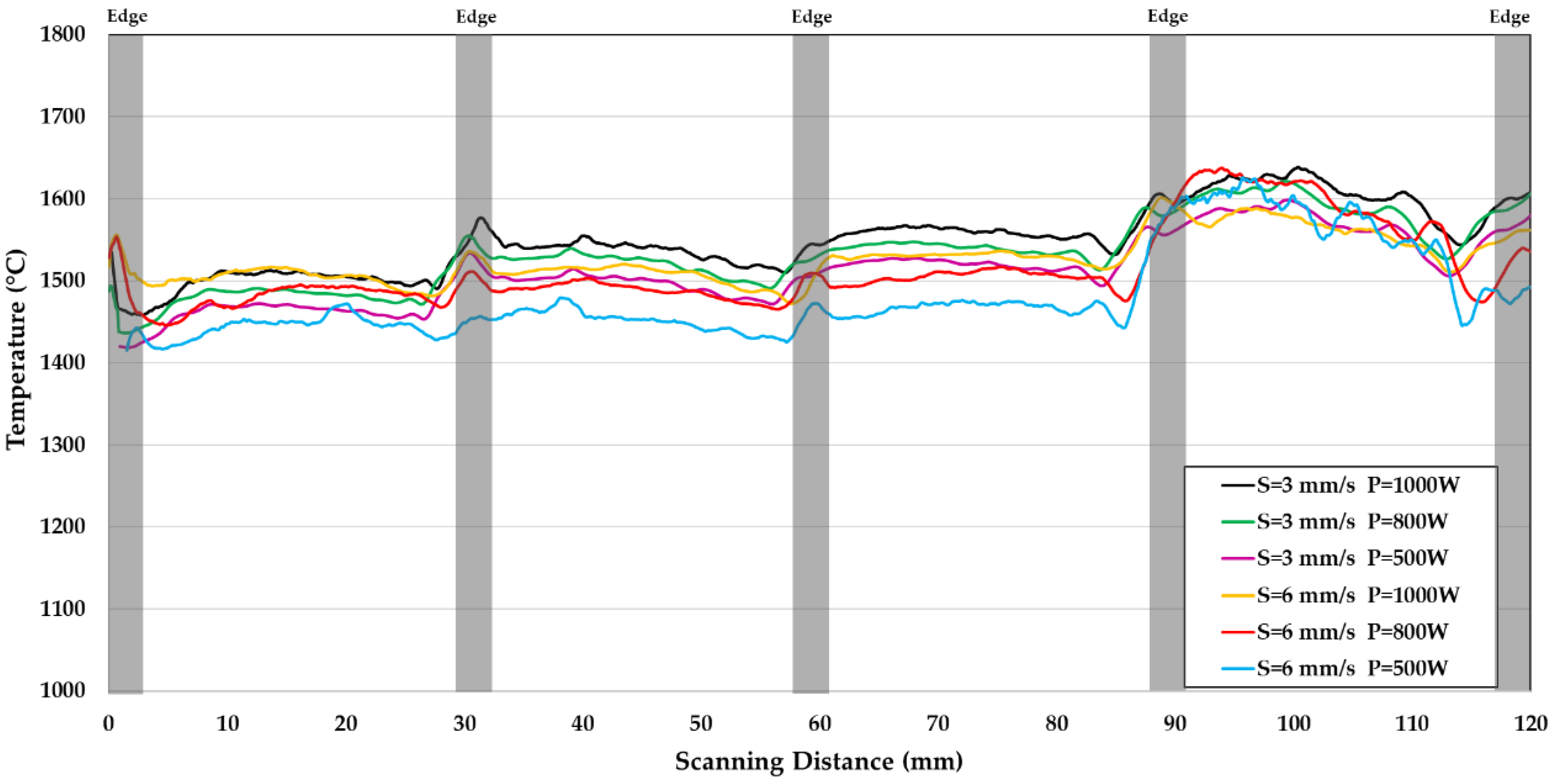
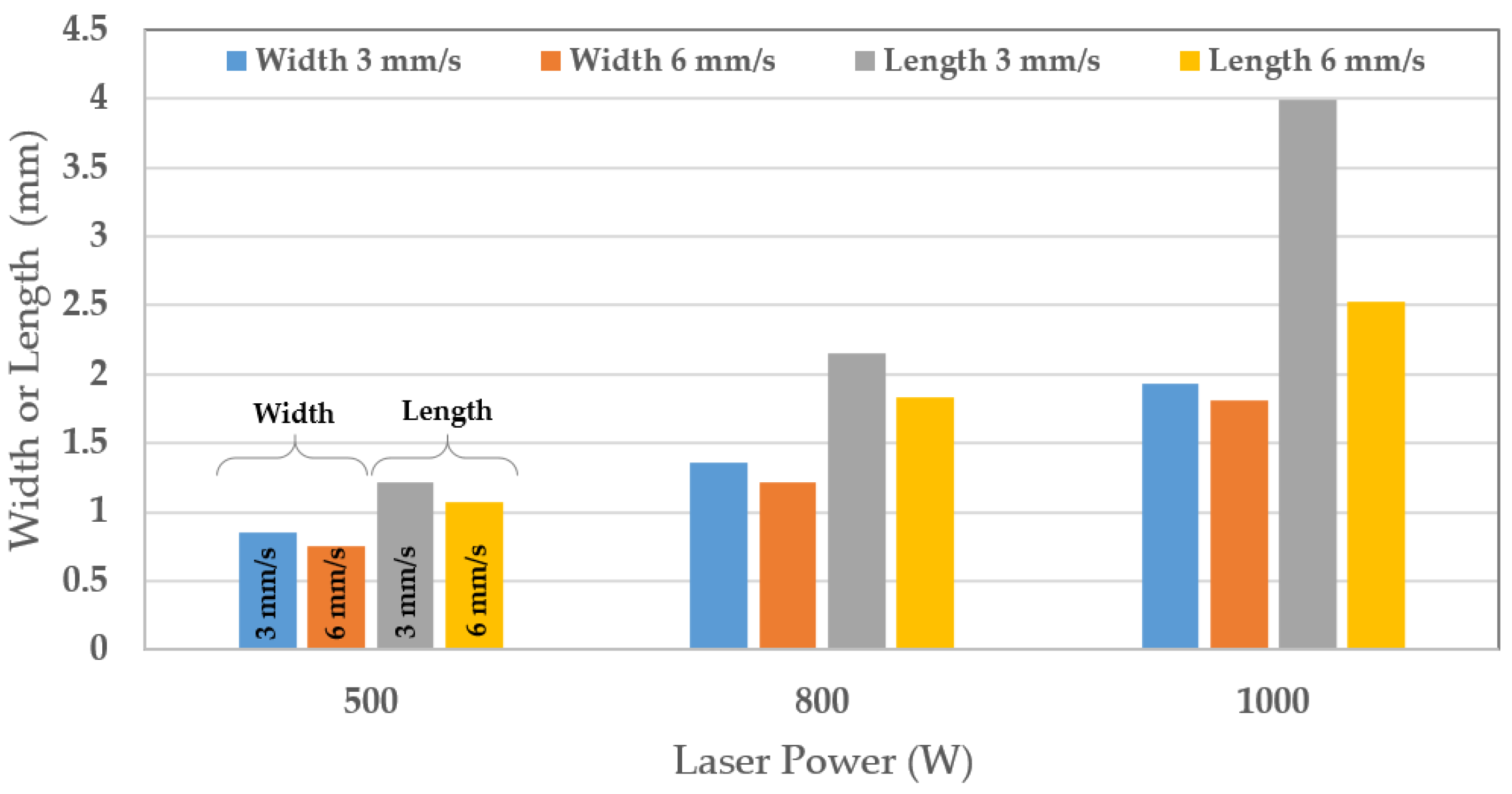
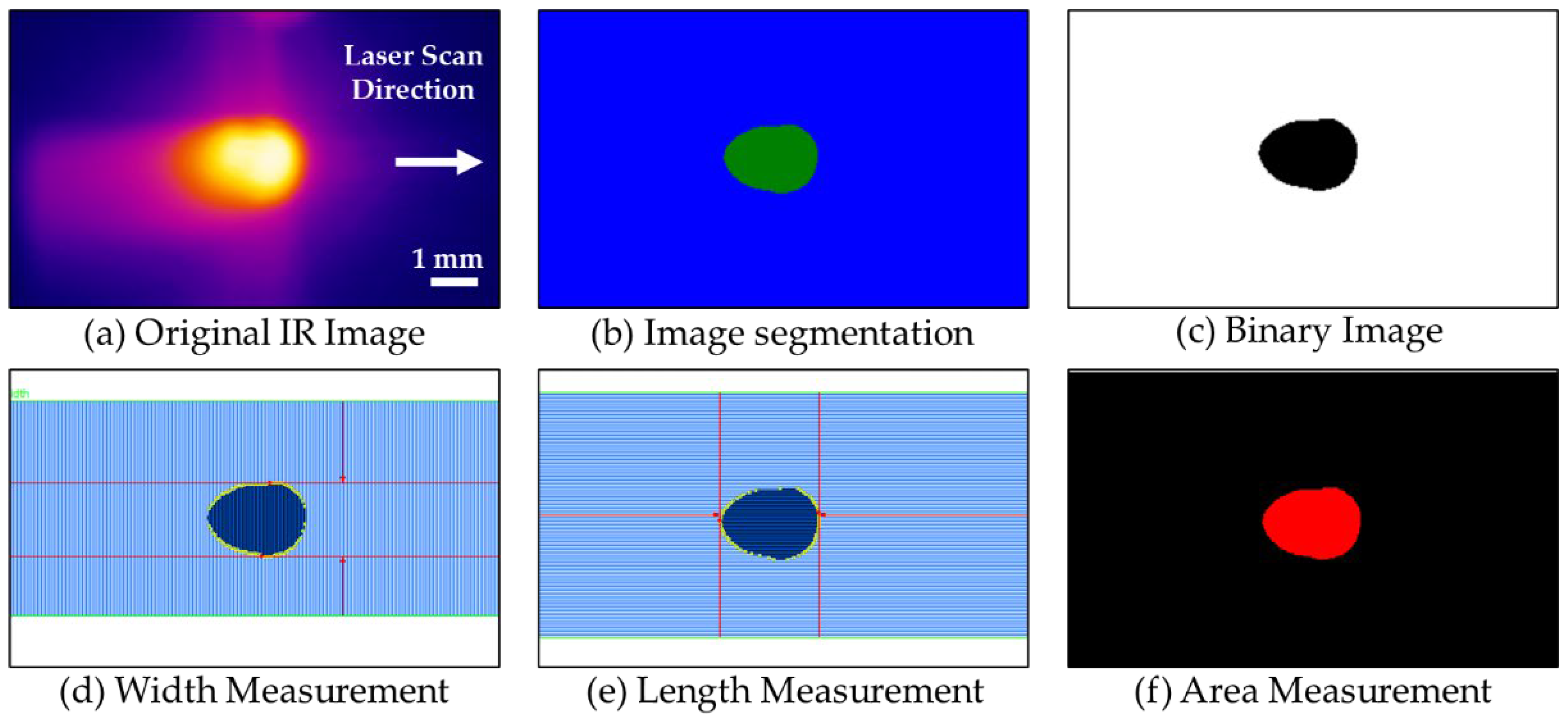
3.2. Infrared Images
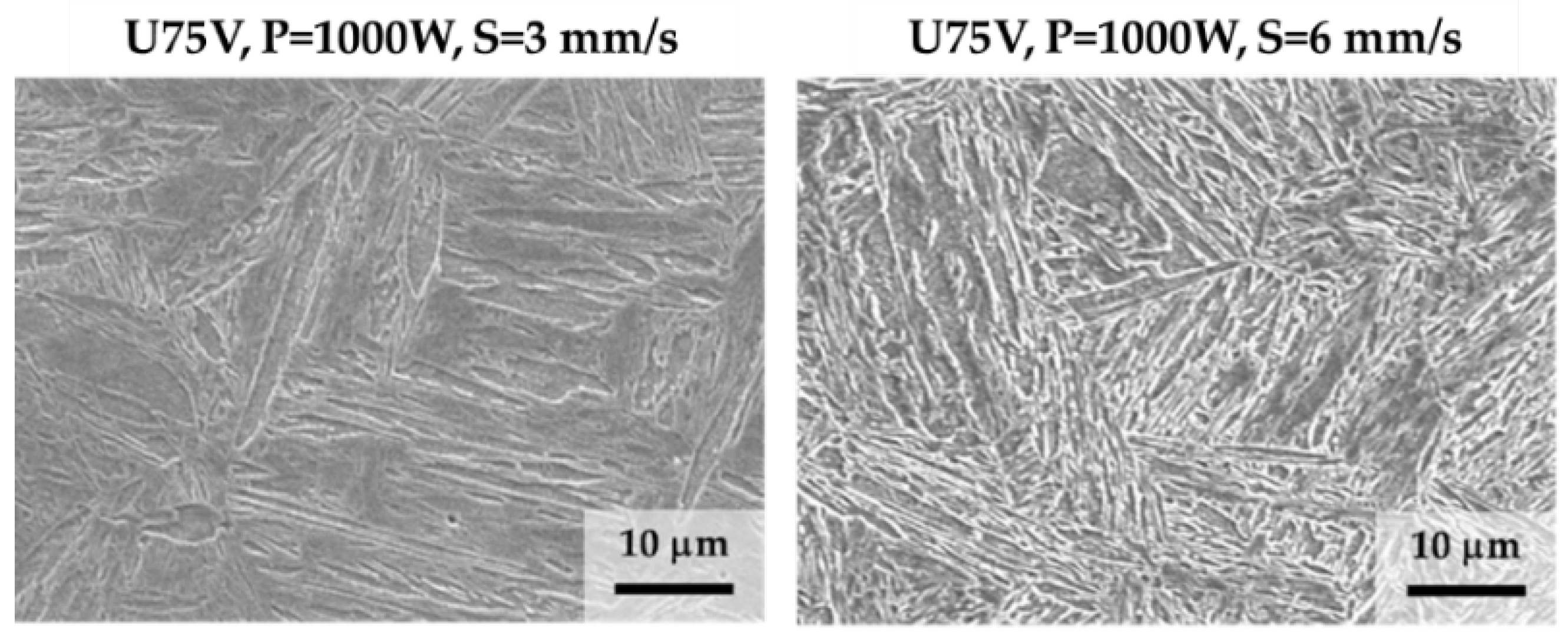
3.3. Microstructure and Microhardness
4. Discussion
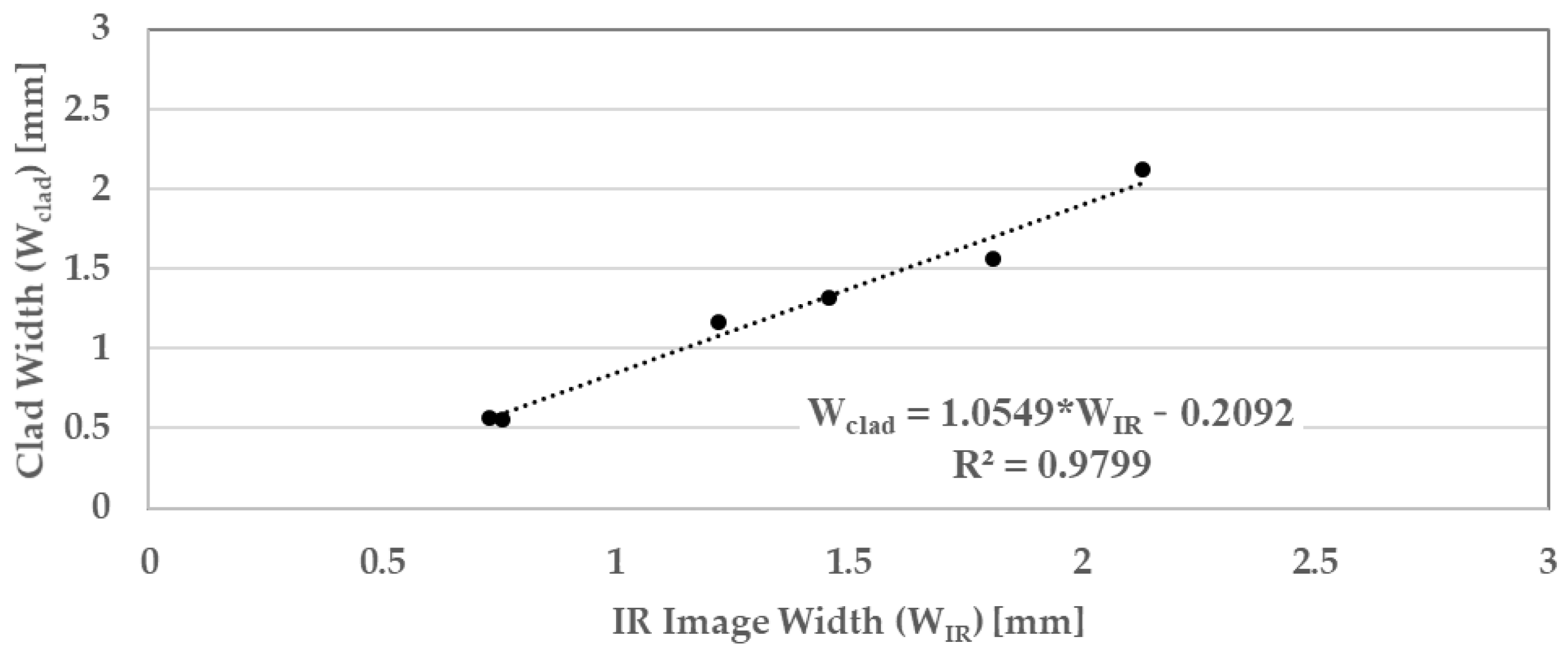
4.1. Correlation between Infrared Images and Cladded Geometry
4.2. Correlation between Infrared Images and Microstructure
5. Conclusions
- Melt pool of laser cladding of rail steel was observed in real time, using infrared camera and image-analysis software. This method was able to detect discrepancies from different cladding conditions, different clad layers, and small disturbances. It was useful for determining the clad geometry and predicting the microstructure of the cladded substrate.
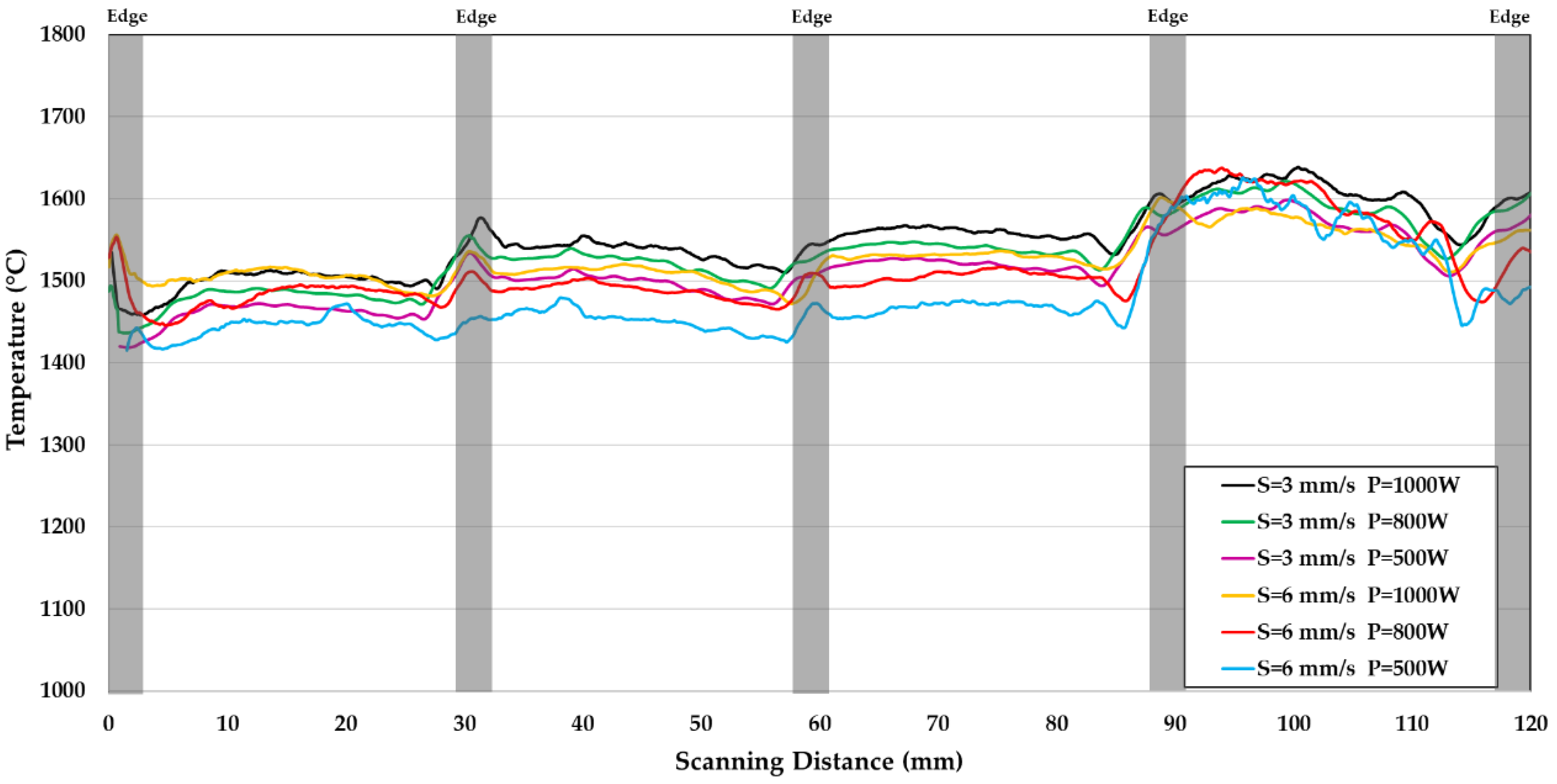
- The cladding temperature was calculated from the infrared image of its melt pool and had a good relationship with the process condition of laser cladding. The cladding temperature was shifted during the cladding process in different layers, so using temperature solely was not enough to monitor the process.
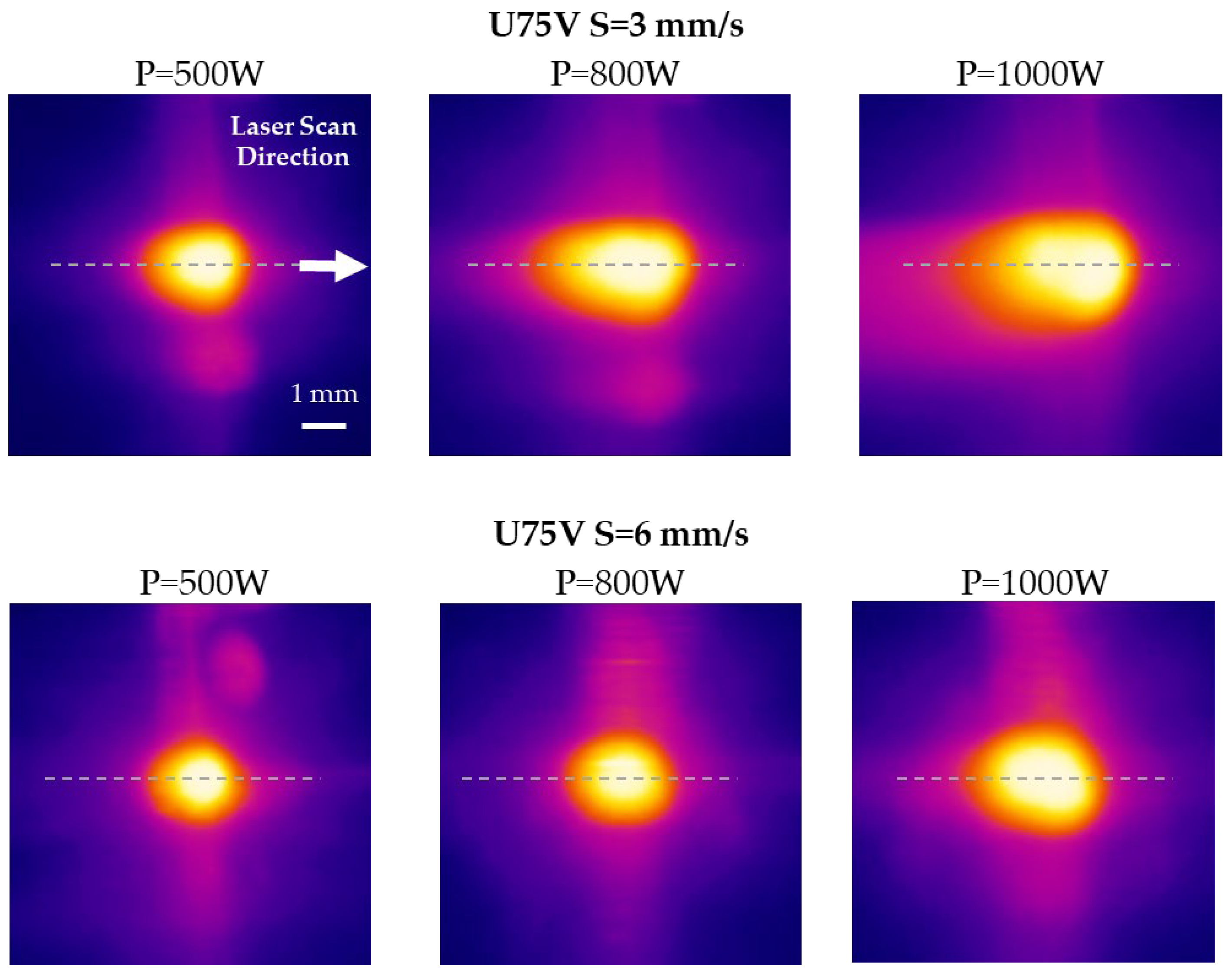
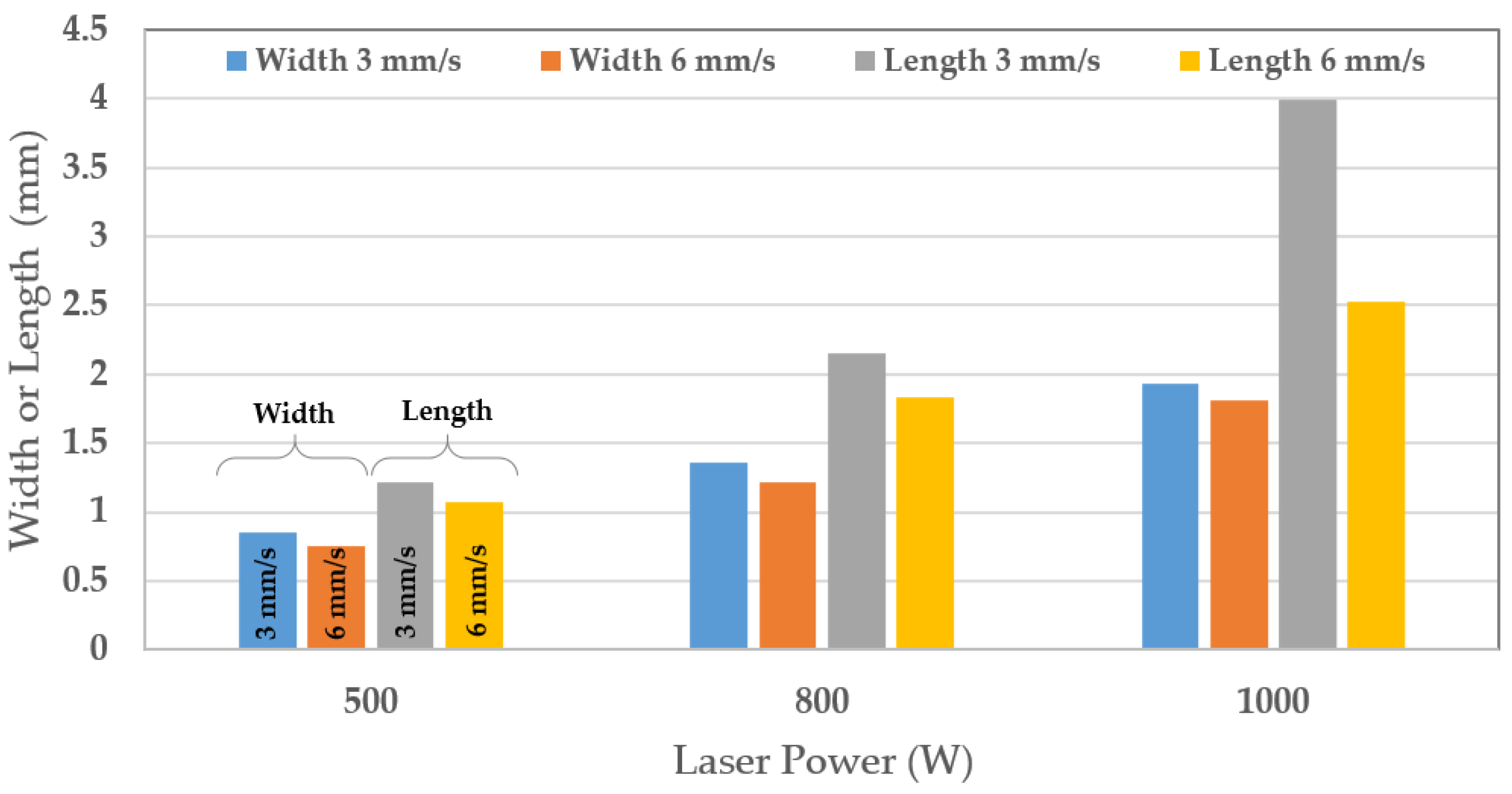
- The laser hot spot’s width, length, and area changed accordingly with the laser power and laser scanning speed. For all cladding conditions, the molten pool’s width matched well with the clad’s width. The molten pool’s spot profile correlated well with the process condition. The molten pool’s width was affected more by the laser power, and the molten pool’s length was affected more from the scanning speed.
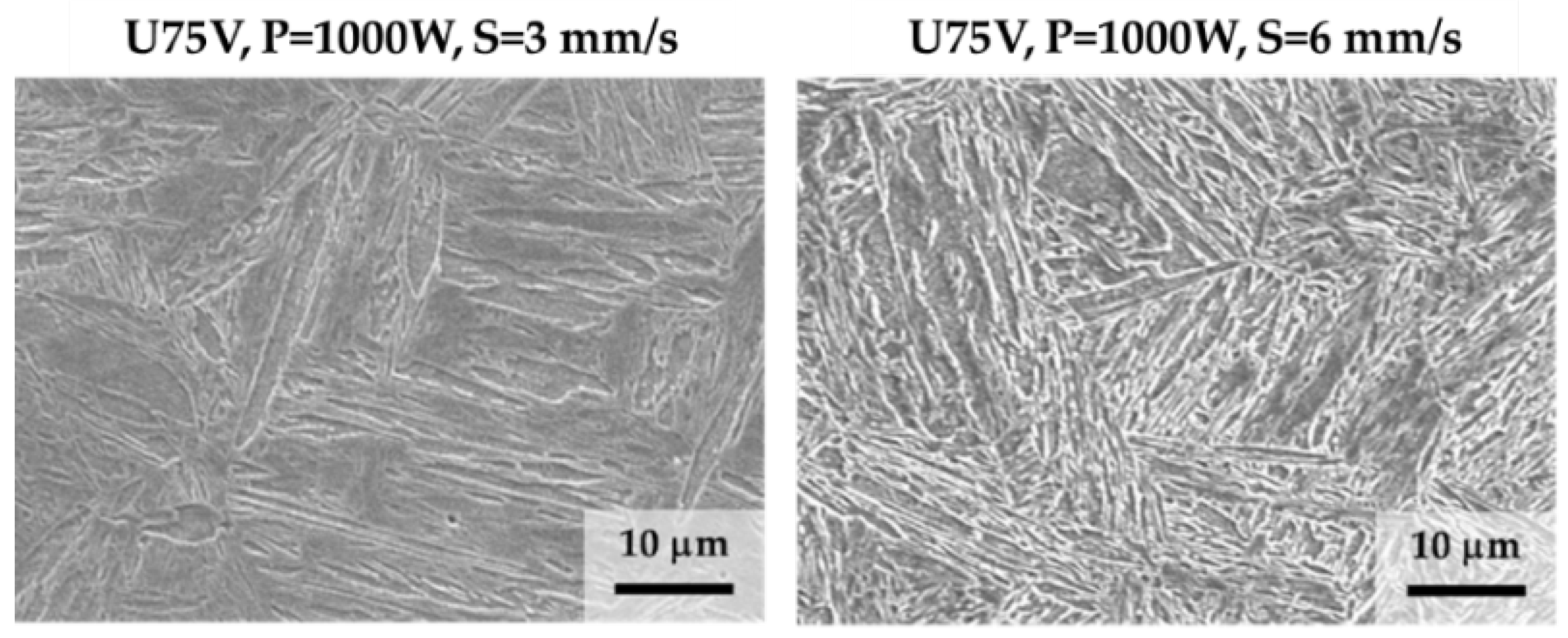
- The cladding temperature and the cooling rate from the temperature gradient were correctly related to the measured microhardness and microstructure of the HAZ region. The faster laser scanning speed caused a lower cladding temperature and faster cooling rate at the interfacing layer, resulting in a smaller martensite microstructure and slightly higher hardness in the HAZ region.
- Further research is needed to identify a deeper relationship between the dynamic imaging of the molten pool and other cladding characteristics, including the cladding layer, particle uniformity, surface roughness, and so on.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- He, H.; Zhang, T.; Ma, M.; Liu, W. Microstructure and wear resistance of laser cladding particulate reinforced Fe-based composite coating on railway steel. J. Laser Appl. 2017, 29, 022503. [Google Scholar] [CrossRef]
- Clare, A.T.; Oyelola, O.; Abioye, T.E.; Farayibi, P.K. Laser cladding of rail steel with Co–Cr. Surf. Eng. 2013, 29, 731–736. [Google Scholar] [CrossRef]
- Lai, Q.; Abrahams, R.; Yan, W.; Qiu, C.; Mutton, P.; Paradowska, A.; Soodi, M. Investigation of a novel functionally graded material for the repair of premium hypereutectoid rails using laser cladding technology. Compos. Part B Eng. 2017, 130, 174–191. [Google Scholar] [CrossRef]
- Roy, T.; Lai, Q.; Abrahams, R.; Mutton, P.; Paradowska, A.; Soodi, M.; Yan, W. Effect of deposition material and heat treatment on wear and rolling contact fatigue of laser cladded rails. Wear 2018, 412, 69–81. [Google Scholar] [CrossRef]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar] [CrossRef]
- Wang, X.; Lei, L.; Yu, H. A review on microstructural features and mechanical properties of wheels/rails cladded by laser cladding. Micromachines 2021, 12, 152. [Google Scholar] [CrossRef]
- Lewis, S.R.; Fretwell-Smith, S.; Goodwin, P.S.; Smith, L.; Lewis, R.; Aslam, M.; Fletcher, D.I.; Murray, K.; Lambert, R. Improving rail wear and RCF performance using laser cladding. Wear 2016, 366, 268–278. [Google Scholar] [CrossRef]
- Fu, Z.K.; Ding, H.H.; Wang, W.J.; Liu, Q.Y.; Guo, J.; Zhu, M.H. Investigation on microstructure and wear characteristic of laser cladding Fe-based alloy on wheel/rail materials. Wear 2015, 330, 592–599. [Google Scholar] [CrossRef]
- Narayanan, A.; Mostafavi, M.; Pirling, T.; Kabra, S.; Lewis, R.; Pavier, M.J.; Peel, M.J. Residual stress in laser cladded rail. Tribol. Int. 2019, 140, 105844. [Google Scholar] [CrossRef]
- You, D.Y.; Gao, X.D.; Katayama, S. Review of laser welding monitoring. Sci. Technol. Weld. Join. 2014, 19, 181–201. [Google Scholar] [CrossRef]
- Kaewprachum, B.; Srisungsitthisunti, P. Real-Time Process Monitoring of Laser Welding by Infrared Camera and Image Processing. In Key Engineering Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2020; Volume 856, pp. 160–168. [Google Scholar]
- Lei, T.; Rong, Y.; Xu, J.; Huang, Y. Experiment study and regression analysis of molten pool in laser welding. Opt. Laser Technol. 2018, 108, 534–541. [Google Scholar] [CrossRef]
- Gao, J.Q.; Qin, G.L.; Yang, J.L.; He, J.G.; Zhang, T.; Wu, C.S. Image processing of weld pool and keyhole in Nd: YAG laser welding of stainless steel based on visual sensing. Trans. Nonferrous Met. Soc. China 2011, 21, 423–428. [Google Scholar] [CrossRef]
- Chen, Z.; Gao, X. Detection of weld pool width using infrared imaging during high-power fiber laser welding of type 304 austenitic stainless steel. Int. J. Adv. Manuf. Technol. 2014, 74, 1247–1254. [Google Scholar] [CrossRef]
- Cai, W.; Wang, J.; Cao, L.; Mi, G.; Shu, L.; Zhou, Q.; Jiang, P. Predicting the weld width from high-speed successive images of the weld zone using different machine learning algorithms during laser welding. Math. Biosci. Eng. 2019, 16, 5595–5612. [Google Scholar] [CrossRef]
- Smurov, I.; Doubenskaia, M.; Zaitsev, A. Comprehensive analysis of laser cladding by means of optical diagnostics and numerical simulation. Surf. Coat. Technol. 2013, 220, 112–121. [Google Scholar] [CrossRef]
- Muvvala, G.; Karmakar, D.P.; Nath, A.K. Online monitoring of thermo-cycles and its correlation with microstructure in laser cladding of nickel based super alloy. Opt. Lasers Eng. 2017, 88, 139–152. [Google Scholar] [CrossRef]
- Erfanmanesh, M.; Abdollah-Pour, H.; Mohammadian-Semnani, H.; Shoja-Razavi, R. An empirical-statistical model for laser cladding of WC-12Co powder on AISI 321 stainless steel. Opt. Laser Technol. 2017, 97, 180–186. [Google Scholar] [CrossRef]
- Guo, D.; Yu, D.; Zhang, P.; Duan, Y.; Zhang, B.; Zhong, Y.; Qiu, J. Laminar plasma jet surface hardening of the U75V rail steel: Insight into the hardening mechanism and control scheme. Surf. Coat. Technol. 2020, 394, 125857. [Google Scholar] [CrossRef]
- Seo, J.W.; Kim, J.C.; Kwon, S.J.; Jun, H.K. Effects of laser cladding for repairing and improving wear of rails. Int. J. Precis. Eng. Manuf. 2019, 20, 1207–1217. [Google Scholar] [CrossRef]
- Ren, W.Q.; Wang, L.; Xue, Z.L.; Li, C.Z.; Zhu, H.Y.; Huang, A.; Li, C. A thermodynamic assessment of precipitation, growth, and control of MnS inclusion in U75V heavy rail steel. High Temp. Mater. Processes 2021, 40, 178–192. [Google Scholar] [CrossRef]
- Wirth, F.; Wegener, K. A physical modeling and predictive simulation of the laser cladding process. Addit. Manuf. 2018, 22, 307–319. [Google Scholar] [CrossRef]
- Li, X.; Wei, Y. Effect of austenitising heat treatment on microstructure and properties of a nitrogen bearing martensitic stainless steel. Open Phys. 2019, 17, 601–606. [Google Scholar] [CrossRef] [Green Version]
- Yang, H.S.; Bhadeshia, H.K.D.H. Austenite grain size and the martensite-start temperature. Scr. Mater. 2009, 60, 493–495. [Google Scholar] [CrossRef]
- Souza, S.D.S.D.; Moreira, P.S.; Faria, G.L.D. Austenitizing temperature and cooling rate effects on the martensitic transformation in a microalloyed-steel. Mater. Res. 2020, 23. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment Parameters | Values |
|---|---|
| Laser power | 500, 800, 1000 W |
| Cladding material | Inconel 625 |
| Cladding scanning speed | 3, 6 mm/s |
| Powder feed rate | 15 g/min |
| Angle of laser beam | 10 degrees |
| Laser focusing distance | 15 mm |
| Argon flow rate | 15 L/min |
| Angle of IR Camera | 45 degrees |
| Distance from work piece to IR camera | 550 mm |
| Scan Speed | Laser Power | Clad Height | Clad Width | Clad Depth | Clad Area |
|---|---|---|---|---|---|
| (mm/s) | (W) | (mm) | (mm) | (mm) | (mm2) |
| 3 | 500 | 0.15 | 0.54 | 0.15 | 0.25 |
| 3 | 800 | 0.71 | 1.32 | 0.35 | 2.20 |
| 3 | 1000 | 1.06 | 2.20 | 0.37 | 4.94 |
| 6 | 500 | 0.09 | 0.57 | 0.15 | 0.21 |
| 6 | 800 | 0.17 | 1.17 | 0.44 | 1.12 |
| 6 | 1000 | 0.53 | 1.56 | 0.41 | 2.30 |
| Scan Speed | Laser Power | Average IR Temperature | Cooling Rate | Width | Hot Spot Length | Area |
|---|---|---|---|---|---|---|
| (mm/s) | (W) | (°C) | (°C/mm) | (mm) | (mm) | (mm2) |
| 3 | 500 | 1480 | 540.9 | 0.85 | 1.22 | 2.9 |
| 3 | 800 | 1529 | 249.3 | 1.36 | 2.15 | 8.7 |
| 3 | 1000 | 1569 | 82.9 | 1.93 | 3.99 | 22.5 |
| 6 | 500 | 1446 | 670.8 | 0.75 | 1.07 | 2.0 |
| 6 | 800 | 1509 | 209.2 | 1.22 | 1.83 | 6.9 |
| 6 | 1000 | 1517 | 249.3 | 1.81 | 2.53 | 13.5 |
| Scan Speed | Laser Power | Microhardness (HV) | ||
|---|---|---|---|---|
| (mm/s) | (W) | Cladding | HAZ | Substrate |
| 3 | 500 | 228.2 ± 2.7 | 461.6 ± 3.3 | 407.0 ± 1.1 |
| 3 | 800 | 218.7 ± 1.8 | 438.9 ± 5.8 | 402.2 ± 1.5 |
| 3 | 1000 | 231.6 ± 2.1 | 423.1 ± 7.3 | 400.7 ± 2.3 |
| 6 | 500 | 241.5 ± 1.6 | 483.9 ± 7.6 | 401.3 ± 1.4 |
| 6 | 800 | 226.6 ± 1.0 | 456.1 ± 5.5 | 400.1 ± 1.5 |
| 6 | 1000 | 230.2 ± 3.2 | 477.6 ± 9.6 | 410.2 ± 2.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Srisungsitthisunti, P.; Kaewprachum, B.; Yang, Z.; Gao, G. Real-Time Quality Monitoring of Laser Cladding Process on Rail Steel by an Infrared Camera. Metals 2022, 12, 825. https://doi.org/10.3390/met12050825
Srisungsitthisunti P, Kaewprachum B, Yang Z, Gao G. Real-Time Quality Monitoring of Laser Cladding Process on Rail Steel by an Infrared Camera. Metals. 2022; 12(5):825. https://doi.org/10.3390/met12050825
Chicago/Turabian StyleSrisungsitthisunti, Pornsak, Boonrit Kaewprachum, Zhigang Yang, and Guhui Gao. 2022. "Real-Time Quality Monitoring of Laser Cladding Process on Rail Steel by an Infrared Camera" Metals 12, no. 5: 825. https://doi.org/10.3390/met12050825
APA StyleSrisungsitthisunti, P., Kaewprachum, B., Yang, Z., & Gao, G. (2022). Real-Time Quality Monitoring of Laser Cladding Process on Rail Steel by an Infrared Camera. Metals, 12(5), 825. https://doi.org/10.3390/met12050825