
Investigation of the Hearth Erosion of WISCO No. 1 Blast Furnace Based on the Numerical Analysis of Iron Flow and Heat Transfer in the Hearth


 ,
,
Abstract
:1. Introduction
2. Physical System
2.1. Judgment of the Deadman State in the Hearth
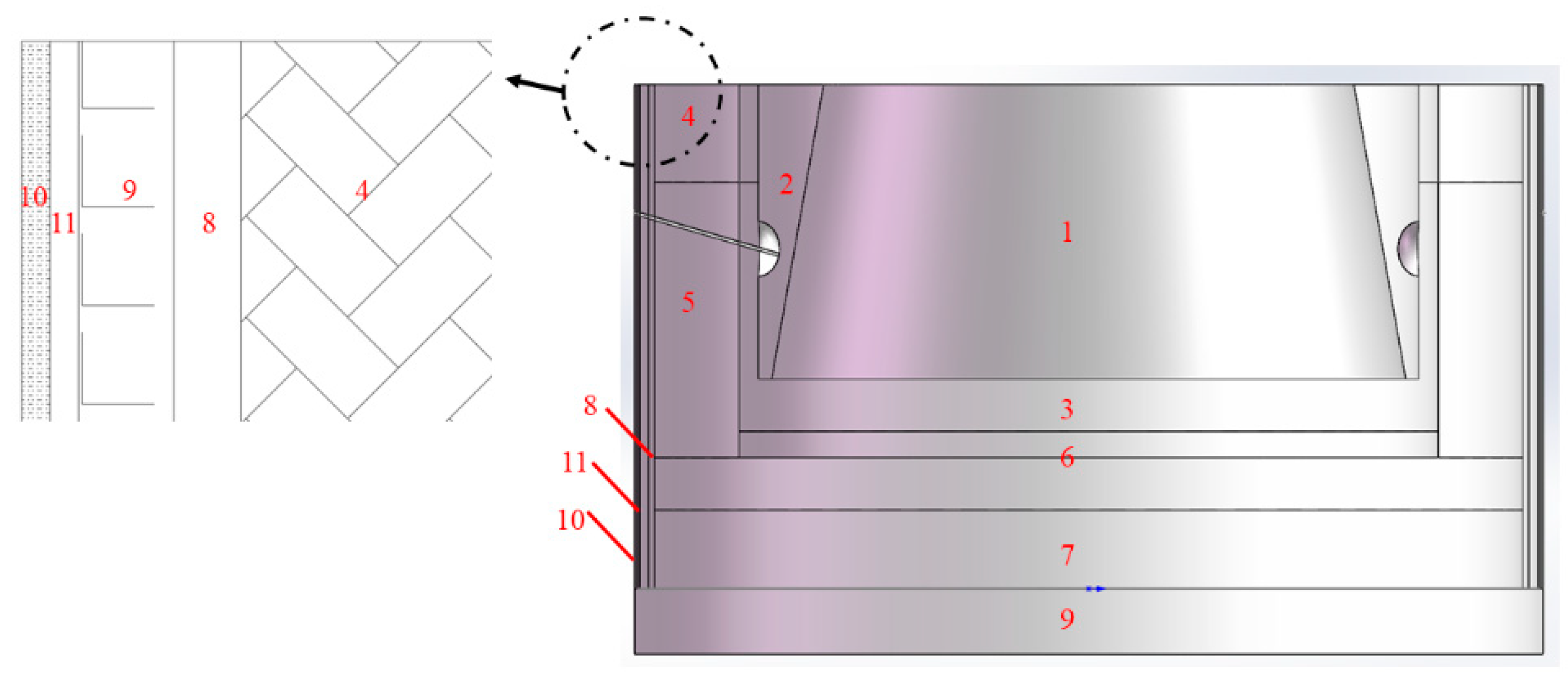
2.2. Physical Model Setting
3. Governing Equations and Numerical Method
3.1. Mathematical Model Description
- (1)
- Continuity equation:
- (2)
- Momentum conservation equation:
- (3)
- (4)
- Heat conservation equation:
3.2. Boundary Conditions
- The upper surface of the hearth was set as the iron flow inlet with a uniform velocity calculated based on the average daily iron productivity (5000 tHM/d) of the WISCO No. 1 BF, and the iron temperature was assumed as constant (1805 K) at the inlet surface;
- The taphole exit was set as the pressure outlet boundary (kept at 1.0 atm) and a mass flow boundary condition was implemented to ensure mass balance;
- A no-slip condition existed on the inner surface of the refractory walls and the standard log-law wall function was applied for the iron velocity;
- A coupled thermal boundary layer was modeled for the walls between the hot metal and the refractory walls;
- The temperatures at the cold faces of the hearth were assumed as constant and the temperature at the upper surface of the refractory walls was set as adiabatic [21].
3.3. Numerical Method
4. Results and Discussion
4.1. Numerical Analysis of Iron Flow and Heat Transfer
4.2. Discussion of the Hearth Erosion of WISCO No. 1 BF
4.3. Influence of Iron Tapping Factors on the Iron Flow Field
4.4. Influence of the Hearth’s Refractory Structure on the Temperature Field
4.5. Further Discussions on the Erosion of the BF’s Hearth
5. Conclusions
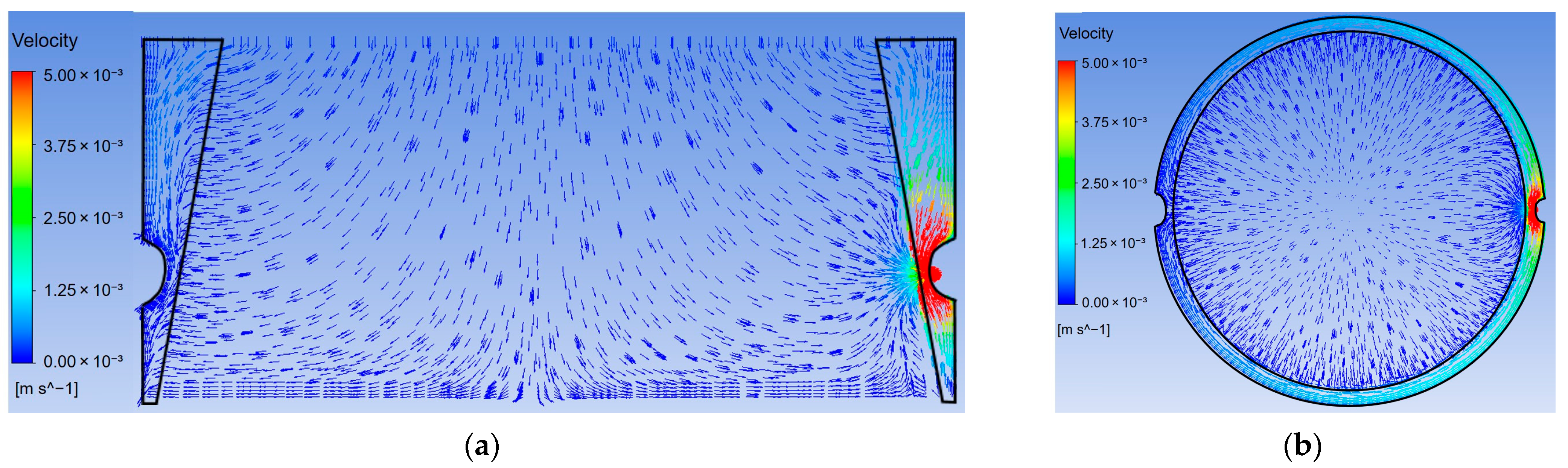
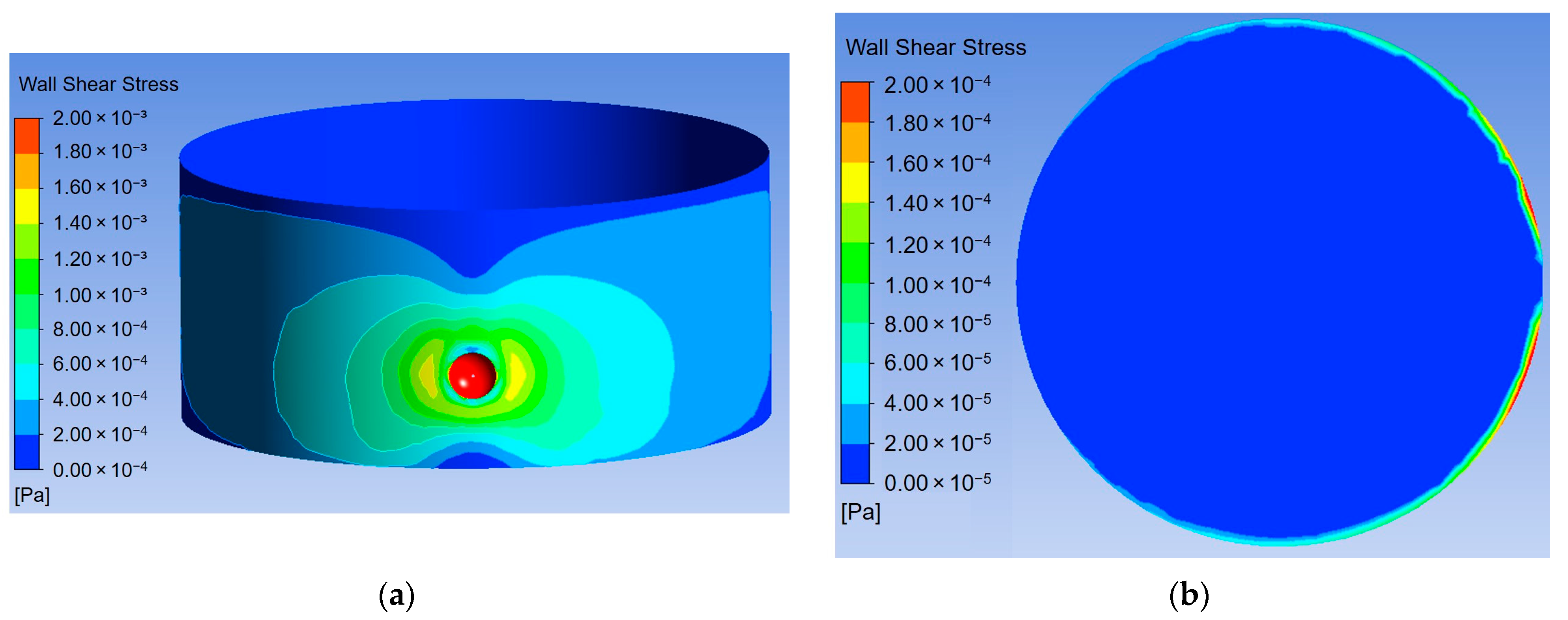
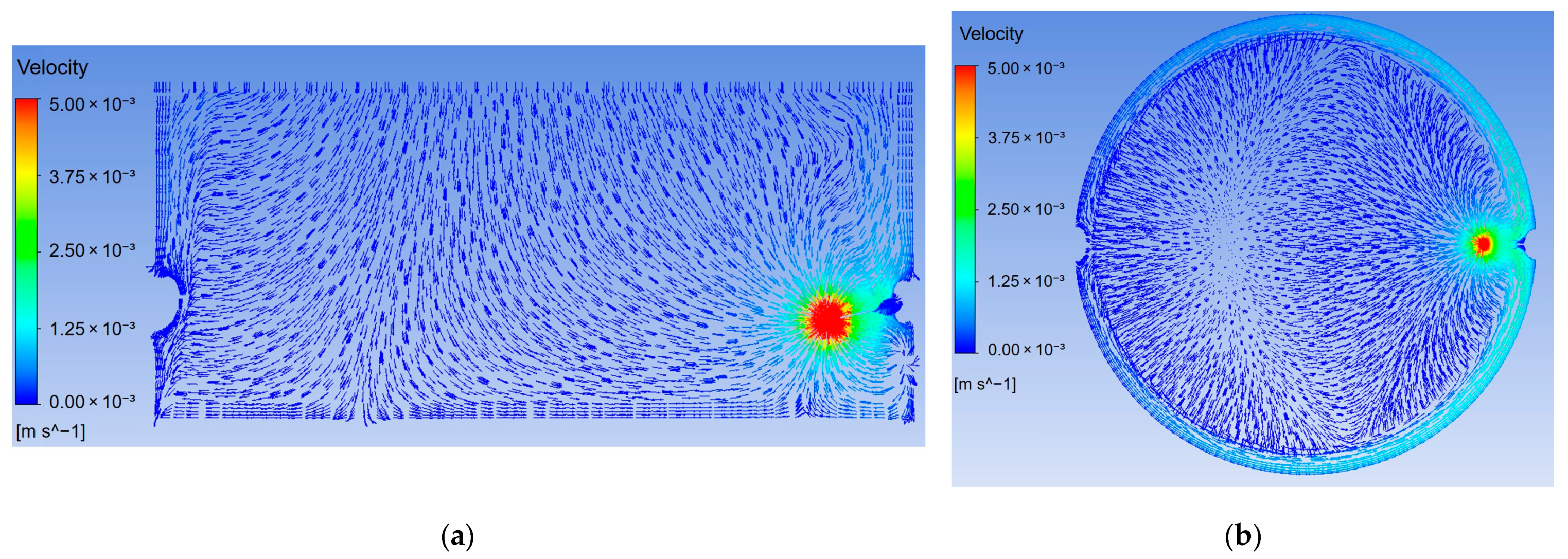
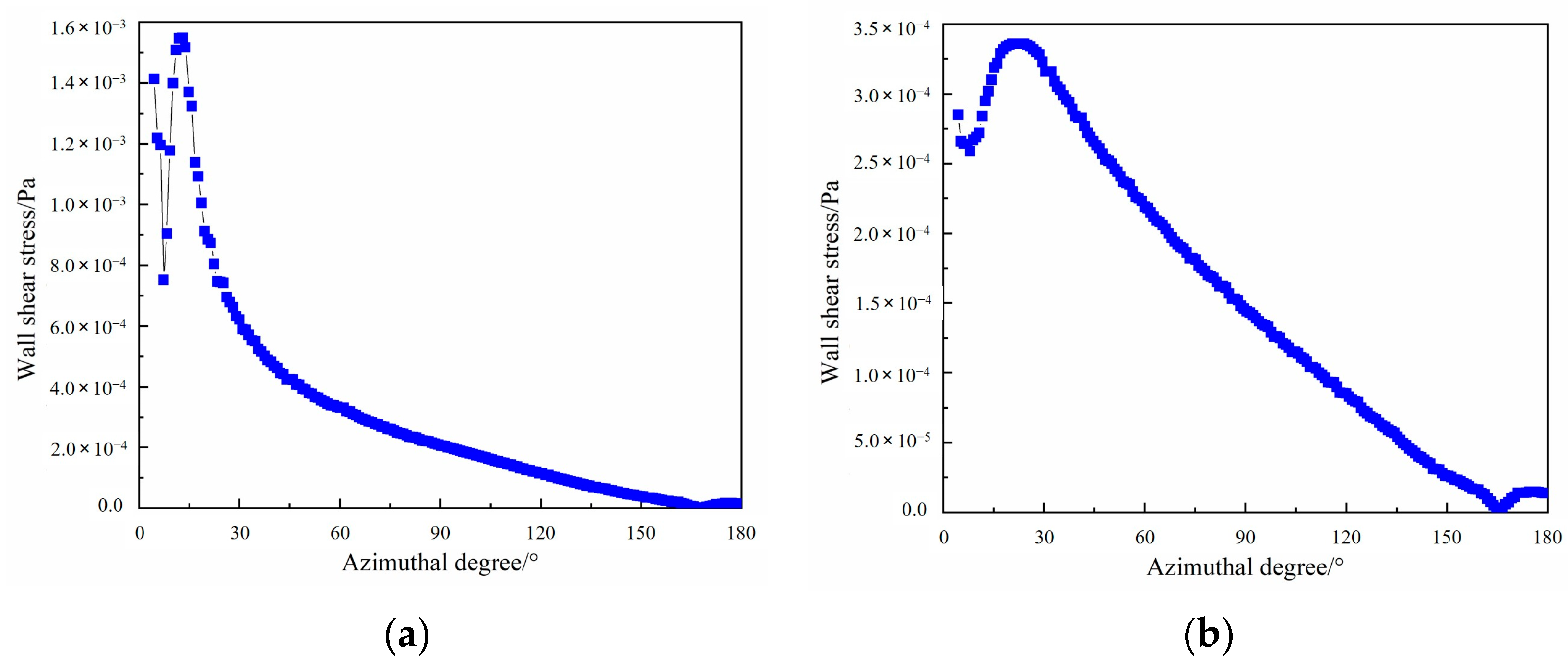
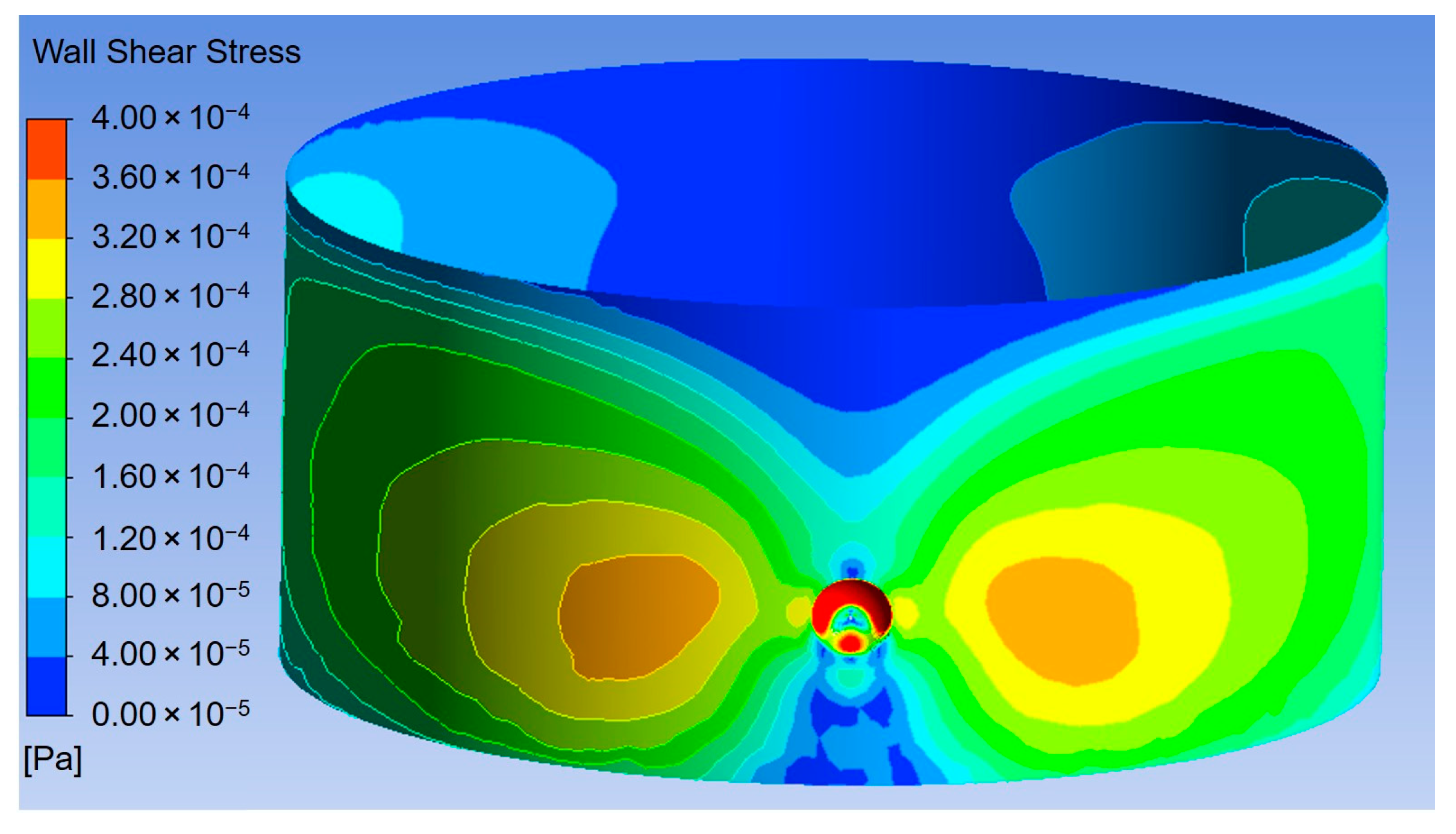
- For WISCO’s No. 1 BF, the deadman state is “fully sitting” in the hearth. Under this influence, most of the hot metal first flows to the adjacent CFZ and then flows circumferentially through the CFZ to the taphole. The iron circulation flow causes shear stress on the hearth sidewall. The higher wall shear stress is located near the taphole within the azimuthal angle range of 0–20° and below the taphole within about 1.0 m. In contrast, the average iron velocity near the hearth bottom is quite low and the corresponding shear stress can be negligible.
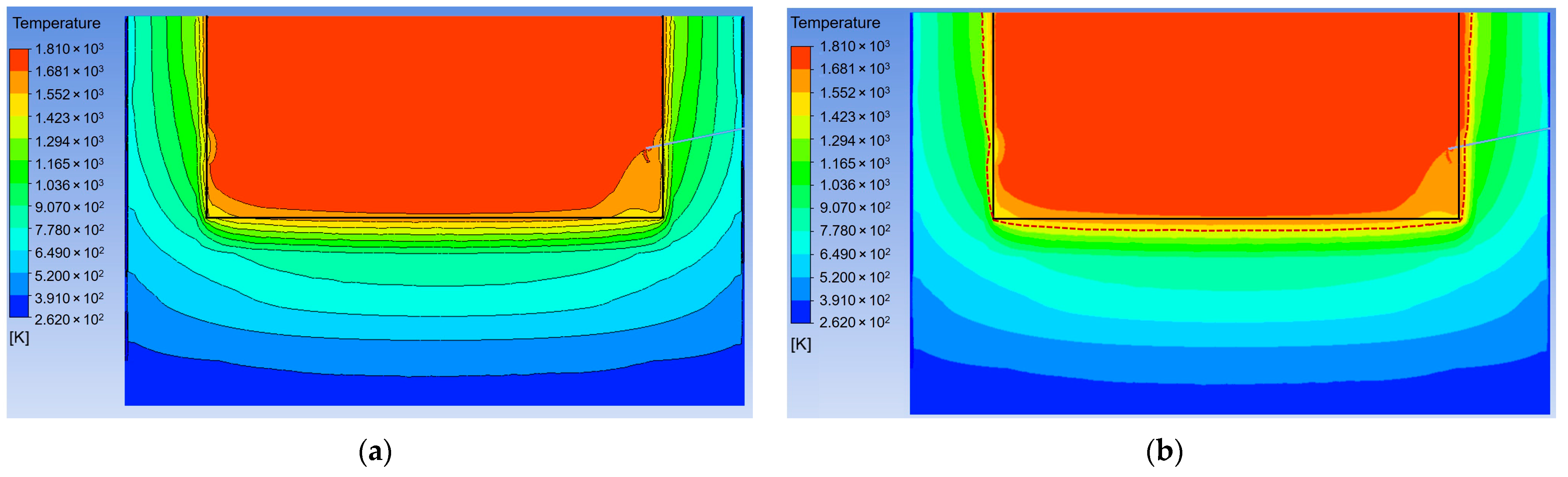
- The 1423 K isotherm is located inside the hearth lining, indicating the potential thermal erosion risk of the hearth. The erosion depth in the hearth sidewall gradually increases with the hearth height. The erosion depth in the hearth bottom gradually increases from the hearth corner section to the central section.
- Based on the empirical expressions obtained by the multiple linear regressions, the erosion depth in the hearth bottom is largely dependent on the temperature compared to the wall shear stress, while the erosion depth in the hearth sidewall is more dependent on the wall shear stress than the temperature.
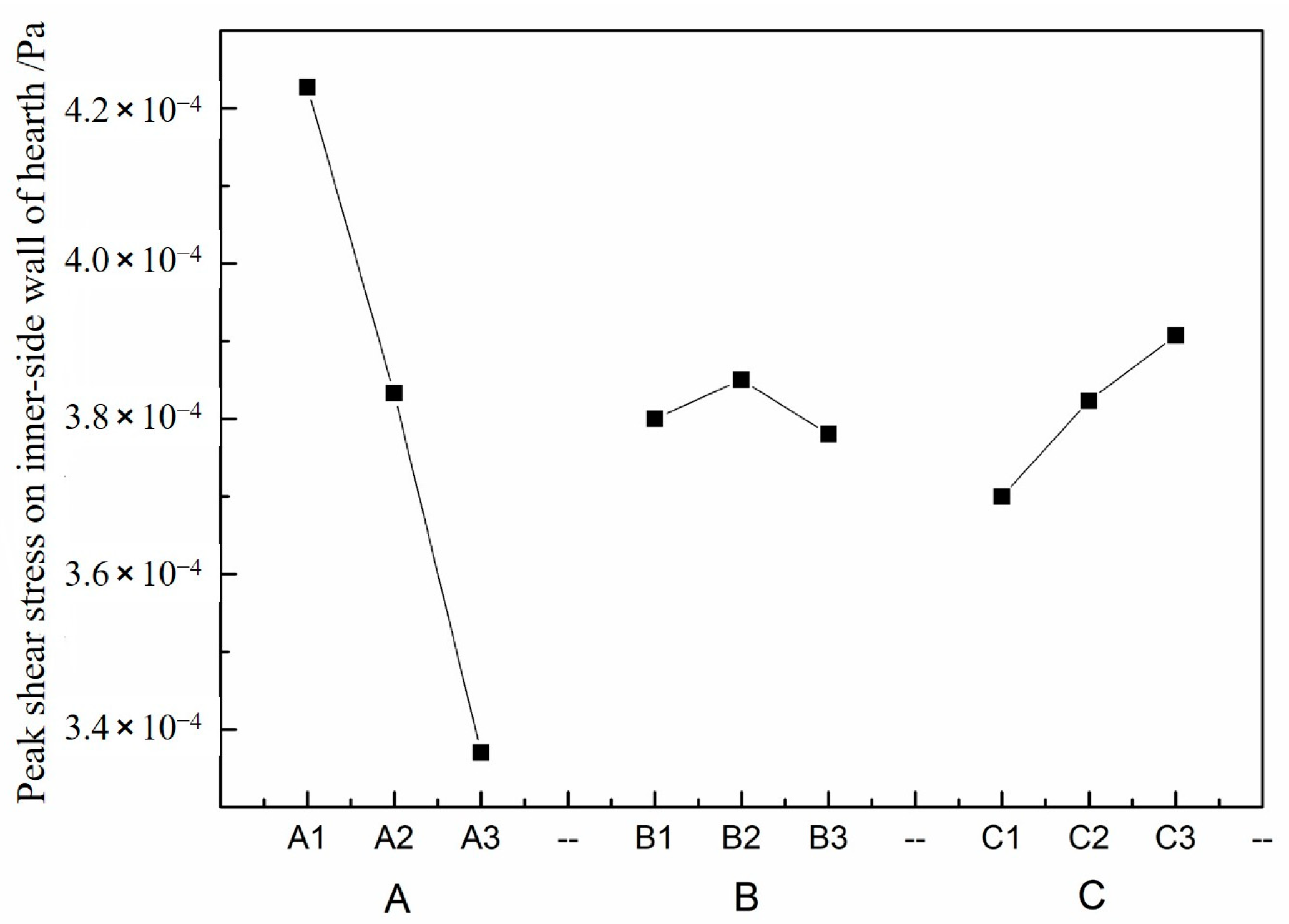
- The taphole depth has a great influence on the shear stress on the hearth sidewall. The peak wall shear stress decreases significantly with the increase in the taphole depth. With the increase in the taphole inclination, the peak wall shear stress increases moderately. The effect of taphole size on the wall shear stress is not significant.
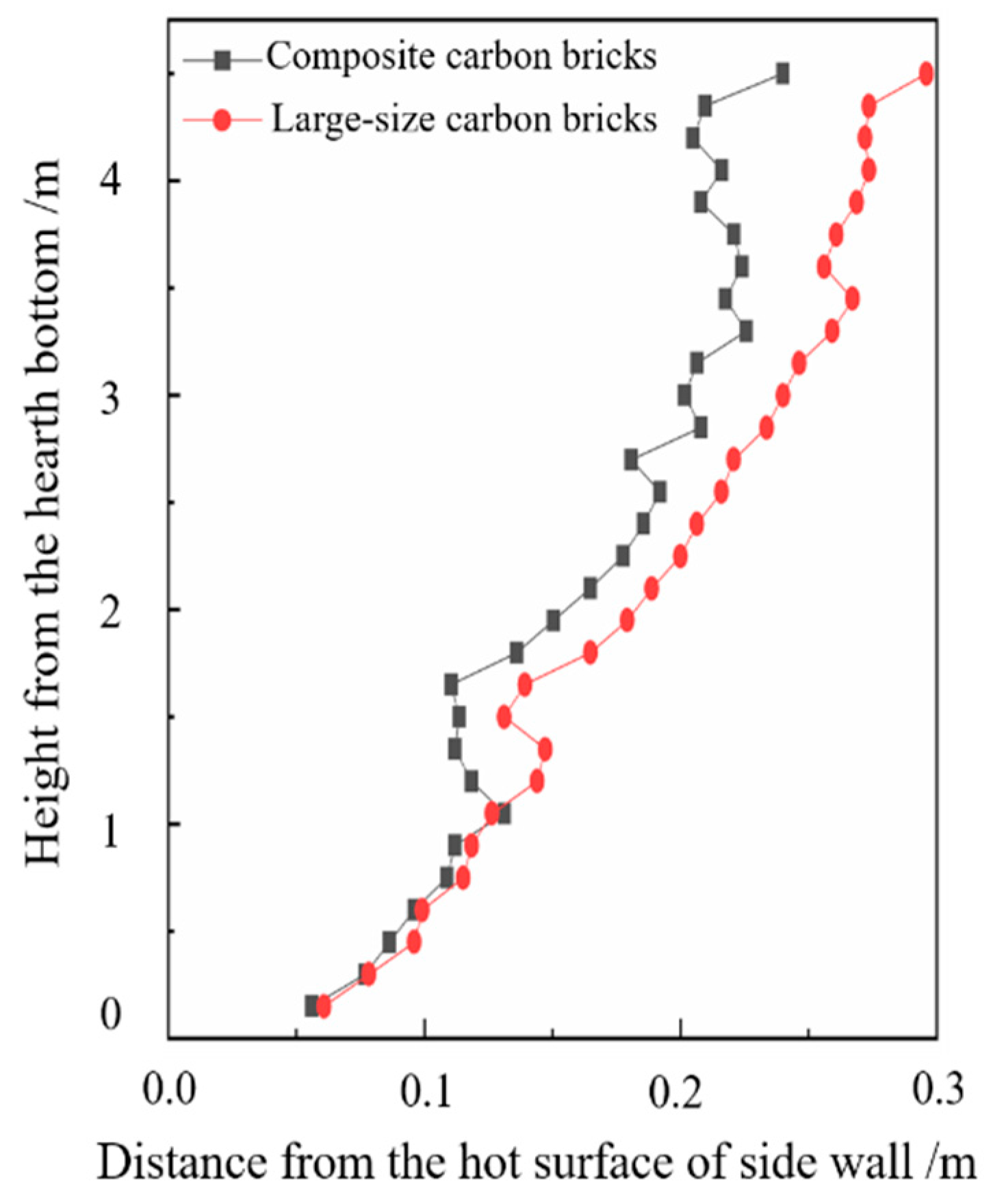
- For the hearth with a composite carbon brick structure, the 1423 K isotherm is closer to the hot surface of the hearth sidewall compared with the hearth with the traditional large-size carbon brick structure. This indicates that the heat transfer effect of the former hearth structure is better than that of the latter one.
- The wall shear stress and 1423 K isotherm are two key indices reflecting the hearth erosion risk of a BF. Based on the additional simulation work for the WISCO No. 6 BF, which has a similar hearth structure and deadman state to the No. 1 BF but with a larger effective volume and a higher daily productivity, the average wall shear stress is 12.5% larger than that of the No. 1 BF hearth and the 1423 K isotherm in the sidewall and bottom sections is also deeper by an average of 0.03 m and 0.05 m, respectively. This indicates that for a larger BF, the hearth erosion risk due to both mechanical and thermal erosion mechanisms may be more severe than for a smaller BF.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Naito, M.; Takeda, K.; Matsui, Y. Ironmaking technology for the last 100 years: Deployment to advanced technologies from introduction of technological know-how, and evolution to next-generation process. ISIJ Int. 2015, 55, 7–35. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.Y.; Chiu, C.L.; Tsai, K.Y.; Chen, P.K.; Peng, P.C.; Wang, H.L. Inspecting the current thickness of a refractory wall inside an operational blast furnace using the impact echo method. NDT E Int. 2014, 66, 43–51. [Google Scholar] [CrossRef]
- Jiao, K.X.; Zhang, J.L.; Liu, Z.J.; Chen, C.L.; Liu, Y.X. Analysis of blast furnace hearth sidewall erosion and protective layer formation. ISIJ Int. 2016, 56, 1956–1963. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.L.; Cheng, S.S.; Zhang, P.; Zhou, S.H. Sensitive influence of floating state of blast furnace deadman on molten iron flow and hearth erosion. ISIJ Int. 2015, 55, 2332–2341. [Google Scholar] [CrossRef] [Green Version]
- Komiyama, K.M.; Guo, B.Y.; Zughbi, H.; Zulli, P.; Yu, A.B. Improved CFD model to predict flow and temperature distributions in a blast furnace hearth. Metall. Mater. Trans. B 2014, 45, 1895–1914. [Google Scholar] [CrossRef]
- Cheng, W.T.; Huang, E.N.; Du, S.W. Numerical analysis on transient thermal flow of the blast furnace hearth in tapping process through CFD. Int. Commun. Heat Mass 2014, 57, 12–21. [Google Scholar] [CrossRef]
- Wang, P.; Bie, W. Numerical simulation of flow field of hot metal for hearth of blast furnace. Met. Mater. Metall. Eng. 2011, 39, 16–21. [Google Scholar]
- Shao, L.; Saxén, H. Numerical prediction of iron flow and bottom erosion in the blast furnace hearth. Steel Res. Int. 2012, 83, 878–885. [Google Scholar] [CrossRef]
- Song, F.B. Numerical Simulation of the Effect of Hot Metal Flow and Shear Stress on Blast Furnace; Northeastern University: Boston, MA, USA, 2013. [Google Scholar]
- Lai, P.C.; Du, S.W.; Liu, S.H.; Cheng, W.T. Numerical investigation on effects of cooling water temperature and deadman status on thermal flow in the hearth of blast furnace during tapping shutdown. Therm. Sci. Eng. Prog. 2021, 23, 100908. [Google Scholar] [CrossRef]
- Guo, B.Y.; Yu, A.B.; Zulli, P.; Maldonado, D. CFD modeling and analysis of the flow, heat transfer and mass transfer in a blast furnace hearth. Steel Res. Int. 2011, 82, 579–586. [Google Scholar] [CrossRef]
- Chang, C.M.; Cheng, W.T.; Huang, C.E.; Du, S.W. Numerical prediction on the erosion in the hearth of a blast furnace during tapping process. Int. Commun. Heat. Mass. 2009, 36, 480–490. [Google Scholar] [CrossRef]
- Zhou, C.Q.; Huang, D.; Zhao, Y.F.; Chaubal, P. Computational fluid dynamics analysis of 3D hot metal flow characteristics in a blast furnace hearth. J. Therm. Sci. Eng. Appl. 2010, 2, 011006. [Google Scholar] [CrossRef]
- Jiao, K.X.; Zhang, J.L.; Hou, Q.F.; Liu, Z.J.; Wang, G.W. Analysis of the relationship between productivity and hearth wall temperature of a commercial blast furnace and model prediction. Steel Res. Int. 2017, 88, 1600475. [Google Scholar] [CrossRef]
- Saxén, H. Model of draining of the blast furnace hearth with an impermeable zone. Metall. Mater. Trans. B 2015, 46, 421–431. [Google Scholar] [CrossRef]
- Liang, W.Q. Numerical Simulation of the Effect of Dead-Man on the Flow of Iron; North China University of Science and Technology: Boston, MA, USA, 2019. [Google Scholar]
- Shao, L.; Xiao, Q.L.; Zhang, C.B.; Zou, Z.S.; Saxén, H. Dead-man behavior in the blast furnace hearth—A brief review. Processes 2020, 8, 1335. [Google Scholar] [CrossRef]
- Zhu, J.F.; Cheng, S.S.; Zhao, H.B.; Zhang, L. Effect of deadman state on the residual rate of slag in a blast furnace hearth. J. Univ. Sci. Technol. Beijing 2009, 31, 224–228. [Google Scholar]
- Zhu, J.F.; Zhao, H.B.; Cheng, S.S.; Pan, H.W. Force analysis and calculation of deadman in a blast furnace hearth. J. Univ. Sci. Technol. Beijing 2009, 31, 906–911. [Google Scholar]
- Menter, F.R. Two-equation eddy-viscosity turbulence models for engineering applications. AIAA J. 2012, 32, 1598–1605. [Google Scholar] [CrossRef] [Green Version]
- Li, Y.; Chen, L.Y.; Ma, J.C. Numerical study on the relationship between the localized depression erosion of a commercial blast furnace hearth lining and the heat flux of cooling staves. IEEE Access. 2019, 7, 60984–60994. [Google Scholar] [CrossRef]
- Swartling, M.; Sundelin, B.; Tilliander, A.; Jonsson, P.G. Heat transfer modelling of a blast furnace hearth. Steel Res. Int. 2010, 81, 186–196. [Google Scholar] [CrossRef]
- Zhao, Y.F.; Fu, D.; Lherbier, L.W.; Chen, Y.; Zhou, C.Q.; Grindey, J.G. Investigation of skull formation in a blast furnace hearth. Steel Res. Int. 2014, 85, 891–901. [Google Scholar] [CrossRef]
- Jiao, K.X.; Zhang, J.L.; Liu, Z.J.; Xu, M.; Liu, F. Formation mechanism of the protective layer in a blast furnace hearth. Int. J. Min. Met. Mater. 2015, 22, 1017–1024. [Google Scholar] [CrossRef]
- Andreev, K.; Louwerse, G.; Peeters, T.; van der Stel, J. Blast furnace campaign extension by fundamental understanding of hearth processes. Ironmak. Steelmak. 2017, 44, 81–91. [Google Scholar] [CrossRef]
- Dong, X.F.; Zulli, P. Prediction of blast furnace hearth condition: Part I–a steady state simulation of hearth condition during normal operation. Ironmak. Steelmak. 2020, 47, 1–9. [Google Scholar] [CrossRef]
- Che, Y.M.; Wang, L.; Chen, L.Y. Regression analysis of the heat balance thickness of a blast furnace hearth lining. J. Phys. Conf. Ser. 2021, 1985, 1–8. [Google Scholar] [CrossRef]
- Inada, T.; Kasai, A.; Nakano, K.; Komatsu, S.; Ogawa, A. Dissection investigation of blast furnace hearth-kokura No. 2 blast furnace (2nd campaign). ISIJ Int. 2009, 49, 470–478. [Google Scholar] [CrossRef] [Green Version]
- Deng, Y.; Zhang, J.L.; Jiao, K.X. Economical and efficient protection for blast furnace hearth. ISIJ Int. 2018, 58, 1198–1203. [Google Scholar] [CrossRef] [Green Version]
- Ji, L.J.; Si, Y.F.; Liu, H.F.; Song, X.L.; Zhu, W.; Zhu, A.P. Application of orthogonal experimental design in synthesis of mesoporous bioactive glass. Microporous Mesoporous Mat. 2014, 184, 122–126. [Google Scholar] [CrossRef]
- Shan, W.F.; Wu, L.M.; Tao, N.Z.; Chen, Y.W.; Guo, D.C. Optimization method for green SrAl2O4: Eu2+, Dy3+ phosphors synthesized via co-precipitation route assisted by microwave irradiation using orthogonal experimental design. Ceram. Int. 2015, 41, 15034–15040. [Google Scholar] [CrossRef]
- Yang, P.Z.; Tan, X.; Sun, H.C.; Chen, D.H.; Li, C. Fire accident reconstruction based on LES field model by using orthogonal experimental design method. Adv. Eng. Softw. 2011, 42, 954–962. [Google Scholar] [CrossRef]
- Lu, Z.D.; Xiang, W.G.; Gu, H.Z.; Huang, A.; Fu, L.P. Structural innovation of refractory materials for blast furnace hearth of WISCO. Refractories 2019, 53, 468–471. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Effective Volume (m3) | Hearth Diameter (m) | Throat Diameter (m) | Number of Tuyeres | Depth of Raceway Zone (m) | Distance from Taphole to Tuyere (m) | Stockline Height (m) |
|---|---|---|---|---|---|---|
| 2200 | 10.7 | 7.8 | 26 | 1.2 | 3.7 | 1.6 |
| Parameters | Unit | Value |
|---|---|---|
| Coke ratio | kg·tHM−1 | 330 |
| Pressure loss | kPa | 160 |
| Iron ore grade | % | 59 |
| Descending speed of charging material | mm·s−1 | 1.0 |
| Average size of charging material | m | 0.02 |
| Molten iron density | kg·m−3 | 7000 |
| Iron ore density | kg·m−3 | 3520 |
| Coke density | kg·m−3 | 990 |
| Blast speed | m/s | 230 |
| Deadman voidage | % | 31 |
| Hearth Diameter (m) | Diameter of Deadman Bottom (m) | Deadman Inclination (°) | Hearth Height (m) | Distance between Taphole and Hearth Bottom (m) | Taphole Inclination (°) | Taphole Size (mm) |
|---|---|---|---|---|---|---|
| 10.7 | 9.7 | 80 | 4.5 | 2.0 | 11.5 | 50 |
| Material | Density (kg·m−3) | Viscosity (Pa·s) | Heat Capacity (J·kg−1·K−1) | Thermal Conductivity (W·m−1·K−1) |
|---|---|---|---|---|
| Hot metal | 7000 | 0.008 | 850 | 16.5 |
| Coke | 990 | — | 1550 | 2.5 |
| Thermal Parameters | Ceramic Cup | Semi-Graphite Carbon Brick | Micro-Pore Carbon Brick | Ramming Filler | Cast Iron Cooling Stave | Furnace Shell Filler | Furnace Shell |
|---|---|---|---|---|---|---|---|
| Heat capacity /J·kg−1·K−1 | 495 | 502.5 | 460.6 | 310 | 500 | 300 | 520 |
| Heat conductivity /W·m−1·K−1 | 3.5 | 10 | 15 | 10 | 50 | 0.3 | 40 |
| Simulation Case No. | Taphole Depth (m) | Taphole Size (mm) | Taphole Inclination (°) | Peak Wall Shear Stress (Pa) |
|---|---|---|---|---|
| 1 | 2.7 | 50 | 11.5 | 4.14 × 10−4 |
| 2 | 2.7 | 55 | 13.5 | 4.35 × 10−4 |
| 3 | 2.7 | 60 | 12.5 | 4.19 × 10−4 |
| 4 | 2.9 | 50 | 13.5 | 3.90 × 10−4 |
| 5 | 2.9 | 55 | 12.5 | 3.92 × 10−4 |
| 6 | 2.9 | 60 | 11.5 | 3.68 × 10−4 |
| 7 | 3.1 | 50 | 12.5 | 3.36 × 10−4 |
| 8 | 3.1 | 55 | 11.5 | 3.28 × 10−4 |
| 9 | 3.1 | 60 | 13.5 | 3.47 × 10−4 |
| Type | Advantage | Disadvantage |
|---|---|---|
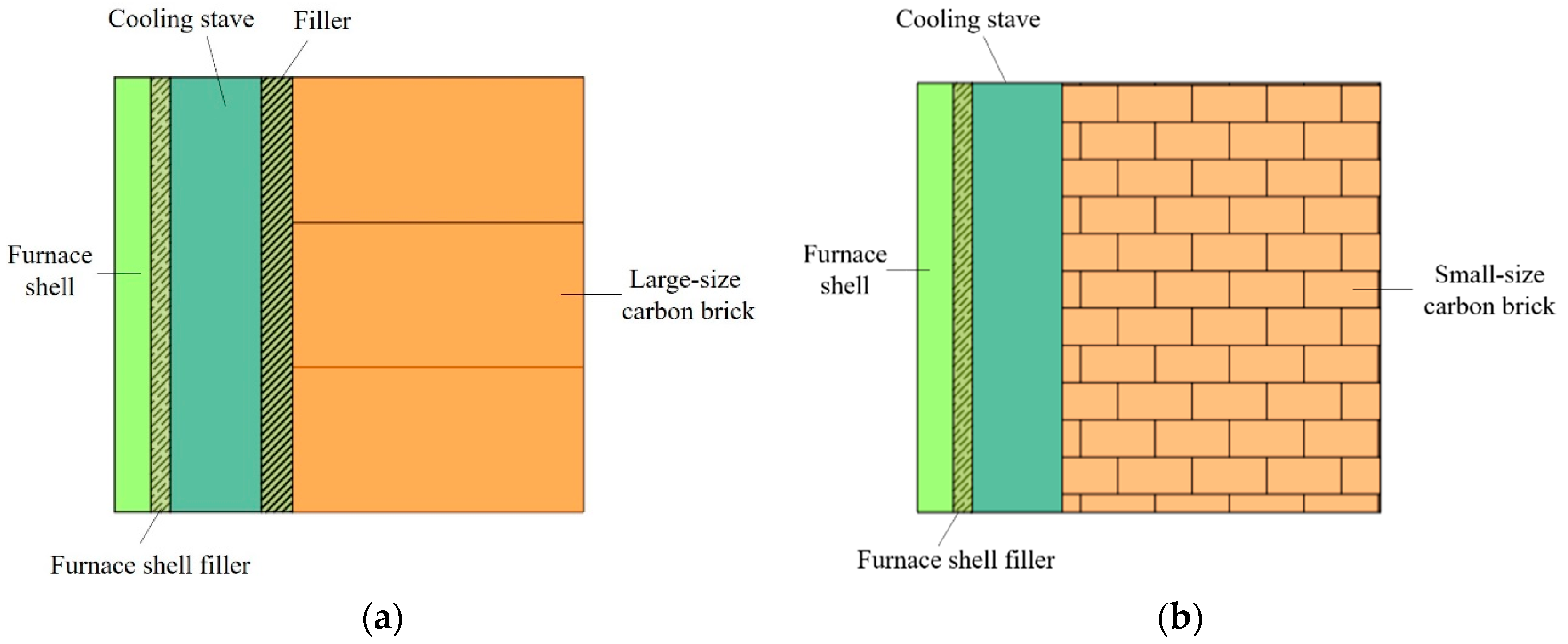
| Large-size carbon brick | Simpler hearth construction with fewer brickwork joints; better integrity of hearth lining structure, which helps resist the physical and chemical erosions of the hot metal. | The ramming filler between the cooling stave and the carbon bricks affects the heat conductivity; the temperature difference between the hot and cold surfaces of the carbon bricks is large. |
| Small-size carbon brick | Better overall heat conductivity of hearth structure; no ramming filler between the cooling stave and the carbon bricks. | Complex hearth construction with more brickwork joints in the hearth lining, which makes the wall surface more susceptible to the erosion of hot metal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, A.; Li, C.; Zhang, W.; Xiao, Z.; Liu, D.; Xue, Z. Investigation of the Hearth Erosion of WISCO No. 1 Blast Furnace Based on the Numerical Analysis of Iron Flow and Heat Transfer in the Hearth. Metals 2022, 12, 843. https://doi.org/10.3390/met12050843
Ni A, Li C, Zhang W, Xiao Z, Liu D, Xue Z. Investigation of the Hearth Erosion of WISCO No. 1 Blast Furnace Based on the Numerical Analysis of Iron Flow and Heat Transfer in the Hearth. Metals. 2022; 12(5):843. https://doi.org/10.3390/met12050843
Chicago/Turabian StyleNi, Ao, Chengzhi Li, Wei Zhang, Zhixin Xiao, Dongliang Liu, and Zhengliang Xue. 2022. "Investigation of the Hearth Erosion of WISCO No. 1 Blast Furnace Based on the Numerical Analysis of Iron Flow and Heat Transfer in the Hearth" Metals 12, no. 5: 843. https://doi.org/10.3390/met12050843
APA StyleNi, A., Li, C., Zhang, W., Xiao, Z., Liu, D., & Xue, Z. (2022). Investigation of the Hearth Erosion of WISCO No. 1 Blast Furnace Based on the Numerical Analysis of Iron Flow and Heat Transfer in the Hearth. Metals, 12(5), 843. https://doi.org/10.3390/met12050843