
VHCF Behavior of Inconel 718 in Different Heat Treatment Conditions in a Hot Air Environment

 and
and
Abstract
:1. Introduction
2. Materials and Methods
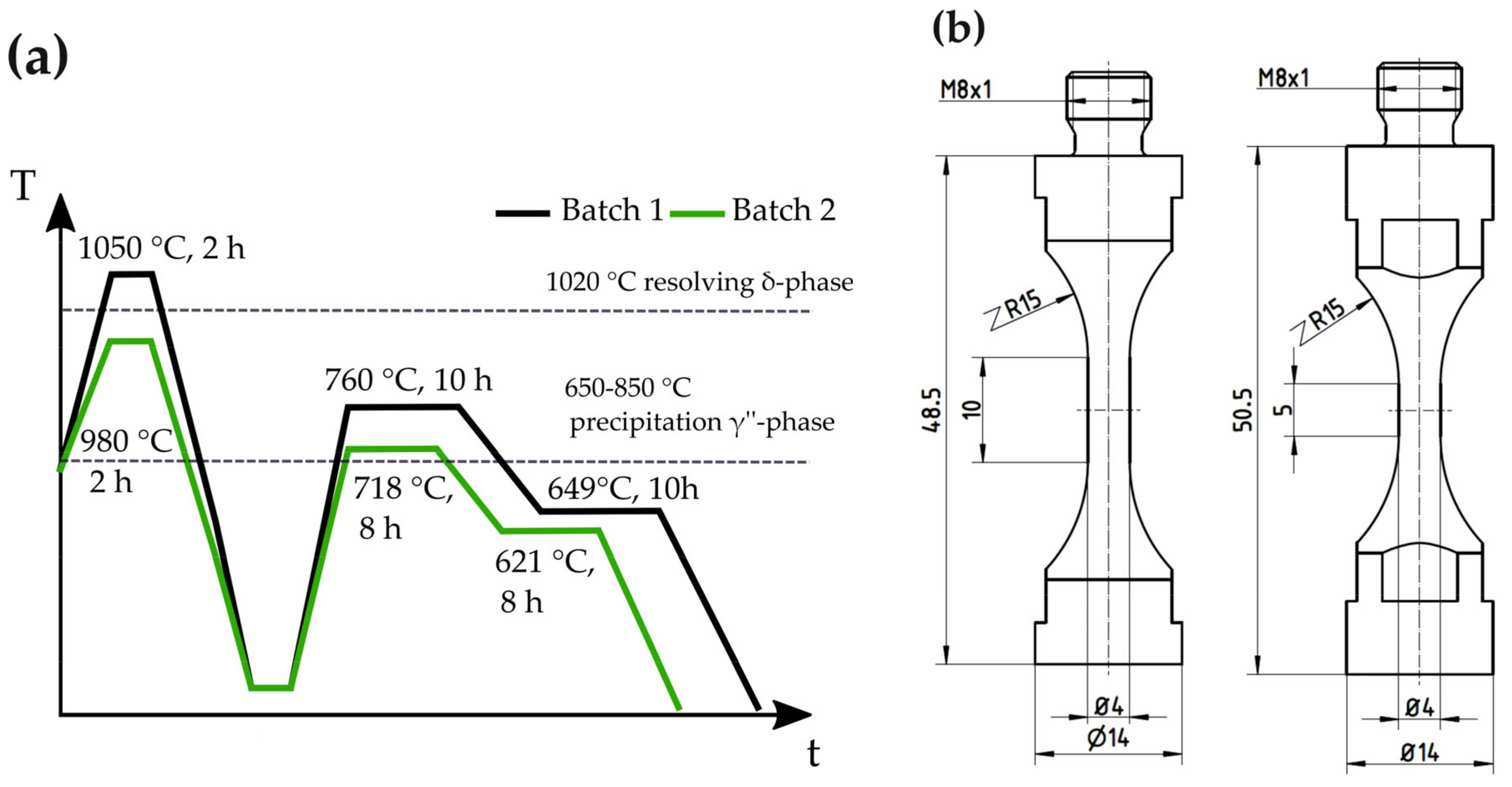
2.1. Material, Specimen Preparation, and Microstructural Characterisation Methods
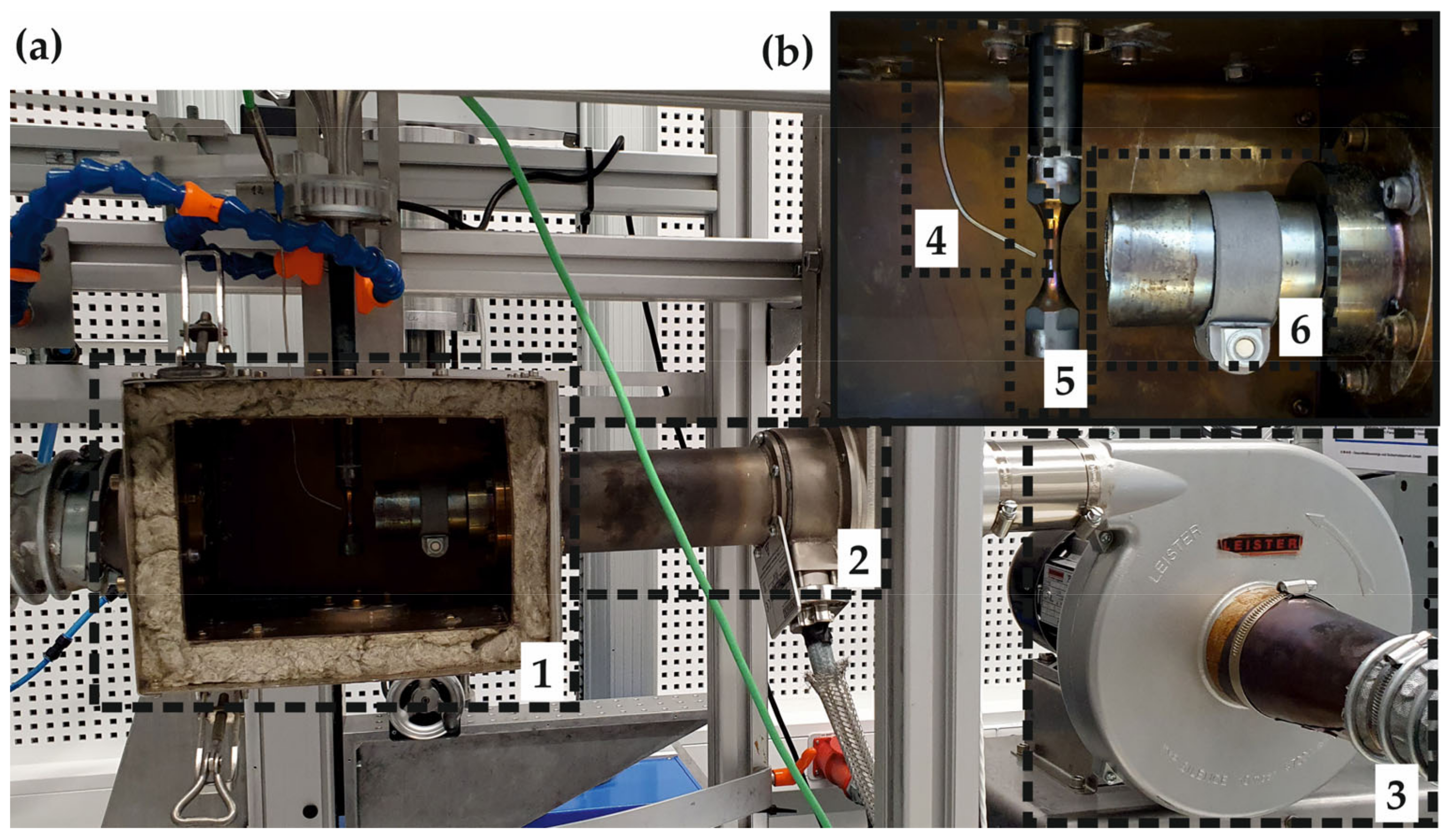
2.2. Fatigue Testing in Hot Air Environment
2.3. Young’s Modulus Determination
3. Results
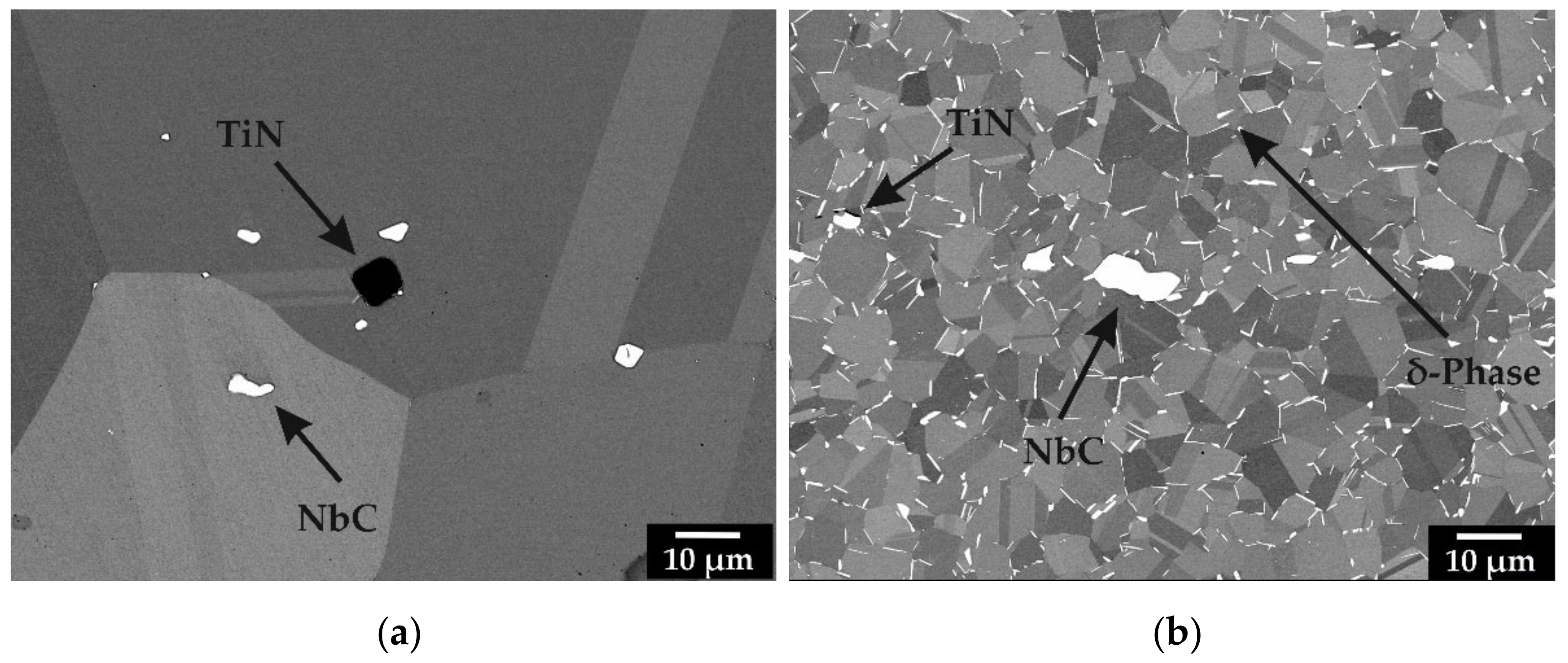
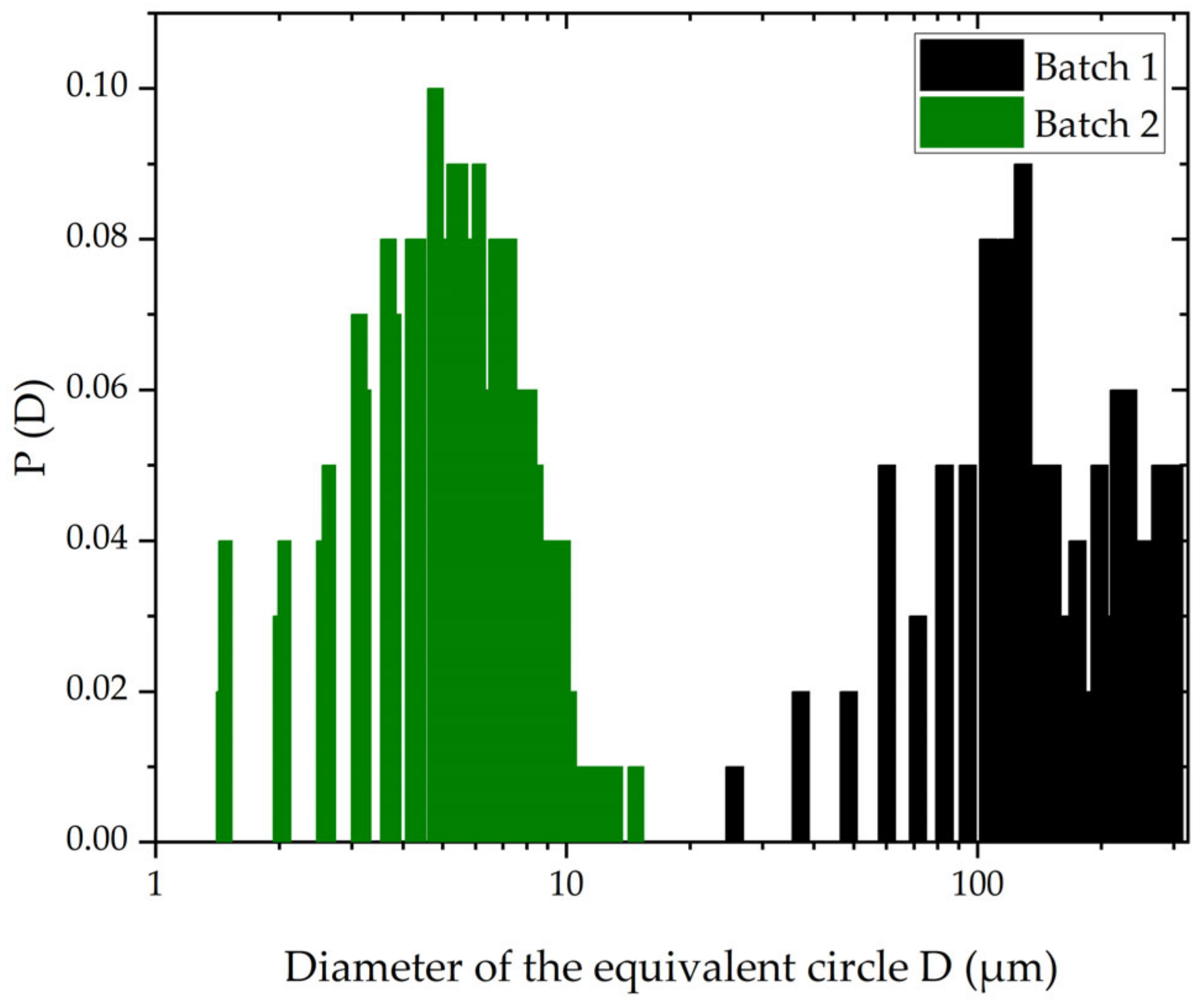
3.1. Microstructural and Mechanical Analysis
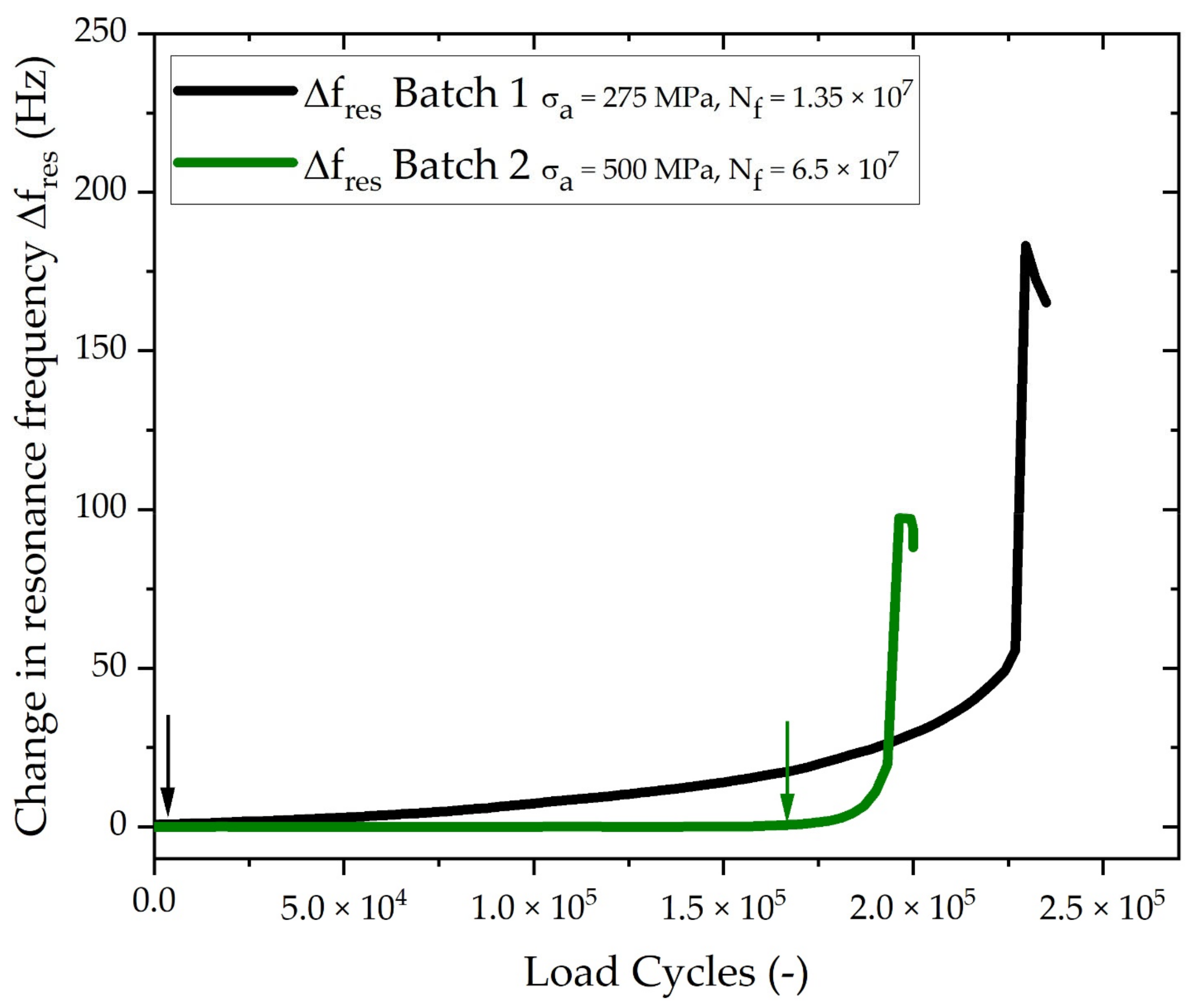
3.2. High-Temperature Fatigue Behavior in the VHCF Regime
3.3. Crack Growth Behavior
4. Discussion
5. Conclusions
- The developed testing concept allows reliable ultrasonic fatigue testing up to at least 500 °C and 5 × 109 cycles. At the same time, it requires less technical effort and is more economical than previous developments.
- The Young’s modulus could be determined up to the test temperature of 500 °C by laser-induced surface acoustic wave spectroscopy using an “LAwave” measurement system
- The differences in the microstructure of the two batches are not reflected in the hardness and Young’s modulus.
- The fatigue test results show a significant difference in cyclic life caused by different heat treatments. The finer-grained microstructure permits fatigue strength in the range of results at room temperature and significantly exceeds the values of the more coarse-grained batch.
- In both batches, no fractures at load cycles above 6 × 107 cycles were found. This is attributed to the suppression of early crack growth at growth rates near the threshold region by microstructural obstacles. Whether oxide-induced crack closure effects also contributed to the lack of failure beyond 6 × 107 cycles cannot be fully ruled out.
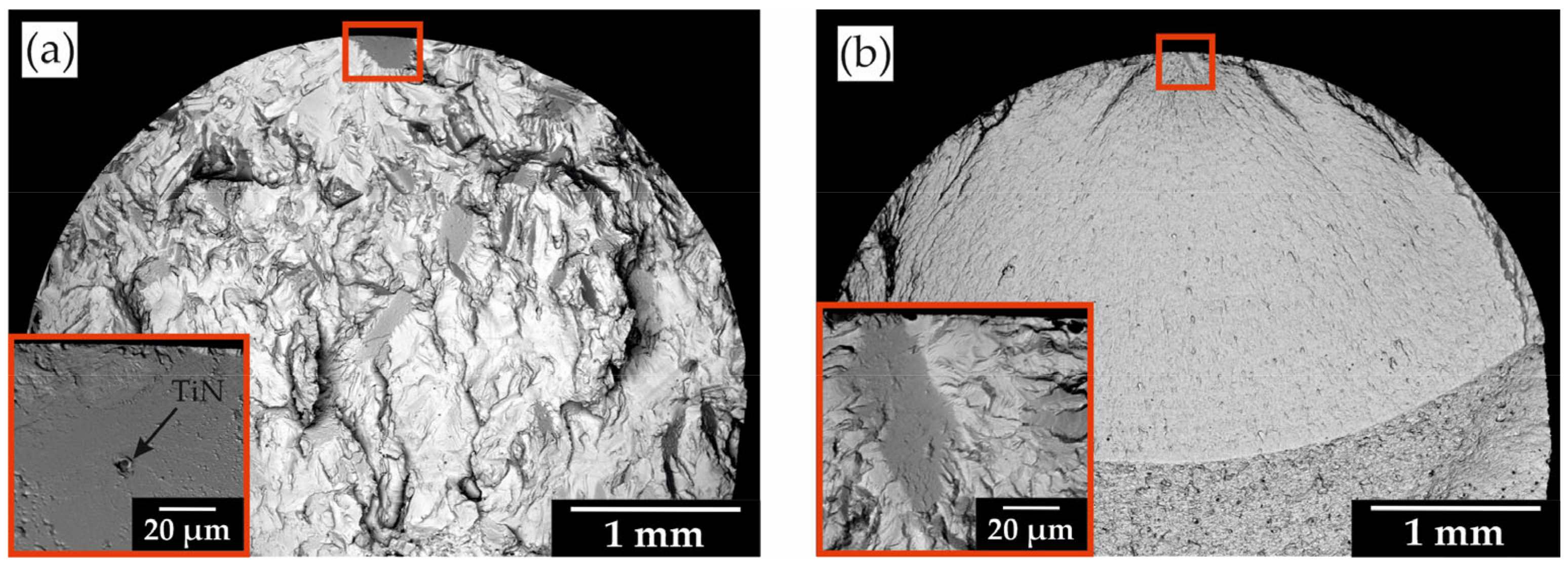
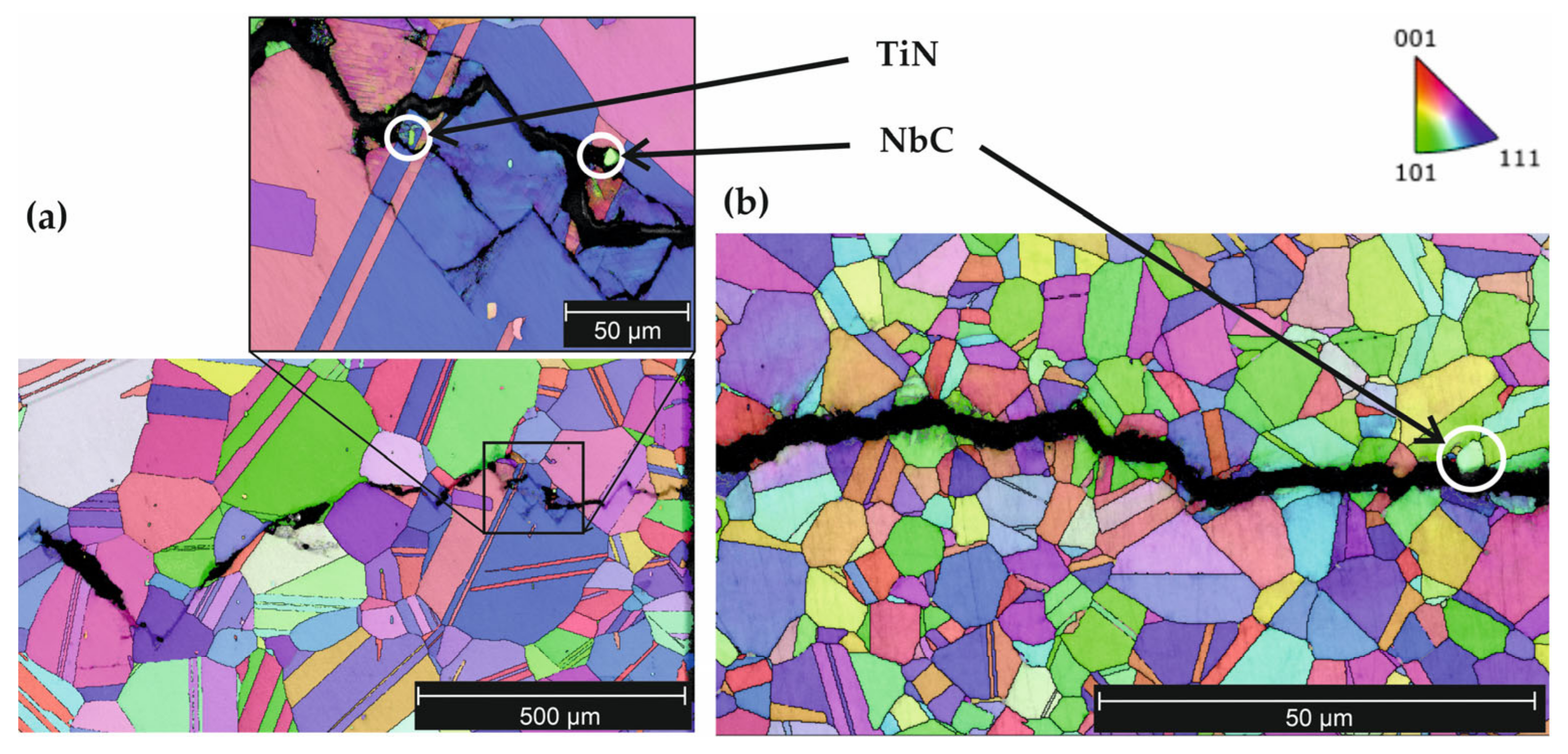
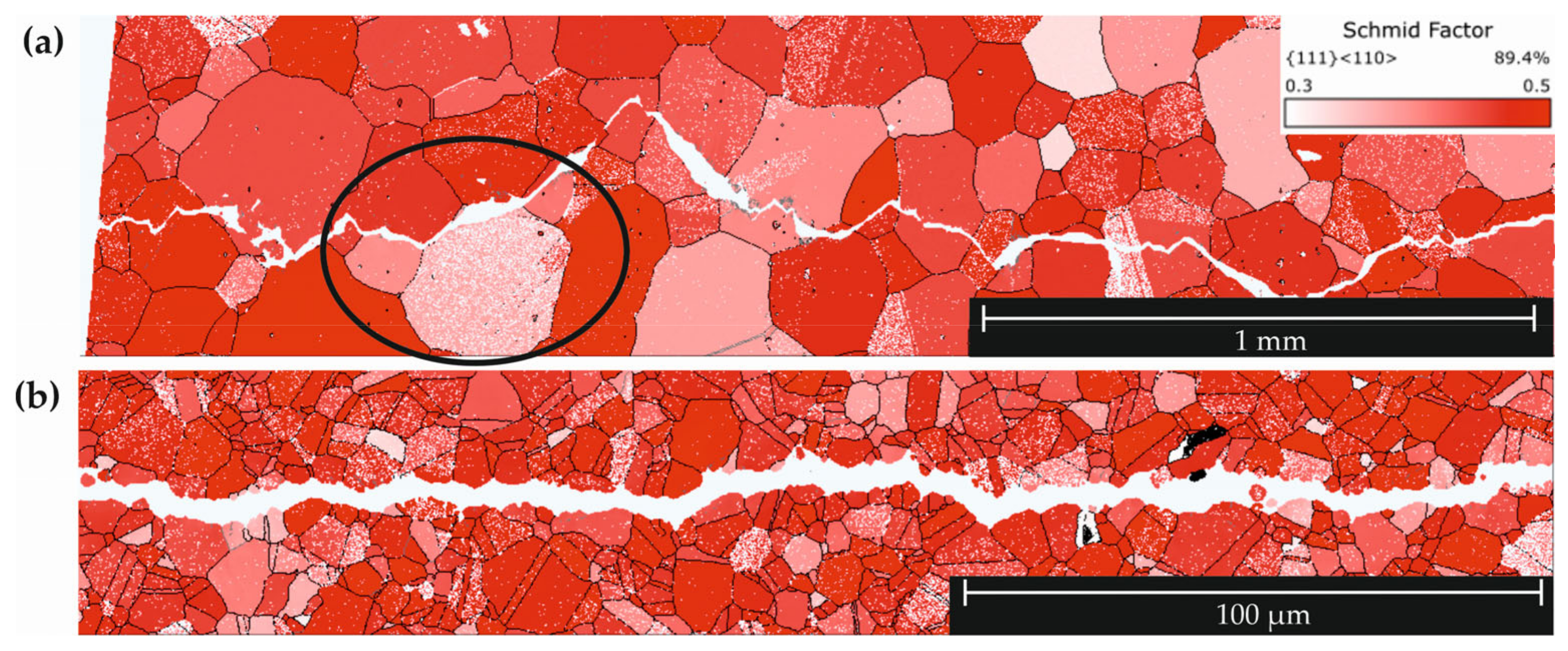
- Fractographic investigations and EBSD analysis show differences in crack propagation, which also result in different periods of fatigue crack propagation. By means of EBSD investigations, it was observed that the fatigue cracks grew along the boundaries of grains with low Schmid factor, while grains with high Schmid factor were more likely to pass through. In addition, the crack deflection was observed at non-metallic inclusions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zimmermann, M.; Stöcker, C.; Christ, H.-J. On the effects of particle strengthening and temperature on the VHCF behavior at high frequency. Int. J. Fatigue 2011, 33, 42–48. [Google Scholar] [CrossRef]
- Ma, X.; Duan, Z.; Shi, H.; Murai, R.; Yanagisawa, E. Fatigue and fracture behavior of nickel-based superalloy Inconel 718 up to the very high cycle regime. J. Zhejiang Univ. Sci. A 2010, 11, 727–737. [Google Scholar] [CrossRef]
- Chen, Q.; Kawagoishi, N.; Wang, Q.; Yan, N.; Ono, T.; Hashiguchi, G. Small crack behavior and fracture of nickel-based superalloy under ultrasonic fatigue. Int. J. Fatigue 2005, 27, 1227–1232. [Google Scholar] [CrossRef]
- Yan, N.; Kawagoishi, N.; Chen, Q.; Wang, Q.Y.; Nisitani, H. Fatigue Properties of Inconel 718 in Long Life Region at Elevated Temperature. KEM 2003, 243, 321–326. [Google Scholar] [CrossRef]
- Kawagoishi, N.; Chen, Q.; Nisitani, H. Fatigue strength of Inconel 718 at elevated temperatures. Fatigue Fract. Eng. Mater. Struct. 2000, 23, 209–216. [Google Scholar] [CrossRef]
- Amanov, A.; Pyun, Y.-S.; Kim, J.-H.; Suh, C.-M.; Cho, I.-S.; Kim, H.-D.; Wang, Q.; Khan, M.K. Ultrasonic fatigue performance of high temperature structural material Inconel 718 alloys at high temperature after UNSM treatment. Fatigue Fract. Eng. Mater. Struct. 2015, 38, 1266–1273. [Google Scholar] [CrossRef]
- Stöcker, C.; Zimmermann, M.; Christ, H.-J. Localized cyclic deformation and corresponding dislocation arrangements of polycrystalline Ni-base superalloys and pure Nickel in the VHCF regime. Int. J. Fatigue 2011, 33, 2–9. [Google Scholar] [CrossRef]
- Stöcker, C.; Zimmermann, M.; Christ, H.-J. Effect of precipitation condition, prestrain and temperature on the fatigue behaviour of wrought nickel-based superalloys in the VHCF range. Acta Mater. 2011, 59, 5288–5304. [Google Scholar] [CrossRef]
- Wagner, D.; Cavalieri, F.J.; Bathias, C.; Ranc, N. Ultrasonic fatigue tests at high temperature on an austenitic steel. Propuls. Power Res. 2012, 1, 29–35. [Google Scholar] [CrossRef]
- Smaga, M.; Boemke, A.; Daniel, T.; Skorupski, R.; Sorich, A.; Beck, T. Fatigue Behavior of Metastable Austenitic Stainless Steels in LCF, HCF and VHCF Regimes at Ambient and Elevated Temperatures. Metals 2019, 9, 704. [Google Scholar] [CrossRef] [Green Version]
- Furuya, Y.; Kobayashi, K.; Hayakawa, M.; Sakamoto, M.; Koizumi, Y.; Harada, H. High-temperature ultrasonic fatigue testing of single-crystal superalloys. Mater. Lett. 2012, 69, 1–3. [Google Scholar] [CrossRef]
- Schmiedel, A.; Henkel, S.; Kirste, T.; Morgenstern, R.; Weidner, A.; Biermann, H. Ultrasonic fatigue testing of cast steel G42CrMo4 at elevated temperatures. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 2455–2475. [Google Scholar] [CrossRef]
- Smalcerz, A.; Przylucki, R. Impact of Electromagnetic Field upon Temperature Measurement of Induction Heated Charges. Int. J. Thermophys. 2013, 34, 667–679. [Google Scholar] [CrossRef] [Green Version]
- Oradei-Basile, A.; Radavich, J.F. A Current T-T-T Diagram for Wrought Alloy 718. Superalloys 1991, 718, 325–335. [Google Scholar]
- Schneider, D.; Schwarz, T. A photoacoustic method for characterising thin films. Surf. Coat 1997, 91, 136–146. [Google Scholar] [CrossRef]
- Schneider, D.; Schultrich, B.; Scheibe, H.J.; Ziegele, H.; Griepentrog, M. A laser-acoustic method for testing and classifying hard surface layers. Thin Solid Films 1998, 332, 157–163. [Google Scholar] [CrossRef]
- Pähler, D.; Schneider, D.; Herben, M. Nondestructive characterization of sub-surface damage in rotational ground silicon wafers by laser acoustics. Microelectron. Eng. 2007, 84, 340–354. [Google Scholar] [CrossRef]
- Schneider, D.; Hofmann, R.; Schwarz, T.; Grosser, T. Evaluating surface hardened steels by laser-acoustics. Surf. Coat. Technol. 2012, 206, 8–9. [Google Scholar] [CrossRef]
- Jambor, M.; Bokůvka, O.; Nový, F.; Trško, L.; Belan, J. Phase Transformations in Nickel base Superalloy Inconel 718 during Cyclic Loading at High Temperature. Prod. Eng. Arch. 2017, 15, 15–18. [Google Scholar] [CrossRef]
- Kirsten, T.; Kuczyk, M.; Wicke, M.; Brückner-Foit, A.; Bülbül, F.; Christ, H.-J.; Zimmermann, M. Influence of Microstructural Inhomogeneities on the Fatigue Crack Growth Behavior Under Very Low Amplitudes for Two Different Aluminum Alloys. In Mechanical Fatigue of Metals; Correia, J.A., Jesus, A.M., de Fernandes, A.A., Calçada, R., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 303–310. ISBN 978-3-030-13979-7. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Fe | Nb | Mo | Ti | Al |
|---|---|---|---|---|---|---|---|
| Inconel 718 | 52.0 | 18.6 | 17.9 | 6.0 | 3.6 | 0.8 | 0.6 |
| HV0.3 | σ | HV10 | σ | Young’s Modulus (GPa) | |||
|---|---|---|---|---|---|---|---|
| 20 °C | 200 °C | 500 °C | |||||
| Batch 1 | 454 | 9 | 450 | 3 | 206 | 194 | 171 |
| Batch 2 | 446 | 6 | 459 | 3 | 206 | 195 | 177 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schöne, S.; Schettler, S.; Kuczyk, M.; Zawischa, M.; Zimmermann, M. VHCF Behavior of Inconel 718 in Different Heat Treatment Conditions in a Hot Air Environment. Metals 2022, 12, 1062. https://doi.org/10.3390/met12071062
Schöne S, Schettler S, Kuczyk M, Zawischa M, Zimmermann M. VHCF Behavior of Inconel 718 in Different Heat Treatment Conditions in a Hot Air Environment. Metals. 2022; 12(7):1062. https://doi.org/10.3390/met12071062
Chicago/Turabian StyleSchöne, Sebastian, Sebastian Schettler, Martin Kuczyk, Martin Zawischa, and Martina Zimmermann. 2022. "VHCF Behavior of Inconel 718 in Different Heat Treatment Conditions in a Hot Air Environment" Metals 12, no. 7: 1062. https://doi.org/10.3390/met12071062