
Susceptibility of Dissimilar IN600 Welded Joints to Stress Corrosion Cracking Using Slow Strain Rate Test in Sodium Electrolytes

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
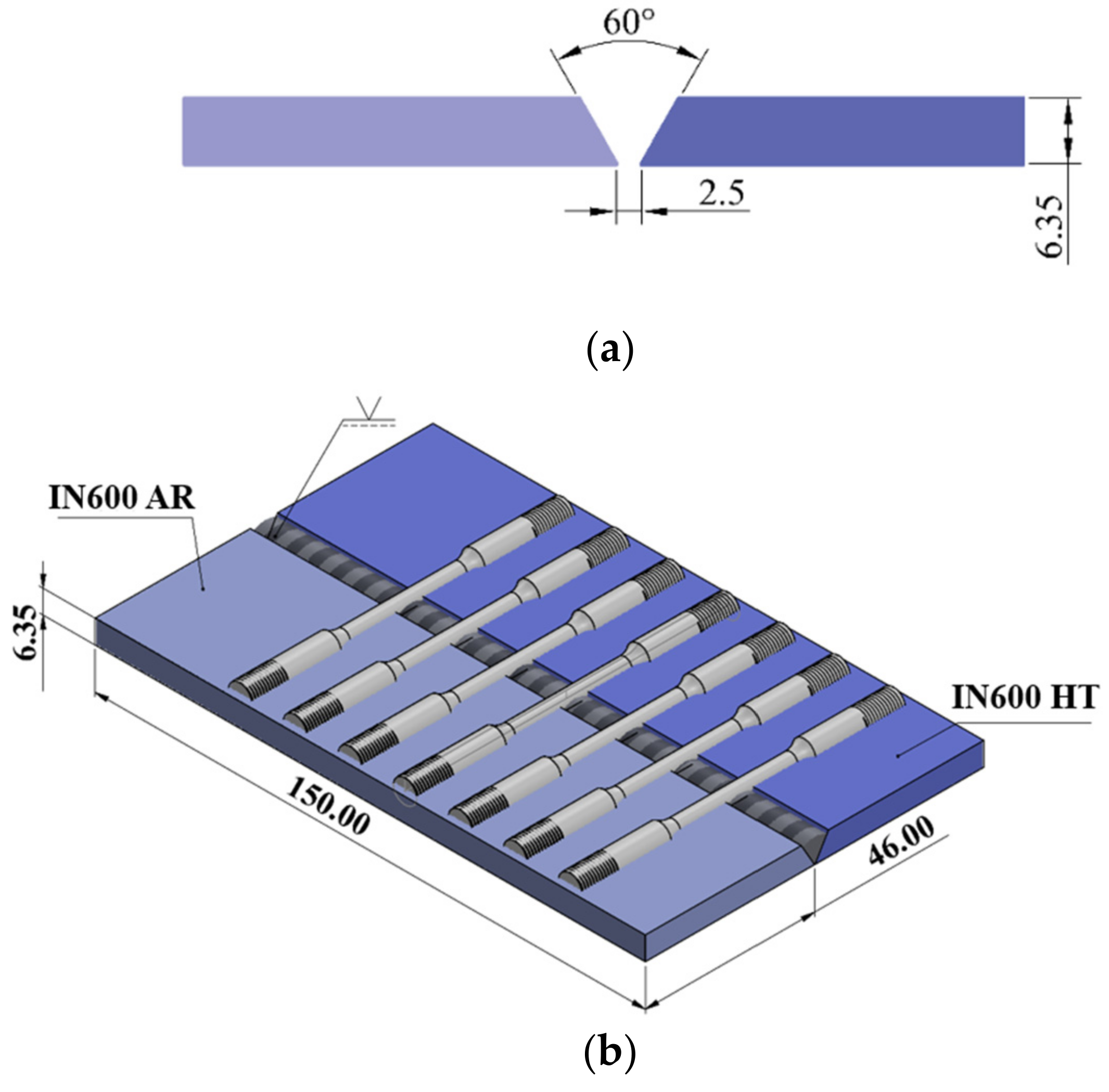
2.1. Materials and Welding Process
2.2. Microstructural Characterization
2.3. Slow Strain Rate Tests (SSRTs)
3. Results and Discussion
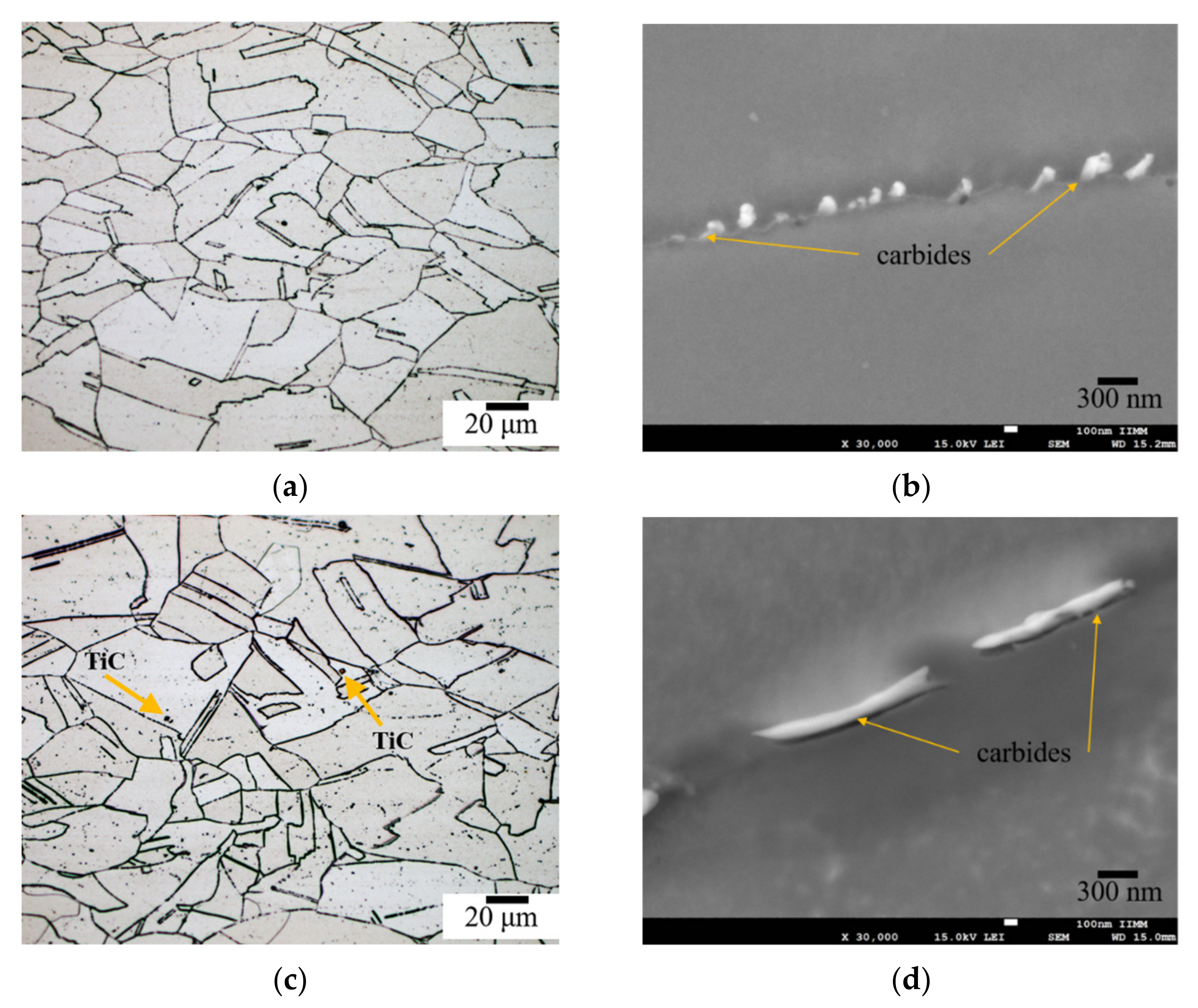
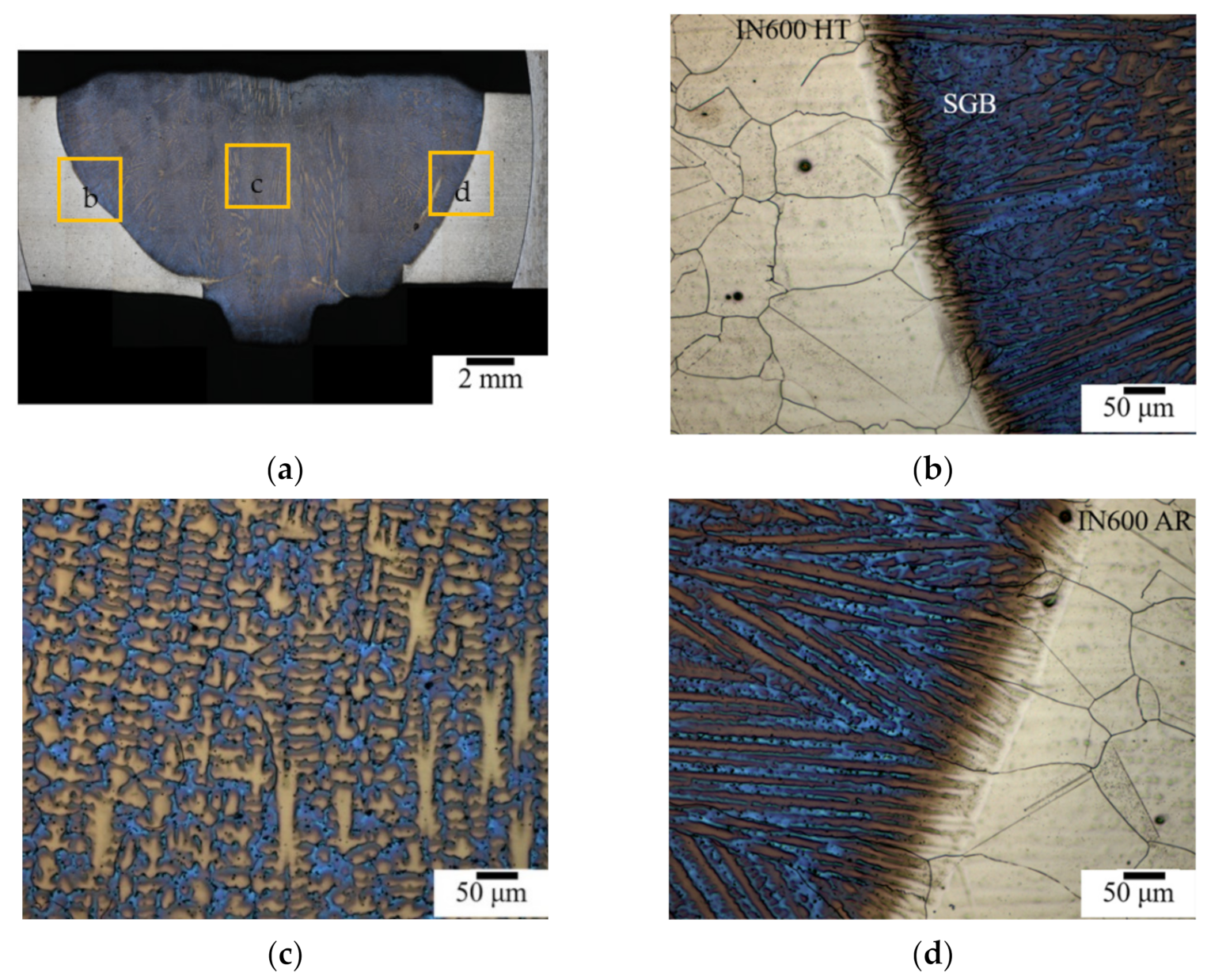
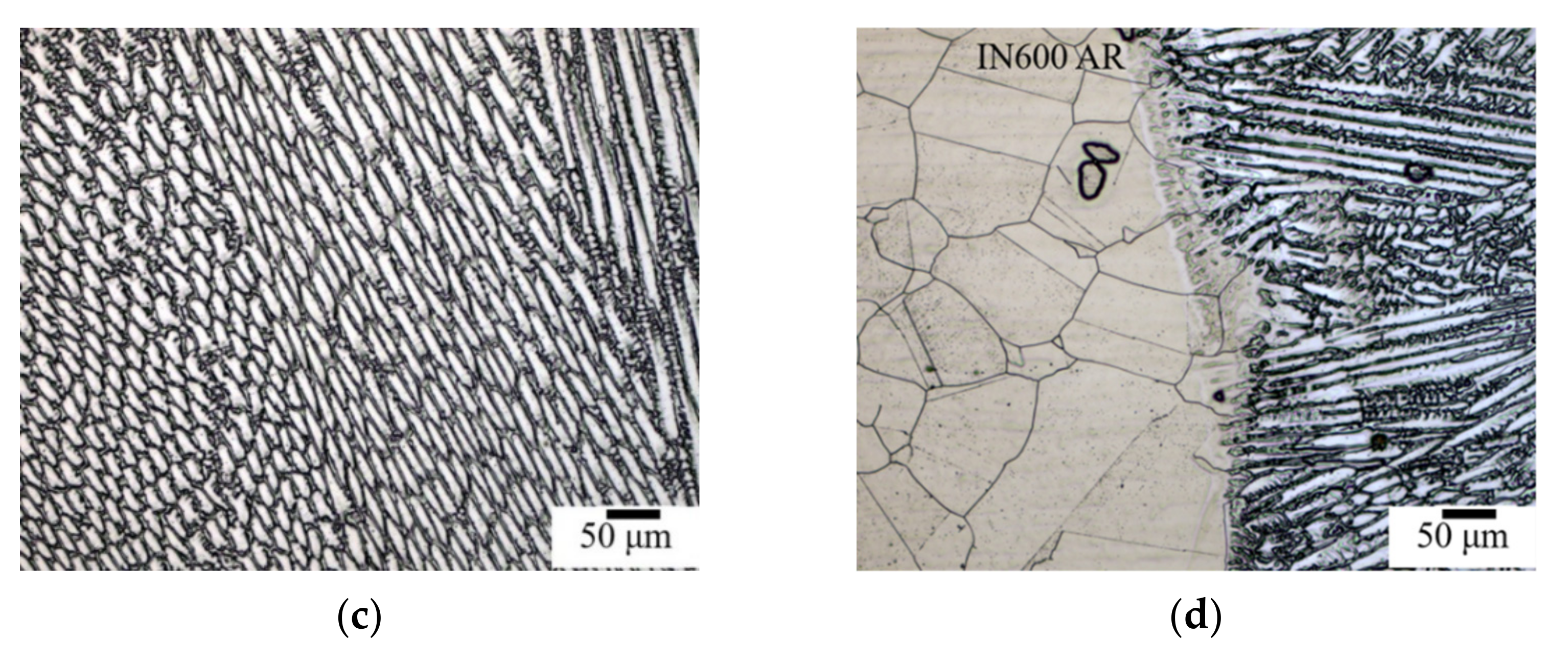
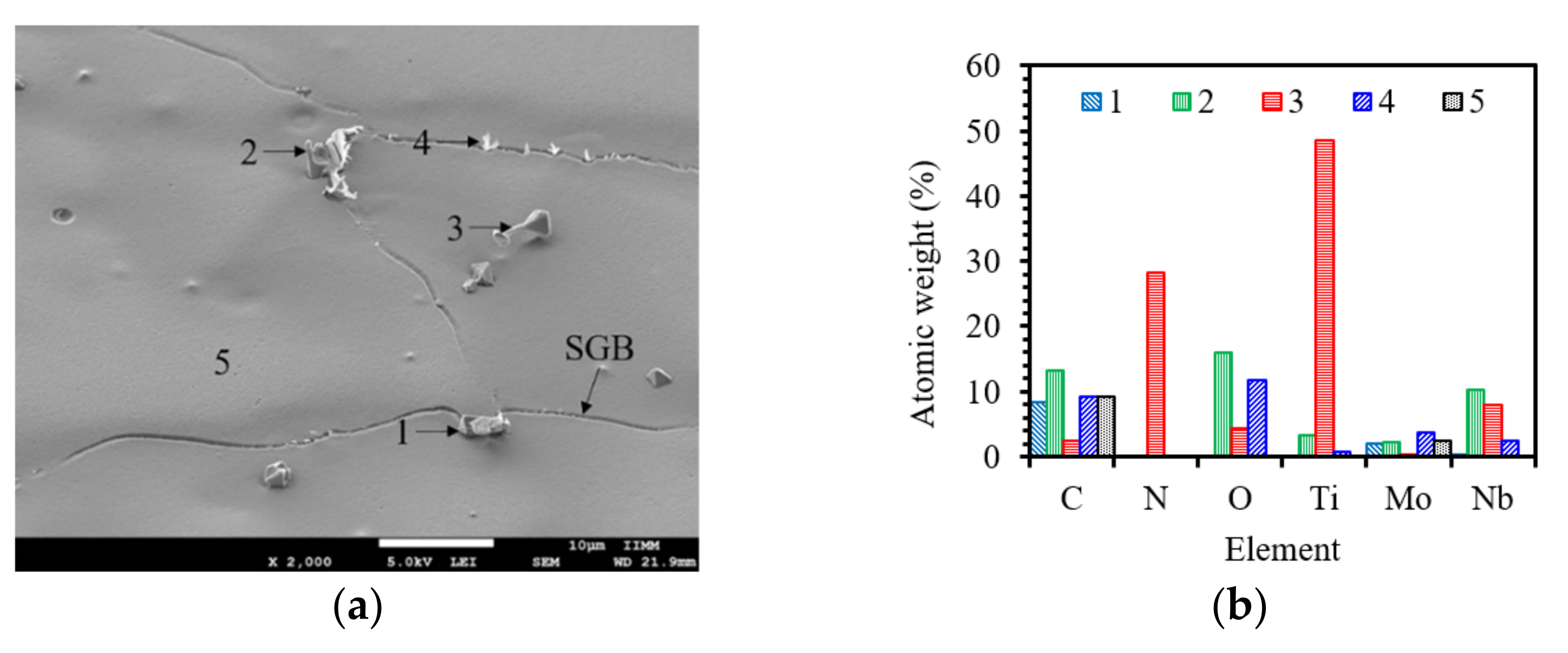
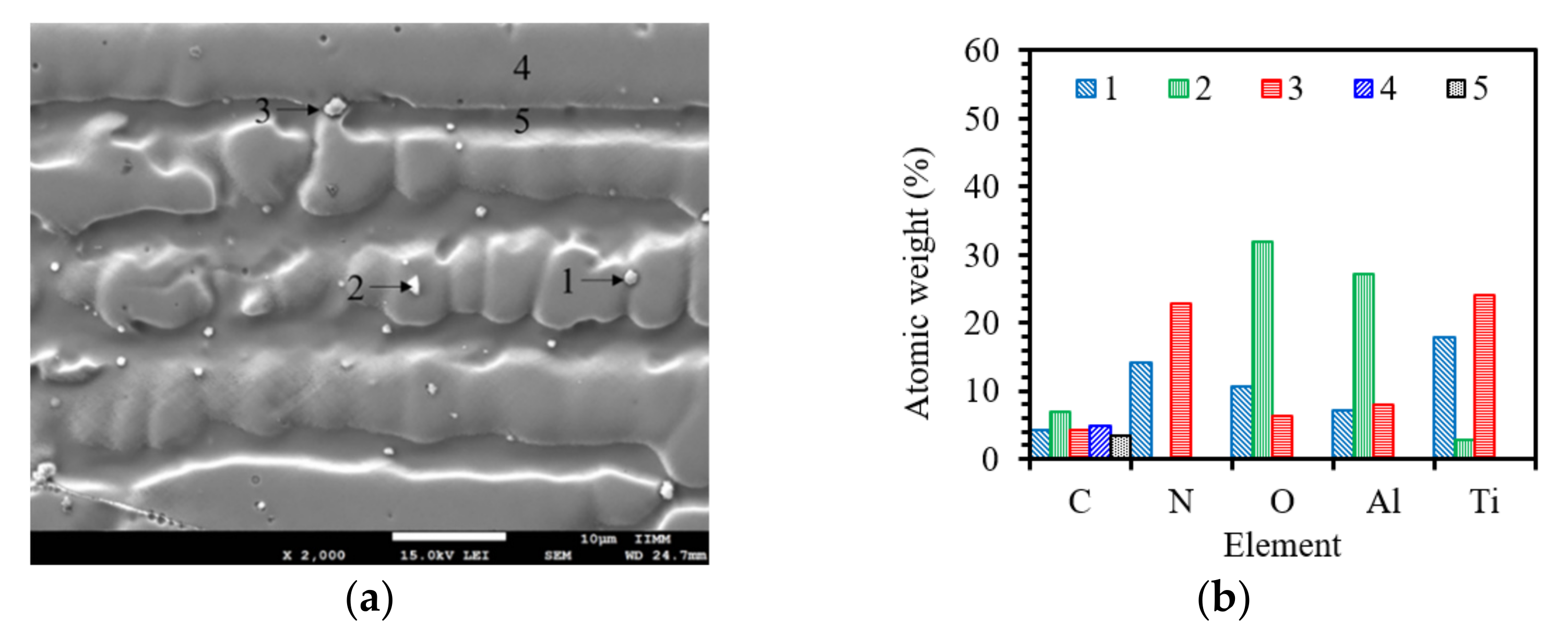
3.1. Microstructure of the Base Metal and Welds
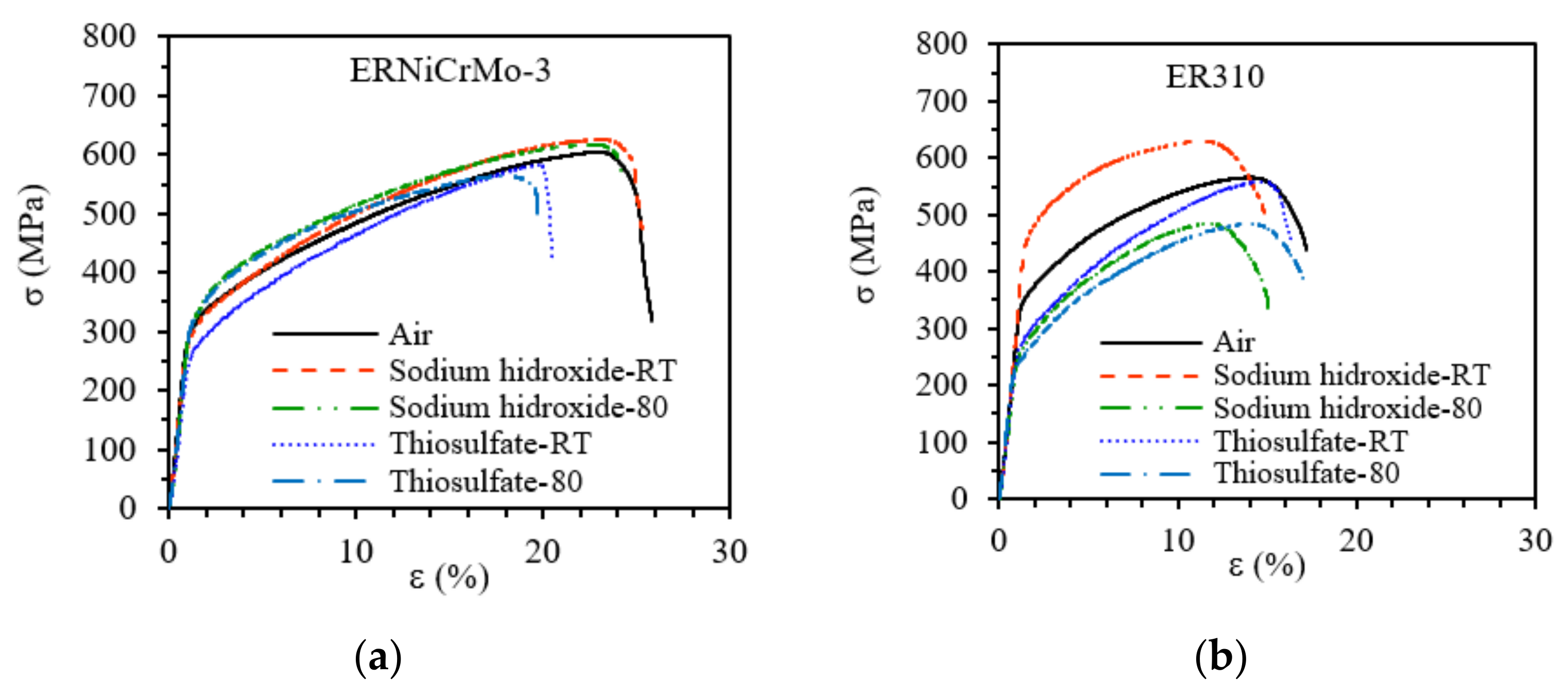
3.2. SSRT Analysis at Ecorr
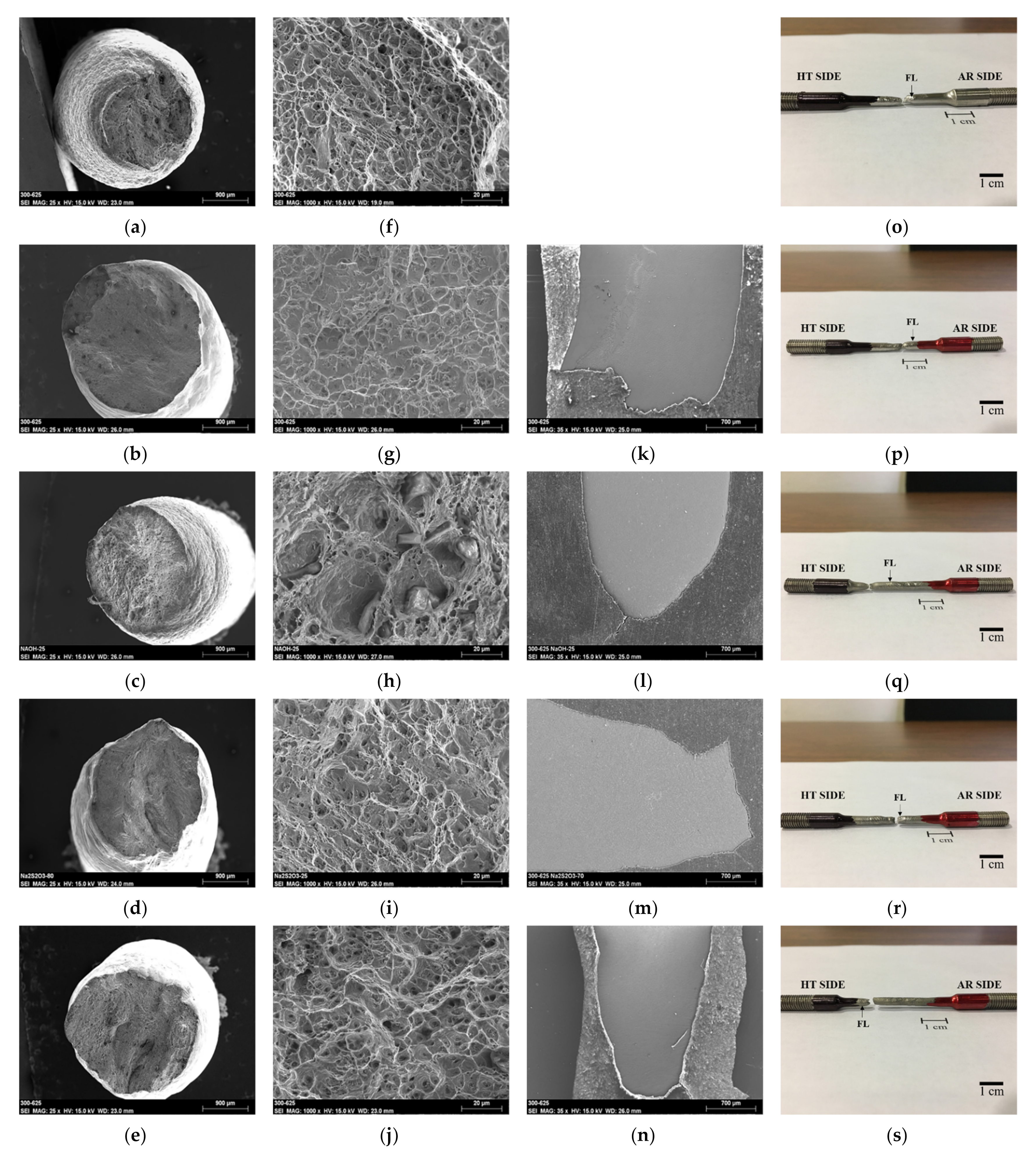
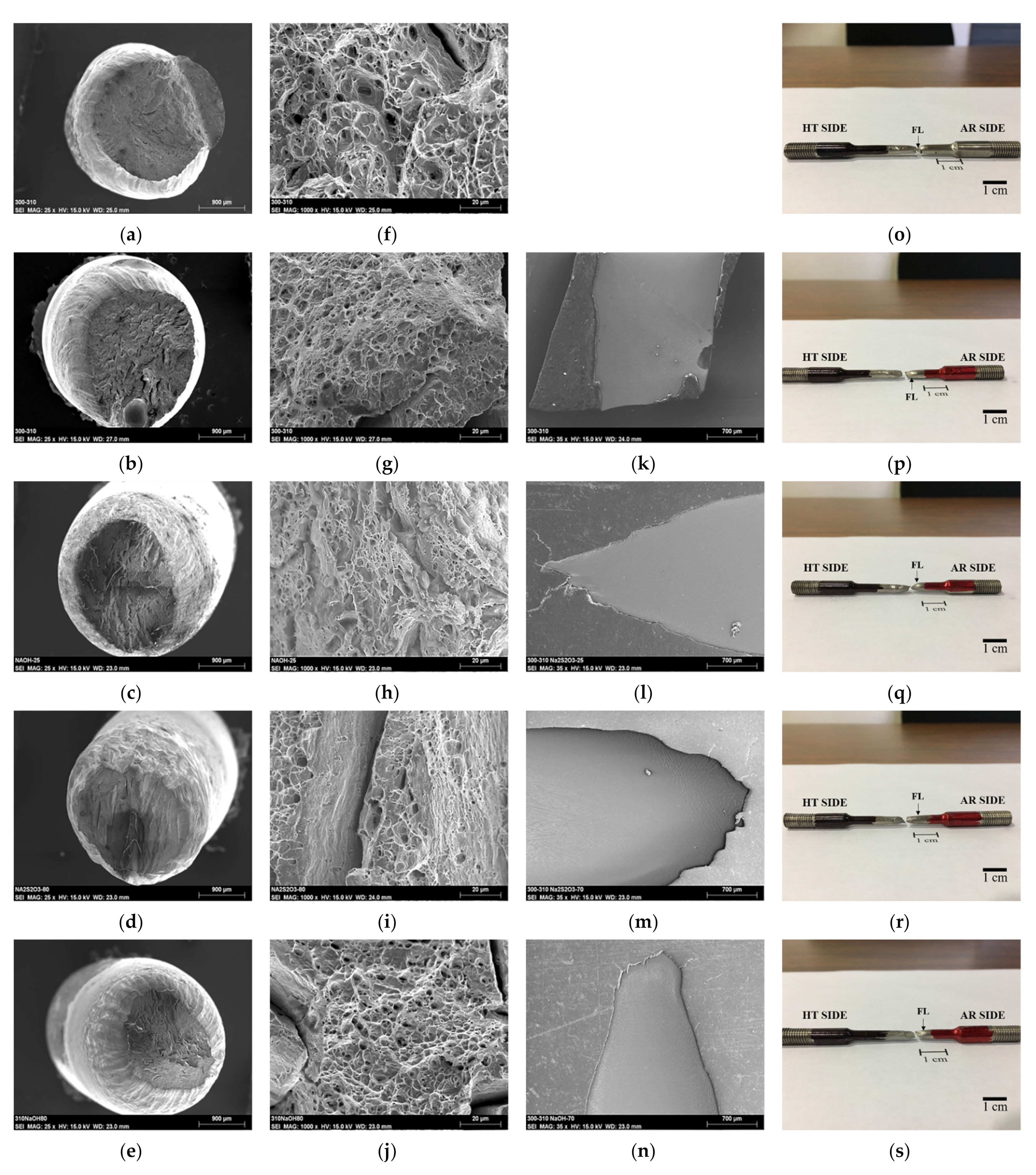
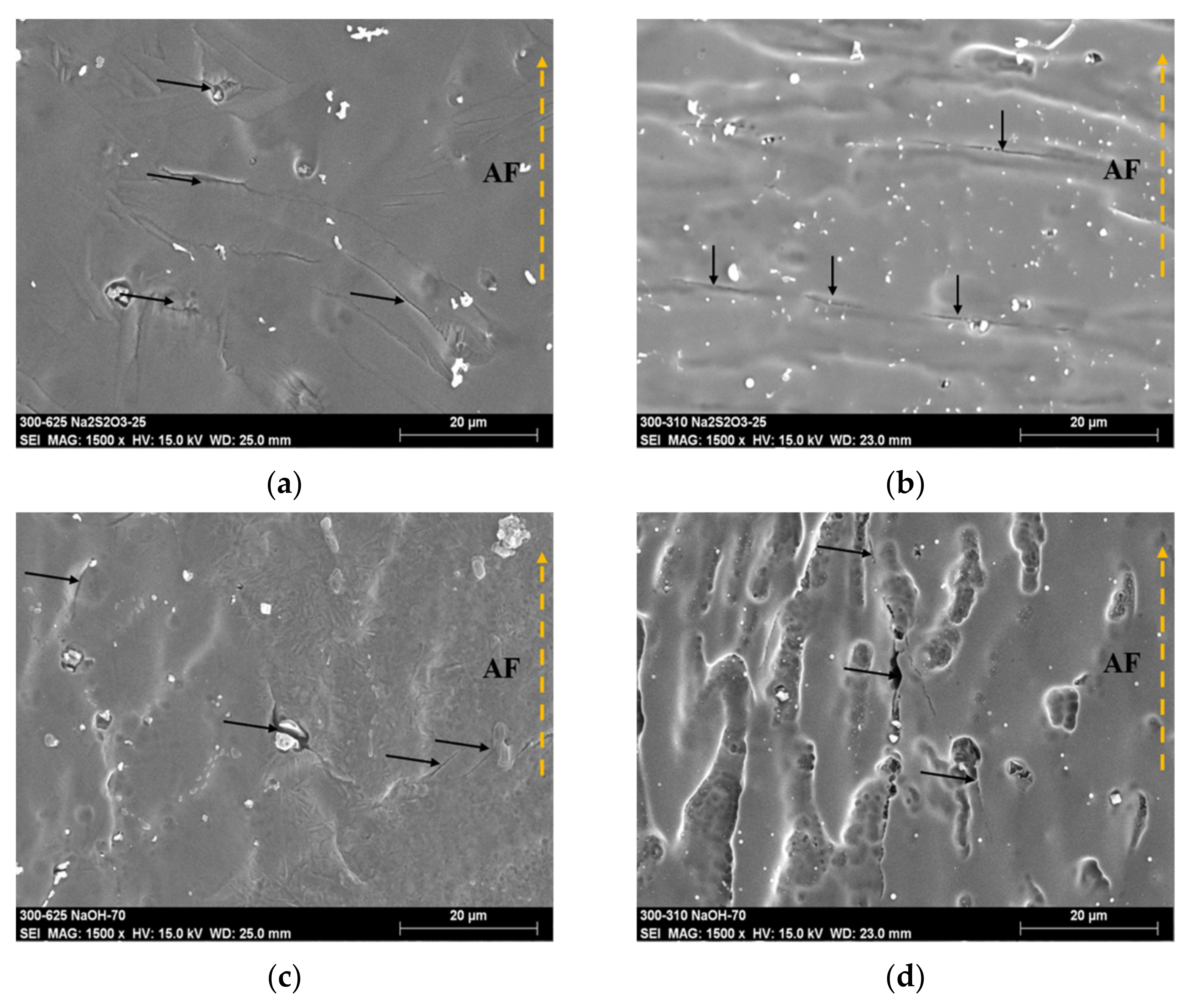
3.3. Surface Fracture Analysis after SSRT
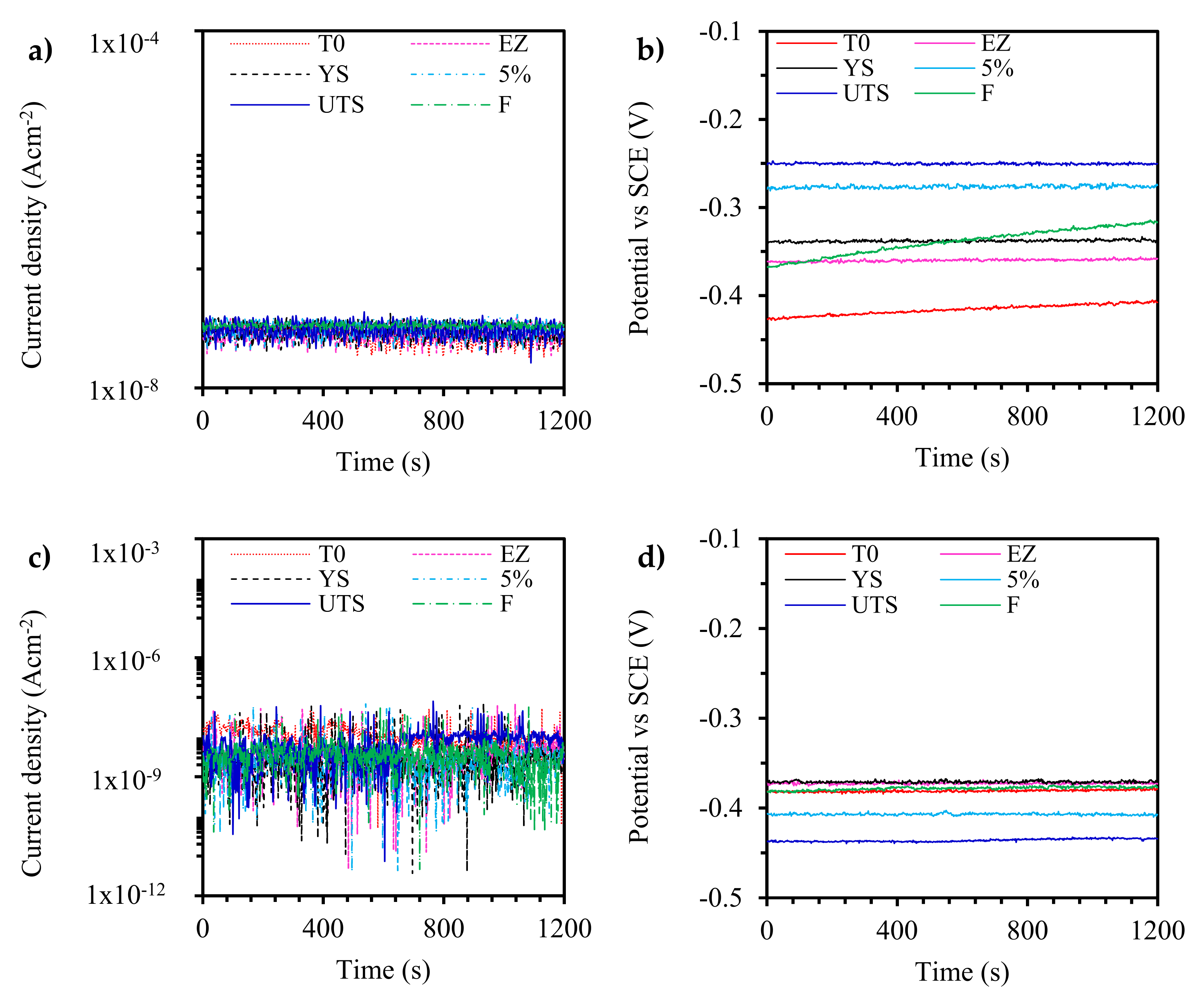
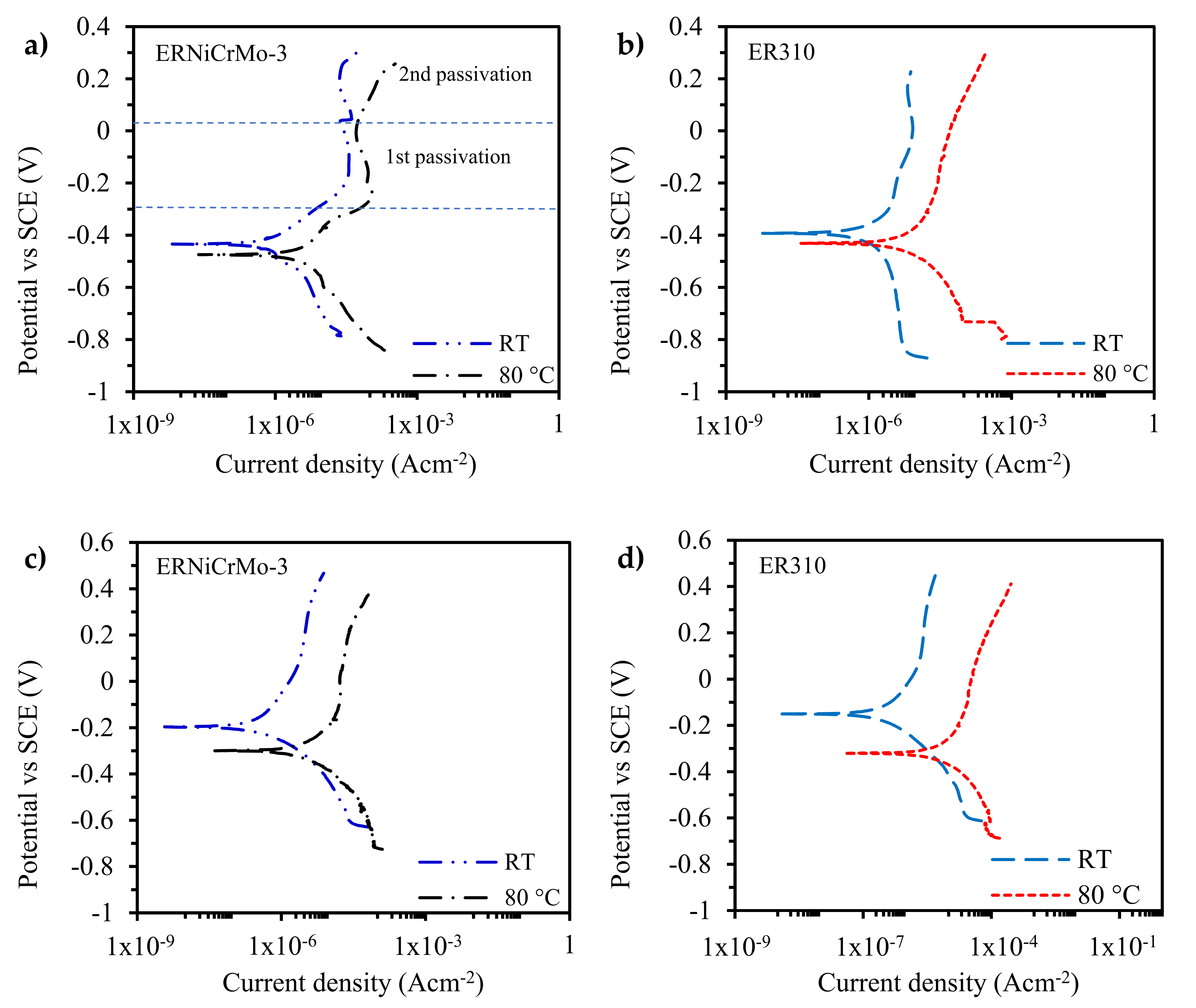
3.4. Electrochemical Noise (EN) and Polarization Scan
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Al-Rubaie, K.S.; Godefroid, L.B.; Lopes, J.A. Statistical modeling of fatigue crack growth rate in Inconel alloy 600. Int. J. Fatigue 2007, 29, 931–940. [Google Scholar] [CrossRef]
- Chandrasekar, G.; Kailasanathan, C.; Verma, D.K. Investigation on un-peened and laser shock peened weldment of Inconel 600 fabricated by ATIG welding process. Mater. Sci. Eng. A 2017, 690, 405–417. [Google Scholar] [CrossRef]
- Kwon, J.-D.; Park, D.-K.; Woo, S.-W.; Yoon, D.-H.; Chung, I. A study on fretting fatigue life for the Inconel alloy 600 at high temperature. Nucl. Eng. Des. 2010, 240, 2521–2527. [Google Scholar] [CrossRef]
- Ru, X.; Staehle, R.W. Historical Experience Providing Bases for Predicting Corrosion and Stress Corrosion in Emerging Supercritical Water Nuclear Technology: Part 1—Review. Corrosion 2013, 69, 211–229. [Google Scholar] [CrossRef]
- Zhang, H.; Lu, Y.; Ma, M.; Li, J. Effect of precipitated carbides on the fretting wear behavior of Inconel 600 alloy. Wear 2014, 315, 58–67. [Google Scholar] [CrossRef]
- Lim, Y.S.; Kim, J.S.; Kim, H.P.; Cho, H.D. The effect of grain boundary misorientation on the intergranular M23C6 carbide precipitation in thermally treated Alloy 690. J. Nucl. Mater. 2004, 335, 108–114. [Google Scholar] [CrossRef]
- Abraham, G.J.; Bhambroo, R.; Kain, V.; Dey, G.; Raja, V. Intergranular Corrosion Susceptibility of Alloy 600 after Autogenous Tungsten Inert Gas and Laser Beam Welding using Electrochemical Technique. High Temp. Mater. Processes 2014, 33, 137–146. [Google Scholar] [CrossRef]
- Yoo, S.C.; Choi, K.J.; Kim, T.; Kim, S.H.; Kim, J.Y.; Kim, J.H. Microstructural evolution and stress-corrosion-cracking behavior of thermally aged Ni-Cr-Fe alloy. Corros. Sci. 2016, 111, 39–51. [Google Scholar] [CrossRef]
- das Neves, M.D.M.; Lotto, A.; Berretta, J.R.; Rossi, W.D.; Júnior, N.D.V. Microstructure development in Nd:YAG laser welding of AISI 304 and Inconel 600. Weld. Int. 2010, 24, 739–748. [Google Scholar] [CrossRef]
- Herrera-Chavez, L.Y.; Ruiz, A.; López-Morelos, V.H.; Rubio-González, C. Microstructural characterization and mechanical response of Inconel 600 welded joint. Mater. Charact. 2019, 157, 109882. [Google Scholar] [CrossRef]
- Lim, Y.S.; Kim, H.P.; Cho, H.D.; Lee, H.H. Microscopic examination of an Alloy 600/182 weld. Mater. Charact. 2009, 60, 1496–1506. [Google Scholar] [CrossRef]
- Łyczkowska, K.; Michalska, J. Studies on the Corrosion Resistance of Laser-Welded Inconel 600 and Inconel 625 Nickel-Based Superalloys. Arch. Metall. Mater. 2017, 62, 653–656. [Google Scholar] [CrossRef] [Green Version]
- Bhaduri, A.; Rai, S.; Gill, T.; Sujith, S.; Jayakumar, T. Evaluation of repair welding procedures for 2.25 Cr–1Mo and 9Cr–1Mo steel welds. Sci. Technol. Weld. Join. 2001, 6, 89–93. [Google Scholar] [CrossRef]
- Pandey, C. Mechanical and Metallurgical Characterization of Dissimilar P92/SS304 L Welded Joints Under Varying Heat Treatment Regimes. Metall. Mater. Trans. A 2020, 51, 2126–2142. [Google Scholar] [CrossRef]
- Shi, S.; Lippold, J.; Ramirez, J. Hot ductility behavior and repair weldability of service-aged, heat-resistant stainless steel castings. Weld. J. 2010, 89, 210–217. [Google Scholar]
- Wang, X.; Li, Y.; Li, H.; Lin, S.; Ren, Y. Effect of long-term aging on the microstructure and mechanical properties of T23 steel weld metal without post-weld heat treatment. J. Mater. Process. Technol. 2018, 252, 618–627. [Google Scholar] [CrossRef]
- Faichuk, M.G.; Ramamurthy, S.; Lau, W.M. Electrochemical behaviour of Alloy 600 tubing in thiosulphate solution. Corros. Sci. 2011, 53, 1383–1393. [Google Scholar] [CrossRef]
- Lu, W.-F.; Huang, J.-Y.; Yung, T.-Y.; Chen, T.-C.; Tsai, K.-C. Effects of dendrite axis and fusion boundary on stress corrosion cracking of ER 308 L/SS 304L welds in a high-temperature water environment. Int. J. Press. Vessel. Pip. 2020, 179, 103940. [Google Scholar] [CrossRef]
- Lu, Z.; Chen, J.; Shoji, T.; Meng, F. Dependence of crack growth kinetics on dendrite orientation and water chemistry for Alloy 182 weld metal in high-temperature water. J. Nucl. Mater. 2015, 458, 253–263. [Google Scholar] [CrossRef]
- Contreras, A.; Salazar, M.; Carmona, A.; Galván-Martínez, R. Electrochemical Noise for Detection of Stress Corrosion Cracking of Low Carbon Steel Exposed to Synthetic Soil Solution. Mater. Res. 2017, 20, 1201–1210. [Google Scholar] [CrossRef] [Green Version]
- Amaro Vicente, T.; Oliveira, L.A.; Correa, E.O.; Barbosa, R.P.; Macanhan, V.B.P.; Alcântara, N.G.D. Stress Corrosion Cracking Behaviour of Dissimilar Welding of AISI 310S Austenitic Stainless Steel to 2304 Duplex Stainless Steel. Metals 2018, 8, 195. [Google Scholar] [CrossRef] [Green Version]
- Dong, L.; Peng, Q.; Han, E.-H.; Ke, W.; Wang, L. Stress corrosion cracking in the heat affected zone of a stainless steel 308L-316L weld joint in primary water. Corros. Sci. 2016, 107, 172–181. [Google Scholar] [CrossRef]
- Han, J.; da Silva, A.K.; Ponge, D.; Raabe, D.; Lee, S.-M.; Lee, Y.-K.; Lee, S.-I.; Hwang, B. The effects of prior austenite grain boundaries and microstructural morphology on the impact toughness of intercritically annealed medium Mn steel. Acta Mater. 2017, 122, 199–206. [Google Scholar] [CrossRef]
- Nishikawa, S.; Horii, Y.; Ikeuchi, K. Effect of phosphorus content on stress corrosion cracking susceptibility of shielded metal arc weld metals for 600 type alloy in high temperature pressurised pure water. Weld. Int. 2013, 27, 747–757. [Google Scholar] [CrossRef]
- Wang, J.D.; Gan, D. Effects of grain boundary carbides on the mechanical properties of Inconel 600. Mater. Chem. Phys. 2001, 70, 124–128. [Google Scholar] [CrossRef]
- Kikuchi, H.; Takahashi, H.; Yanagiwara, H.; Murakami, T. Relationship between ferromagnetic properties and grain size of Inconel alloy 600. J. Magn. Magn. Mater. 2015, 381, 56–64. [Google Scholar] [CrossRef]
- Mostafanejad, A.; Iranmanesh, M.; Zarebidaki, A. An experimental study on stress corrosion behavior of A131/A and A131/AH32 low carbon steels in simulated seawater. Ocean. Eng. 2019, 188, 106204. [Google Scholar] [CrossRef]
- Lippold, J.C.; Kiser, S.D.; DuPont, J.N. Welding Metallurgy and Weldability of Nickel-Base Alloys; John Wiley & Sons: New York, NY, USA, 2011. [Google Scholar]
- Chandrasekar, G.; Kailasanathan, C.; Vasundara, M. Investigation on un-peened and laser shock peened dissimilar weldments of Inconel 600 and AISI 316L fabricated using activated-TIG welding technique. J. Manuf. Process. 2018, 35, 466–478. [Google Scholar] [CrossRef]
- Montoya-Rangel, M.; Garza-Montes de Oca, N.; Gaona-Tiburcio, C.; Colás, R.; Cabral-Miramontes, J.; Nieves-Mendoza, D.; Maldonado-Bandala, E.; Chacón-Nava, J.; Almeraya-Calderón, F.J.M. Electrochemical noise measurements of advanced high-strength steels in different solutions. Metals 2020, 10, 1232. [Google Scholar] [CrossRef]
- Kourdani, A.; Derakhshandeh-Haghighi, R. Evaluating the Properties of Dissimilar Metal Welding Between Inconel 625 and 316L Stainless Steel by Applying Different Welding Methods and Consumables. Metall. Mater. Trans. A 2018, 49, 1231–1243. [Google Scholar] [CrossRef]
- Lee, H.T.; Jeng, S.L.; Kuo, T.Y. The microstructure and fracture behavior of the dissimilar alloy 690-SUS 304L joint with various Nb addition. Metall. Mater. Trans. A 2003, 34, 1097–1105. [Google Scholar] [CrossRef]
- Ruiz-Vela, J.I.; Montes-Rodríguez, J.J.; Rodríguez-Morales, E.; Toscano-Giles, J.A. Effect of cold metal transfer and gas tungsten arc welding processes on the metallurgical and mechanical properties of Inconel® 625 weldings. Weld. World 2019, 63, 459–479. [Google Scholar] [CrossRef]
- Silva, C.C.; Miranda, H.C.D.; Motta, M.F.; Farias, J.P.; Afonso, C.R.M.; Ramirez, A.J. New insight on the solidification path of an alloy 625 weld overlay. J. Mater. Res. Technol. 2013, 2, 228–237. [Google Scholar] [CrossRef] [Green Version]
- Shah Hosseini, H.; Shamanian, M.; Kermanpur, A. Characterization of microstructures and mechanical properties of Inconel 617/310 stainless steel dissimilar welds. Mater. Charact. 2011, 62, 425–431. [Google Scholar] [CrossRef]
- Mortezaie, A.; Shamanian, M. An assessment of microstructure, mechanical properties and corrosion resistance of dissimilar welds between Inconel 718 and 310S austenitic stainless steel. Int. J. Press. Vessel. Pip. 2014, 116, 37–46. [Google Scholar] [CrossRef]
- Bogaard, R.H. Thermal Conductivity of Selected Stainless Steels. In Thermal Conductivity 18; Ashworth, T., Smith, D.R., Eds.; Springer: Boston, MA, USA, 1985; pp. 175–185. [Google Scholar]
- Farias, F.W.C.; Payão Filho, J.D.C.; da Silva Júnior, D.A.; de Moura, R.N.; Rios, M.C.G. Microstructural characterization of Ni-based superalloy 625 clad welded on a 9% Ni steel pipe by plasma powder transferred arc. Surf. Coat. Technol. 2019, 374, 1024–1037. [Google Scholar] [CrossRef]
- DuPont, J.N. Solidification of an alloy 625 weld overlay. Metall. Mater. Trans. A 1996, 27, 3612–3620. [Google Scholar] [CrossRef]
- Silva, C.C.; de Albuquerque, V.H.C.; Miná, E.M.; Moura, E.P.; Tavares, J.M.R.S. Mechanical Properties and Microstructural Characterization of Aged Nickel-based Alloy 625 Weld Metal. Metall. Mater. Trans. A 2018, 49, 1653–1673. [Google Scholar] [CrossRef] [Green Version]
- Cortés-Cervantes, I.S.; López-Morelos, V.H.; Miyashita, Y.; García-Hernández, R.; Ruiz-Marines, A.; Garcia-Renteria, M.A. Fatigue resistance of AL6XN super-austenitic stainless steel welded with electromagnetic interaction of low intensity during GMAW. Int. J. Adv. Manuf. Technol. 2018, 99, 2849–2862. [Google Scholar] [CrossRef]
- Granados-Becerra, H.; López-Morelos, V.H.; Ruiz, A.; García-Hernández, R.; Curiel-López, F.F.; Barajas-Alvarez, M.R.J.M.; International, M. Ramberg–Osgood Stress–Strain Analysis of the Effects of Aging Treatment and Welding on IN600 with a Three-Stage Strain Hardening Behavior. Met. Mater. Int. 2021, 28, 1328–1339. [Google Scholar] [CrossRef]
- Bai, G.; Li, J.; Hu, R.; Tang, Z.; Xue, X.; Fu, H. Effect of temperature on tensile behavior of Ni–Cr–W based superalloy. Mater. Sci. Eng. A 2011, 528, 1974–1978. [Google Scholar] [CrossRef]
- Hur, D.H.; Lee, D.H. Effect of solid solution carbon on stress corrosion cracking of Alloy 600 in a primary water at 360 °C. Mater. Sci. Eng. A 2014, 603, 129–133. [Google Scholar] [CrossRef]
- Brown, C.; Mills, W.J.C. Effect of water on mechanical properties and stress corrosion behavior of alloy 600, alloy 690, EN82H welds, and EN52 welds. Corrosion 1999, 55, 173–186. [Google Scholar] [CrossRef]
- Zhou, C.; Huang, Q.; Guo, Q.; Zheng, J.; Chen, X.; Zhu, J.; Zhang, L. Sulphide stress cracking behaviour of the dissimilar metal welded joint of X60 pipeline steel and Inconel 625 alloy. Corros. Sci. 2016, 110, 242–252. [Google Scholar] [CrossRef]
- López, F.F.; García, R.; López, V.; Garcia, M.; Contreras, A. The Effect of Applying Magnetic Fields During Welding AISI- 304 Stainless Steel on Stress Corrosion Cracking. Int. J. Electrochem. Sci. 2021, 16, 210338. [Google Scholar]
- Matsunaga, H.; Yoshikawa, M.; Kondo, R.; Yamabe, J.; Matsuoka, S. Slow strain rate tensile and fatigue properties of Cr–Mo and carbon steels in a 115 MPa hydrogen gas atmosphere. Int. J. Hydrogen Energy 2015, 40, 5739–5748. [Google Scholar] [CrossRef]
- Tsai, W.-T.; Chang, C.-S.; Lee, J.-T.J.C. Effects of shot peening on corrosion and stress corrosion cracking behaviors of sensitized alloy 600 in thiosulfate solution. Corrosion 1994, 50, 98–105. [Google Scholar] [CrossRef]
- Bhattacharya, A.; Singh, P.M. Stress corrosion cracking of welded 2205 duplex stainless steel in sulfide-containing caustic solution. J. Fail. Anal. Prev. 2007, 7, 371–377. [Google Scholar] [CrossRef]
- Claeys, L.; Depover, T.; De Graeve, I.; Verbeken, K. First observation by EBSD of martensitic transformations due to hydrogen presence during straining of duplex stainless steel. Mater. Charact. 2019, 156, 109843. [Google Scholar] [CrossRef]
- Shi, Z.; Song, G.; Cao, C.-N.; Lin, H.; Lu, M.J.E.A. Electrochemical potential noise of 321 stainless steel stressed under constant strain rate testing conditions. Electrochim. Acta 2007, 52, 2123–2133. [Google Scholar] [CrossRef]
- Sikora, E.; Macdonald, D.D.J.E.A. Nature of the passive film on nickel. Electrochim. Acta 2002, 48, 69–77. [Google Scholar] [CrossRef]
- Espinoza-Medina, M.; Martinez-Villafane, A.; Salinas-Bravo, V.; Gonzalez-Rodriguez, J.J.C. Predicting susceptibility to intergranular stress corrosion cracking of Alloy 690. Corrosion 2000, 56, NACE-00111133. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cr | Ti | Fe | Cu | P | S | Al | Ni | Nb | Mo | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| IN600 OES | 0.018 | 0.219 | 0.197 | 16.33 | 0.267 | 9.107 | 0.125 | <0.01 | - | 0.264 | 73.47 | - | - |
| IN600 supplier | 0.02 | 0.19 | 0.2 | 16.41 | 0.25 | 9.11 | 0.13 | 0.006 | - | 0.2 | 73.09 | ||
| ERNiCrMo-3 | 0.01 | 0.05 | 0.05 | 22.06 | - | 0.921 | - | 0.006 | 0.003 | - | 64.38 | 3.6 | 8.92 |
| ER310 | 0.1 | 0.45 | 1.7 | 26.0 | - | 51.02 | 0.1 | <0.02 | <0.01 | - | 20.5 | - | 0.1 |
| Weld Filler | Environment | σy,0.2% (MPa) | UTS (MPa) | δ (mm) | Plastic Elongation (%) | Area Reduction (%) | Time to Failure (h) | ISCC | Iδ (%) | IFRAG |
|---|---|---|---|---|---|---|---|---|---|---|
| ERNiCrMo-3 | Air | 292.98 | 604.55 | 8.27 | 24.73 | 80.59 | 95.62 | - | - | - |
| Na2S2O3 at RT | 250.02 | 582.81 | 6.55 | 19.39 | 50.60 | 75.67 | 0.80 | 20.74 | 1.54 | |
| NaOH at RT | 282.53 | 625.47 | 8.09 | 24.19 | 70.75 | 93.53 | 0.97 | 2.16 | 0.51 | |
| Na2S2O3 at 80 °C | 305.35 | 565.20 | 6.31 | 18.54 | 64.34 | 72.84 | 0.83 | 23.70 | 0.84 | |
| NaOH at 80 °C | 292.51 | 617.21 | 7.73 | 23.08 | 61.79 | 89.37 | 0.93 | 6.48 | 0.97 | |
| ER 310 | Air | 340.28 | 565.61 | 5.49 | 15.91 | 68.44 | 63.38 | - | - | - |
| Na2S2O3 at RT | 262.00 | 558.45 | 5.21 | 15.17 | 62.72 | 60.02 | 0.92 | 5.23 | 0.18 | |
| NaOH at RT | 420.22 | 629.49 | 4.79 | 13.62 | 69.75 | 55.16 | 0.98 | 12.86 | −0.04 | |
| Na2S2O3 at 80 °C | 230.18 | 485.46 | 5.43 | 16.04 | 71.24 | 62.64 | 0.94 | 1.13 | −0.09 | |
| NaOH at 80 °C | 232.49 | 485.54 | 4.81 | 14.06 | 79.71 | 55.41 | 0.89 | 12.55 | −0.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Granados-Becerra, H.; López-Morelos, V.H.; Contreras, A.; Curiel-López, F.F.; García-Hernández, R.; González-Sánchez, J.A.; Cortés, E. Susceptibility of Dissimilar IN600 Welded Joints to Stress Corrosion Cracking Using Slow Strain Rate Test in Sodium Electrolytes. Metals 2022, 12, 1112. https://doi.org/10.3390/met12071112
Granados-Becerra H, López-Morelos VH, Contreras A, Curiel-López FF, García-Hernández R, González-Sánchez JA, Cortés E. Susceptibility of Dissimilar IN600 Welded Joints to Stress Corrosion Cracking Using Slow Strain Rate Test in Sodium Electrolytes. Metals. 2022; 12(7):1112. https://doi.org/10.3390/met12071112
Chicago/Turabian StyleGranados-Becerra, Heriberto, Víctor H. López-Morelos, Antonio Contreras, Francisco Fernando Curiel-López, Rafael García-Hernández, Jorge Antonio González-Sánchez, and Eduardo Cortés. 2022. "Susceptibility of Dissimilar IN600 Welded Joints to Stress Corrosion Cracking Using Slow Strain Rate Test in Sodium Electrolytes" Metals 12, no. 7: 1112. https://doi.org/10.3390/met12071112
APA StyleGranados-Becerra, H., López-Morelos, V. H., Contreras, A., Curiel-López, F. F., García-Hernández, R., González-Sánchez, J. A., & Cortés, E. (2022). Susceptibility of Dissimilar IN600 Welded Joints to Stress Corrosion Cracking Using Slow Strain Rate Test in Sodium Electrolytes. Metals, 12(7), 1112. https://doi.org/10.3390/met12071112