
Characterization of the Isothermal and Thermomechanical Fatigue Behavior of a Duplex Steel Considering the Alloy Microstructure

 and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
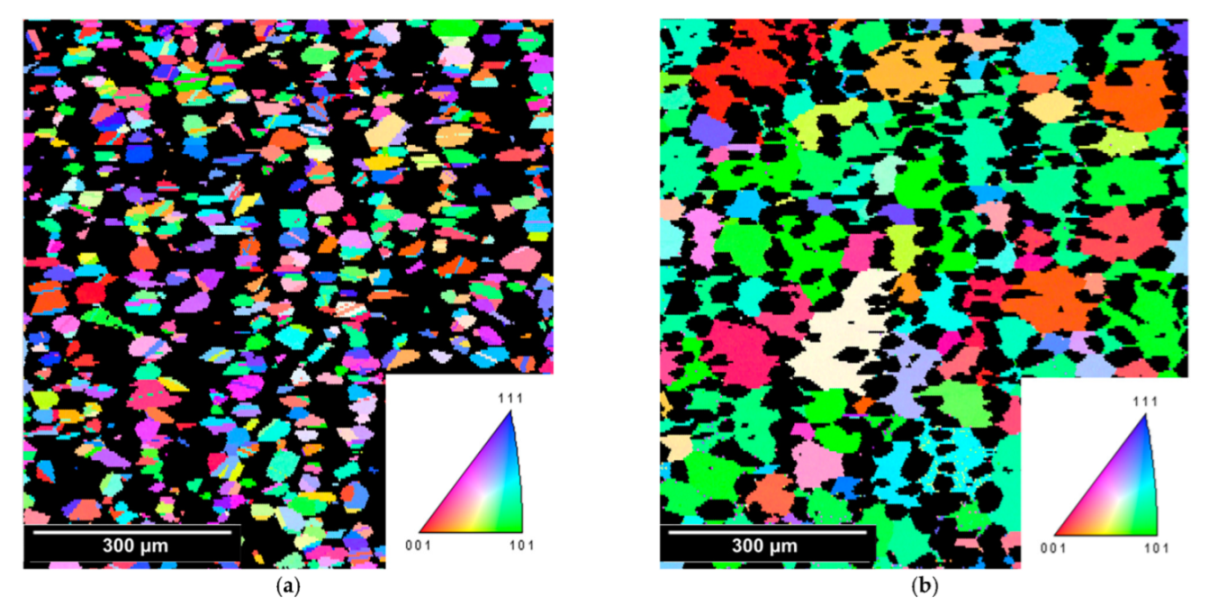
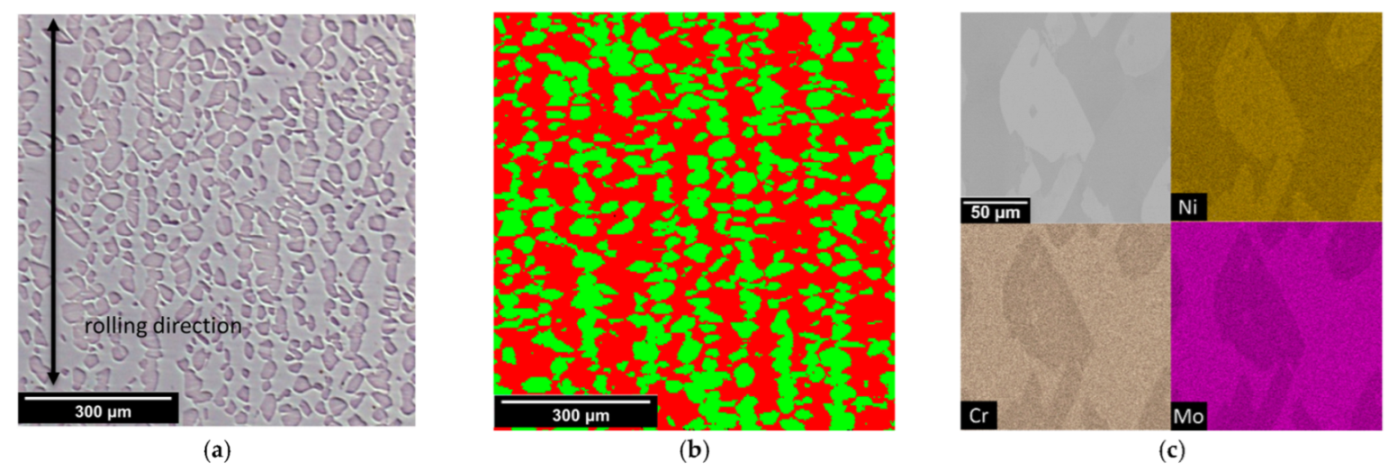
3.1. Initial Microstructure
3.2. Isothermal Fatigue
3.3. Thermomechanical Fatigue
4. Summary
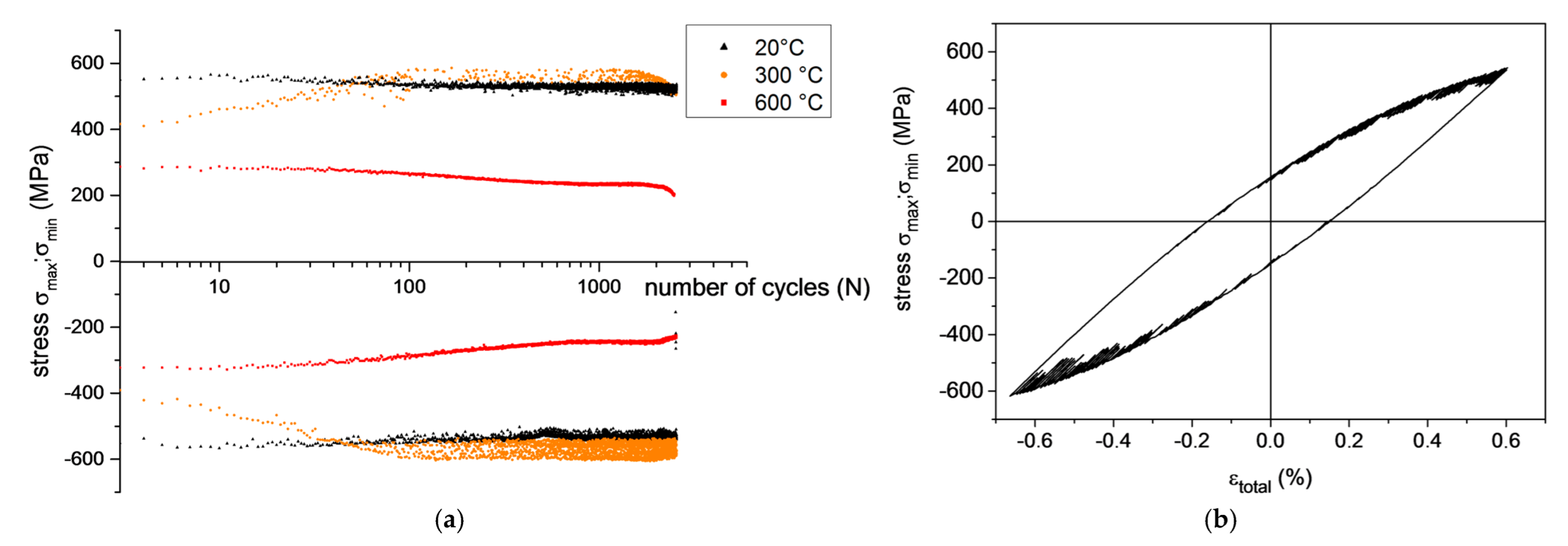
- Isothermal Fatigue tests at 20 °C: A continuous softening of the duplex steel was observed during room temperature fatigue test. The austenite phase exhibits a pronounced planar slip behavior.
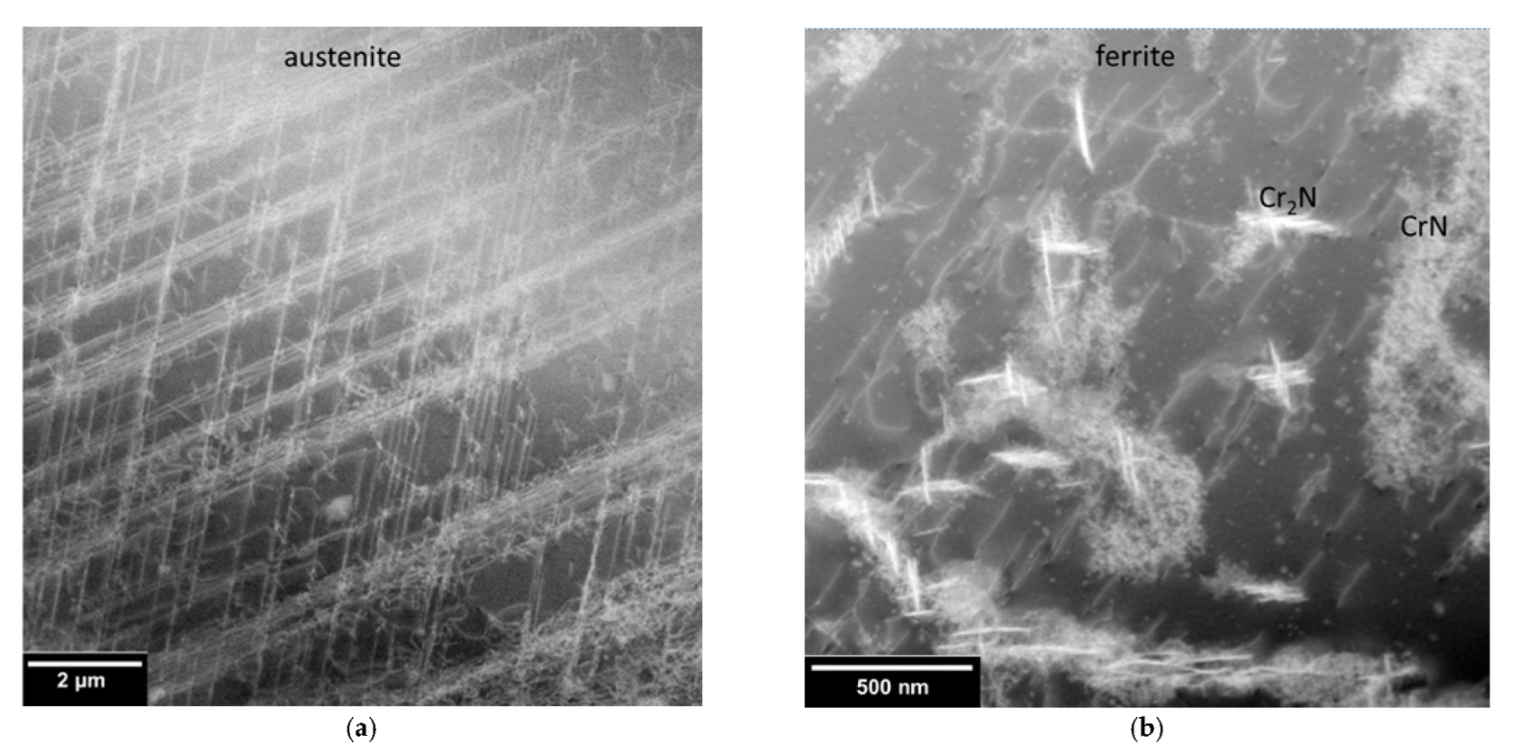
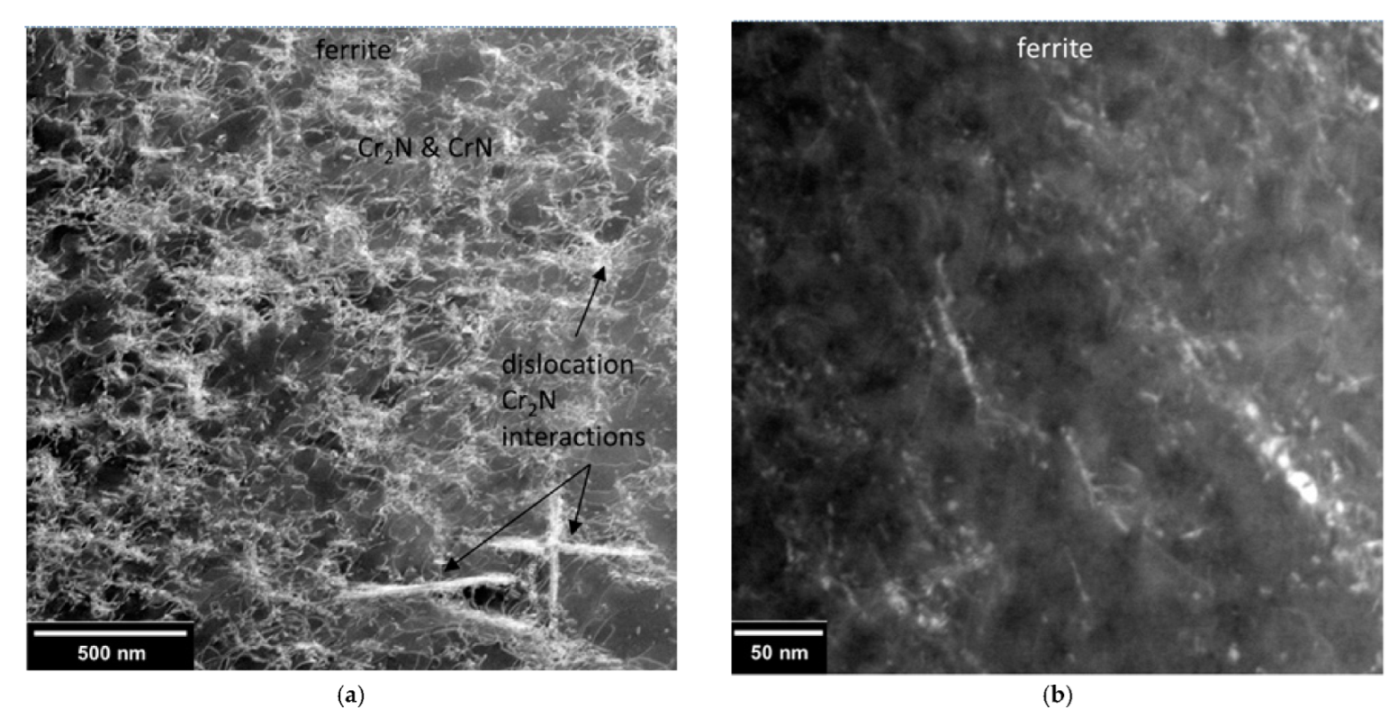
- Isothermal Fatigue tests at 300 °C: A pronounced primary hardening was observed, which is caused by the interaction between dislocations and nitrides. Planer slip prevails in the austenitic grains.
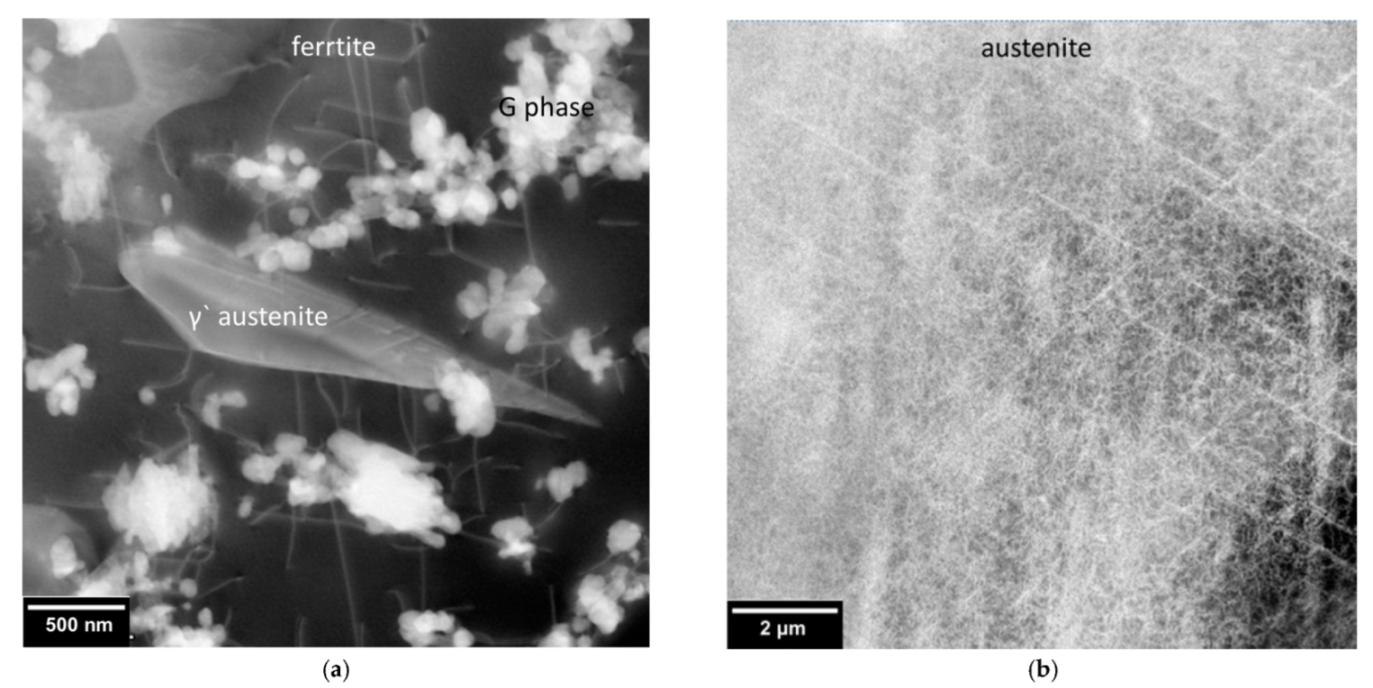
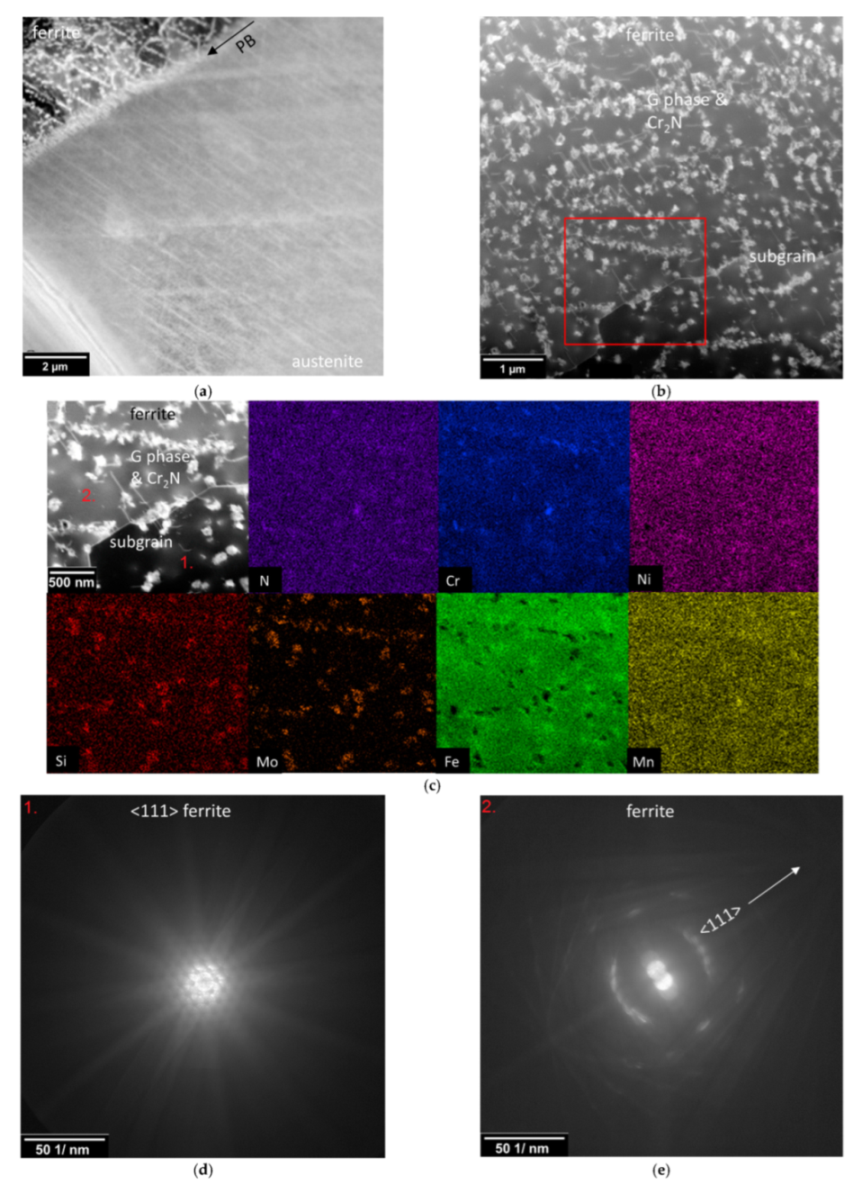
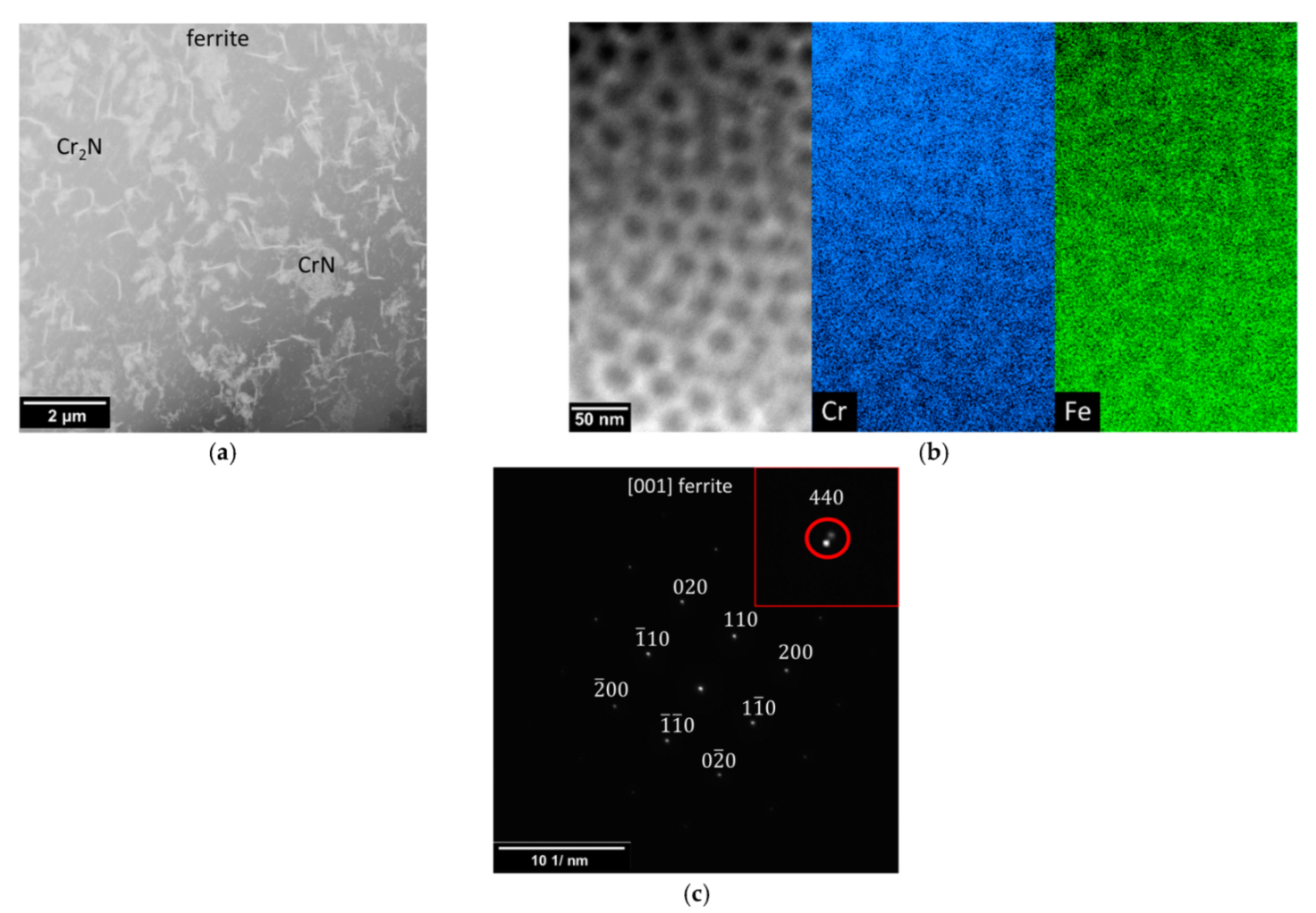
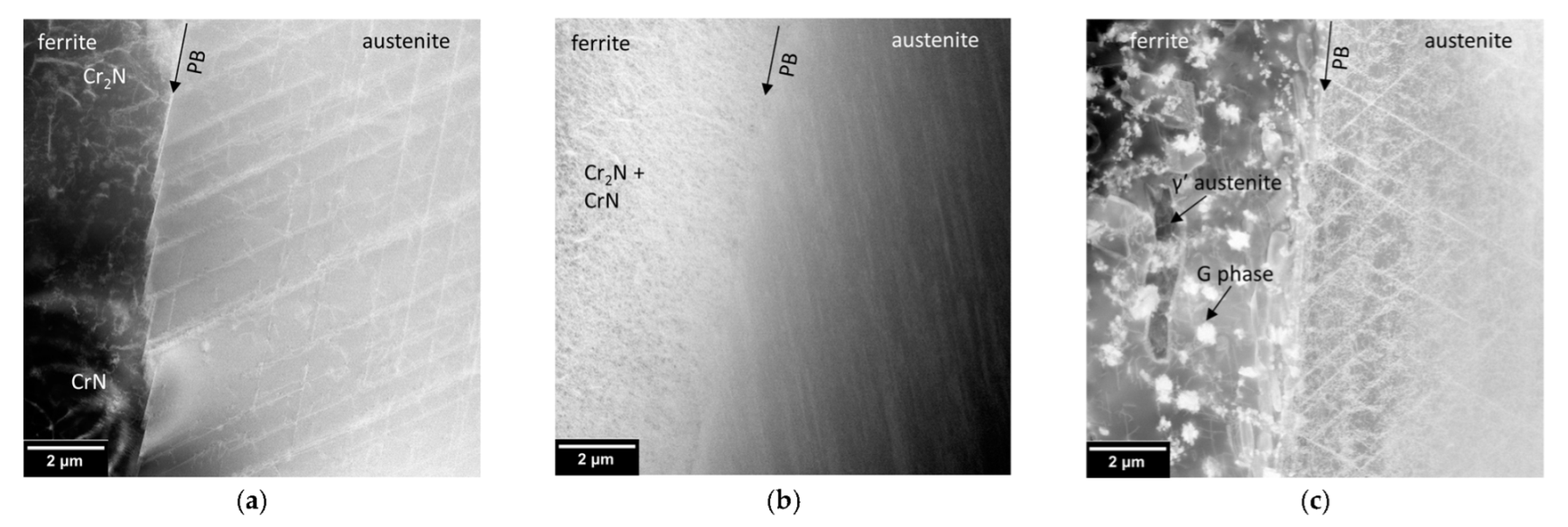
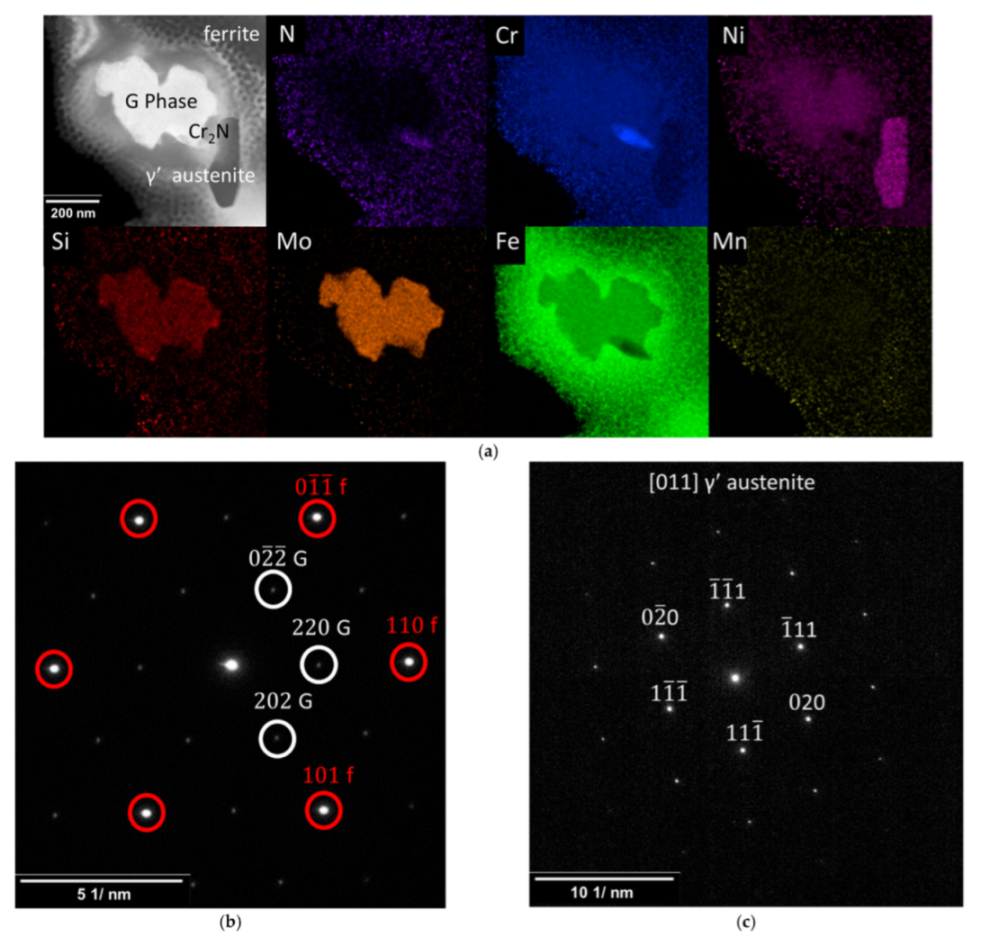
- Isothermal Fatigue tests at 600 °C: The cyclic stress amplitude during the isothermal fatigue test is at a low level. The material studied exhibits softening throughout the whole fatigue test. A further precipitation of chromium nitrides as well as the formation of the G phase and secondary γ′ austenite leads to a significant change in the microstructure of the ferritic grains. The low dislocation density observed in the ferrite phase is attributed to pronounced recovery processes. In the austenitic grains, a more irregular and wavy dislocation arrangement prevails.
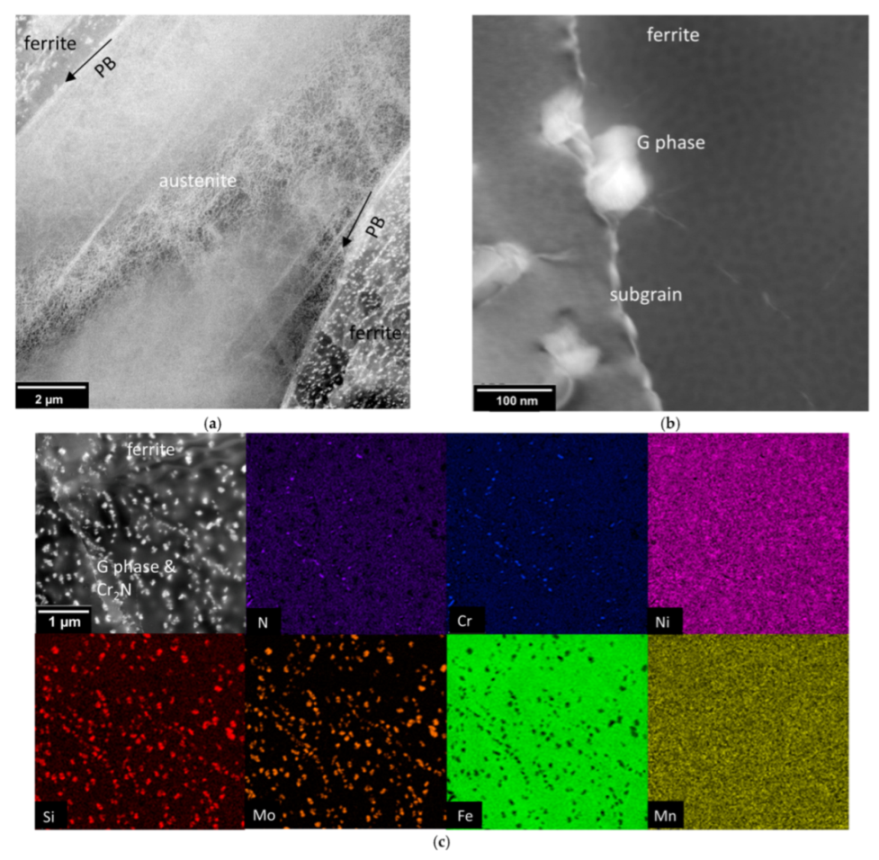
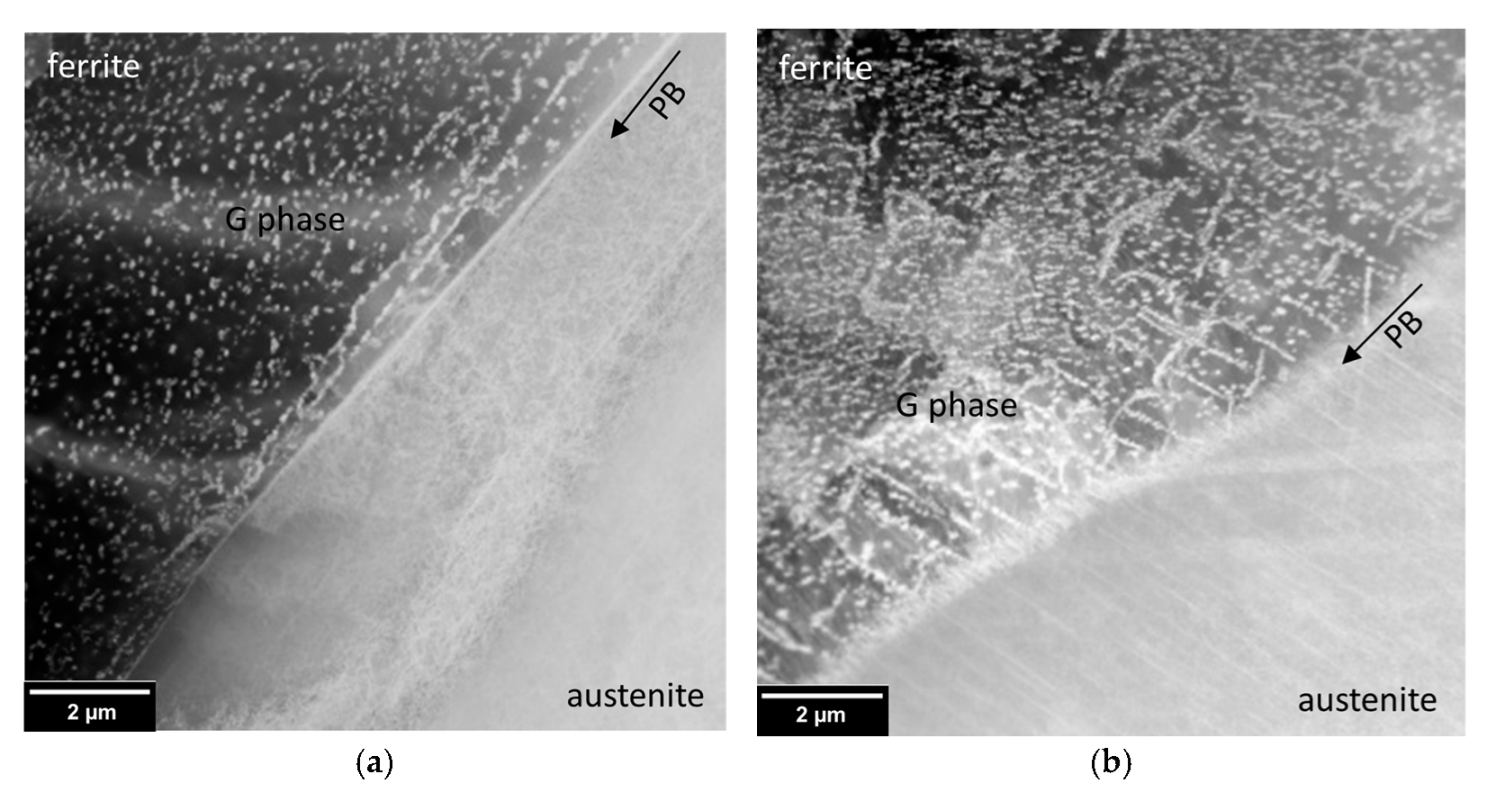
- IP TMF: During TMF loading in the IP mode a negative mean stress results, which has a positive effect on fatigue life. The cyclic behavior in the stress response of the TMF test can be correlated with the corresponding stress responses of the isothermal fatigue tests at 300 and 600 °C. Furthermore, initial cyclic hardening (300 °C) can be attributed to interaction between nitrides and dislocations (DSA). While a significant amount of the G phase was found in ferrite, no secondary γ′ austenite was observed. Additionally, the formation of subgrains in the ferrite was observed. The plastic deformation of the austenitic grains results in an unordered dislocation arrangement.
- OP TMF: TMF in the OP mode results in a tensile mean stress, which leads to premature failure. A comparison of the stress response of OP and IP TMF clearly shows a very similar behavior. Analogously to the corresponding TMF test in IP mode, secondary γ′ austenite does also not form under OP conditions. The main microstructural difference caused by the T-εpl-phasing seem to be the finer morphology of the G phase precipitates.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | 20 | 300 | 600 |
|---|---|---|---|
| R0.2 (MPa) | 490 | 330 | 250 |
| Rm (MPa) | 730 | 680 | 350 |
| A (%) | 42 | 28 | 27 |
References
- Kolmorgen, R.; Biermann, H. Thermo mechanical fatigue behaviour of a duplex stainless steel in the range of 350–600 °C. Int. J. Fatigue 2014, 65, 2–8. [Google Scholar] [CrossRef]
- Nani Babu, M.; Sasikala, G.; Shashank Dutt, B.; Venugopal, S.; Albert, S.K.; Bhaduri, A.K.; Jayakumar, T. Investigation on influence of dynamic strain ageing on fatigue crack growth behaviour of modified 9Cr–1Mo steel. Int. J. Fatigue 2012, 43, 242–245. [Google Scholar] [CrossRef]
- Avalos, M.; Alvarez-Armas, I.; Armas, A.F. Dynamic strain aging effects on low-cycle fatigue of AISI 430F. Mater. Sci. Eng. A 2009, 513–514, 1–7. [Google Scholar] [CrossRef]
- Kolmorgen, R.; Biermann, H. Thermo-mechanical fatigue behaviour of a duplex stainless steel. Int. J. Fatigue 2012, 37, 86–91. [Google Scholar] [CrossRef]
- Tsuzaki, K.; Hori, T.; Maki, T.; Tamura, I. Dynamic strain aging during fatigue deformation in type 304 austenitic stainless steel. Mater. Sci. Eng. 1983, 61, 247–260. [Google Scholar] [CrossRef]
- Gironès, A.; Llanes, L.; Anglada, M.; Mateo, A. Dynamic strain ageing effects on superduplex stainless steels at intermediate temperatures. Mater. Sci. Eng. A 2004, 367, 322–328. [Google Scholar] [CrossRef]
- Wackermann, K.; Christ, H.-J. Identifying the effect of 475 °C embrittlement on the cyclic stress-strain response of duplex stainless steel by means of the change in the yield stress distribution. Adv. Mater. Res. 2014, 891–892, 458–463. [Google Scholar] [CrossRef]
- Sahu, J.K.; Krupp, U.; Ghosh, R.N.; Christ, H.-J. Effect of 475 °C embrittlement on the mechanical properties of duplex stainless steel. Mater. Sci. Eng. A 2009, 508, 1–14. [Google Scholar] [CrossRef]
- Cortie, M.B.; Pollak, H. Embrittlement and aging at 475 °C in an experimental ferritic stainless steel containing 38 wt.% chromium. Mater. Sci. Eng. A 1995, 199, 153–163. [Google Scholar] [CrossRef]
- Llanes, L.; Mateo, A.; Violan, P.; Méndez, J.; Anglada, M. On the high cycle fatigue behavior of duplex stainless steels: Influence of thermal aging. Mater. Sci. Eng. A 1997, 234–236, 850–852. [Google Scholar] [CrossRef]
- Tavares, S.S.M.; de Noronha, R.F.; da Silva, M.R.; Neto, J.M.; Pairis, S. 475 °C Embrittlement in a duplex stainless steel UNS S31803. Materials Res. 2001, 4, 237–240. [Google Scholar] [CrossRef] [Green Version]
- Weng, K.L.; Chen, H.R.; Yang, J.R. The low-temperature aging embrittlement in a 2205 duplex stainless steel. Mater. Sci. Eng. A 2004, 379, 119–132. [Google Scholar] [CrossRef]
- Wackermann, K. Einfluss einer zyklischen Belastung auf die Versprödungskinetik von Legierungen am Beispiel der 475 °C-Versprödung von Duplexstahl und der Dynamischen Versprödung einer Nickelbasislegierung. Ph.D. Thesis, University of Siegen, Siegener Werkstoffkundliche Berichte, Siegen, Germany, July 2015. Available online: https://nbn-resolving.org/urn:nbn:de:hbz:467-9717 (accessed on 19 May 2022).
- Sahu, J.K. Effect of 475 °C Embrittlement on the Fatigue Behaviour of a Duplex Stainless Steel. Ph.D. Thesis, University of Siegen, Siegener Werkstoffkundliche Berichte, Siegen, Germany, October 2008. Available online: Https://nbn-resolving.org/urn:nbn:de:hbz:467-3774 (accessed on 19 May 2022).
- Gunn, R. Duplex Stainless Steels: Microstructure, Properties and Applications, 1st ed.; Woodhead Publishing Series in Metals and Surface Engineering: Cambridge, UK, 1997; pp. 94–104. [Google Scholar]
- Mateo, A.; Llanes, L.; Anglada, M.; Redjaimia, A.; Metauer, G. Characterization of the intermetallic G-phase in an AISI 329 duplex stainless steel. J. Mater. Sci. 1997, 32, 4533–4540. [Google Scholar] [CrossRef]
- Matsukawa, Y.; Takeuchi, T.; Kakubo, Y.; Suzudo, T.; Watanabe, H.; Abe, H.; Toyama, T.; Nagai, Y. The two-step nucleation of G-phase in ferrite. Acta Mater. 2016, 116, 104–113. [Google Scholar] [CrossRef]
- Tang, X. Sigma Phase Characterization in AISI 316 Stainless Steel. Microsc. Microanal. 2005, 11, 78–79. [Google Scholar] [CrossRef] [Green Version]
- Magnabosco, R. Kinetics of sigma phase formation in a Duplex Stainless Steel. Mater. Res. 2009, 12, 321–327. [Google Scholar] [CrossRef] [Green Version]
- Armas, A.F.; Petersen, C.; Schmitt, R.; Avalos, M.; Alvarez-Armas, I. Mechanical and microstructural behaviour of isothermally and thermally fatigued ferritic/martensitic steels. J. Nucl. Mater. 2002, 307–311, 509–513. [Google Scholar] [CrossRef]
- Krupp, U.; Söker, M.; Giertler, A.; Dönges, B.; Christ, H.-J.; Wackermann, K.; Boll, T.; Thuvander, M.; Marinelli, M.C. The potential of spinodal ferrite decomposition for increasing the very high cycle fatigue strength of duplex stainless steel. Int. J. Fatigue 2016, 93, 363–371. [Google Scholar] [CrossRef]
- Weidner, A.; Kolmorgen, R.; Kubena, I.; Kulawinski, D.; Kruml, T.; Biermann, H. Decomposition and precipitation process during thermo-mechanical fatigue of duplex stainless steel. Metall. Mater. Trans. A 2016, 47, 2112–2124. [Google Scholar] [CrossRef]
- Dönges, B.; Fritzen, C.P.; Christ, H.J. Experimental Investigation and Simulation of the Fatigue Mechanisms of a Duplex Stainless Steel under HCF and VHCF Loading Conditions. Key Eng. Mater. 2015, 664, 267–274. [Google Scholar] [CrossRef]
- Bauer, V. Verhalten Metallischer Konstruktionswerkstoffe unter Thermomechanischer Belastung—Experimentelle Charakterisierung und Modellmäßige Beschreibung. Ph.D. Thesis, University of Siegen, Berichte aus der Werkstofftechnik, Shaker Verlag, Aachen, Germany, July 2007. [Google Scholar]
- Chan, K.W.; Tjong, S.C. Effect of secondary phase precipitation on the corrosion behavior of duplex stainless steels. Materials 2014, 7, 5268–5304. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sicupira, D.C.; Cardoso Junior, R.; Bracarense, A.Q.; Frankel, G.S.; Lins, V.d.F.C. Cyclic polarization study of thick welded joints of lean duplex stainless steel for application in biodiesel industry. Mater. Res. 2017, 20, 161–167. [Google Scholar] [CrossRef] [Green Version]
- Holländer Pettersson, N.; Lindell, D.; Lindberg, F.; Borgenstam, A. Formation of chromium nitride and intragranular austenite in a super duplex stainless steel. Metall. Mater. Trans. A 2019, 50, 5594–5601. [Google Scholar] [CrossRef] [Green Version]
- Zhou, J.; Odqvist, J.; Höglund, L.; Thuvander, M.; Barkar, T.; Hedström, P. Initial clustering—A key factor for phase separation kinetics in Fe–Cr-based alloys. Scr. Mater. 2014, 75, 62–65. [Google Scholar] [CrossRef]
- Kolmorgen, R. Das Thermomechanische Ermüdungsverhalten eines Ferritisch-Austenitischen Duplexstahls im Temperaturbereich 100 °C bis 600 °C. Ph.D. Thesis, Technische Universität Bergakademie Freiberg Papierflieger Verlag GmbH, Clausthal-Zellerfeld, Germany, November 2020. [Google Scholar]
- Kolmorgen, R.; Weidner, A.; Biermann, H. Deformation and microstructure evolution of a duplex stainless steel under out-of-phase thermo-mechanical fatigue. Mater. High Temp. 2013, 30, 77–82. [Google Scholar] [CrossRef]
- Duber, O.; Kunkler, B.; Krupp, U.; Christ, H.-J.; Fritzen, C. Experimental characterization and two-dimensional simulation of short-crack propagation in an austenitic–ferritic duplex steel. Int. J. Fatigue 2006, 28, 983–992. [Google Scholar] [CrossRef]
- Hereñú, S.; Alvarez-Armas, I.; Armas, A.F. The influence of dynamic strain aging on the low cycle fatigue of duplex stainless steel. Scr. Mater. 2001, 45, 739–745. [Google Scholar] [CrossRef]
- Villanueva, D.M.E.; Junior, F.C.P.; Plaut, R.L.; Padilha, A.F. Comparative study on sigma phase precipitation of three types of stainless steels: Austenitic, superferritic and duplex. Mater. Sci. Technol. 2006, 22, 1098–1104. [Google Scholar] [CrossRef]
- Zhang, J.-S. High Temperature Deformation and Fracture of Materials, 1st ed.; Elsevier: Sawston, Cambridge, UK, 2010; pp. 359–365. [Google Scholar]
- Heumann, T. Diffusion in Metallen: Grundlagen, Theorie, Vorgänge in Reinmetallen und Legierungen, 1st ed.; Springer: Berlin/Heidelberg, Germany, 1992; pp. 128–135. [Google Scholar]
- Miller, M.K.; Bentley, J. APFIM and AEM investigation of CF8 and CF8M primary coolant pipe steels. Mater. Sci. Technol. 1990, 6, 285–292. [Google Scholar] [CrossRef]

| Composition | Chemical Composition (wt.%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Cr | Ni | Mo | N | Fe | |
| nominal | ≤0.03 | ≤1.0 | ≤2.0 | ≤0.035 | ≤0.015 | 21–23 | 4.5–6.5 | 2.5–3.5 | 0.1–0.22 | Bal. |
| measured | 0.029 ± 0.01 | 0.403 ± 0.08 | 1.68 ± 0.03 | 0.013 ± 0.001 | 0.0035 ± 0.0002 | 21.88 ± 0.31 | 4.65 ± 0.06 | 3.34 ± 0.02 | 0.163 ± 0.08 | Bal. |
| Element | Si | Cr | Mn | Fe | Ni | Mo |
|---|---|---|---|---|---|---|
| γ austenite | 0.22 ± 0.02 | 20.08 ± 3.41 | 1.8 ± 0.3 | 68.4 ± 11.2 | 6.26 ± 1.03 | 2.51 ± 0.4 |
| γ′ austenite | 0.18 ± 0.02 | 17.94 ± 2.96 | 2.03 ± 0.17 | 70.66 ± 11.66 | 9.11 ± 1.51 | 1.09 ± 0.18 |
| α/α′ ferrite | 0.28 ± 0.03 | 23.79 ± 3.88 | 1.55 ± 0.25 | 66.41 ± 10.82 | 4.05 ± 0.66 | 3.92 ± 0.62 |
| G phase | 1.10 ± 0.08 | 20.08 ± 3.16 | 1.66 ± 0.25 | 40.36 ± 6.13 | 4.85 ± 0.51 | 31.24 ± 4.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schellert, S.; Müller, J.; Ohrndorf, A.; Gorr, B.; Butz, B.; Christ, H.-J. Characterization of the Isothermal and Thermomechanical Fatigue Behavior of a Duplex Steel Considering the Alloy Microstructure. Metals 2022, 12, 1161. https://doi.org/10.3390/met12071161
Schellert S, Müller J, Ohrndorf A, Gorr B, Butz B, Christ H-J. Characterization of the Isothermal and Thermomechanical Fatigue Behavior of a Duplex Steel Considering the Alloy Microstructure. Metals. 2022; 12(7):1161. https://doi.org/10.3390/met12071161
Chicago/Turabian StyleSchellert, Steven, Julian Müller, Arne Ohrndorf, Bronslava Gorr, Benjamin Butz, and Hans-Jürgen Christ. 2022. "Characterization of the Isothermal and Thermomechanical Fatigue Behavior of a Duplex Steel Considering the Alloy Microstructure" Metals 12, no. 7: 1161. https://doi.org/10.3390/met12071161