
Comparison of Modified Johnson–Cook Model and Strain–Compensated Arrhenius Constitutive Model for 5CrNiMoV Steel during Compression around Austenitic Temperature

Abstract
:1. Introduction
2. Materials and Experiments
3. Results and Discussion
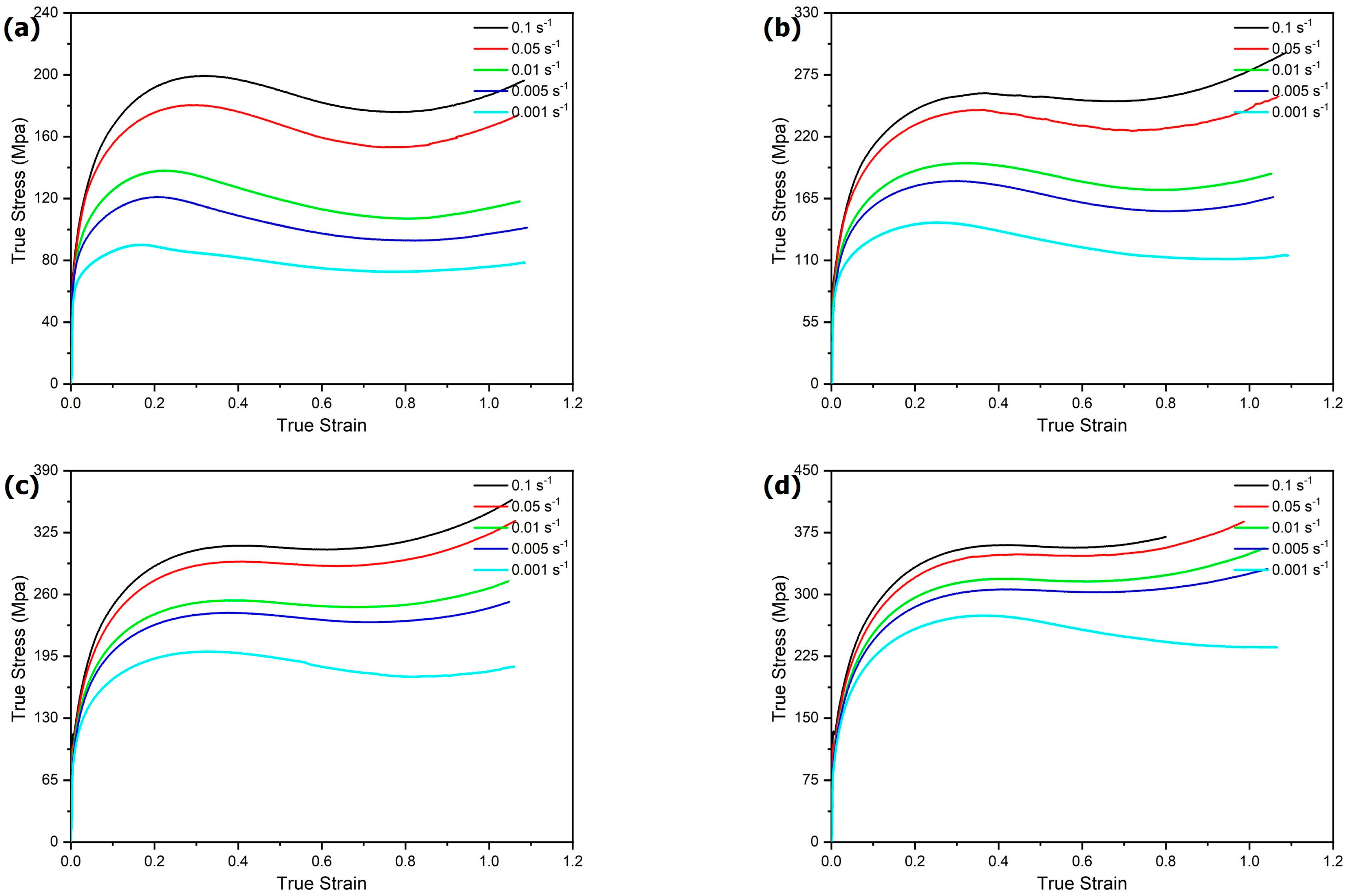
3.1. True Stress–Strain Curves of the 5CrNiMoV Steel
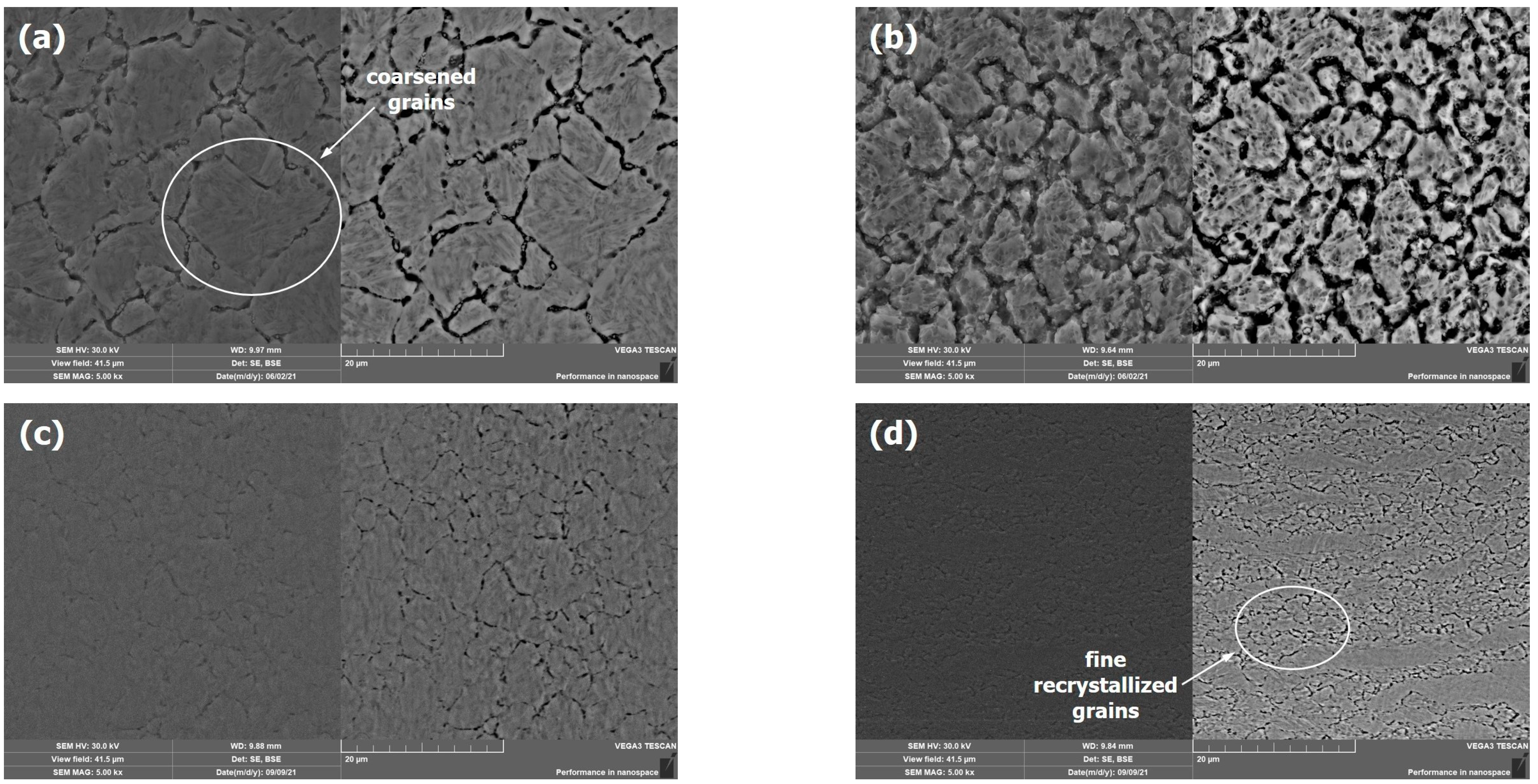
3.2. Microstructures of the 5CrNiMoV Steel after Compression
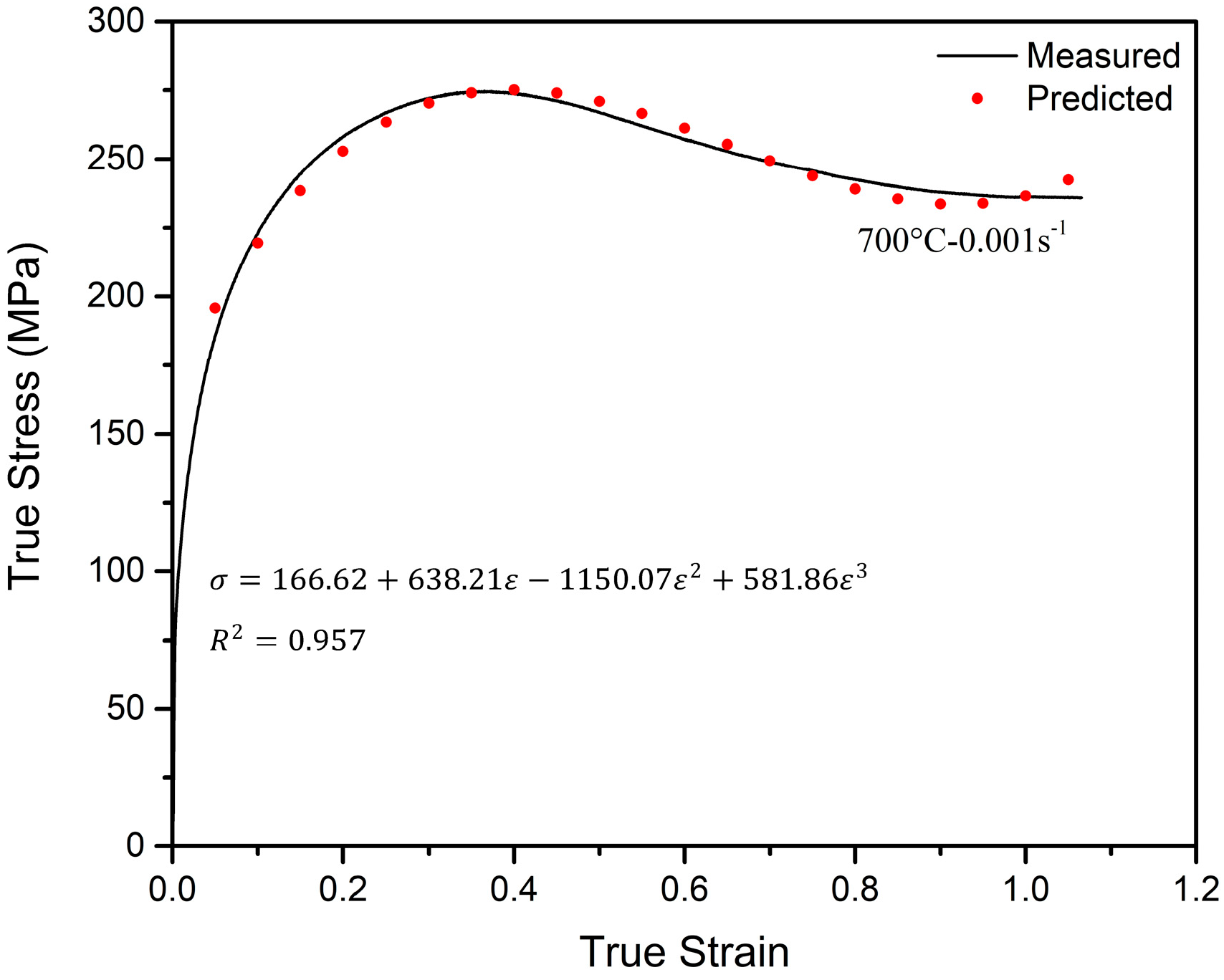
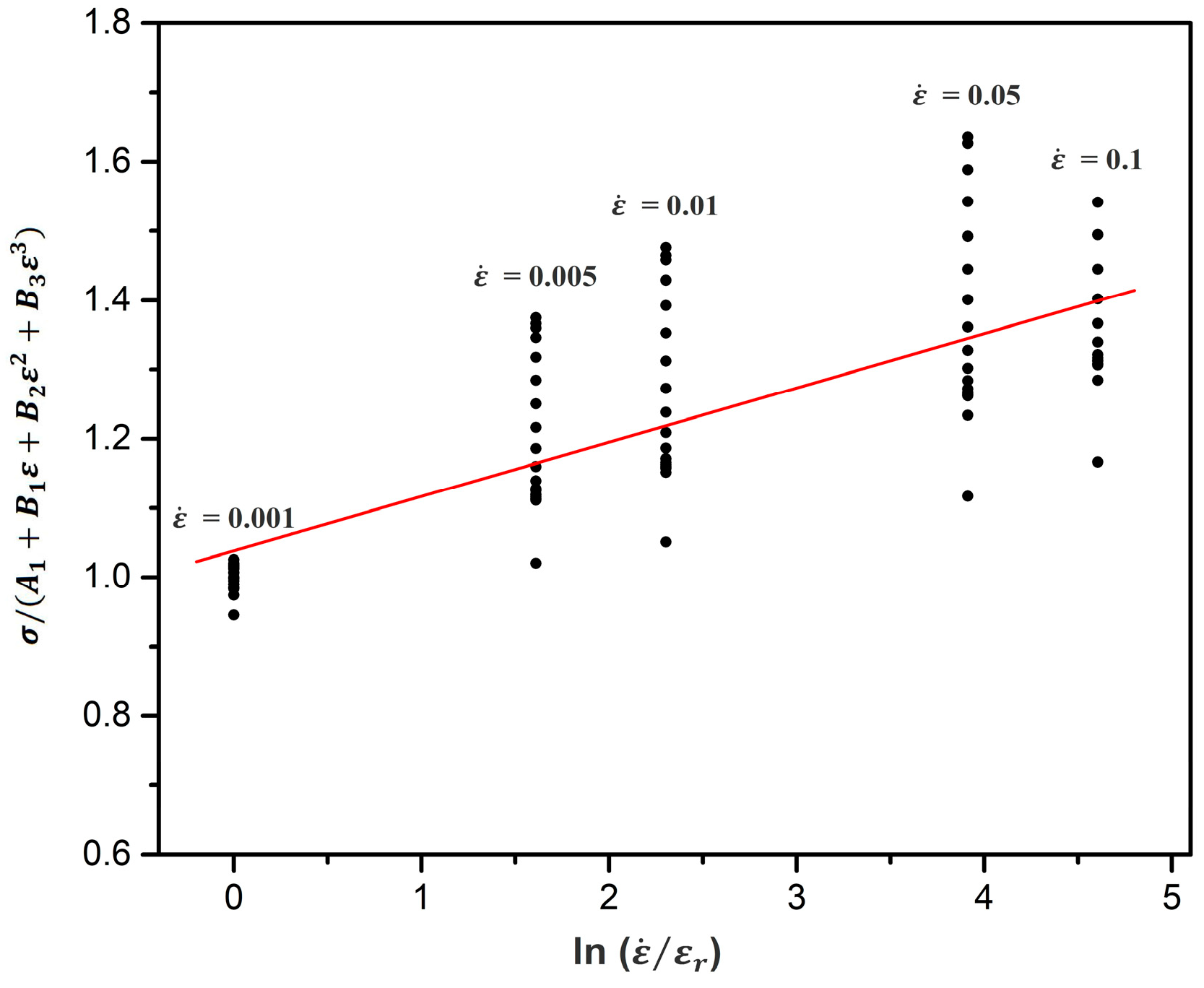
3.3. Modified Johnson–Cook Model
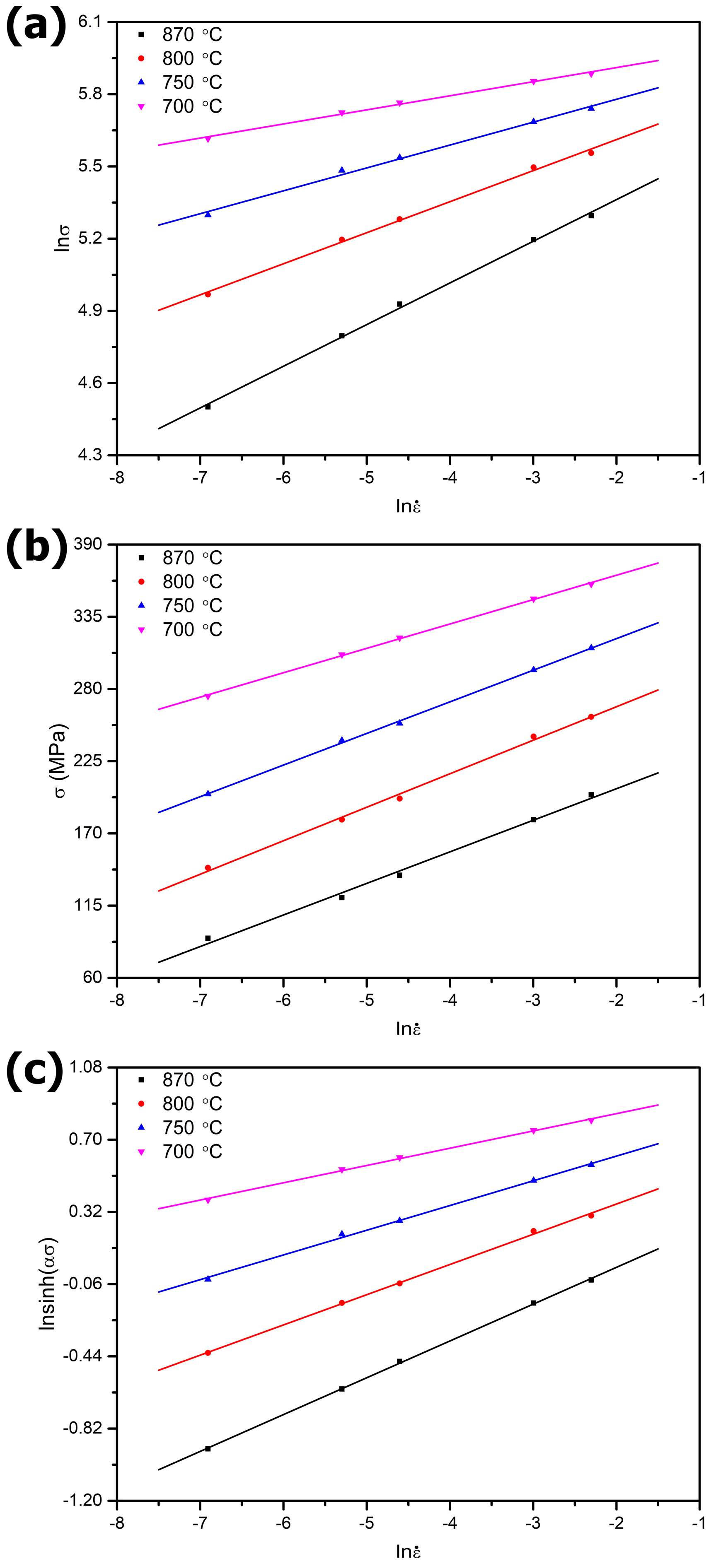
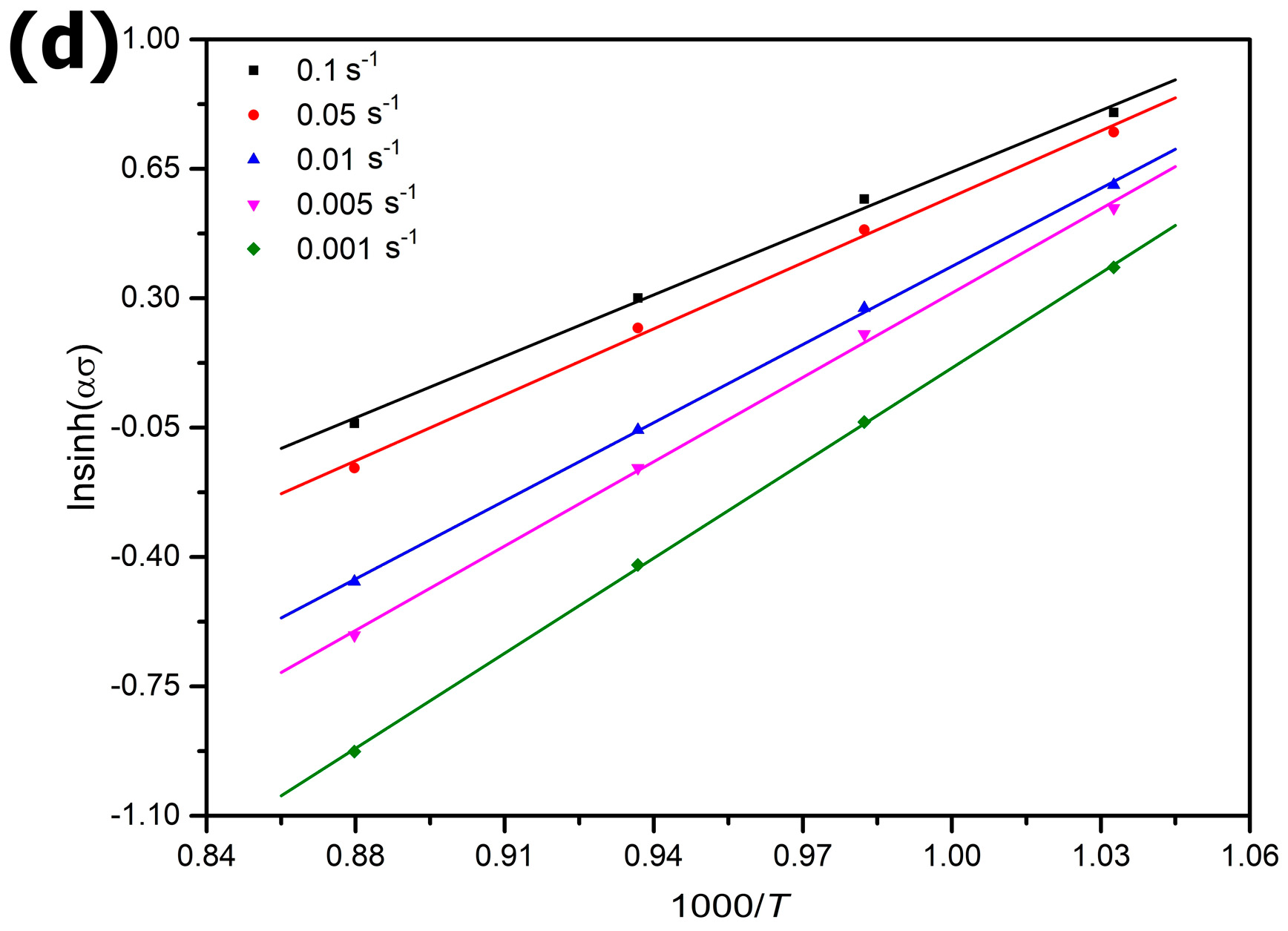
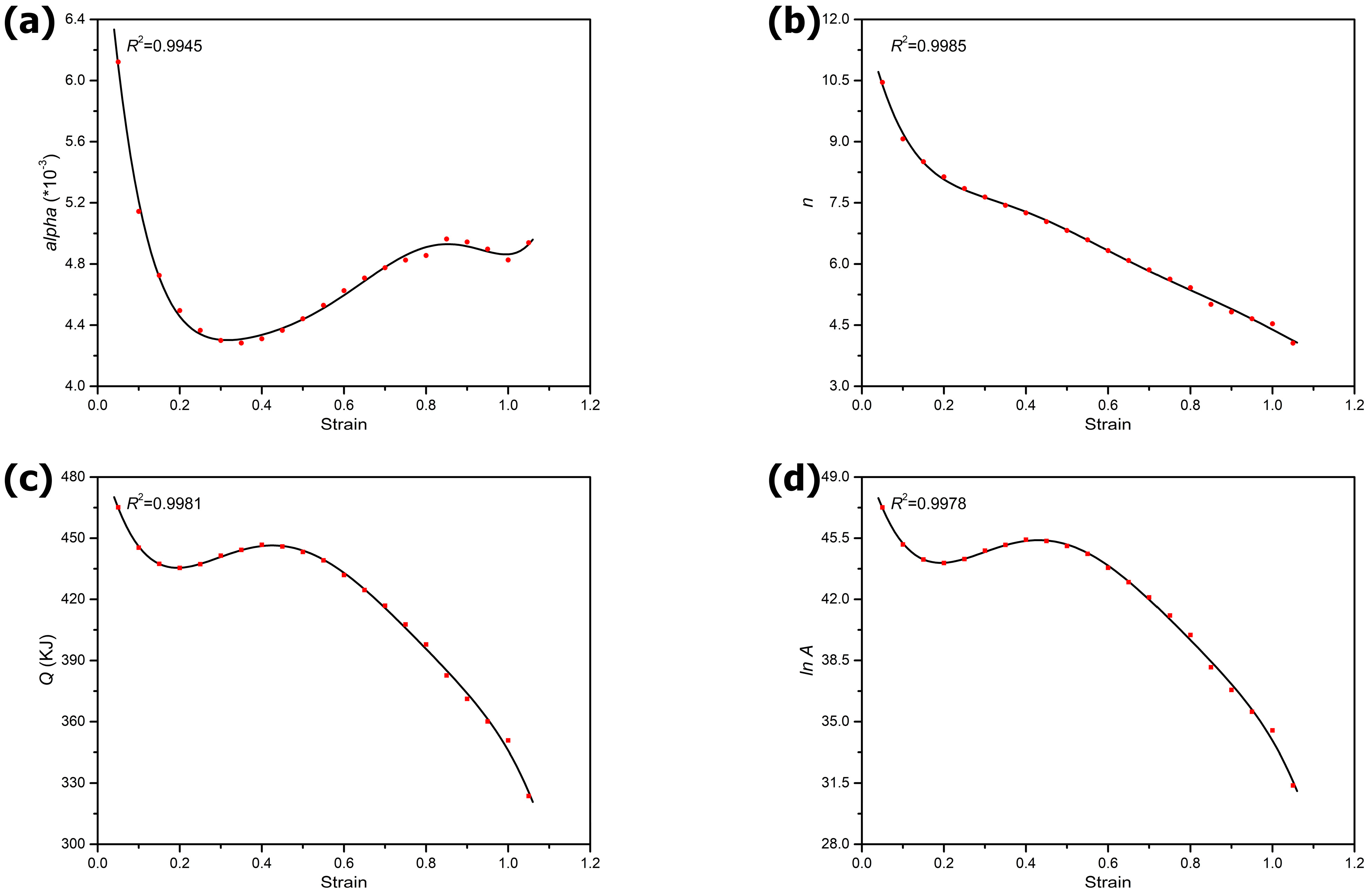
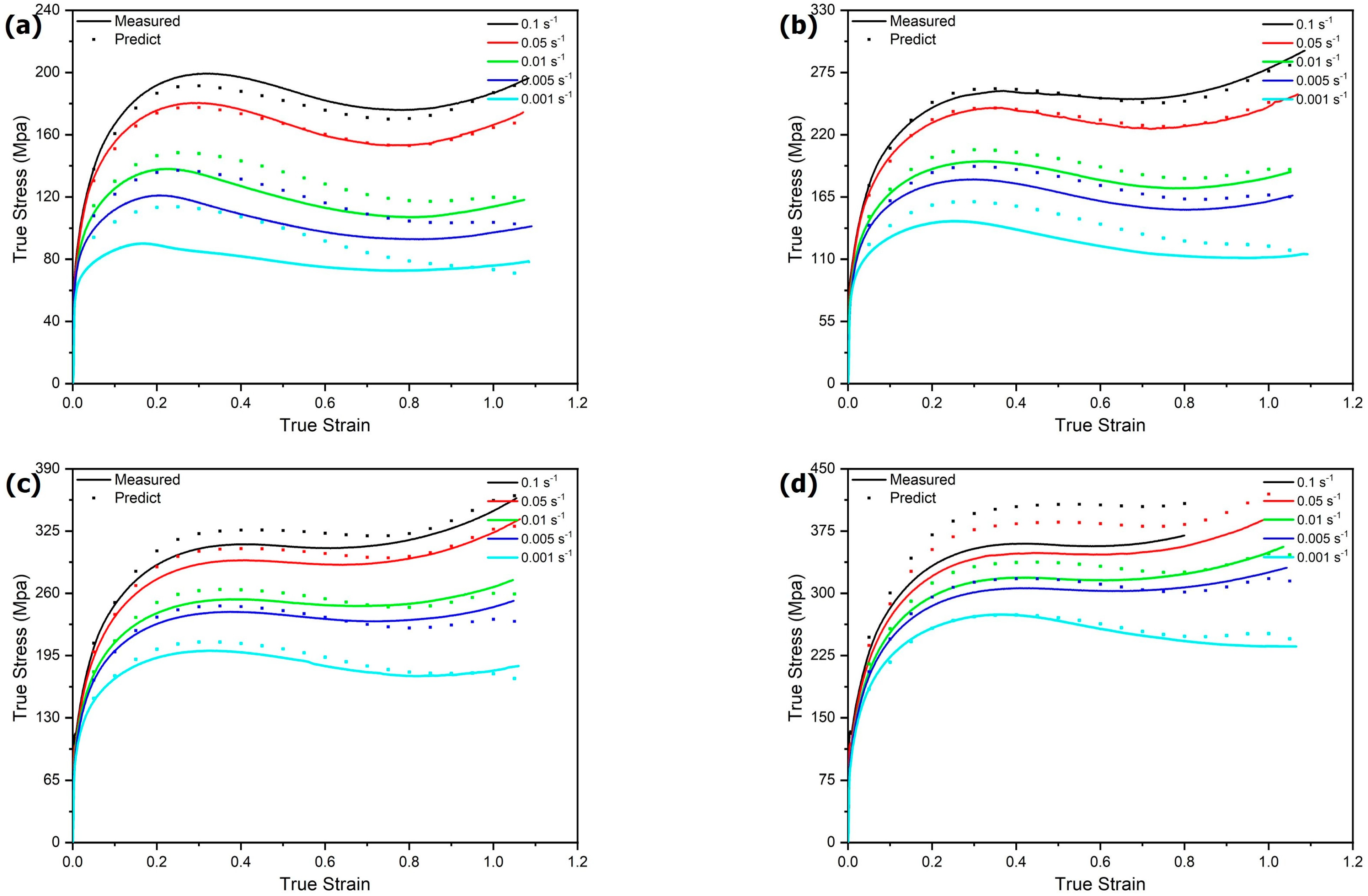
3.4. Strain–Compensated Arrhenius Model
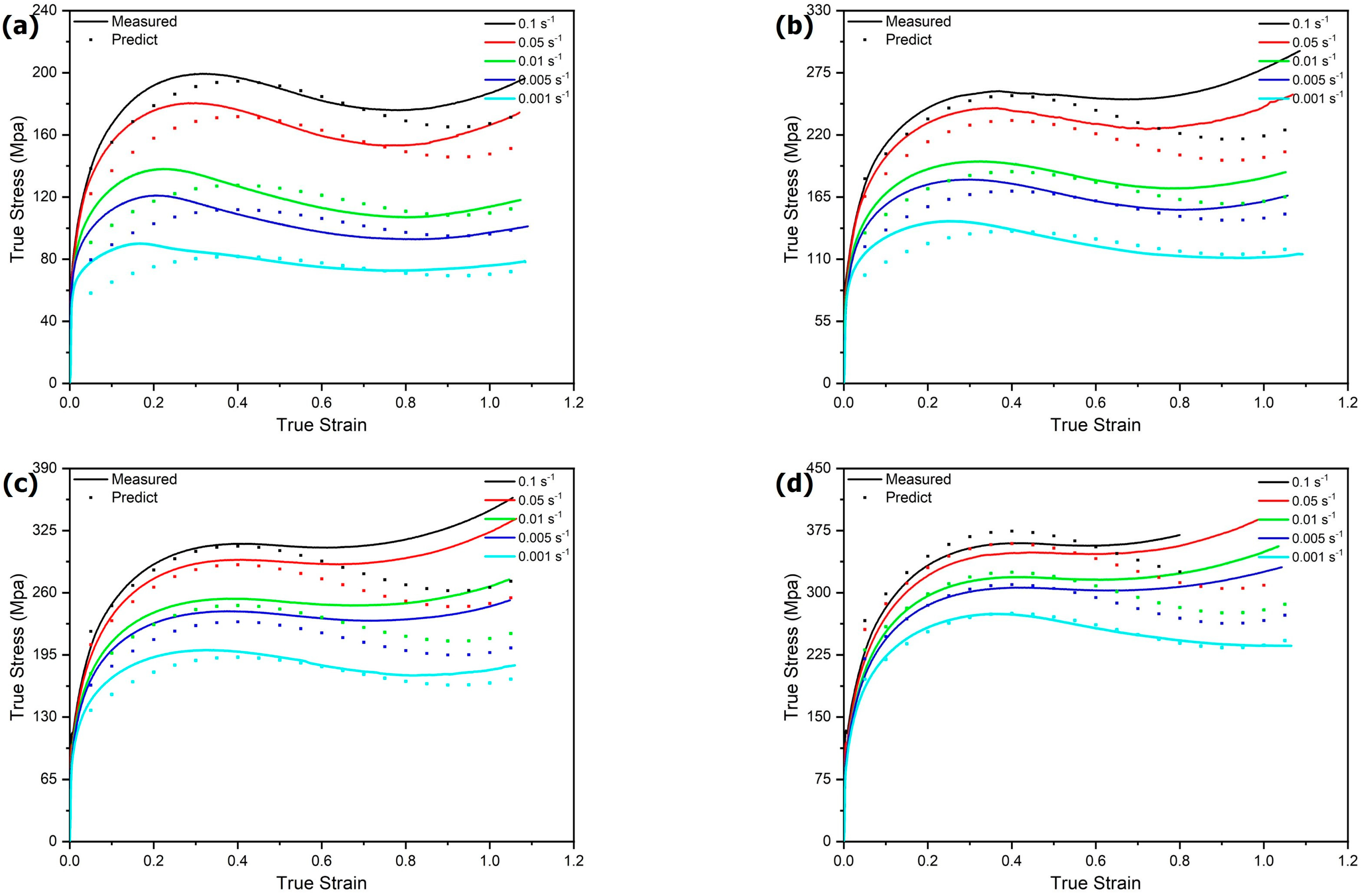
3.5. Evaluation of the Constitutive Models
4. Summary
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huang, W.; Lei, L.; Fang, G. Microstructure evolution of hot work tool steel 5CrNiMoV throughout heating, deformation and quenching. Mater. Charact. 2020, 163, 110307. [Google Scholar] [CrossRef]
- Birol, Y. Response to thermal cycling of duplex-coated hot work tool steels at elevated temperatures. Mater. Sci. Eng. A 2011, 528, 8402–8409. [Google Scholar] [CrossRef]
- Lu, H.F.; Xue, K.N.; Xu, X.; Luo, K.Y.; Xing, F.; Yao, J.H.; Lu, J.Z. Effects of laser shock peening on microstructural evolution and wear property of laser hybrid remanufactured Ni25/Fe104 coating on H13 tool steel. J. Mater. Process. Technol. 2021, 291, 117016. [Google Scholar] [CrossRef]
- Kheirandish, S.; Noorian, A. Effect of niobium on microstructure of cast AISI H13 hot work tool steel. J. Iron Steel Res. Int. 2008, 15, 61–66. [Google Scholar] [CrossRef]
- Lee, S.J.; Lee, Y.K. Finite element simulation of quench distortion in a low-alloy steel incorporating transformation kinetics. Acta Mater. 2008, 56, 1482–1490. [Google Scholar] [CrossRef]
- Katoch, S.; Sehgal, R.; Singh, V.; Gupta, M.K.; Mia, M.; Pruncu, C.I. Improvement of tribological behavior of H-13 steel by optimizing the cryogenic-treatment process using evolutionary algorithms. Tribol. Int. 2019, 140, 105895. [Google Scholar] [CrossRef]
- Kweon, H.D.; Kim, J.W.; Song, O.; Oh, D. Determination of true stress-strain curve of type 304 and 316 stainless steels using a typical tensile test and finite element analysis. Nucl. Eng. Technol. 2021, 53, 647–656. [Google Scholar] [CrossRef]
- Arrayago, I.; Real, E.; Gardner, L. Description of stress-strain curves for stainless steel alloys. Mater. Des. 2015, 87, 540–552. [Google Scholar] [CrossRef]
- Sani, S.A.; Arabi, H.; Ebrahimi, G.R. Hot deformation behavior and DRX mechanism in a γ-γ/cobalt-based superalloy. Mater. Sci. Eng. A 2019, 764, 138165. [Google Scholar] [CrossRef]
- Zhao, X.; Zang, X.; Wang, Q.; Park, J.; Yang, Q. Numerical simulation of the stress-strain curve and the stress and strain distributions of the titanium-duplex alloy. Rare Met. 2008, 27, 463–467. [Google Scholar] [CrossRef]
- He, X.; Yu, Z.; Lai, X. A method to predict flow stress considering dynamic recrystallization during hot deformation. Comput. Mater. Sci. 2008, 44, 760–764. [Google Scholar] [CrossRef]
- Gupta, A.K.; Anirudh, V.K.; Singh, S.K. Constitutive models to predict flow stress in austenitic stainless steel 316 at elevated temperatures. Mater. Des. 2013, 43, 410–418. [Google Scholar] [CrossRef]
- Sabokpa, O.; Zarei-Hanzaki, A.; Abedi, H.R.; Haghdadi, N. Artificial neural network modeling to predict the high temperature flow behavior of an AZ81 magnesium alloy. Mater. Des. 2012, 39, 390–396. [Google Scholar] [CrossRef]
- Srinivasu, G.; Rao, R.N.; Nandy, T.K. Finite element modeling of stress-strain curve and the stress and strain distributions of the Ti-10V-4.5Fe-3Al alloy. In Proceedings of the International Conference on Computational Techniques and Artificial Intelligence, Pattaya, Thailand, 7–8 October 2011; pp. 217–221. [Google Scholar]
- Callister, W.D. Materials Science and Engineering an Introduction; John Wiley & Sons, Inc. Press: Hoboken, NJ, USA, 2007. [Google Scholar]
- He, A.; Xie, G.; Zhang, H.; Wang, X. A comparative study on Johnson–Cook, Modified Johnson–Cook and Arrhenius-type constitutive models to predict the high temperature flow stress in 20CrMo alloy steel. Mater. Des. 2013, 52, 677–685. [Google Scholar] [CrossRef]
- Zhao, Y.; Sun, J.; Li, J.; Yan, Y.; Wang, P. A comparative study on Johnson–Cook and Modified Johnson–Cook constitutive material model to predict the dynamic behavior laser additive manufacturing FeCr alloy. J. Alloys Comp. 2017, 723, 179–187. [Google Scholar] [CrossRef]
- He, J.; Chen, F.; Wang, B.; Zhu, L.B. A Modified Johnson–Cook Model for 10%Cr steel at elevated temperatures and a wide range of strain rates. Mater. Sci. Eng. A 2018, 715, 1–9. [Google Scholar] [CrossRef]
- Samantaray, D.; Mandal, S.; Borah, U.; Bhaduri, A.K.; Sivaprasad, P.V. A thermo-viscoplastic constitutive model to predict elevated-temperature flow behaviour in a titanium-modified austenitic stainless steel. Mater. Sci. Eng. A 2009, 562, 1–6. [Google Scholar] [CrossRef]
- Raut, N.; Shinde, S.; Yakkundi, V. Determination of Johnson Cook parameters for Ti-6Al-4V Grade 5 experimentally by using three different methods. Mater. Today Proc. 2021, 44, 1653–1658. [Google Scholar] [CrossRef]
- Zhu, S.; Liu, J.; Deng, X. Modification of strain rate strengthening coefficient for Johnson–Cook constitutive model of Ti6Al4V alloy. Mater. Today Commun. 2021, 26, 102016. [Google Scholar] [CrossRef]
- Bobbili, R.; Madhu, V. A Modified Johnson–Cook Model for FeCoNiCr high entropy alloy over a wide range of strain rates. Mater. Lett. 2018, 218, 103–105. [Google Scholar] [CrossRef]
- Tan, J.Q.; Zhan, M.; Liu, S.; Huang, T.; Guo, J.; Yang, H. A Modified Johnson–Cook Model for tensile flow behaviors of 7050-T7451 aluminum alloy at high strain rates. Mater. Sci. Eng. A 2015, 631, 214–219. [Google Scholar] [CrossRef]
- Niu, L.; Cao, M.; Liang, Z.; Han, B.; Zhang, Q. A Modified Johnson–Cook Model considering strain softening of A356 alloy. Mater. Sci. Eng. A 2020, 789, 139612. [Google Scholar] [CrossRef]
- Li, H.Y.; Li, Y.H.; Wang, X.F.; Liu, J.J.; Wu, Y. A comparative study on modified Johnson Cook, modified Zerilli-Armstrong and Arrhenius-type constitutive models to predict the hot deformation behavior in 28CrMnMoV steel. Mater. Des. 2013, 49, 493–501. [Google Scholar] [CrossRef]
- Yang, P.; Liu, C.; Guo, Q.; Liu, Y. Variation of activation energy determined by a modified Arrhenius approach: Roles of dynamic recrystallization on the hot deformation of Ni-based superalloy. J. Mater. Sci. Technol. 2021, 72, 162–171. [Google Scholar] [CrossRef]
- Ramana, A.V.; Balasundar, I.; Davidson, M.J.; Balamuralikrishnan, R.; Raghu, T. Constitutive modelling of a new high-strength low-alloy steel using modified Zerilli-Armstrong and Arrhenius Model. Trans. Indian Inst. Met. 2019, 72, 2869–2876. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.M. A combined Johnson–Cook and Zerilli-Armstrong model for hot compressed typical high-strength alloy steel. Comput. Mater. Sci. 2010, 49, 628–633. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.M.; Liu, G. A Modified Johnson–Cook Model for tensile behaviors of typical high-strength alloy steel. Mater. Sci. Eng. A 2010, 527, 6980–6986. [Google Scholar] [CrossRef]
- Zhang, D.N.; Shangguan, Q.Q.; Xie, C.J.; Liu, F. A Modified Johnson–Cook Model of dynamic tensile behaviors for 7075-T6 aluminum alloy. J. Alloys Compd. 2015, 619, 186–194. [Google Scholar] [CrossRef]
- Ashtiani, H.R.R.; Parsa, M.H.; Bisadi, H. Constitutive equations for elevated temperature flow behavior of commercial purity aluminum. Mater. Sci. Eng. A 2012, 545, 61–67. [Google Scholar] [CrossRef]
- Xiao, D.; Peng, X.; Liang, X.; Deng, Y.; Xu, G.; Yin, Z. Research on constitutive models and hot workability of as-homogenized Al-Zn-Mg-Cu alloy during isothermal compression. Met. Mater. Int. 2017, 23, 591–602. [Google Scholar]
- Chen, X.; Liao, Q.; Niu, Y.; Jia, W.; Le, Q.; Cheng, C.; Yu, F.; Cui, J. A constitutive relation of AZ80 magnesium alloy during hot deformation based on Arrhenius and Johnson–Cook model. J. Mater. Res. Technol. 2019, 8, 1859–1869. [Google Scholar] [CrossRef]
- Hou, Q.Y.; Wang, J.T. A Modified Johnson–Cook constitutive model for Mg-Gd-Y alloy extended to a wide range of temperatures. Comput. Mater. Sci. 2010, 50, 147–152. [Google Scholar] [CrossRef]
- Mirza1, F.A.; Chen, D.; Li, D.; Zeng, X. A Modified Johnson–Cook constitutive relationship for a rare-earth containing magnesium alloy. J. Rare Earths 2013, 31, 1202–1207. [Google Scholar] [CrossRef]
- Liu, Y.; Li, M.; Ren, X.; Xiao, Z.; Zhang, X.; Huang, Y. Flow stress prediction of Hastelloy C-276 alloy using modified Zerilli-Armstrong, Johnson–Cook and Arrhenius-type constitutive models. Trans. Nonferrous Met. Soc. China 2020, 30, 3031–3042. [Google Scholar] [CrossRef]
- Wang, X.; Huang, C.; Zou, B.; Liu, H.; Zhu, H.; Wang, J. Dynamic behavior and a Modified Johnson–Cook constitutive model of Inconel 718 at high strain rate and elevated temperature. Mater. Sci. Eng. A 2013, 580, 385–390. [Google Scholar] [CrossRef]
- Instructions for First Use of a TA Instruments Dilatometer DIL805; TA Instruments: Hüllhorst, Germany, 2019.
- Gleeble Users Training 2013 Gleeble Systems and Application; DSI Dynamic Systems Inc.: Austin, TX, USA, 2013.
- Yang, Y.; Xu, D.; Cao, S.; Wu, S.; Zhu, Z.; Wang, H.; Li, L.; Xin, S.; Qu, L.; Huang, A. Effect of strain rate and temperature on the deformation behavior in a Ti-23.1Nb-2.0Zr-1.0O titanium alloy. J. Mater. Sci. Technol. 2021, 73, 52–60. [Google Scholar] [CrossRef]
- Wang, Q.B.; Zhang, S.Z.; Zhang, C.J.; Zhang, W.G.; Yang, J.R.; Duo, D.; Zhu, D.D. The influence of the dynamic softening mechanism of α phase and γ phase on remnant lamellae during hot deformation. J. Alloys Comp. 2021, 872, 159514. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperatures. In Proceedings of the Seventh International Symposium on Ballistics, International Ballistics Committee, The Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | C | Cr | Mn | Mo | Ni | V | Si | Cu | Co | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 0.6 | 0.91 | 0.66 | 0.35 | 1.66 | 0.077 | 0.24 | 0.109 | 0.017 | 0.006 | Bal. |
| ε | α*10−3 | n | Q (kJ) | lnA |
|---|---|---|---|---|
| 0.05 | 6.12 | 10.46 | 465.16 | 47.26 |
| 0.1 | 5.14 | 9.07 | 445.36 | 45.14 |
| 0.15 | 4.73 | 8.51 | 437.43 | 44.28 |
| 0.2 | 4.50 | 8.14 | 435.42 | 44.08 |
| 0.25 | 4.37 | 7.85 | 437.26 | 44.30 |
| 0.3 | 4.30 | 7.64 | 441.43 | 44.79 |
| 0.35 | 4.28 | 7.44 | 444.24 | 45.12 |
| 0.4 | 4.31 | 7.25 | 446.79 | 45.42 |
| 0.45 | 4.37 | 7.04 | 445.95 | 45.34 |
| 0.5 | 4.44 | 6.82 | 443.28 | 45.06 |
| 0.55 | 4.53 | 6.59 | 439.12 | 44.60 |
| 0.6 | 4.63 | 6.33 | 431.94 | 43.81 |
| 0.65 | 4.71 | 6.09 | 424.58 | 42.98 |
| 0.7 | 4.78 | 5.86 | 416.86 | 42.11 |
| 0.75 | 4.83 | 5.63 | 407.69 | 41.08 |
| 0.8 | 4.86 | 5.42 | 397.85 | 39.96 |
| 0.85 | 4.96 | 5.01 | 382.68 | 38.11 |
| 0.9 | 4.94 | 4.82 | 371.17 | 36.82 |
| 0.95 | 4.90 | 4.66 | 360.07 | 35.56 |
| 1 | 4.83 | 4.53 | 350.78 | 34.50 |
| 1.05 | 4.94 | 4.06 | 323.69 | 31.37 |
| α | 0.008 | −0.037 | 0.173 | −0.425 | 0.583 | −0.415 | 0.118 |
| n | 12.33 | −47.96 | 211.45 | −497.03 | 608.14 | −373.45 | 90.92 |
| Q | 498.29 | −848.11 | 3925.27 | −7309.38 | 5351.70 | −802.00 | −469.89 |
| lnA | 50.80 | −90.40 | 413.82 | −745.30 | 495.57 | −19.85 | −70.71 |
| Deformation Temperature (°C) | Strain Rate (s−1) | MJC Model | SCA Model | ||
|---|---|---|---|---|---|
| R | AARE (%) | R | AARE (%) | ||
| 870 | 0.001 | 0.19 | 7.36 | 0.86 | 18.93 |
| 0.005 | 0.32 | 7.45 | 0.91 | 14.05 | |
| 0.01 | 0.45 | 6.94 | 0.93 | 9.18 | |
| 0.05 | 0.77 | 5.71 | 0.99 | 1.00 | |
| 0.1 | 0.86 | 4.33 | 0.98 | 2.92 | |
| 800 | 0.001 | 0.57 | 6.45 | 0.97 | 12.10 |
| 0.005 | 0.82 | 6.01 | 0.97 | 5.81 | |
| 0.01 | 0.88 | 6.25 | 0.99 | 4.87 | |
| 0.05 | 0.72 | 8.18 | 1.00 | 0.92 | |
| 0.1 | 0.52 | 8.09 | 0.99 | 1.23 | |
| 750 | 0.001 | 0.93 | 4.89 | 0.95 | 3.53 |
| 0.005 | 0.69 | 9.75 | 0.90 | 2.73 | |
| 0.01 | 0.59 | 8.71 | 0.93 | 2.82 | |
| 0.05 | 0.48 | 8.99 | 0.99 | 2.83 | |
| 0.1 | 0.45 | 8.46 | 0.99 | 3.71 | |
| 700 | 0.001 * | 0.98 | 1.49 | 0.97 | 2.10 |
| 0.005 | 0.56 | 6.64 | 0.96 | 2.70 | |
| 0.01 | 0.49 | 7.34 | 0.96 | 3.57 | |
| 0.05 | 0.50 | 7.74 | 0.99 | 9.08 | |
| 0.1 # | 0.83 | 5.21 | 1.00 | 11.61 | |
| All considered | 0.97 | 6.82 | 0.99 | 5.71 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bu, H.; Li, Q.; Li, S.; Li, M. Comparison of Modified Johnson–Cook Model and Strain–Compensated Arrhenius Constitutive Model for 5CrNiMoV Steel during Compression around Austenitic Temperature. Metals 2022, 12, 1270. https://doi.org/10.3390/met12081270
Bu H, Li Q, Li S, Li M. Comparison of Modified Johnson–Cook Model and Strain–Compensated Arrhenius Constitutive Model for 5CrNiMoV Steel during Compression around Austenitic Temperature. Metals. 2022; 12(8):1270. https://doi.org/10.3390/met12081270
Chicago/Turabian StyleBu, Hengyong, Qin Li, Shaohong Li, and Mengnie Li. 2022. "Comparison of Modified Johnson–Cook Model and Strain–Compensated Arrhenius Constitutive Model for 5CrNiMoV Steel during Compression around Austenitic Temperature" Metals 12, no. 8: 1270. https://doi.org/10.3390/met12081270
APA StyleBu, H., Li, Q., Li, S., & Li, M. (2022). Comparison of Modified Johnson–Cook Model and Strain–Compensated Arrhenius Constitutive Model for 5CrNiMoV Steel during Compression around Austenitic Temperature. Metals, 12(8), 1270. https://doi.org/10.3390/met12081270