
Effect of Heat Treatment on Ductility and Precipitation Size of Additively Manufactured AlSi10Mg

 ,
,
Abstract
:
1. Introduction
- Hardness: 125 HV (as-built); 100 HV (heat treated)
- Yield strength: 268 MPa (as built); 238 MPa (heat treated)
- UTS: 333 MPa (as built); 292 MPa (heat treated)
- Elongation: 1.4% (as-built); 3.9% (heat treated)
- Yield strength: 322.17MPa (as built); 90.52 MPa–196.58 MPa (depending on heat treatment)
- UTS: 434.25 MPa (as built); 168.11 MPa–282.36 MPa (depending on heat treatment)
- Elongation: 5.3% (as-built); 13.4–23.7% (depending on heat treatment)
2. Materials and Methods
2.1. Material
2.2. LPBF Build Job
2.3. Heat Treatment
2.4. Relative Density and Surface Roughness
2.5. Precipitation Analysis
2.6. Hardness
2.7. Tensile and Compression Testing
2.8. Three-Point Bending
3. Results
3.1. Relative Density
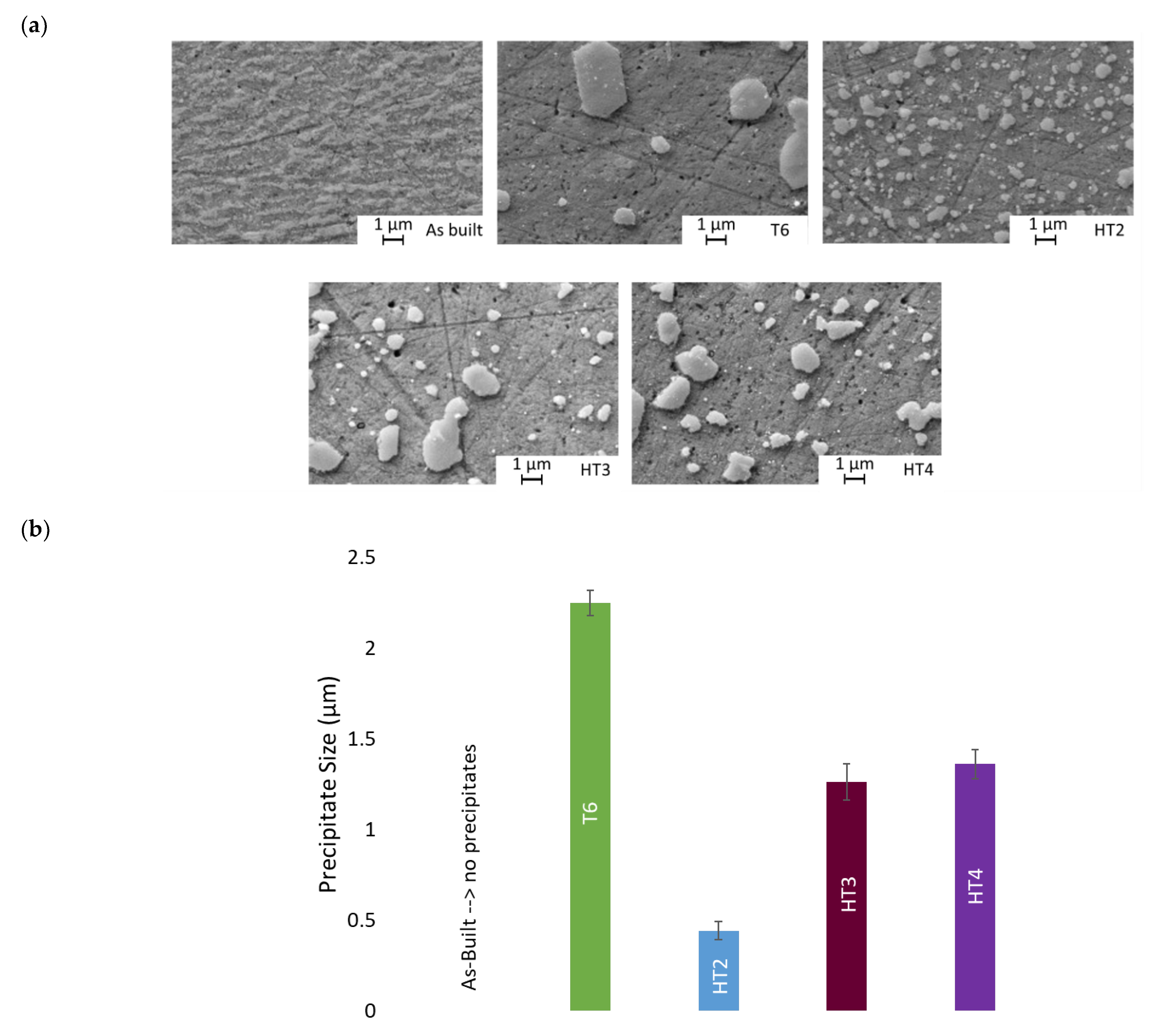
3.2. Precipitation Analysis
3.3. Vickers Hardness (HV)
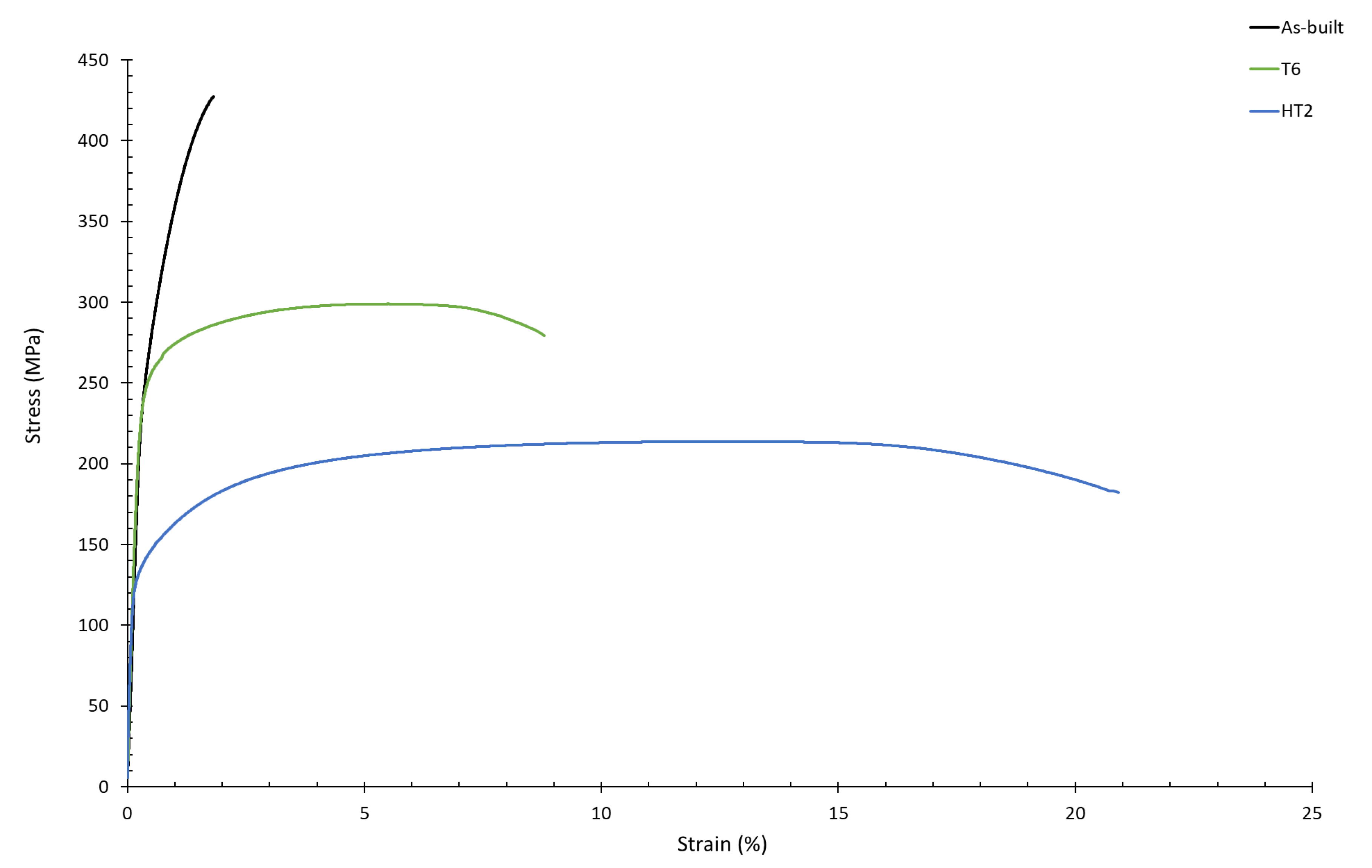
3.4. Tensile Testing
3.5. Three-Point Bending Tests
3.6. Compression Testing
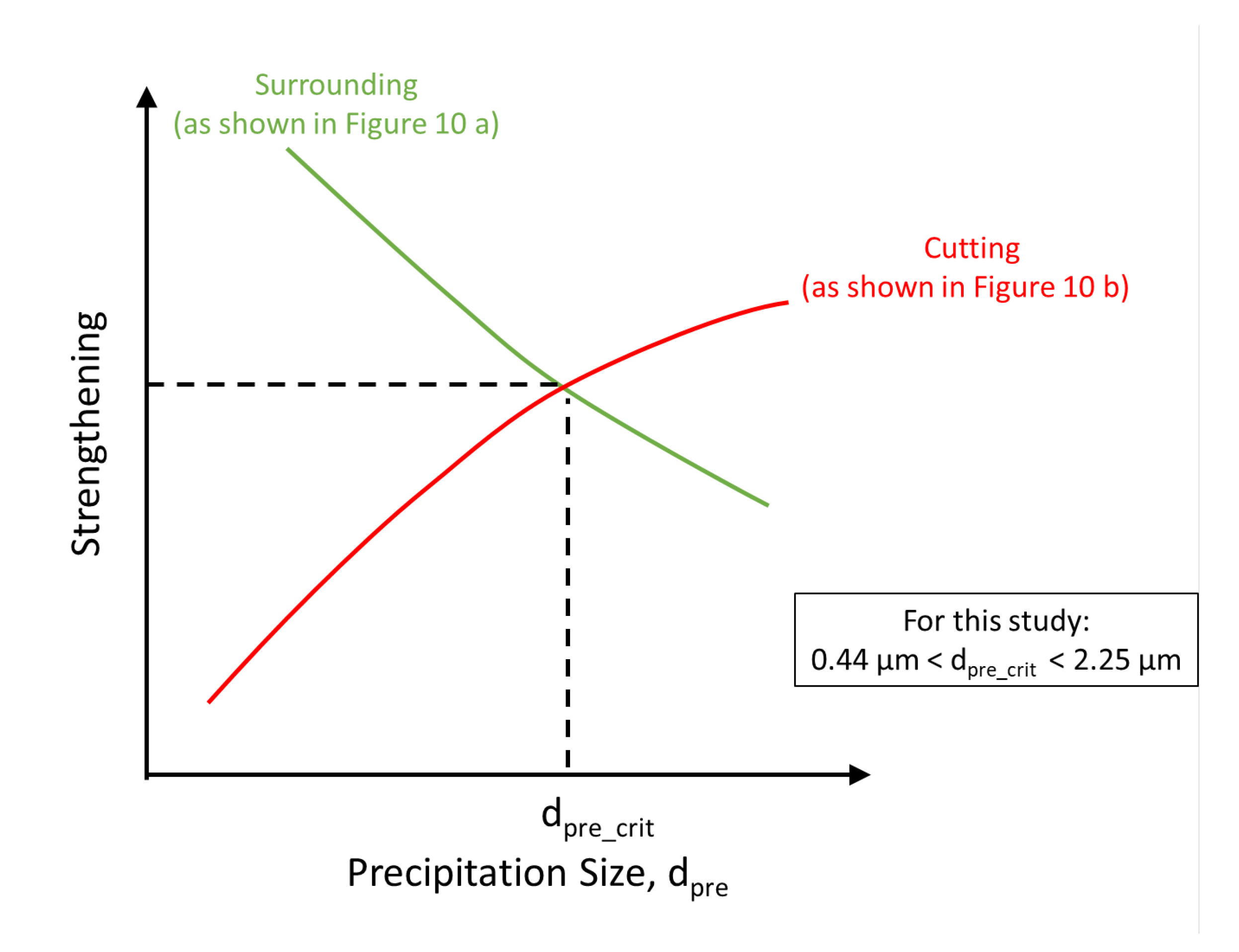
4. Discussion
5. Conclusion and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1–4, 77–86. [Google Scholar] [CrossRef]
- Cabrini, M.; Lorenzi, S.; Pastore, T.; Testa, C.; Manfredi, D.; Cattano, G.; Calignano, F. Corrosion resistance in chloride solution of the AlSi10Mg alloy obtained by means of LPBF. Surf. Interface Anal. 2019, 51, 1159–1164. [Google Scholar] [CrossRef]
- Louvis, E.; Fox, P.; Sutcliffe, C.J. Selective laser melting of aluminium components. J. Mater. Processing Technol. 2011, 211, 275–284. [Google Scholar] [CrossRef]
- Buchbinder, D.; Wissenbach, K.; Meiners, W. Rapid manufacturing of aluminium parts for serial production via selective laser melting (SLM). In Proceedings of the 11th International Conference on Aluminium Alloys, Aachen, Germany, 22–26 September 2008; pp. 2394–2400. [Google Scholar]
- Lefebvre, W.; Rose, G.; Delroisse, P.; Baustert, E.; Cuvilly, F.; Simar, A. Nanoscale periodic gradients generated by laser powder bed fusion of an AlSi10Mg alloy. Mater. Des. 2021, 197, 109264. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; van Humbeeck, J.; Kruth, J.-P. Mechanical Properties of AlSi10Mg Produced by Selective Laser Melting. Phys. Procedia 2012, 39, 439–446. [Google Scholar] [CrossRef] [Green Version]
- Alghamdi, F.; Haghshenas, M. Microstructural and small-scale characterization of additive manufactured AlSi10Mg alloy. SN Appl. Sci. 2019, 255, 22. [Google Scholar] [CrossRef] [Green Version]
- Osuch, P.; Walkowicz, M.; Knych, T.; Dymek, S. Impact of the Direct Ageing Procedure on the Age Hardening Response of Al-Mg-Si 6101 Alloy. Materials 2018, 11, 1239. [Google Scholar] [CrossRef] [Green Version]
- Jordovic, B.; Nedeljkovic, B.; Mitrovic, N.; Zivanic, J.; Maricic, A. Effect of heat treatment on structural changes in metastable AlSi10mg alloy. J. Min. Metall. B Metall. 2014, 50, 133–137. [Google Scholar] [CrossRef] [Green Version]
- Tang, M.; Pistorius, P.C. Fatigue life prediction for AlSi10Mg components produced by selective laser melting. Int. J. Fatigue 2019, 125, 479–490. [Google Scholar] [CrossRef]
- Siddique, S.; Imran, M.; Wycisk, E.; Emmelmann, C.; Walther, F. Influence of process-induced microstructure and imperfections on mechanical properties of AlSi12 processed by selective laser melting. J. Mater. Processing Technol. 2015, 221, 205–213. [Google Scholar] [CrossRef]
- Ostermann, F. Anwendungstechnologie Aluminium; Springer: Berlin/Heidelberg, Germany, 2014; ISBN 978-3-662-43806-0. [Google Scholar]
- Aboulkhair, N.; Maskery, I.; Tuck, C.; Ashcroft, I.; Everitt, N. The microstructure and mechanical properties of selectively laser melted AlSi10Mg: The effect of a conventional T6-like heat treatment. Mater. Sci. Eng. A 2016, 667, 46. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A. Compressive failure modes and energy absorption in additively manufactured double gyroid lattices. Addit. Manuf. 2017, 16, 24–29. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.O.; Tuck, C.J.; Ashcroft, I.A.; Wildman, R.D.; Hague, R.J.M. A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A 2016, 670, 264–274. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.H.; Nie, Y.F.; Liu, B.; Kuai, Z.Z.; Zhao, M.; Liu, F. Mechanical properties of AlSi10Mg lattice structures fabricated by selective laser melting. Mater. Des. 2020, 192, 108709. [Google Scholar] [CrossRef]
- Li, W.; Li, S.; Liu, J.; Zhang, A.; Zhou, Y.; Wei, Q.; Yan, C.; Shi, Y. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: Microstructure evolution, mechanical properties and fracture mechanism. Mater. Sci. Eng. A 2016, 663, 116–125. [Google Scholar] [CrossRef]
- Kempen, K.; Thijs, L.; van Humbeeck, J.; Kruth, J.-P. Processing AlSi10Mg by selective laser melting: Parameter optimisation and material characterisation. Mater. Sci. Technol. 2015, 31, 917–923. [Google Scholar] [CrossRef]
- Dadbakhsh, S.; Hao, L.; Jerrard, P.G.E.; Zhang, D.Z. Experimental investigation on selective laser melting behaviour and processing windows of in situ reacted Al/Fe2O3 powder mixture. Powder Technol. 2012, 231, 112–121. [Google Scholar] [CrossRef]
- Buchbinder, D.; Schleifenbaum, H.; Heidrich, S.; Meiners, W.; Bültmann, J. High Power Selective Laser Melting (HP SLM) of Aluminum Parts. Phys. Procedia 2011, 12, 271–278. [Google Scholar] [CrossRef]
- Olakanmi, E.O. Selective laser sintering/melting (SLS/SLM) of pure Al, Al–Mg, and Al–Si powders: Effect of processing conditions and powder properties. J. Mater. Processing Technol. 2013, 213, 1387–1405. [Google Scholar] [CrossRef]
- Fiocchi, J.; Tuissi, A.; Biffi, C.A. Heat treatment of aluminium alloys produced by laser powder bed fusion: A review. Mater. Des. 2021, 204, 109651. [Google Scholar] [CrossRef]
- Girelli, L.; Tocci, M.; Gelfi, M.; Pola, A. Study of heat treatment parameters for additively manufactured AlSi10Mg in comparison with corresponding cast alloy. Mater. Sci. Eng. A 2019, 739, 317–328. [Google Scholar] [CrossRef]
- Qiu, C.; Yue, S.; Adkins, N.J.E.; Ward, M.; Hassanin, H.; Lee, P.D.; Withers, P.J.; Attallah, M.M. Influence of processing conditions on strut structure and compressive properties of cellular lattice structures fabricated by selective laser melting. Mater. Sci. Eng. A 2015, 628, 188–197. [Google Scholar] [CrossRef]
- DIN EN 1706:2020-06; Aluminium und Aluminiumlegierungen-Gussstücke-Chemische Zusammensetzung und mechanische Eigenschaften; Deutsche Fassung EN_1706:2020. Beuth Verlag GmbH: Berlin, Germany, 2020.
- Rehme, O. Cellular Design for Laser Freeform Fabrication, 1st ed.; Cuvillier Verlag: Göttingen, Germany, 2010; ISBN 9783736932739. [Google Scholar]
- Bühring, J.; Aghdam, N.J.; Mekala, N.R.; Schröder, K.-U. Numerical investigations about the use of lattice structures in energy absorbing systems. Proc. Appl. Math. Mech. 2019, 19, e201900278. [Google Scholar] [CrossRef]
- Brandl, E.; Heckenberger, U.; Holzinger, V.; Buchbinder, D. Additive manufactured AlSi10Mg samples using Selective Laser Melting (SLM): Microstructure, high cycle fatigue, and fracture behavior. Mater. Des. 2012, 34, 159–169. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Tuck, C.; Ashcroft, I.; Maskery, I.; Everitt, N.M. On the Precipitation Hardening of Selective Laser Melted AlSi10Mg. Metall. Mat. Trans. A 2015, 46, 3337–3341. [Google Scholar] [CrossRef]
- Tiryakioğlu, M. The effect of solution treatment and artificial aging on the work hardening characteristics of a cast Al–7%Si–0.6%Mg alloy. Mater. Sci. Eng. A 2006, 427, 154–159. [Google Scholar] [CrossRef]
- Ogris, E.; Wahlen, A.; Lüchinger, H.; Uggowitzer, P.J. On the silicon spheroidization in Al–Si alloys. J. Light Met. 2002, 2, 263–269. [Google Scholar] [CrossRef]
- Zhang, D.L.; Zheng, L.H.; StJohn, D.H. Effect of a short solution treatment time on microstructure and mechanical properties of modified Al–7wt.%Si–0.3wt.%Mg alloy. J. Light Met. 2002, 2, 27–36. [Google Scholar] [CrossRef]
- DIN 50134:2008-10; Prüfung von Metallischen Werkstoffen- Druckversuch an Metallischen Zellularen Werkstoffen. Beuth Verlag GmbH: Berlin, Germany, 2008.
- Sert, E.; Hitzler, L.; Hafenstein, S.; Merkel, M.; Werner, E.; Öchsner, A. Tensile and compressive behaviour of additively manufactured AlSi10Mg samples. Prog. Addit. Manuf. 2020, 5, 305–313. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.; Li, B.-Q.; Li, Z. Selective laser remelting of an additive layer manufacturing process on AlSi10Mg. Results Phys. 2019, 12, 982–988. [Google Scholar] [CrossRef]
- Kamarudin, K.; Wahab, M.S.; Shayfull, Z.; Ahmed, A.; Raus, A.A. Dimensional Accuracy and Surface Roughness Analysis for AlSi10Mg Produced by Selective Laser Melting (SLM). MATEC Web Conf. 2016, 78, 1077. [Google Scholar] [CrossRef] [Green Version]
- Mohammadi, M.; Asgari, H. Achieving low surface roughness AlSi10Mg_200C parts using direct metal laser sintering. Addit. Manuf. 2018, 20, 23–32. [Google Scholar] [CrossRef]
- Lam, L.P.; Zhang, D.Q.; Liu, Z.H.; Chua, C.K. Phase analysis and microstructure characterisation of AlSi10Mg parts produced by Selective Laser Melting. Virtual Phys. Prototyp. 2015, 10, 207–215. [Google Scholar] [CrossRef]
- Wei, P.; Chen, Z.; Zhang, S.; Fang, X.; Lu, B.; Zhang, L.; Wei, Z. Effect of T6 heat treatment on the surface tribological and corrosion properties of AlSi10Mg samples produced by selective laser melting. Mater. Charact. 2021, 171, 110769. [Google Scholar] [CrossRef]
- Bergmann, W. Werkstofftechnik, 7th ed.; Hanser: München, Germany, 2013; ISBN 9783446435810. [Google Scholar]
- David, A.P.; Kenneth, E.E. Phase Transformations in Metals and Alloys (Revised Reprint); CRC Press: Boca Raton, FL, USA, 2009; ISBN 9780429112256. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Si | Mg | Fe | Cu | Ti | Mn | Ni | Zn | Pb | Sn |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Wt.% | Bal. | 9–11 | 0.25–0.45 | <0.55 | <0.05 | <0.15 | <0.45 | <0.05 | <0.1 | <0.05 | 0.05 |
| T6 | HT2 | HT3 | HT4 |
|---|---|---|---|
|
|
|
|
| As-built | T6 | HT2 | |
|---|---|---|---|
| Hardness (HV) | ~97 | ~90 | ~61 |
| UTS (MPa) | ~430 | ~290 | ~205 |
| Yield Strength (MPa) | ~260 | ~180 | ~100 |
| Tensile Elongation (%) | ~2 | ~9 | ~21 |
| Compressive Strength (MPa) | - | ~14 | ~27 |
| Compressive Elongation (%) | - | ~80 | ~91 |
| Bending Strength (MPa) | ~80 | ~68 | ~55 |
| Precipitation size (µm) | - | ~2.25 | ~0.44 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Megahed, S.; Bühring, J.; Duffe, T.; Bach, A.; Schröder, K.-U.; Schleifenbaum, J.H. Effect of Heat Treatment on Ductility and Precipitation Size of Additively Manufactured AlSi10Mg. Metals 2022, 12, 1311. https://doi.org/10.3390/met12081311
Megahed S, Bühring J, Duffe T, Bach A, Schröder K-U, Schleifenbaum JH. Effect of Heat Treatment on Ductility and Precipitation Size of Additively Manufactured AlSi10Mg. Metals. 2022; 12(8):1311. https://doi.org/10.3390/met12081311
Chicago/Turabian StyleMegahed, Sandra, Jannik Bühring, Tobias Duffe, Aleksandar Bach, Kai-Uwe Schröder, and Johannes Henrich Schleifenbaum. 2022. "Effect of Heat Treatment on Ductility and Precipitation Size of Additively Manufactured AlSi10Mg" Metals 12, no. 8: 1311. https://doi.org/10.3390/met12081311
APA StyleMegahed, S., Bühring, J., Duffe, T., Bach, A., Schröder, K.-U., & Schleifenbaum, J. H. (2022). Effect of Heat Treatment on Ductility and Precipitation Size of Additively Manufactured AlSi10Mg. Metals, 12(8), 1311. https://doi.org/10.3390/met12081311