
Properties of AlFeNiCrCoTi0.5 High-Entropy Alloy Particle-Reinforced 6061Al Composites Prepared by Extrusion

Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
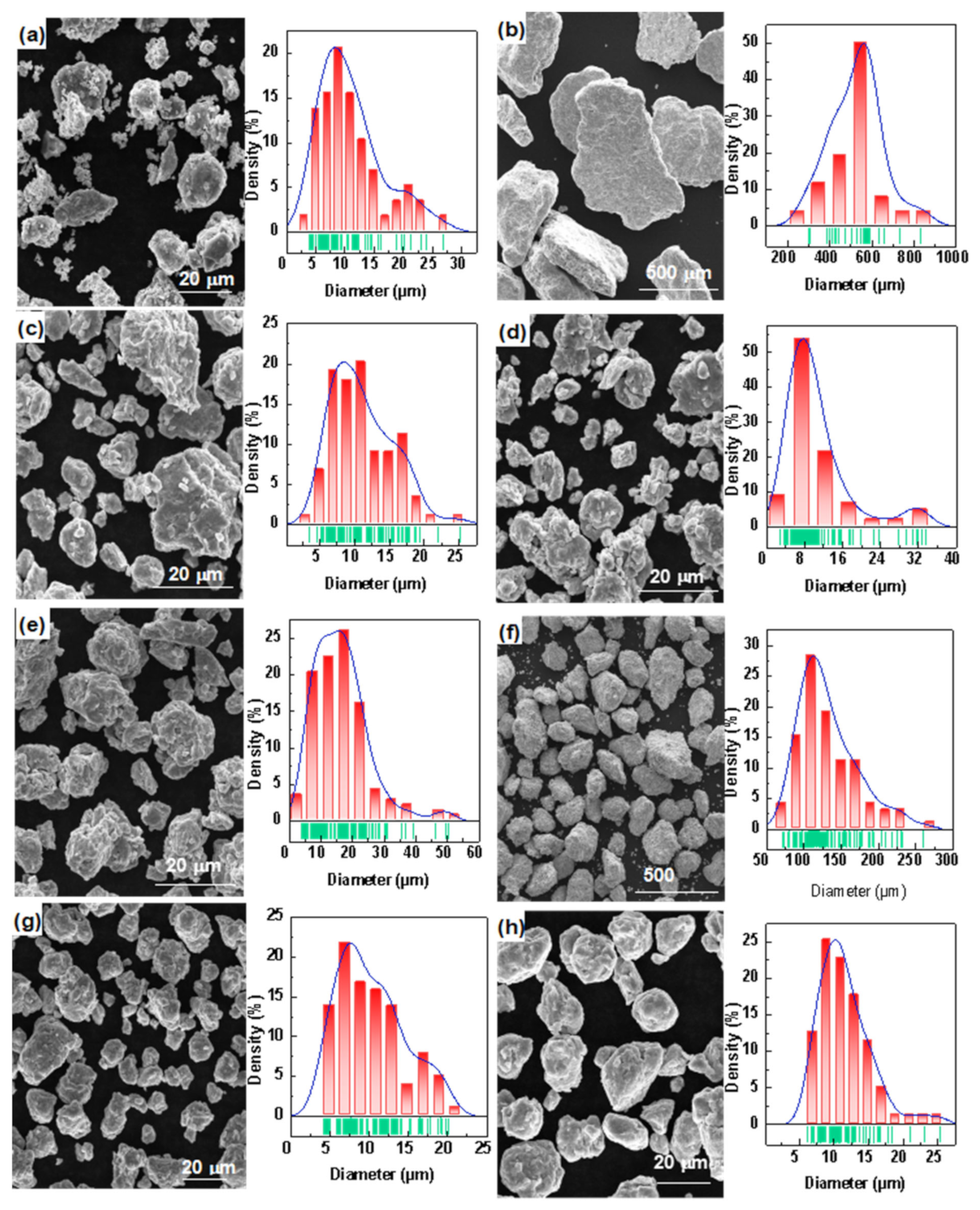
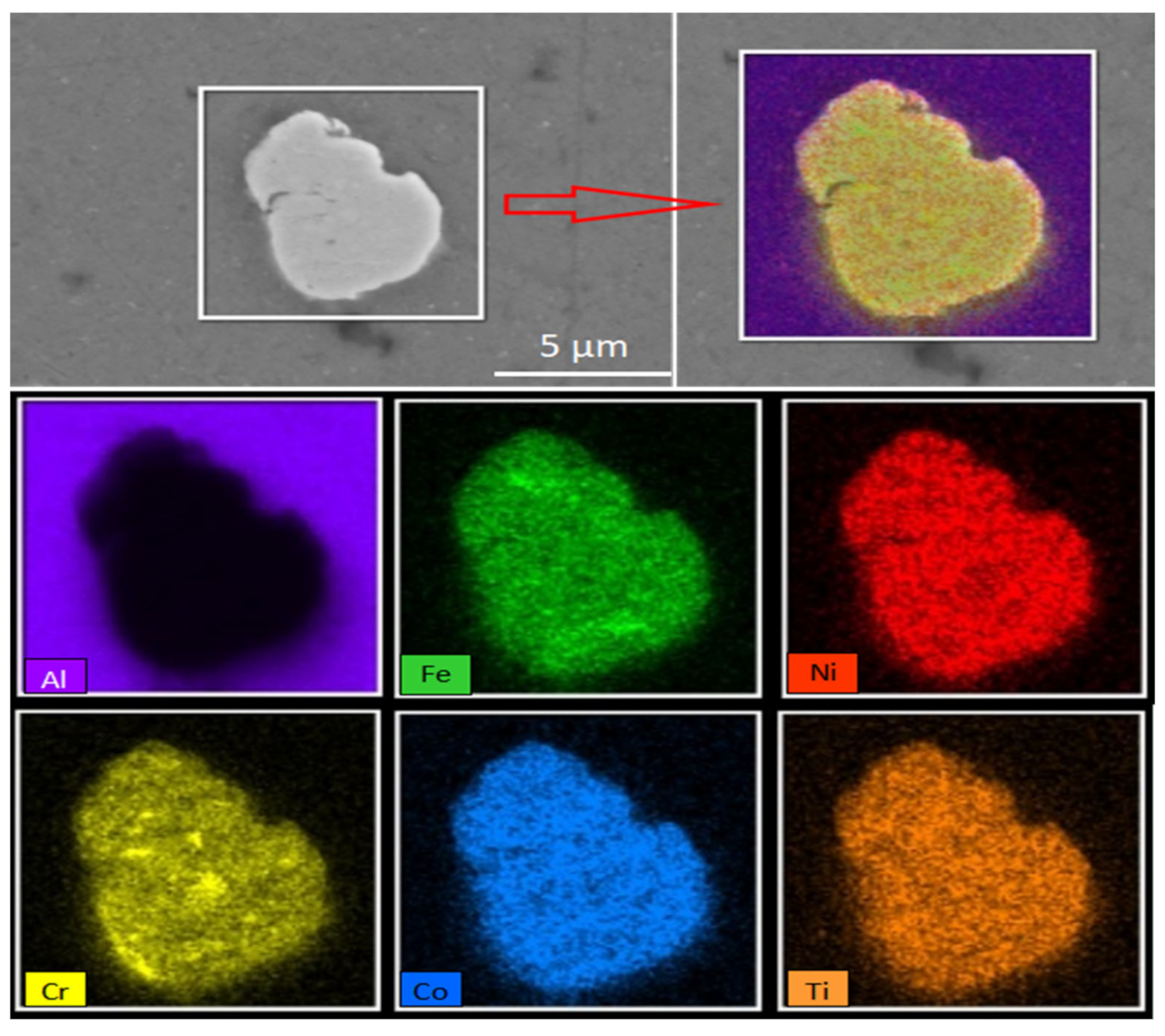
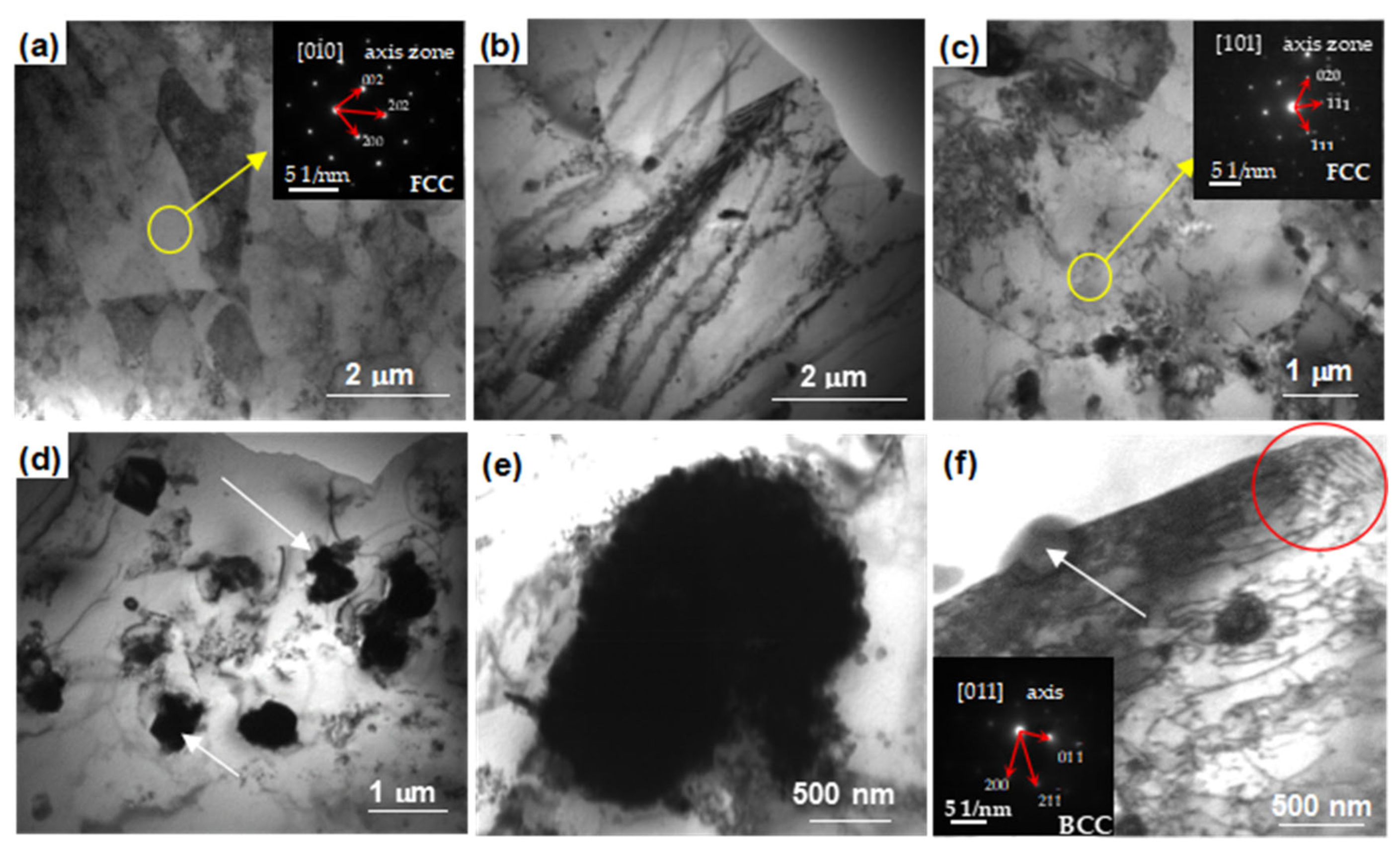
3.1. HEA Particle Analysis
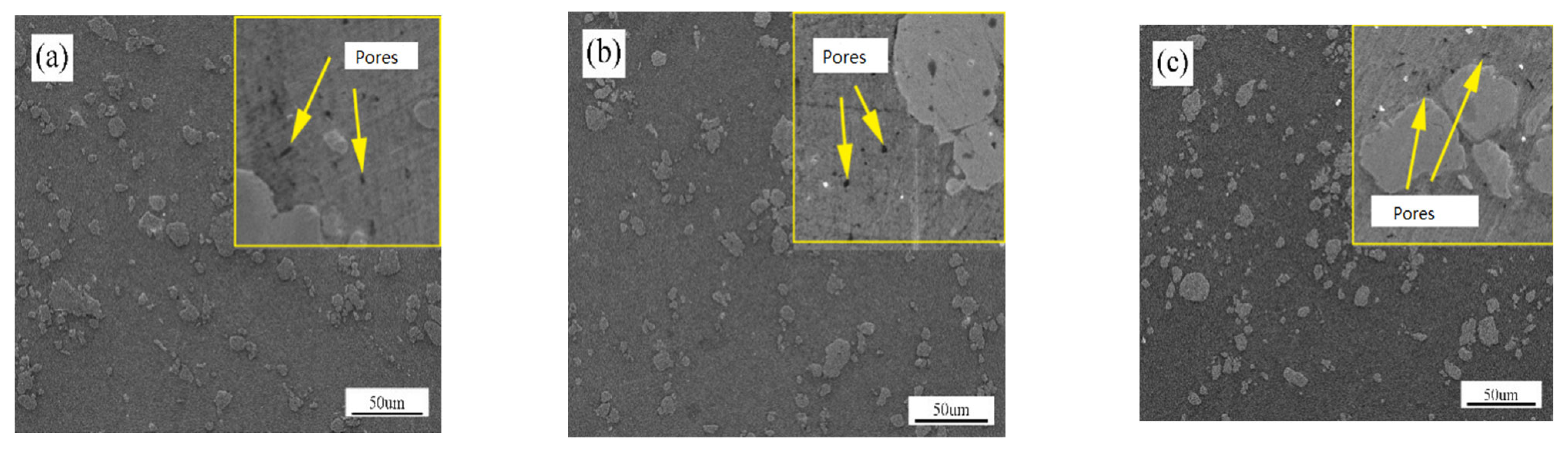
3.2. Composite Material Analysis
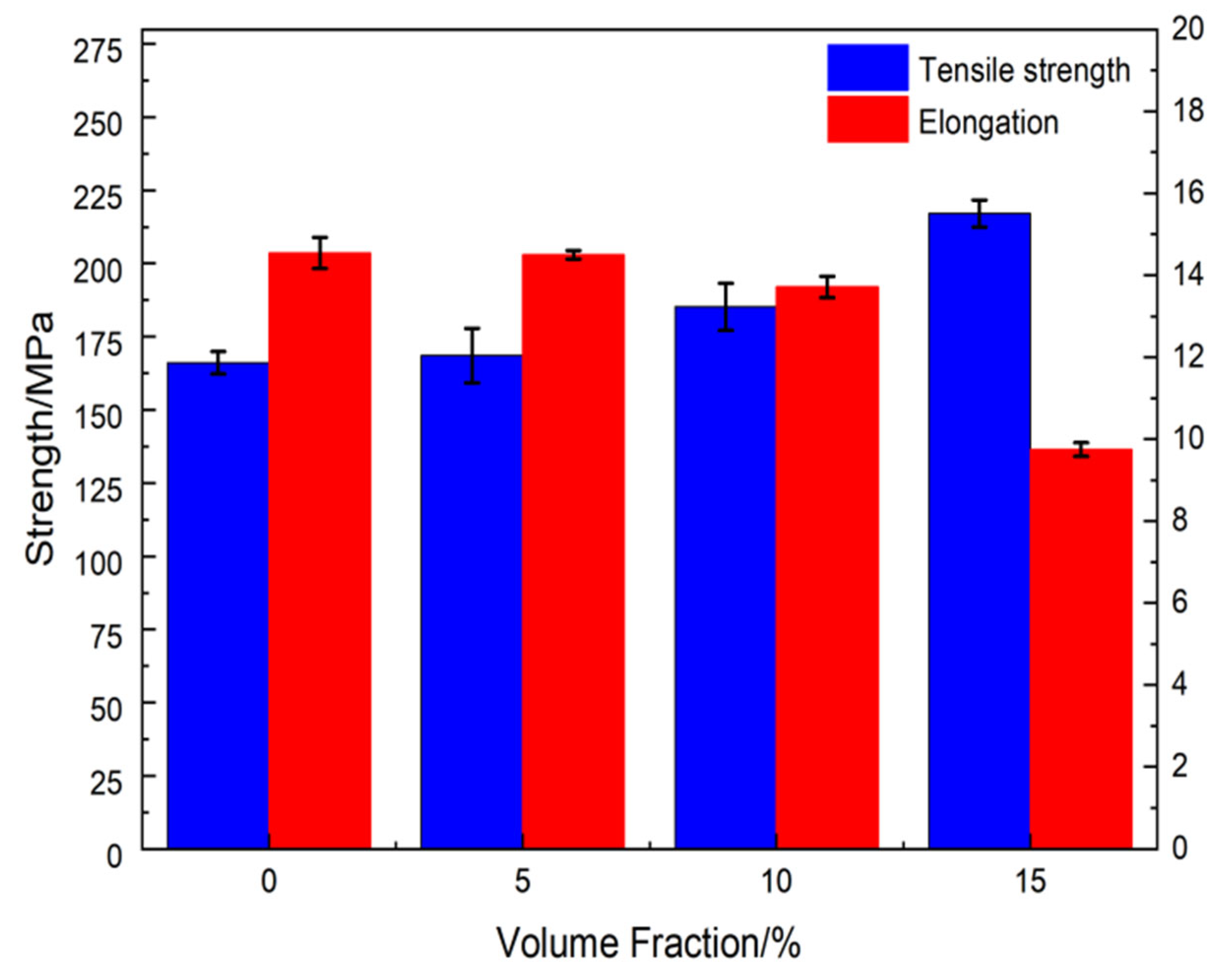
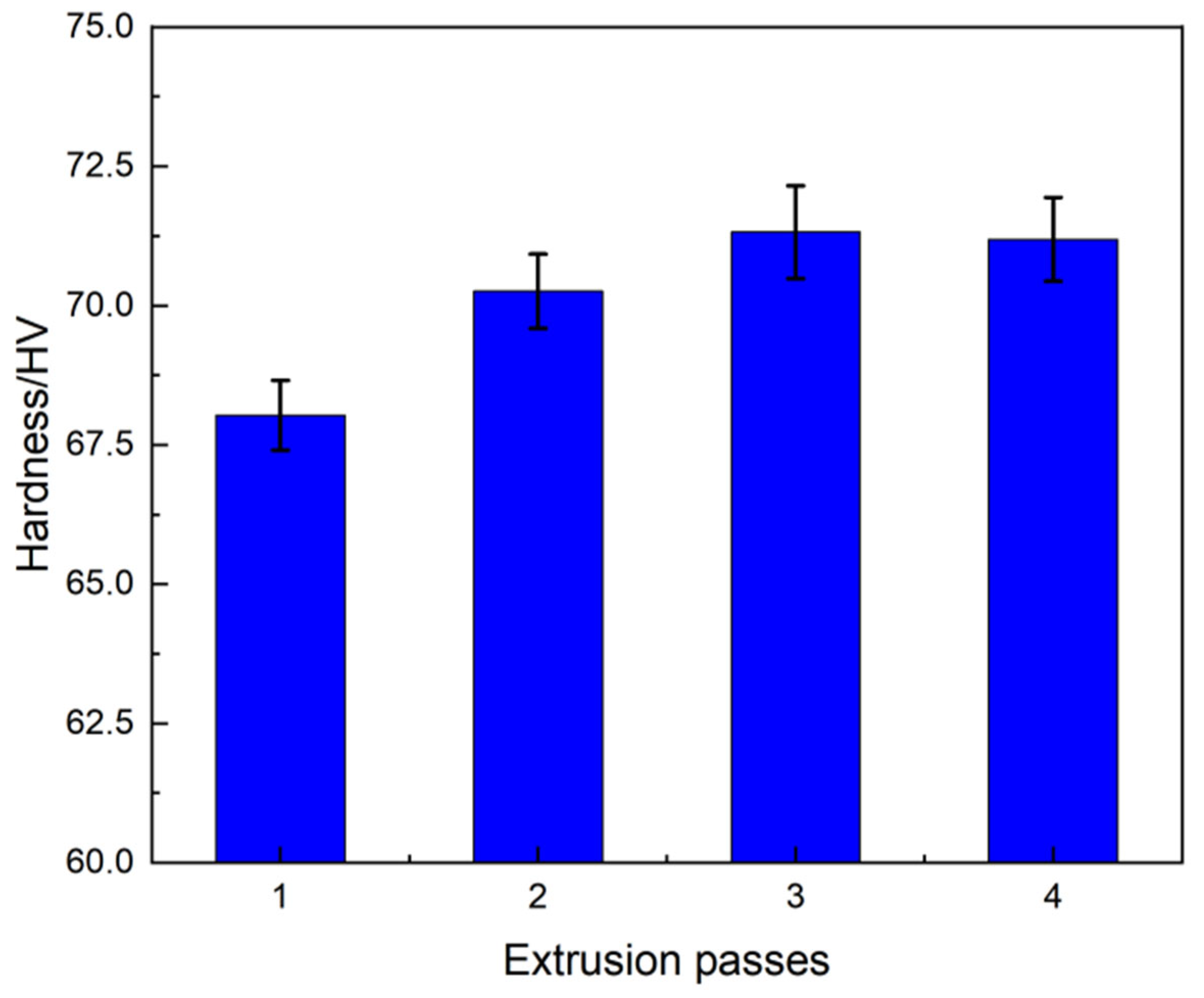
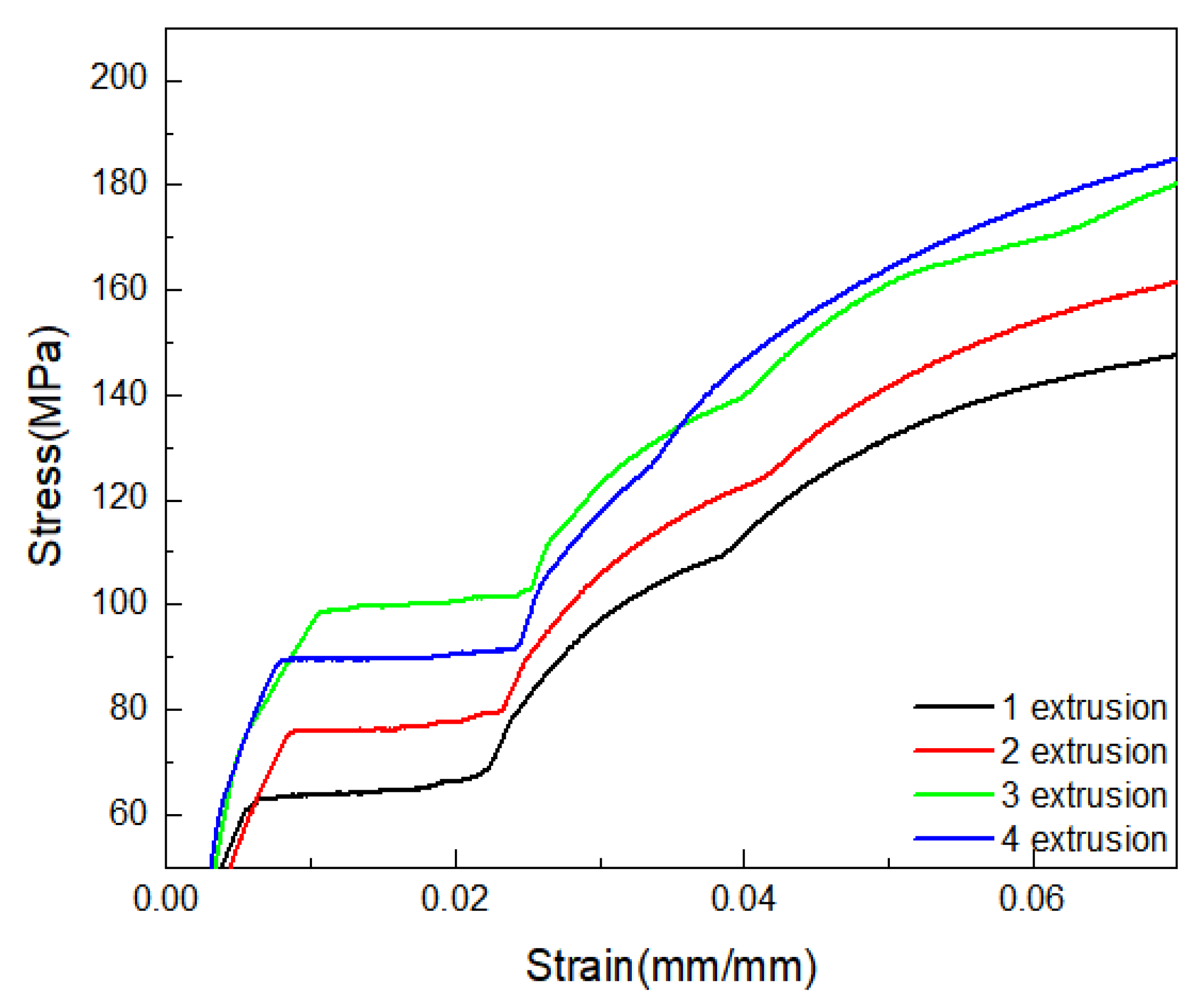
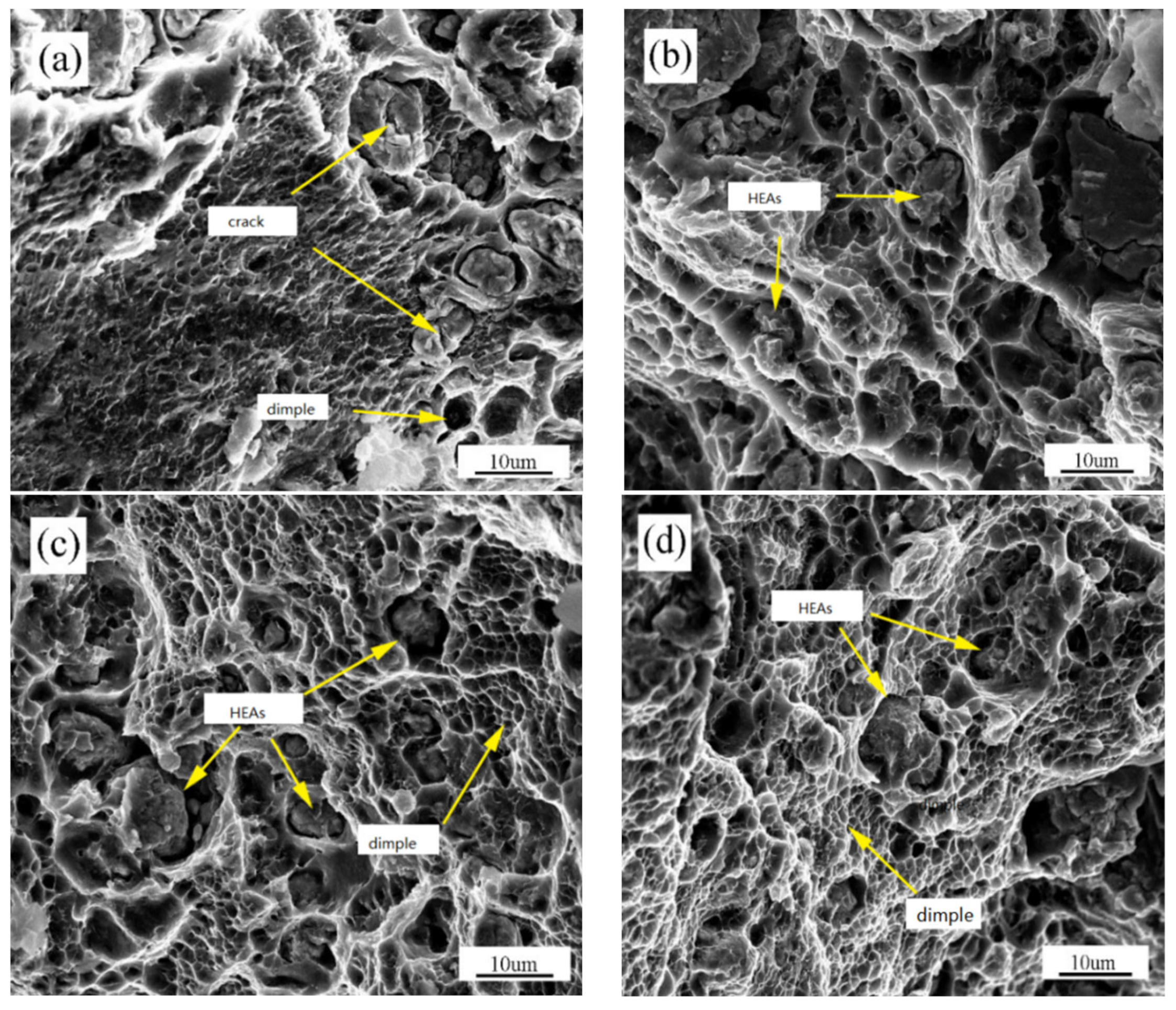
4. Mechanical Property Analysis
5. Conclusions
- (1)
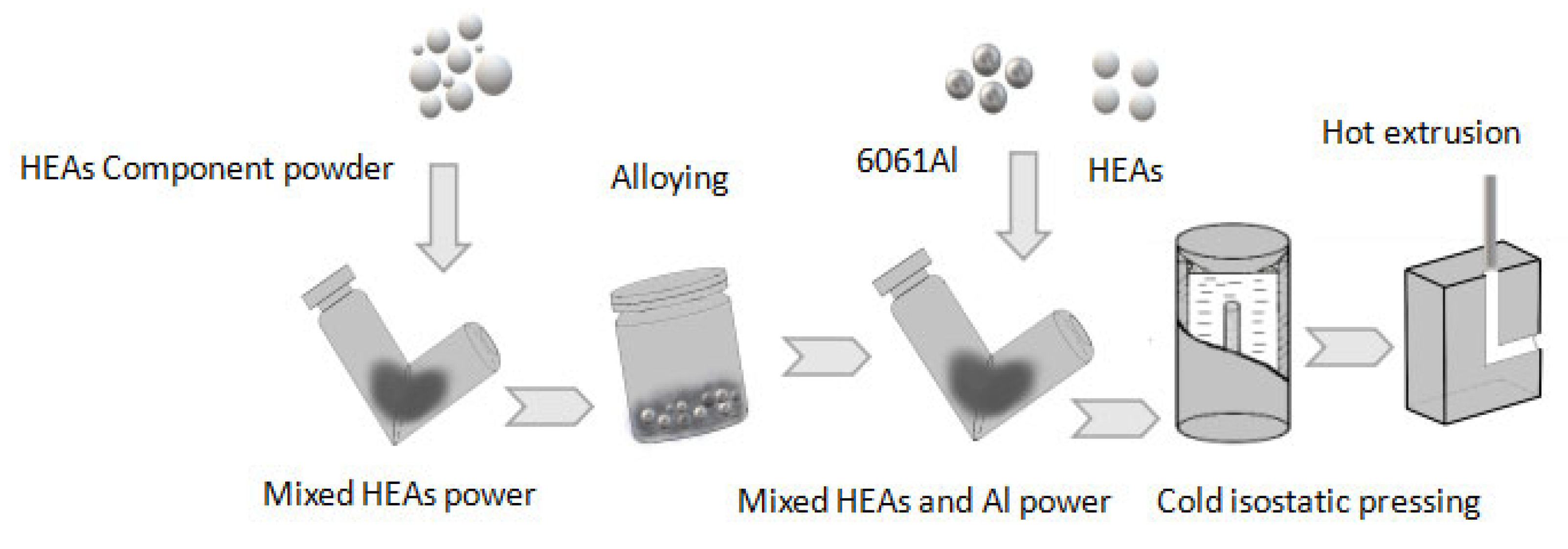
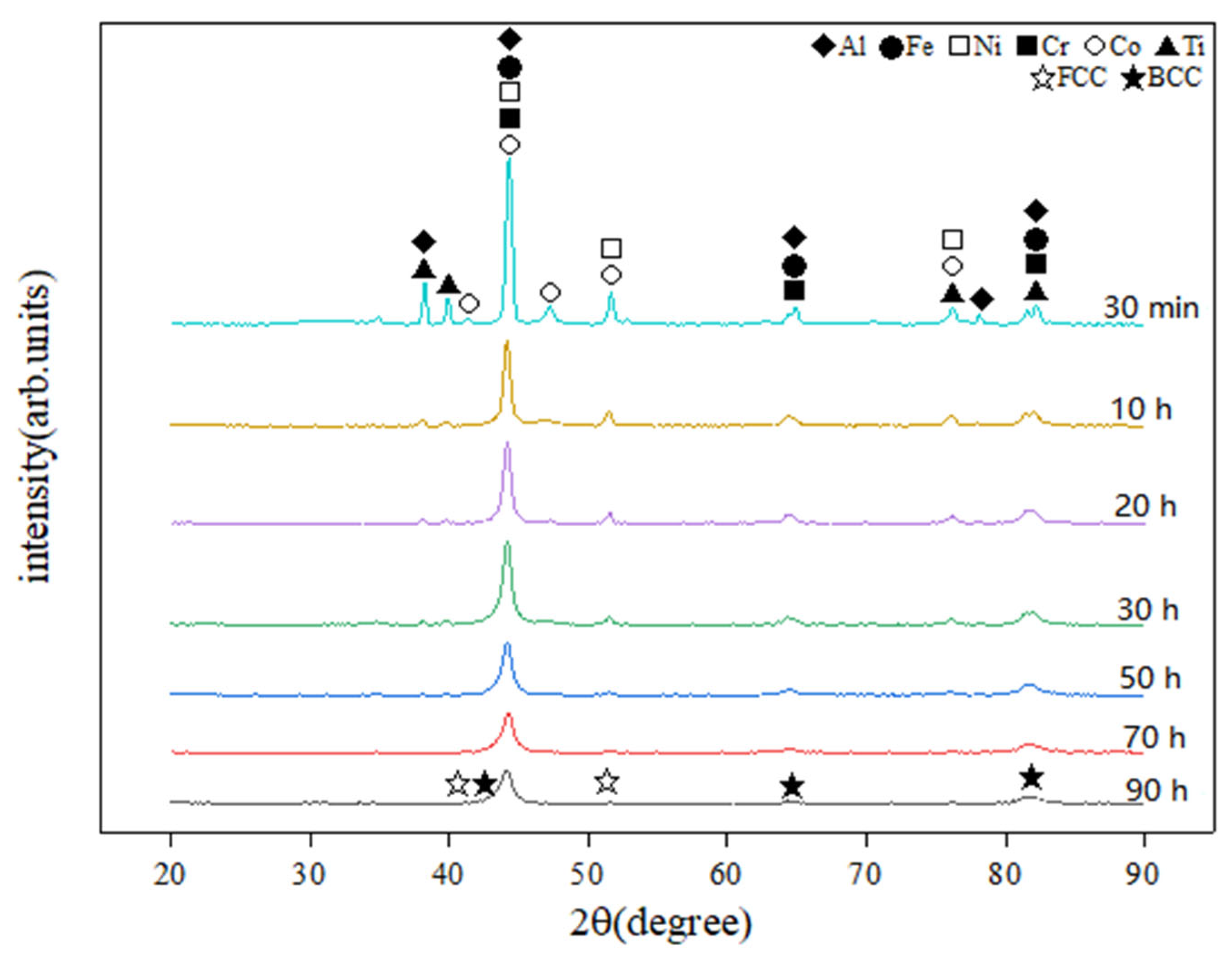
- AlFeNiCrCoTi0.5 high-entropy alloy particles can be prepared by mechanical alloying, with Al being alloyed first. A dual-phase structure appeares when the alloying time is 70 h. After the processing time reaches 90 h, the lattice distortion and dislocation increase, while the solid solution structure of FCC + BCC is formed. The reinforcing particles that are uniformly distributed have a good strengthening effect.
- (2)
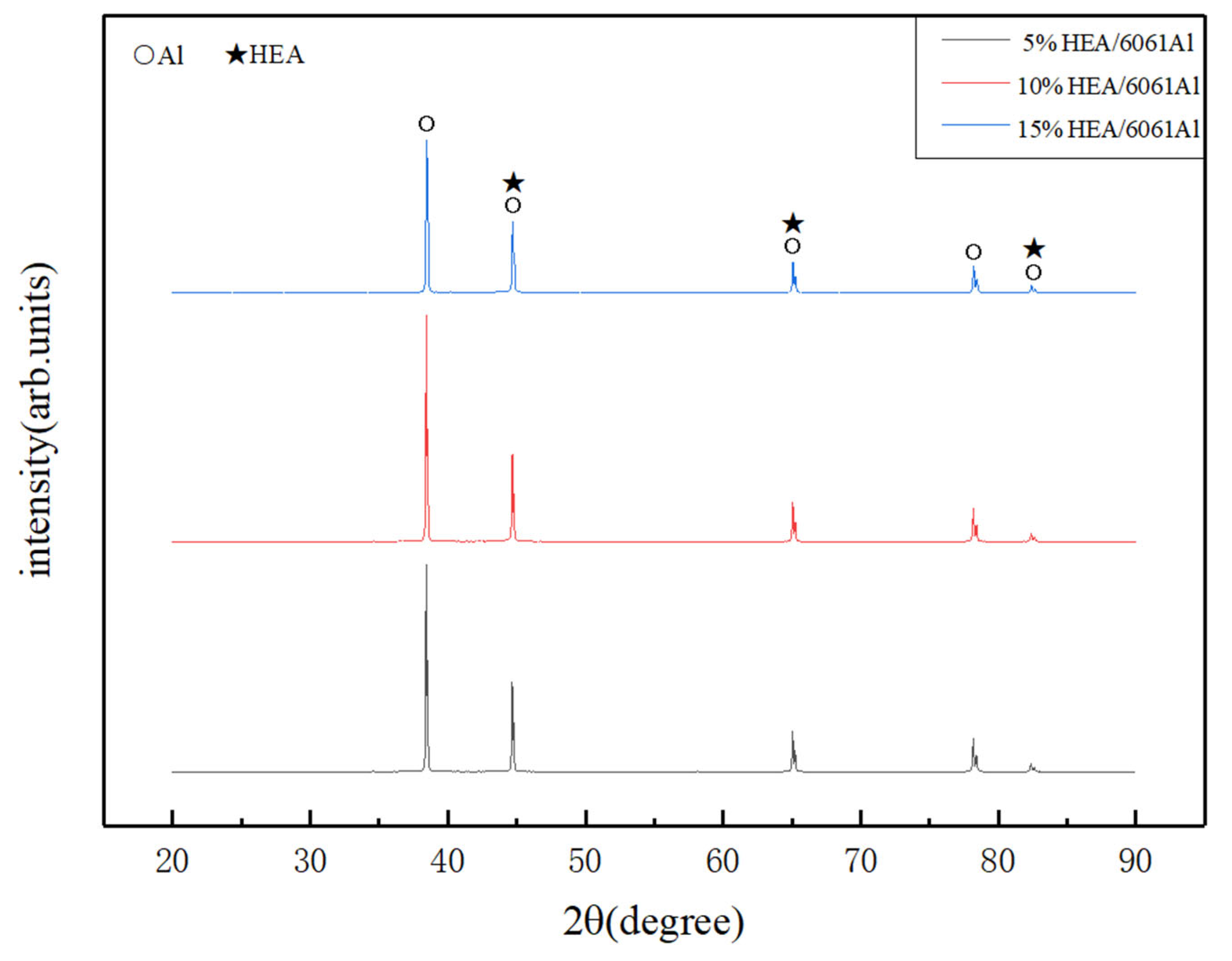
- After the equal-diameter angular extrusion, the elements diffuse, and the interface of (AlFeNiCrCoTi0.5)p/6061Al composite is tightly combined without cracks. High-entropy alloy reinforcement with a volume of 10% has the best strengthening effect on 6061 Al. At this time, the composite material has good comprehensive properties, with hardness of 70.3 HV, tensile strength of 188.1 MPa, and elongation of 14.1%.
- (3)
- The increase in the number of extrusion passes refines the internal structure of the material and reduces the number of pores in the Al matrix and between the HEAs–Al interface. The strength and hardness of the composite increase, while the plasticity decreases; if the number of extrusion passes is two, the material properties reach a balance, not only improving the strength, but also ensuring plasticity.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kenchi Reddy, K.M.; Jayadeva, C.T. The Effects of Welding Processes on Microstructure and Abrasive Wear Resistance for Hard-facing Deposits. Bonfring Int. J. Ind. Eng. Manag. Sci. 2010, 159, 223–231. [Google Scholar]
- Siddartha, D.E.; Patil, S.K.; Halundi, S. Tribological behaviour of metal matrix composites. Mater. Today Proc. 2022, 54, 441–443. [Google Scholar] [CrossRef]
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured High-Entropy Alloys with Multiple Principal Elements: Novel Alloy Design Concepts and Outcomes. Adv. Eng. Mater. 2004, 6, 299. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Li, Z.; Zhao, S.; Ritchie, R.O.; Meyers, M.A. Mechanical properties of highentropy alloys with emphasis on face-centered cubic alloys. Prog. Mater. Sci. 2019, 102, 296. [Google Scholar] [CrossRef]
- Yeh J, W. Recent progress in high-entropy alloys. Ann. Chim. Sci. Mat. 2006, 31, 633–648. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhou, Y.J.; Lin, J.P.; Chen, G.L.; Liaw, P.K. Solid-solution phase formation rules for multi-component alloys. Adv. Eng. Mater. 2008, 10, 534–538. [Google Scholar] [CrossRef]
- Praveen, S.; Kim, H.S. High-entropy alloys: Potential candidates for high-temperature applications—An overview. Adv. Eng. Mater. 2018, 20, 1700645. [Google Scholar] [CrossRef]
- Ranganathan, S. Alloyed pleasures: Multimetallic cocktails. Curr. Sci. 2003, 85, 1404–1406. [Google Scholar]
- Yu, H.Y.; Wei, F.A.N.G.; Chang, R.B.; Ji, P.G.; Wang, Q.Z. Modifying element diffusion pathway by transition layer structure in high-entropy alloy particle reinforced Cu matrix composites. Trans. Nonferrous Met. Soc. China 2019, 29, 2331–2339. [Google Scholar] [CrossRef]
- Vaidya, M.; Muralikrishna, G.M.; Murty, B.S. High-entropy alloys by mechanical alloying: A review. J. Mater. Res. 2019, 34, 664–686. [Google Scholar] [CrossRef]
- Man, J.; Wu, B.; Duan, G.; Zhang, L.; Wan, G.; Zhang, L.; Zou, N.; Liu, Y. The synergistic addition of Al, Ti, Mo and W to strengthen the equimolar CoCrFeNi high-entropy alloy via thermal-mechanical processing. J. Alloy. Compd. 2022, 902, 163774. [Google Scholar] [CrossRef]
- Shaofeng, Y.A.N.G.; Zelin, L.I.U.; Zhiyuan, Z.H.O.U.; Jinhong, P.I. Microstructure and Mechanical Behavior of AlCoCrFeNi HEA Particles Reinforced 6063Al Alloy Matrix Composites. Mater. Sci. 2021, 27, 289–293. [Google Scholar]
- Guirong, L.; Haoran, W.; Hongming, W.; Wenxiang, R.; Yuwei, Y.; Jiajia, C.; Changwen, W.; Yutao, Z. Microstructural characteristics and mechanical behavior of microwave-assisted sintered ferromagnetic FeCoNi1.5CrCu HEAp/Al matrix composites. J. Alloy. Compd. 2021, 861, 158439. [Google Scholar] [CrossRef]
- Dezhi, Z.; Xia, D.; Longfei, Q.; Qi, C. Microstructure and Mechanical Properties of Al0.25Cu0.75FeNiCo HEAs Particulates Reinforced Aluminum Alloy. Rare Met. Mater. Eng. 2017, 46, 3400–3404. [Google Scholar]
- Chen, Y.L.; Hu, Y.H.; Hsieh, C.A.; Yeh, J.W.; Chen, S.K. Competition between elements during mechanical alloying in an octonary mul-ti-principal-element alloy system. J. Alloy. Compd. 2009, 481, 768–775. [Google Scholar] [CrossRef]
- Daryoush, S.; Mirzadeh, H.; Ataie, A. Amorphization, mechano-crystallization, and crystallization kinetics of mechanically alloyed AlFeCuZnTi high-entropy alloys. Mater. Lett. 2022, 307, 131098. [Google Scholar] [CrossRef]
- Wang, G.F.; Liu, Z.X.; Zhang, G.P. Effect of milling time on microstructure and mechanical properties of TiC-CoCrFeNi com-posites prepared by hot pressing sintering. J. Mater. Eng. 2019, 47, 94–100. [Google Scholar]
- Peibu, Q.; Xiubing, L.; Yonggang, T.; Yongxiong, C.; Zhibin, Z. Effect of Milling Time on Preparation of NbMoTaW High Entropy Alloy Pow-der by Mechanical Alloying. Rare Met. Mater. Eng. 2019, 48, 2623–2629. [Google Scholar]
- Zhou, J.; Fan, X.; Chen, Y. Microstructure of CoCrFeNiTiCuMoxVx High Entropy Alloy Powder Prepared by Mechanical Alloying. Mater. Mech. Eng. 2020, 44, 22–27. [Google Scholar]
- Jiang, J.; Wang, Y.; Du, Z.; Qu, J.; Sun, Y.; Luo, S. Enhancing room temperature mechanical properties of Mg–9Al–Zn alloy by multi-pass equal channel angular extrusion. J. Mater. Processing Technol. 2010, 210, 751–758. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, X.; Zhang, D. Influences of ECAP pass on mechanical properties and wear resistance of 6061 aluminum alloy. Forg. Stamp. Technol. 2019, 44, 61–67. [Google Scholar]
- Nadammal, N.; Kailas, S.V.; Szpunar, J.; Suwas, S. Microstructure and crystallographic texture evolution during the friction-stir processing of a precipitation-hardenable aluminum alloy. J. Met. 2015, 67, 1014–1021. [Google Scholar] [CrossRef]
- Chen, Z.; Sun, G.A.; Wu, Y.; Mathon, M.H.; Borbely, A.; Chen, D.; Ji, G.; Wang, M.L.; Zhong, S.Y.; Wang, H.W. Multi-scale study of microstructure evolution in hot extruded nano-sized TiB2 particle rein-forced aluminum composites. Mater. Des. 2016, 116, 577–590. [Google Scholar] [CrossRef]
- Moghanaki, S.K.; Kazeminezhad, M.; Logé, R. Heating rate effect on particle stimulated nucleation and grains structure during non-isothermal annealing of multi-directionally forged solution treated AA2024. Mater. Charact. 2017, 127, 317–324. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Fe | Ni | Cr | Co | Ti |
|---|---|---|---|---|---|---|
| Atomic number | 13 | 26 | 28 | 24 | 27 | 22 |
| Density (g/cm3) | 2.7 | 7.9 | 8.9 | 7.19 | 8.9 | 4.54 |
| Melting point (°C) | 660 | 1538 | 1455 | 1857 | 1495 | 1660 |
| Crystal structure | FCC | BCC | FCC | BCC | HCP | HCP |
| Atomic radius (nm) | 1.43 | 1.26 | 1.25 | 1.30 | 1.25 | 1.47 |
| Relative atomic mass | 26.98 | 55.84 | 58.69 | 58.93 | 52 | 47.87 |
| Valence electron concentration | 3 | 8 | 10 | 6 | 9 | 4 |
| Electronegativity | 1.61 | 1.8 | 1.91 | 1.66 | 1.88 | 1.54 |
| HEAs | ΔSmix/[J/(k·mol)] | ΔHmix/(kJ/mol) | δ/% | VEC | χ/% | Tm/K | Ω |
|---|---|---|---|---|---|---|---|
| AlFeNiCrCoTi0.5 | 14.70 | −17.92 | 6.24 | 6.91 | 13.12 | 1434 | 1.40 |
| Material | Al | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Ni | Co |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Content (wt.%) | 97.85 | 0.55 | 0.09 | 0.24 | 0.004 | 1.07 | 0.11 | 0.008 | 0.0004 | 0.0002 | 0.0005 |
| Point/Elements | Al/% | Fe/% | Ni/% | Cr/% | Co/% | Ti/% |
|---|---|---|---|---|---|---|
| 1 | 73.07 | 6.12 | 5.97 | 5.59 | 5.51 | 3.74 |
| 2 | 20.42 | 17.03 | 17.24 | 15.64 | 19.69 | 9.99 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huan, C.; He, Y.; Su, Q.; Zuo, L.; Ren, C.; Xu, H.; Dong, K.; Liu, Y. Properties of AlFeNiCrCoTi0.5 High-Entropy Alloy Particle-Reinforced 6061Al Composites Prepared by Extrusion. Metals 2022, 12, 1325. https://doi.org/10.3390/met12081325
Huan C, He Y, Su Q, Zuo L, Ren C, Xu H, Dong K, Liu Y. Properties of AlFeNiCrCoTi0.5 High-Entropy Alloy Particle-Reinforced 6061Al Composites Prepared by Extrusion. Metals. 2022; 12(8):1325. https://doi.org/10.3390/met12081325
Chicago/Turabian StyleHuan, Changbao, Yiqiang He, Qianhang Su, Lijie Zuo, Changxu Ren, Hulin Xu, Kai Dong, and Yan Liu. 2022. "Properties of AlFeNiCrCoTi0.5 High-Entropy Alloy Particle-Reinforced 6061Al Composites Prepared by Extrusion" Metals 12, no. 8: 1325. https://doi.org/10.3390/met12081325