
Effect of Equal Channel Angular Pressing on the Microstructure and Mechanical Properties of an Mg–5Sn Alloy



Abstract
:1. Introduction
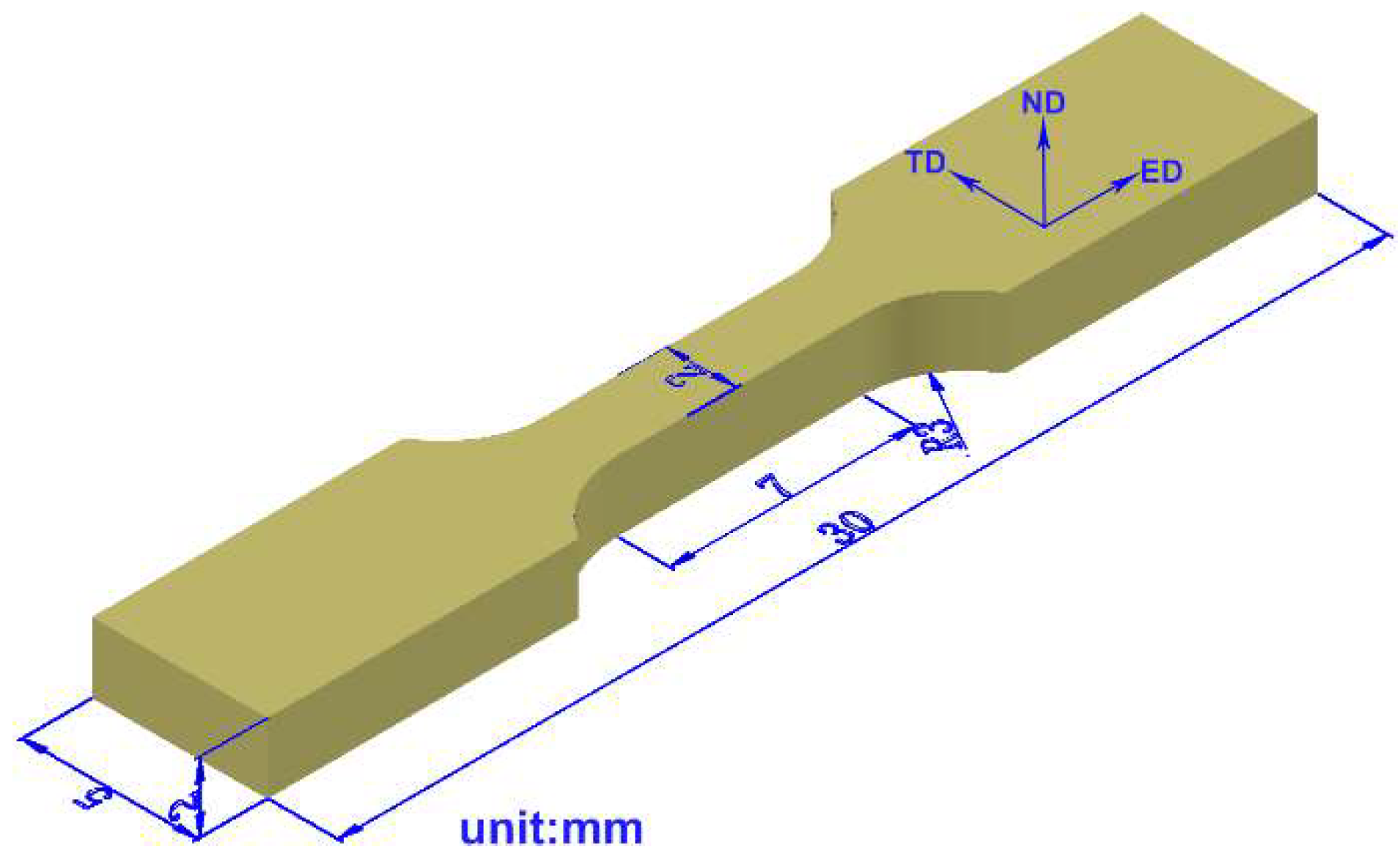
2. Materials and Methods
3. Results and Discussion
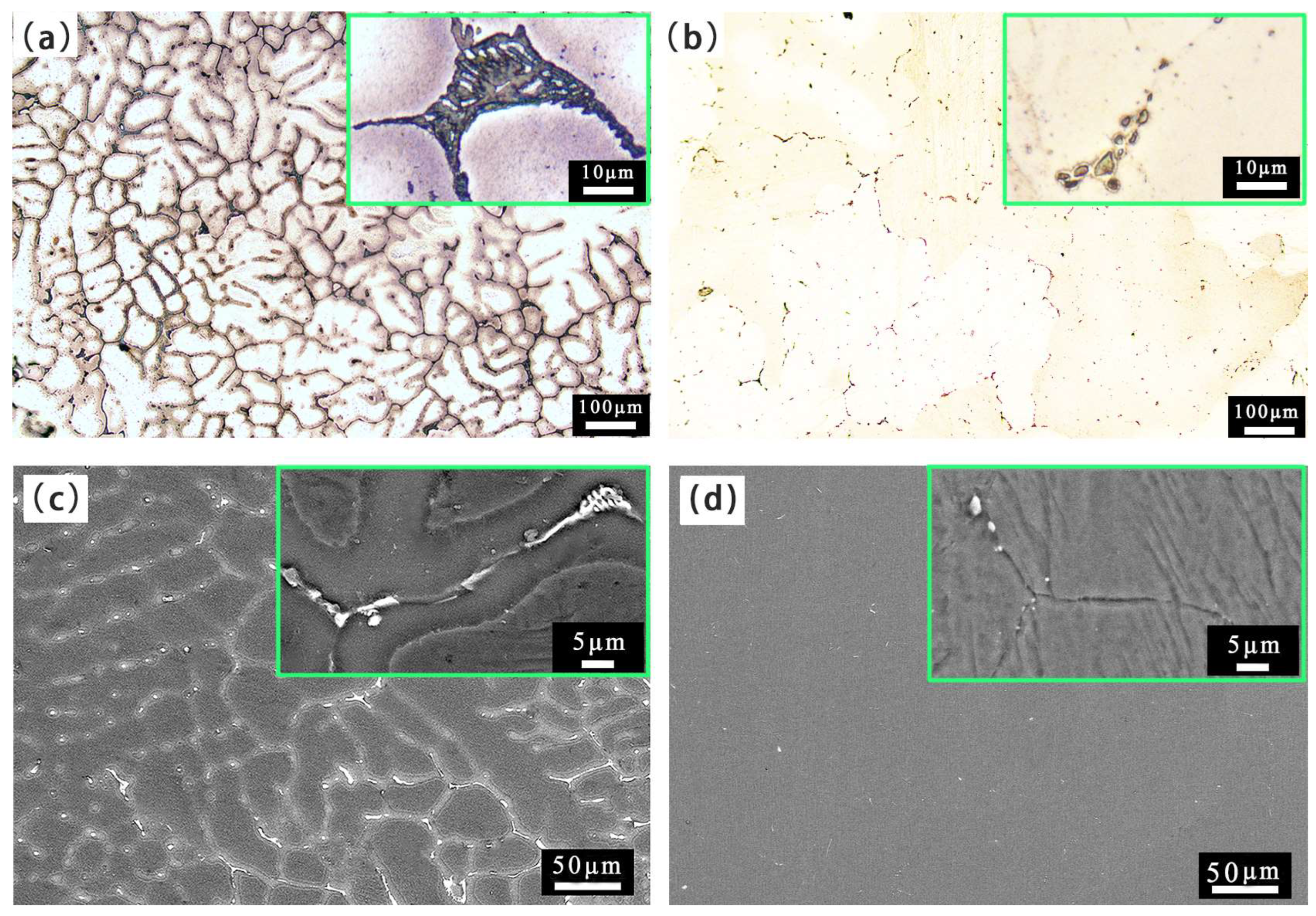
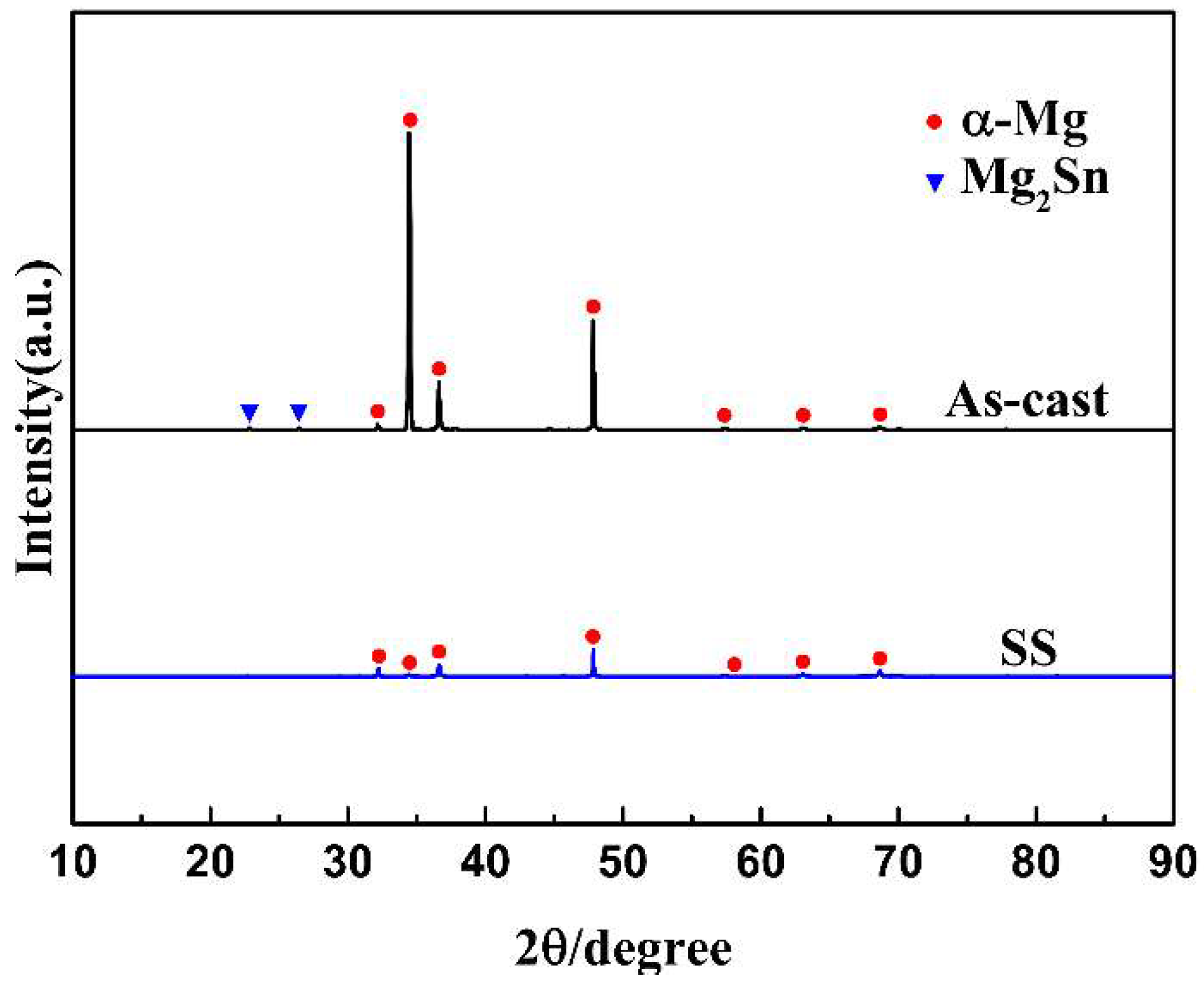
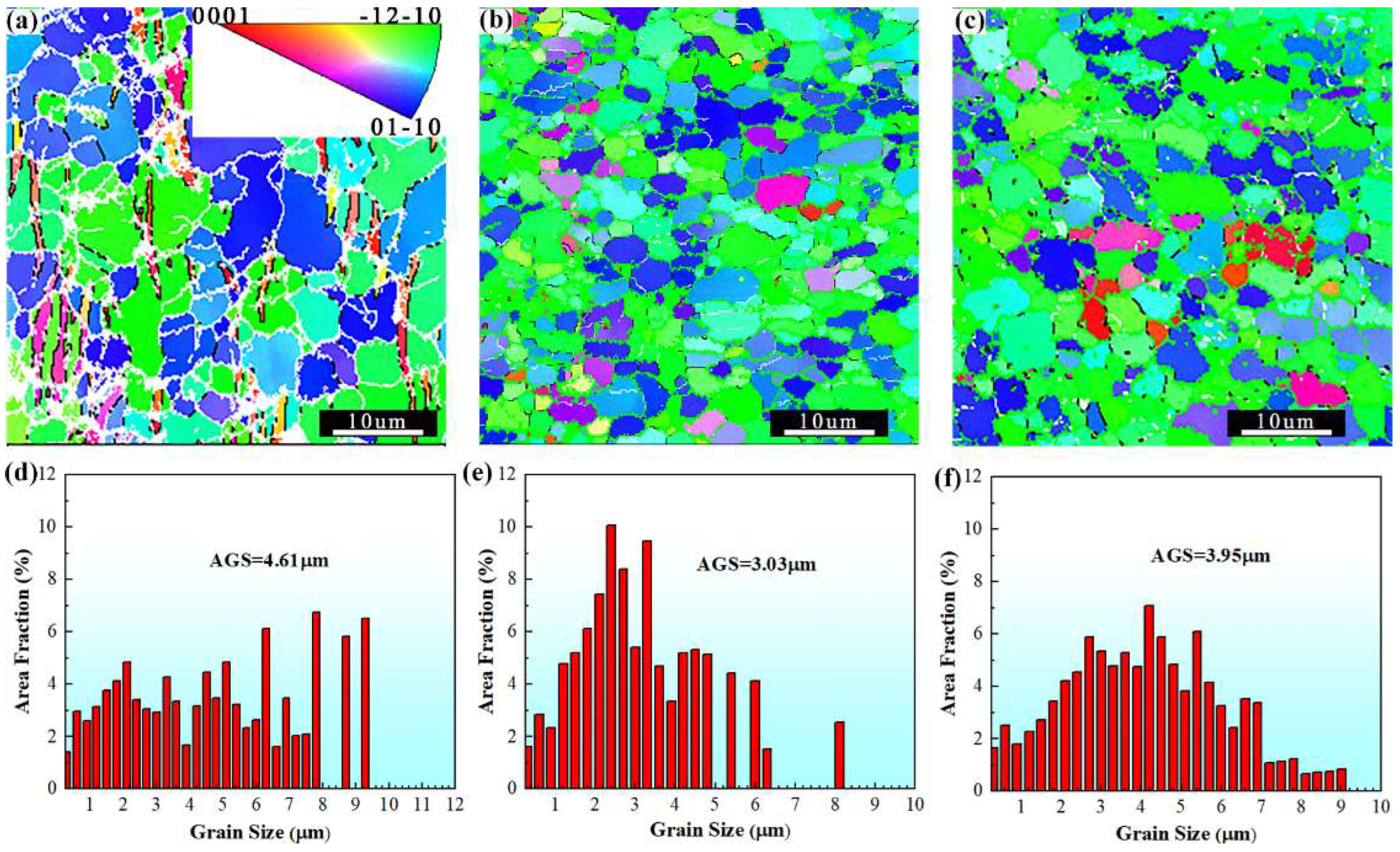
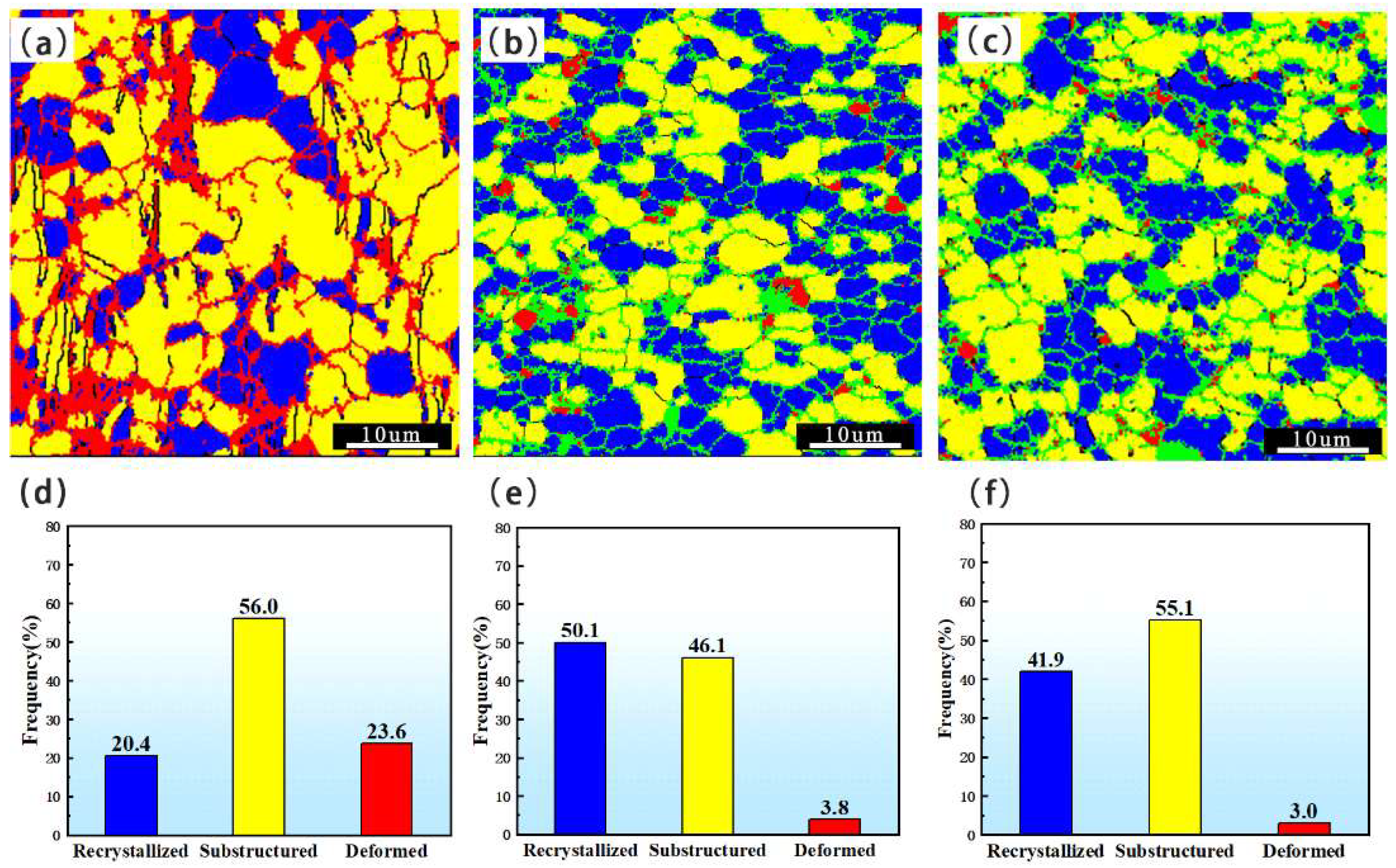
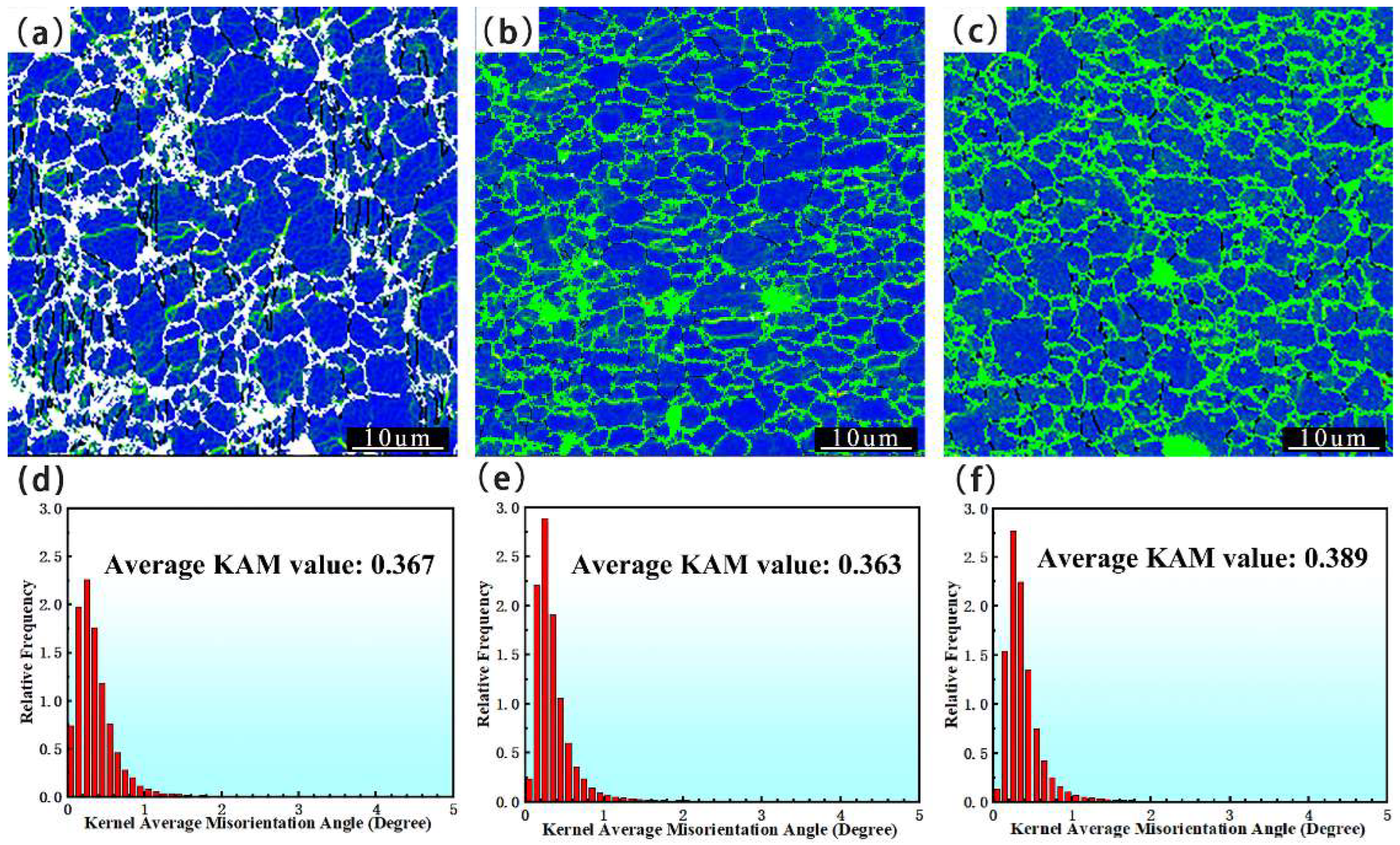
3.1. Microstructure Evolution
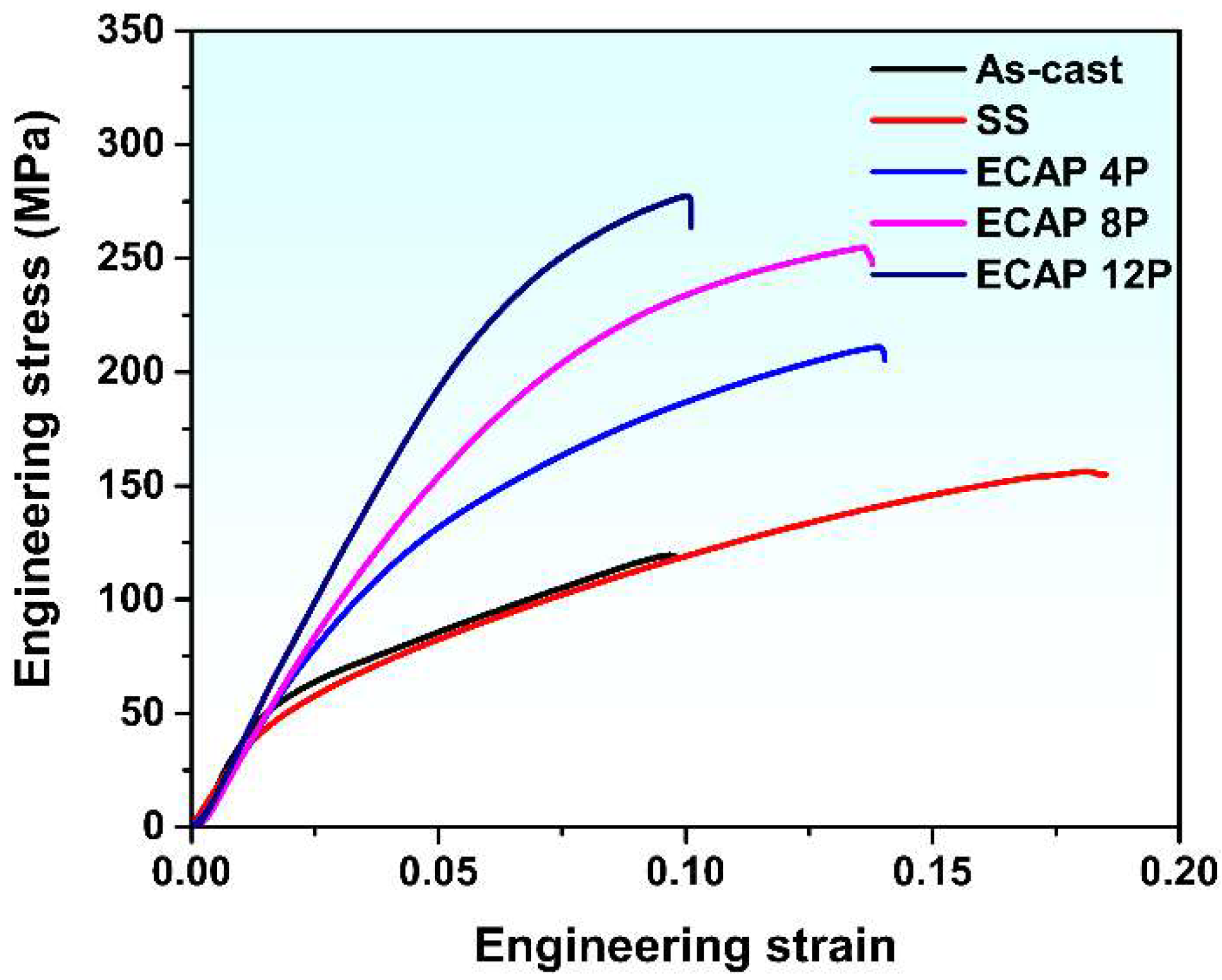
3.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.; Liu, B.; Zhao, X.a.; Zhang, X.; Miao, Y.; Yang, N.; Yang, B.; Zhang, L.; Kuang, W.; Li, J.; et al. Turning a native or corroded Mg alloy surface into an anti-corrosion coating in excited CO2. Nat. Commun. 2018, 9, 4058. [Google Scholar] [CrossRef] [PubMed]
- Zhuo, X.; Zhang, Q.; Liu, H.; Hu, Z.; Zhang, P.; Jiang, J.; Ma, A.; Wu, Y. Enhanced tensile strength and ductility of an Al-6Si-3Cu alloy processed by room temperature rolling. J. Alloy Compd. 2022, 899, 163321. [Google Scholar] [CrossRef]
- Yu, H.; Ren, J.; Kang, S.; Yu, W.; Wang, Z.; Feng, J.; Wang, Q.; Ji, P.; Zhang, X.; Yin, F. Effect of 1wt%Zn addition on microstructure and mechanical properties of Mg-6Er alloys under high strain rates. Metals 2022, 12, 883. [Google Scholar] [CrossRef]
- Xu, T.; Yang, Y.; Peng, X.; Song, J.; Pan, F. Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloy 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Zhuo, X.R.; Ma, A. Molecular dynamics-based cohesive zone model for Mg/Mg(17)Al(12) interface. Metals 2020, 10, 836. [Google Scholar] [CrossRef]
- Yang, Y.; Xiong, X.; Chen, J.; Peng, X.; Chen, D.; Pan, F. Research advances in magnesium and magnesium alloys worldwide in 2020. J. Magnes. Alloy 2021, 9, 705–747. [Google Scholar] [CrossRef]
- Prasad, S.V.S.; Prasad, S.B.; Verma, K.; Mishra, R.K.; Kumar, V.; Singh, S. The role and significance of Magnesium in modern day research-A review. J. Magnes. Alloy 2022, 10, 1–61. [Google Scholar] [CrossRef]
- Nayeb-Hashemi, A.A.; Clark, J.B. Phase Diagrams of Binary Magnesium Alloys; ASM International: Novelty, OH, USA, 1988; 370p. [Google Scholar]
- Pan, H.; Qin, G.; Xu, M.; Fu, H.; Ren, Y.; Pan, F.; Gao, Z.; Zhao, C.; Yang, Q.; She, J.; et al. Enhancing mechanical properties of Mg-Sn alloys by combining addition of Ca and Zn. Mater. Des. 2015, 83, 736–744. [Google Scholar] [CrossRef]
- Pan, H.; Qin, G.; Huang, Y.; Ren, Y.; Sha, X.; Han, X.; Liu, Z.-Q.; Li, C.; Wu, X.; Chen, H.; et al. Development of low-alloyed and rare-earth-free magnesium alloys having ultra-high strength. Acta Mater. 2018, 149, 350–363. [Google Scholar] [CrossRef]
- Cheng, W.L.; Park, S.S.; You, B.S.; Koo, B.H. Microstructure and mechanical properties of binary Mg-Sn alloys subjected to indirect extrusion. Mater. Sci. Eng. A 2010, 527, 4650–4653. [Google Scholar] [CrossRef]
- Cheng, W.L.; Tian, Q.W.; Yu, H.; Zhang, H.; You, B.S. Strengthening mechanisms of indirect-extruded Mg–Sn based alloys at room temperature. J. Magnes. Alloy 2014, 2, 299–304. [Google Scholar] [CrossRef]
- Cheng, W.L.; Park, S.S.; Tang, W.N.; You, B.S.; Koo, B.H. Influence of alloying elements on microstructure and microhardness of Mg-Sn-Zn-based alloys. Trans. Nonferrous Met. Soc. China 2010, 20, 2246–2252. [Google Scholar] [CrossRef]
- Zhao, C.; Pan, F.; Zhao, S.; Pan, H.; Song, K.; Tang, A. Preparation and characterization of as-extruded Mg-Sn alloys for orthopedic applications. Mater. Des. 2015, 70, 60–67. [Google Scholar] [CrossRef]
- Zhao, C.; Chen, X.; Pan, F.; Gao, S.; Zhao, D.; Liu, X. Effect of Sn content on strain hardening behavior of as-extruded Mg-Sn alloys. Mater. Sci. Eng. A 2018, 713, 244–252. [Google Scholar] [CrossRef]
- Wan, Y.J.; Zeng, Y.; Zeng, Q.; Song, B.; Huang, X.F.; Qian, X.Y.; Jiang, B. Simultaneously improved strength and toughness of a Mg-Sn alloy through abundant prismatic lath-shaped precipitates. Mater. Sci. Eng. A 2021, 811, 141087. [Google Scholar] [CrossRef]
- Liu, H.; Huang, H.; Yang, X.; Li, C.; Yan, J.; Jiang, J.; Ma, A. Microstructure and mechanical property of a high-strength Mg-10Gd-6Y-1.5Zn-0.5Zr alloy prepared by multi-pass equal channel angular pressing. J. Magnes. Alloy 2017, 5, 231–237. [Google Scholar] [CrossRef]
- Liu, H.; Huang, H.; Zhang, Y.; Xu, Y.; Wang, C.; Sun, J.; Jiang, J.; Ma, A.; Xue, F.; Bai, J. Evolution of Mg-Zn second phases during ECAP at different processing temperatures and its impact on mechanical properties of Zn-1.6Mg (wt.%) alloys. J. Alloy Compd. 2019, 811, 151987. [Google Scholar] [CrossRef]
- Liu, H.; Sun, C.; Wang, C.; Li, Y.; Bai, J.; Xue, F.; Ma, A.; Jiang, J. Improving toughness of a Mg2Ca-containing Mg-Al-Ca-Mn alloy via refinement and uniform dispersion of Mg2Ca particles. J. Mater. Sci. Technol. 2020, 59, 61–71. [Google Scholar] [CrossRef]
- Xu, B.; Sun, J.; Yang, Z.; Xiao, L.; Zhou, H.; Han, J.; Liu, H.; Wu, Y.; Yuan, Y.; Zhuo, X.; et al. Microstructure and anisotropic mechanical behavior of the high-strength and ductility AZ91 Mg alloy processed by hot extrusion and multi-pass RD-ECAP. Mater. Sci. Eng. A 2020, 780, 139191. [Google Scholar] [CrossRef]
- Chen, D.; Ren, Y.-p.; Guo, Y.; Pei, W.-l.; Zhao, H.-d.; Qin, G.-w. Microstructures and tensile properties of as-extruded Mg-Sn binary alloys. Trans. Nonferrous Met. Soc. China 2010, 20, 1321–1325. [Google Scholar] [CrossRef]
- Tang, W.N.; Park, S.S.; You, B.S. Effect of the Zn content on the microstructure and mechanical properties of indirect-extruded Mg-5Sn-xZn alloys. Mater. Des. 2011, 32, 3537–3543. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Yamamoto, K.; Honma, T.; Kamado, S.; Hono, K. A high-strength Mg-Sn-Zn-Al alloy extruded at low temperature. Scr. Mater. 2008, 59, 1111–1114. [Google Scholar] [CrossRef]
- Wang, C.; Ma, A.; Sun, J.; Liu, H.; Huang, H.; Yang, Z.; Jiang, J. Effect of ECAP process on as-cast and as-homogenized Mg-Al-Ca-Mn alloys with different Mg2Ca morphologies. J. Alloy Compd. 2019, 793, 259–270. [Google Scholar] [CrossRef]
- Ma, Y.; Han, F.-Y.; Liu, C.; Li, M.-Z. Microstructure, Texture Evolution, and Mechanical Properties of ECAP-Processed ZAT522 Magnesium Alloy. Acta Metall. Sin. (Engl. Lett.) 2020, 33, 233–242. [Google Scholar] [CrossRef]
- Kim, H.J.; Jin, S.-C.; Jung, J.-G.; Park, S.H. Influence of undissolved second-phase particles on dynamic recrystallization behavior of Mg-7Sn-1Al-1Zn alloy during low- and high-temperature extrusions. J. Mater. Sci. Technol. 2021, 71, 87–97. [Google Scholar] [CrossRef]
- Liu, G.; Zhou, J.; Duszczyk, J. Prediction and verification of temperature evolution as a function of ram speed during the extrusion of AZ31 alloy into a rectangular section. J. Mater. Process. Technol. 2007, 186, 191–199. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, H.S.; You, B.S. Prediction of grain size and yield strength of Mg-7Sn-1Al-1Zn alloys extruded at various temperatures and speeds. Met. Mater. Int. 2014, 20, 291–296. [Google Scholar] [CrossRef]
- Kim, S.-H.; Lee, J.U.; Kim, Y.J.; Jung, J.-G.; Park, S.H. Controlling the microstructure and improving the tensile properties of extruded Mg-Sn-Zn alloy through Al addition. J. Alloy Compd. 2018, 751, 1–11. [Google Scholar] [CrossRef]
- Gu, X.-j.; Cheng, W.-l.; Cheng, S.-m.; Liu, Y.-h.; Wang, Z.-f.; Yu, H.; Cui, Z.-q.; Wang, L.-f.; Wang, H.-x. Tailoring the microstructure and improving the discharge properties of dilute Mg-Sn-Mn-Ca alloy as anode for Mg-air battery through homogenization prior to extrusion. J. Mater. Sci. Technol. 2021, 60, 77–89. [Google Scholar] [CrossRef]
- Pourbahari, B.; Mirzadeh, H.; Emamy, M.; Roumina, R. Enhanced ductility of a fine-grained Mg-Gd-Al-Zn magnesium alloy by hot extrusion. Adv. Eng. Mater. 2018, 20, 1701171. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, J.; Xie, J.; Liu, S.; He, Y.; Guan, K.; Wu, R. Developing a low-alloyed fine-grained Mg alloy with high strength-ductility based on dislocation evolution and grain boundary segregation. Scr. Mater. 2022, 209, 114414. [Google Scholar] [CrossRef]
- Gao, L.; Yan, H.; Luo, J.; Luo, A.A.; Chen, R. Microstructure and mechanical properties of a high ductility Mg–Zn–Mn–Ce magnesium alloy. J. Magnes. Alloy 2013, 1, 283–291. [Google Scholar] [CrossRef]
- Martynenko, N.S.; Lukyanova, E.A.; Serebryany, V.N.; Gorshenkov, M.V.; Shchetinin, I.V.; Raab, G.I.; Dobatkin, S.V.; Estrin, Y. Increasing strength and ductility of magnesium alloy WE43 by equal-channel angular pressing. Mater. Sci. Eng. A 2018, 712, 625–629. [Google Scholar] [CrossRef]
- Zhang, B.P.; Geng, L.; Huang, L.J.; Zhang, X.X.; Dong, C.C. Enhanced mechanical properties in fine-grained Mg-1.0Zn-0.5Ca alloys prepared by extrusion at different temperatures. Scr. Mater. 2010, 63, 1024–1027. [Google Scholar] [CrossRef]
- Tong, L.B.; Chu, J.H.; Sun, W.T.; Jiang, Z.H.; Zou, D.N.; Liu, S.F.; Kamado, S.; Zheng, M.Y. Development of a high-strength Mg alloy with superior ductility through a unique texture modification from equal channel angular pressing. J. Magnes. Alloy 2021, 9, 1007–1018. [Google Scholar] [CrossRef]
- Wang, S.; Ma, J.; Yang, J.; Zhang, W.; Sun, Y.; Pan, J.; Wang, H.; Chen, W. Improving the ductility of Mg-2.5Nd-0.5Zn-0.5Zr alloy by multi-pass hot rolling. J. Mater. Res. Technol. (JMRT) 2021, 14, 2124–2130. [Google Scholar] [CrossRef]
- Wei, X.; Jin, L.; Wang, F.; Li, J.; Ye, N.; Zhang, Z.; Dong, J. High strength and ductility Mg-8Gd-3Y-0.5Zr alloy with bimodal structure and nano-precipitates. J. Mater. Sci. Technol. 2020, 44, 19–23. [Google Scholar] [CrossRef]
- Li, H.-z.; Liu, R.-m.; Liang, X.-p.; Deng, M.; Liao, H.-j.; Huang, L. Effect of pre-deformation on microstructures and mechanical properties of high purity Al-Cu-Mg alloy. Trans. Nonferrous Met. Soc. China 2016, 26, 1482–1490. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | YS (MPa) | UTS (MPa) | EL (%) |
|---|---|---|---|
| As-cast alloy | 49 ± 5 | 133 ± 8 | 9.8 ± 2.1 |
| SS alloy | 44 ± 2 | 156 ± 6 | 18.5 ± 1.3 |
| ECAP 4P alloy | 82 ± 4 | 208 ± 2 | 14.0 ± 1.4 |
| ECAP 8P alloy | 94 ± 3 | 256 ± 3 | 13.8 ± 1.8 |
| ECAP 12P alloy | 115 ± 4 | 275 ± 5 | 10.1 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhuo, X.; Shao, C.; Zhang, P.; Hu, Z.; Liu, H. Effect of Equal Channel Angular Pressing on the Microstructure and Mechanical Properties of an Mg–5Sn Alloy. Metals 2022, 12, 1341. https://doi.org/10.3390/met12081341
Zhuo X, Shao C, Zhang P, Hu Z, Liu H. Effect of Equal Channel Angular Pressing on the Microstructure and Mechanical Properties of an Mg–5Sn Alloy. Metals. 2022; 12(8):1341. https://doi.org/10.3390/met12081341
Chicago/Turabian StyleZhuo, Xiaoru, Cong Shao, Peng Zhang, Zhichao Hu, and Huan Liu. 2022. "Effect of Equal Channel Angular Pressing on the Microstructure and Mechanical Properties of an Mg–5Sn Alloy" Metals 12, no. 8: 1341. https://doi.org/10.3390/met12081341