
Pure-Bend and Over-Bend Straightening Theory for In-Plane Curved Beams with Symmetrical Section and Straightening Mechanism Analysis




Abstract
:1. Introduction
2. Pure-Bend and Over-Bend Straightening Theory
2.1. Basic Assumptions
- (1)
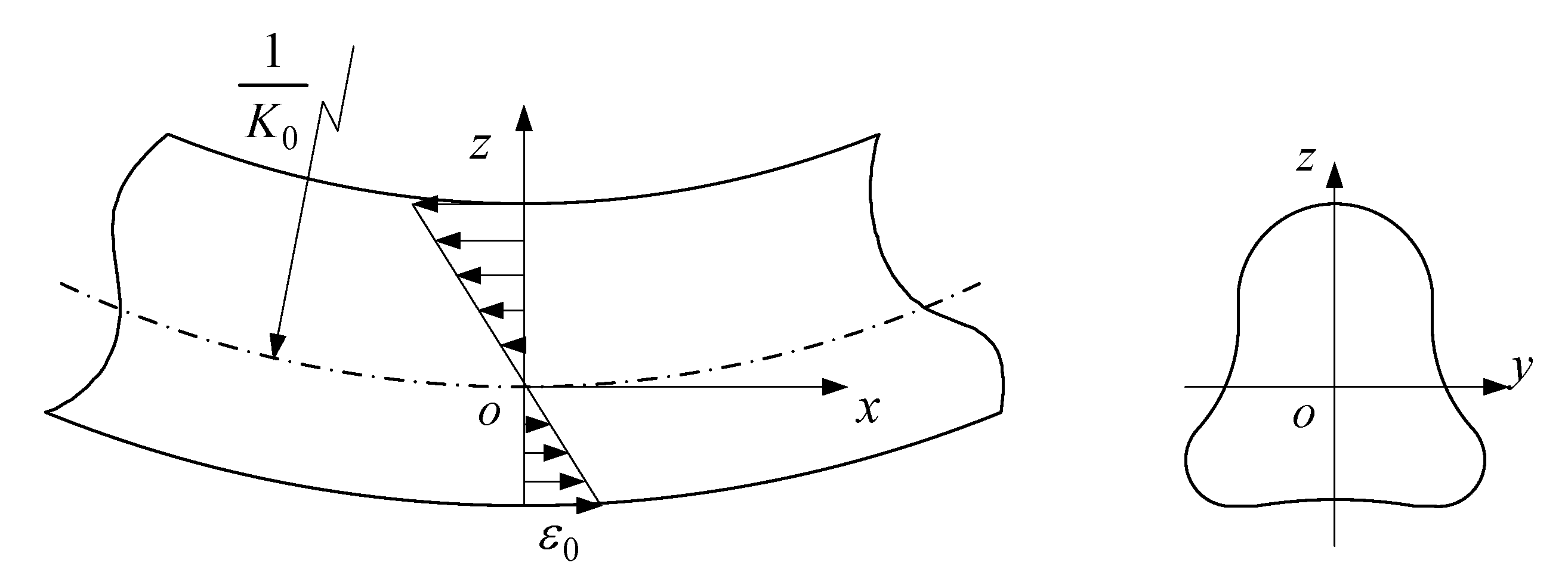
- Plane-curved beam: the cross-sectional centroid curve of the beam; that is, the axis is an in-plane curve, which is different from a straight beam and a space-curved beam, and the plane where the axis lies is called the bending plane;
- (2)
- Micro-beam section: an infinitesimal beam along the core line of cross-section can fully reflect the geometry information of the cross-section;
- (3)
- In-plane bending of the curved beam: the load applied to the curved beam only causes its deformation in the initial bending plane.
- (1)
- Neutral layer coinciding: the strain neutral layer, stress neutral layer, and geometric neutral layer always coincide during the deforming process;
- (2)
- Plane section: any cross-section of the curved beam remains a plane before and after deformation, and the cross-section is not distorted. Therefore, the strain on the cross-section is linearly distributed;
- (3)
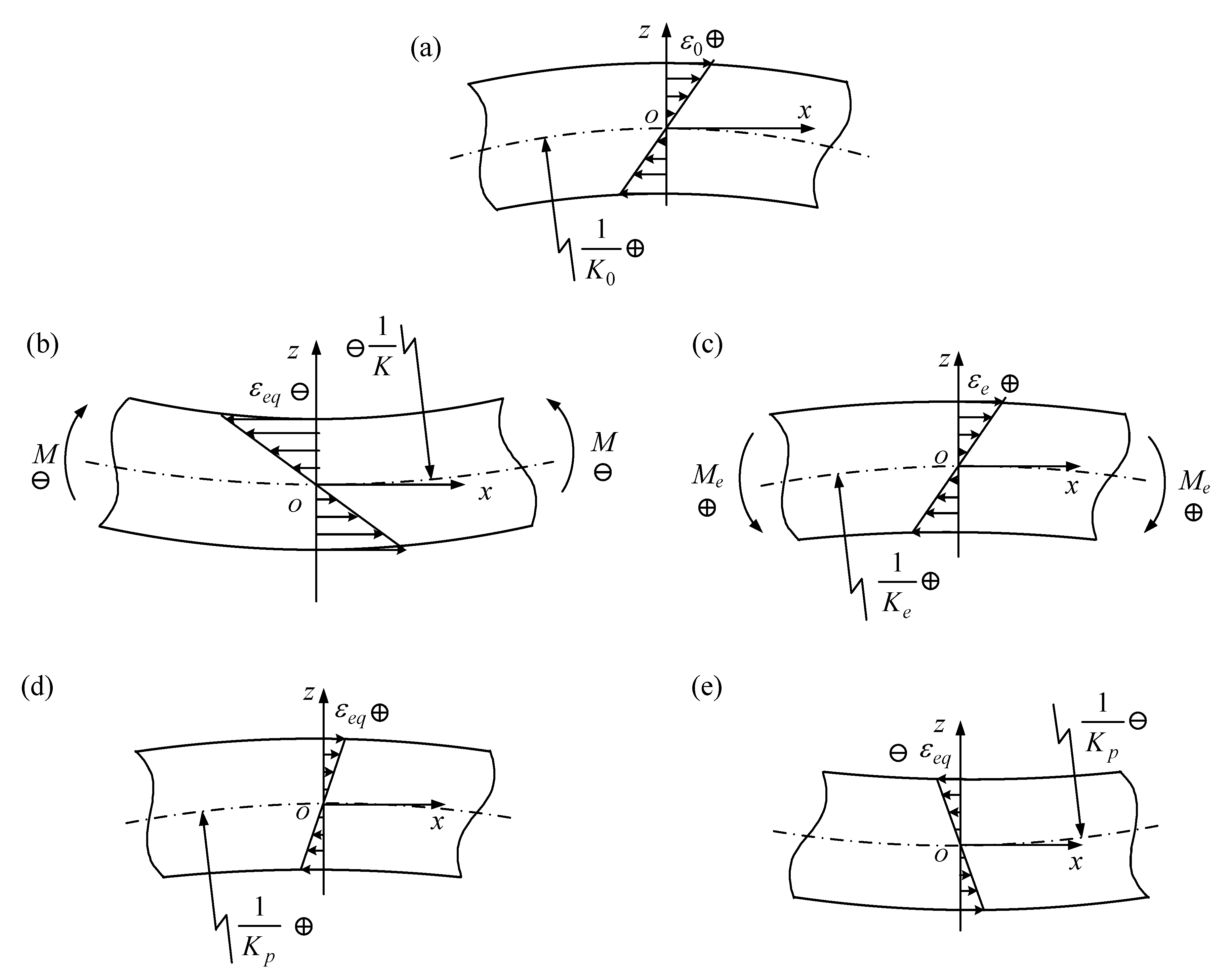
- Conventional elastic-plastic material model: the curved beam is a continuous homogeneous linear elastic body, which is consistent with Hooke’s law and classical elastic-plastic unloading law, as shown in Figure 3. The stress–strain relationship during loading is
- (4)
- Initial equivalent strain: the initial curvature of the initial micro-beam section is , and the initial equivalent strain is , where it is assumed that the curved beam is obtained by bending the straight beam in some way, and there is no distortion of the cross-section. According to the basic Assumption (2), the initial equivalent strain should satisfy the relationship:
2.2. Symbol System
2.3. Springback Analysis in Over-Bend Straightening
3. Process Mechanism of Over-Bend Straightening
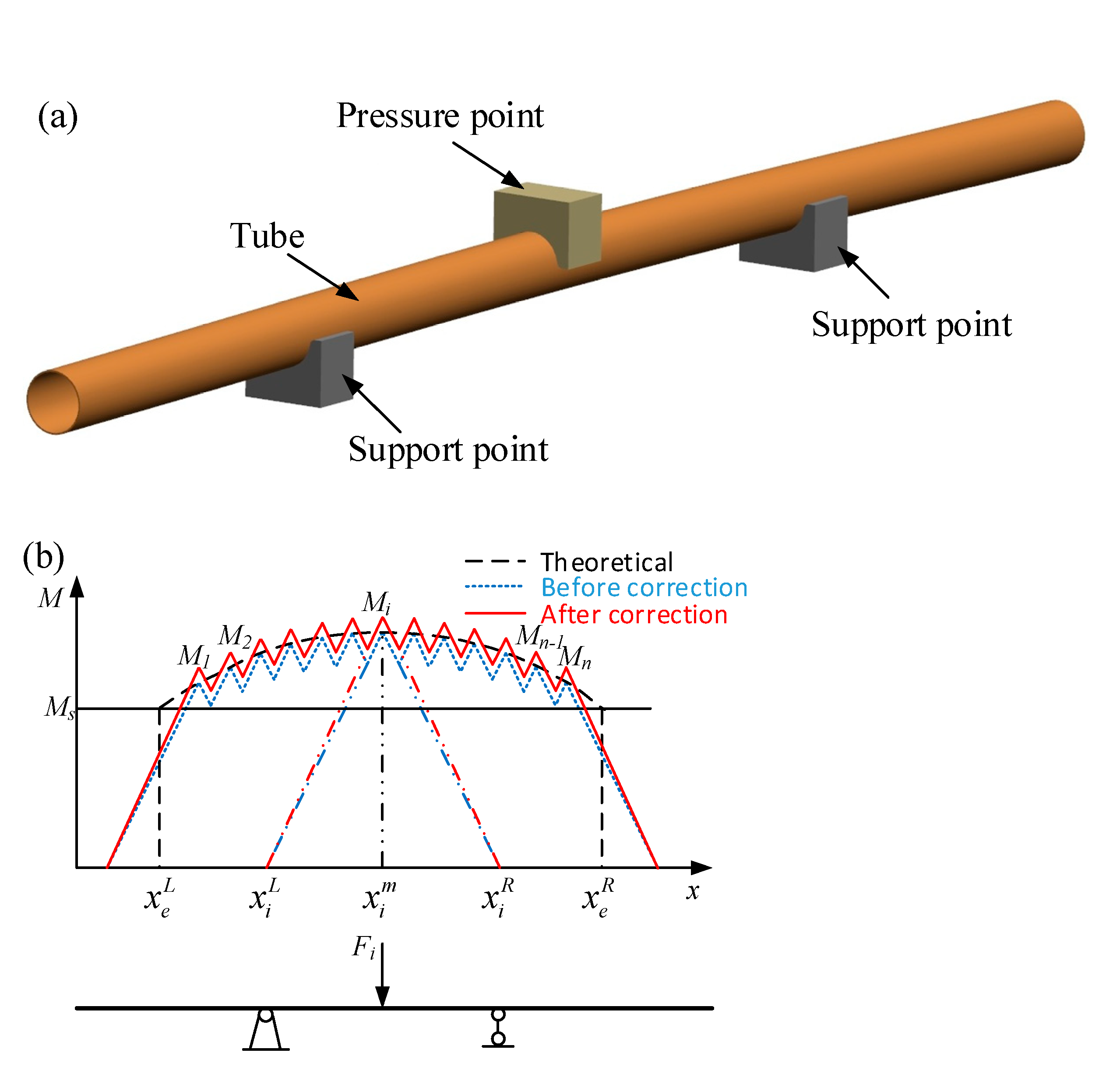
3.1. Three-Point Multi-Step Mold-Straightening Process
3.1.1. Straightening Mechanism and Strategy
- (1)
- Determine the initial curvature distribution and material performance parameters;
- (2)
- Calculation of theoretical straightening moment distribution : the moment is calculated according to the section shape, material performance, and initial curvature distribution;
- (3)
- Process planning: determine span (generally 1/3–2/3 of tube length), straightening times , left support point position of the first straightening and right support point position of the -th straightening, and calculate the support point and pressure point positions of the -th () straightening as follows:
- (4)
- Determine the load correction coefficient :
- (5)
- Determine the straightening load: the straightening force at the -th straightening is calculated as
- (6)
- Pressure straightening: press and straighten the workpiece according to the predicted process parameters;
- (7)
- Detect the residual straightness: the residual deflection after the straightening is detected, and then straightness is calculated and evaluated; if unqualified, repeat the above steps for second straightening; otherwise, the straightening is finished.
3.1.2. Process Evaluation
- (1)
- Based on the straightening theory, the macro load correction coefficient can reduce the error between the actual load and the theoretical calculation to obtain a better straightening effect but not eliminate it. Therefore, this method does not fully realize the continuous and complete loading of the theoretical straightening moment;
- (2)
- In the straightening process, the pipe has been moved many times, and the pressure point has to be loaded and unloaded repeatedly, so the straightening efficiency is low.
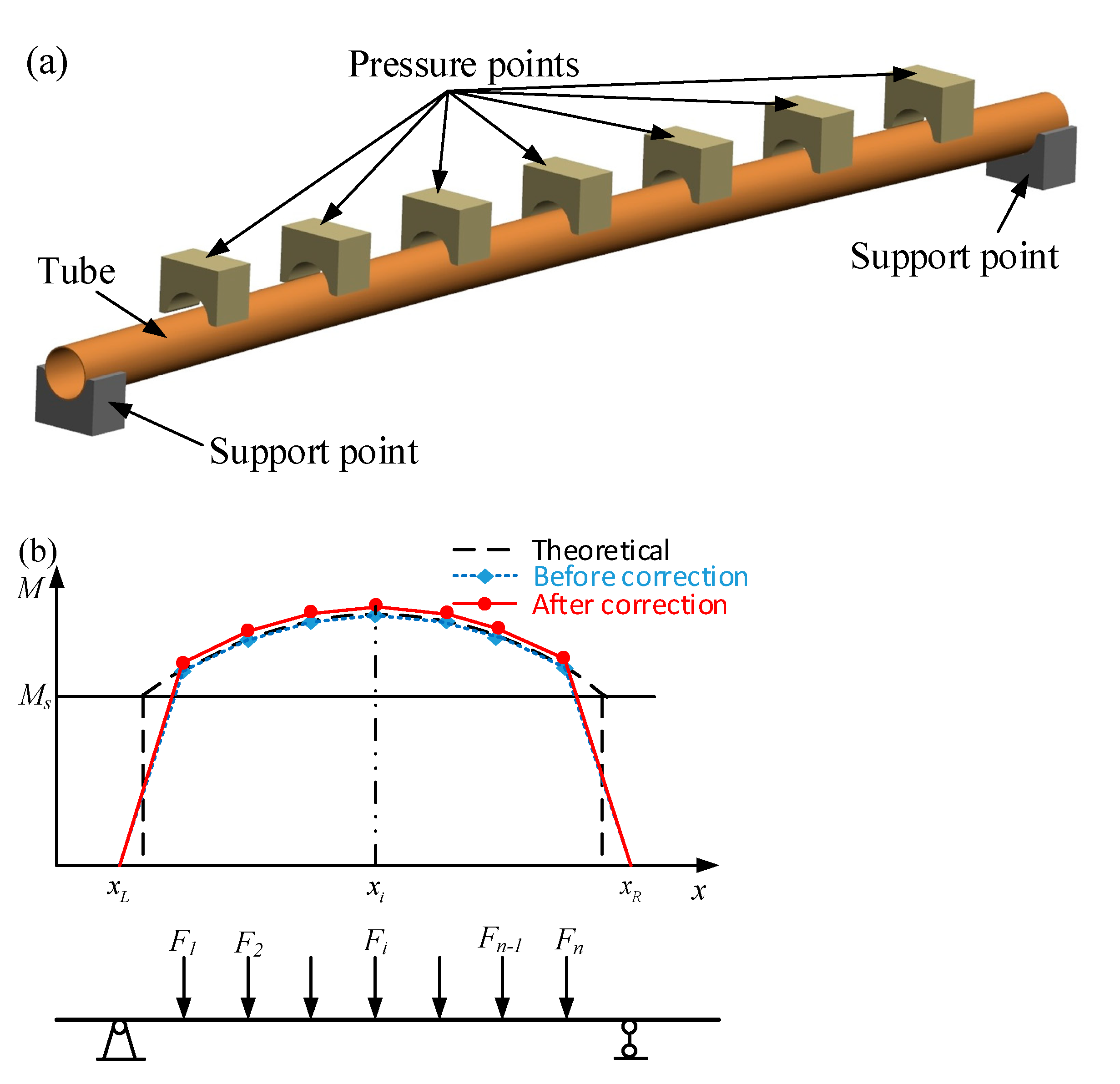
3.2. Multi-Point One-Time Mold-Straightening Process
3.2.1. Straightening Mechanism and Strategy
- (1)
- Determine the initial curvature distribution and material performance parameters;
- (2)
- Calculate the theoretical straightening moment distribution ;
- (3)
- Process planning: determine the positions and of supporting points at both ends and the number of pressing points (usually ). Calculate the position of the -th () pressing point as follows:
- (4)
- Determine the load correction coefficient ;
- (5)
- Determine the straightening load: according to the theoretical straightening moment at the -th pressing point , determine the straightening force as
- (6)
- Pressure straightening: according to the predicted parameters to straighten the workpiece by mold pressing;
- (7)
- Check the straightness after straightening: if the straightness after straightening is unqualified, repeat the above steps for the second straightening; otherwise, the straightening is finished.
3.2.2. Process Evaluation
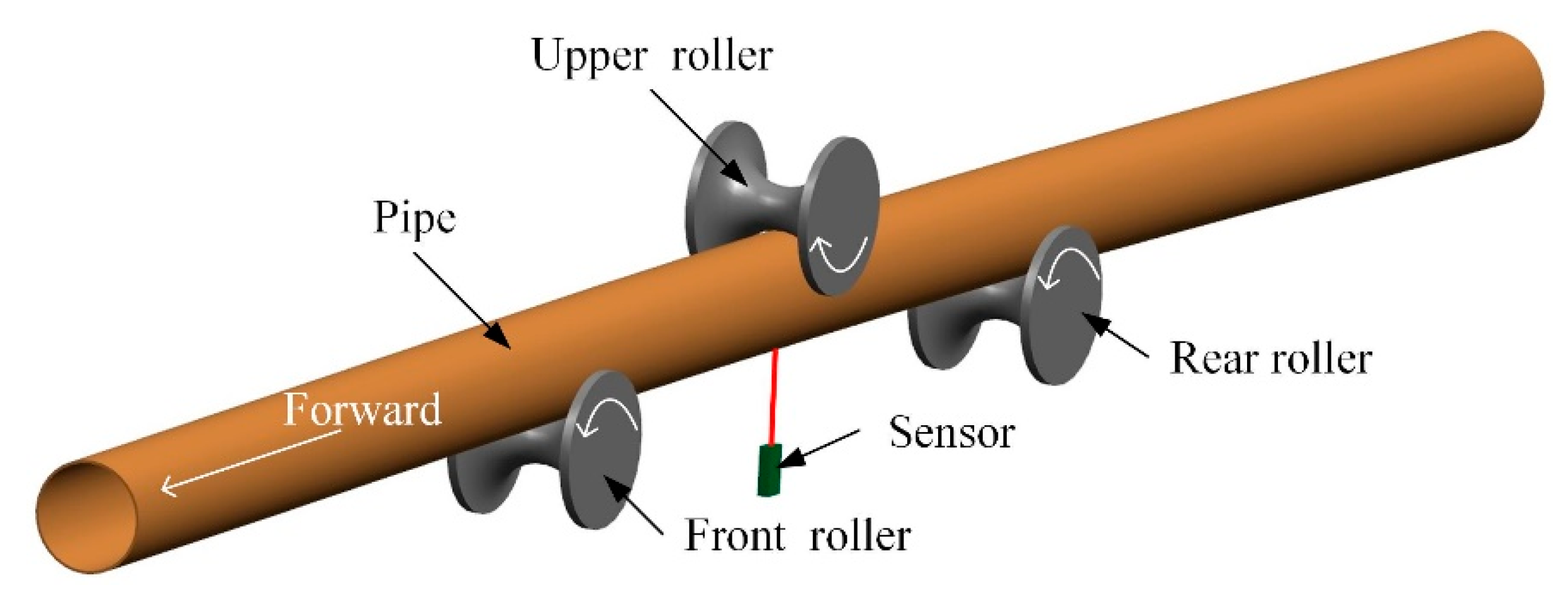
3.3. Three-Roll Continuous Straightening Process
3.3.1. Straightening Mechanism and Strategy
- (1)
- Deflection detection and straightness calculation: according to the local deflection detected by the laser displacement sensor, calculate the overall deflection and straightness and determine whether straightening is required;
- (2)
- Theoretical straightening moment calculation: calculate the initial curvature distribution according to the overall deflection and the corresponding theoretical straightening moment distribution based on the pure-bend and over-bend straightening theory;
- (3)
- Process planning: determine the distance between the two lower rollers;
- (4)
- Overall deflection control: the workpiece is continuously bent according to the predicted parameters;
- (5)
- Residual deflection detection: the laser displacement sensor is used to detect the residual deflection and calculate the straightness to determine whether it is qualified.
3.3.2. Process Evaluation
- (1)
- Using roller straightening instead of traditional mold-pressing can greatly improve straightening efficiency;
- (2)
- The continuous loading and precise control of the upper roll can completely load the theoretical moment to the corresponding section to achieve the precise straightening;
- (3)
- The integration of deflection detection and continuous straightening on one equipment simplifies the process flow and is easy to realize intellectualization.
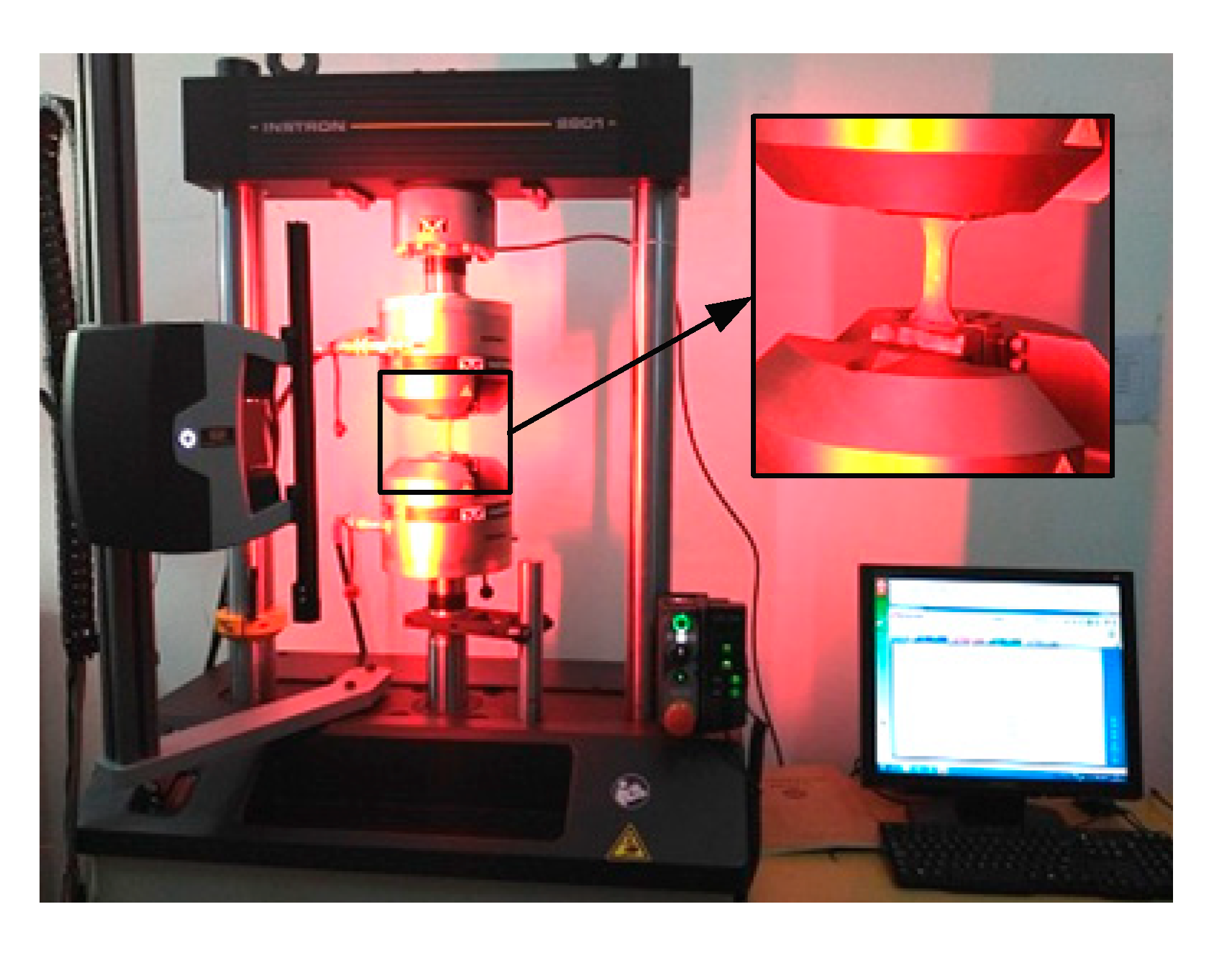
4. Experimental Study on Three-Roll Continuous Straightening Process for Tube
4.1. Measured Tubes
4.2. Experimental System and Scheme
- (1)
- Curved tube preparation: using a three-roll continuous straightening experimental system to roll straight tube to prepare different initial curvature distribution;
- (2)
- Deflection detection and deflection curve fitting: detect the local deflection, and use the eighth-order polynomial fitting to calculate the overall deflection distribution and straightness;
- (3)
- Calculation of straightening moment and straightening load: according to the initial deflection curve and over-bend straightening theory, calculate the theoretical straightening moment and load distribution;
- (4)
- Overall deflection control experiment: according to the calculated load, three-roll continuous straightening experiment was carried out to correct the overall deflection distribution;
- (5)
- Straightness inspection: local deflection inspection and overall deflection calculation were carried out for the straightened tube to evaluate whether the straightness is qualified.
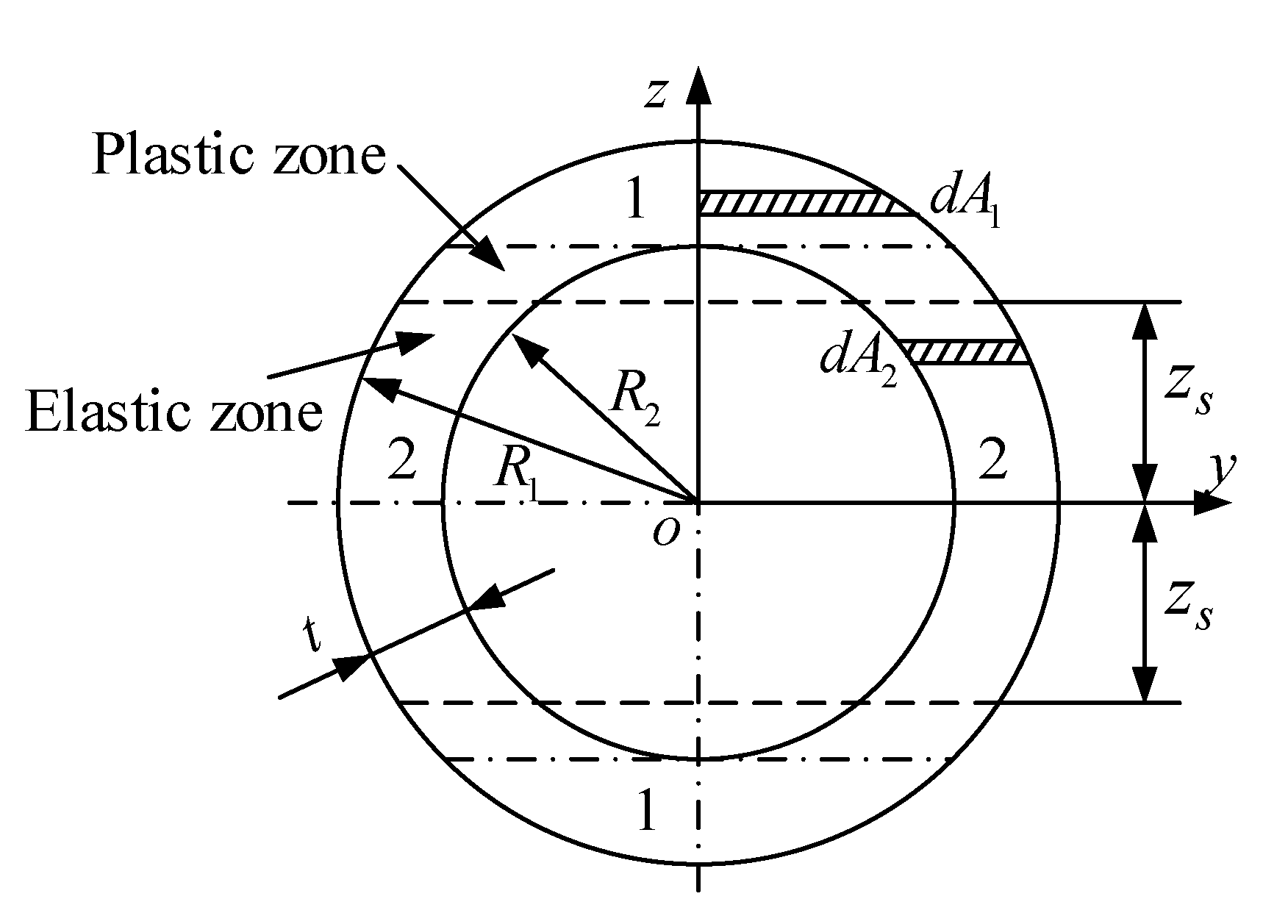
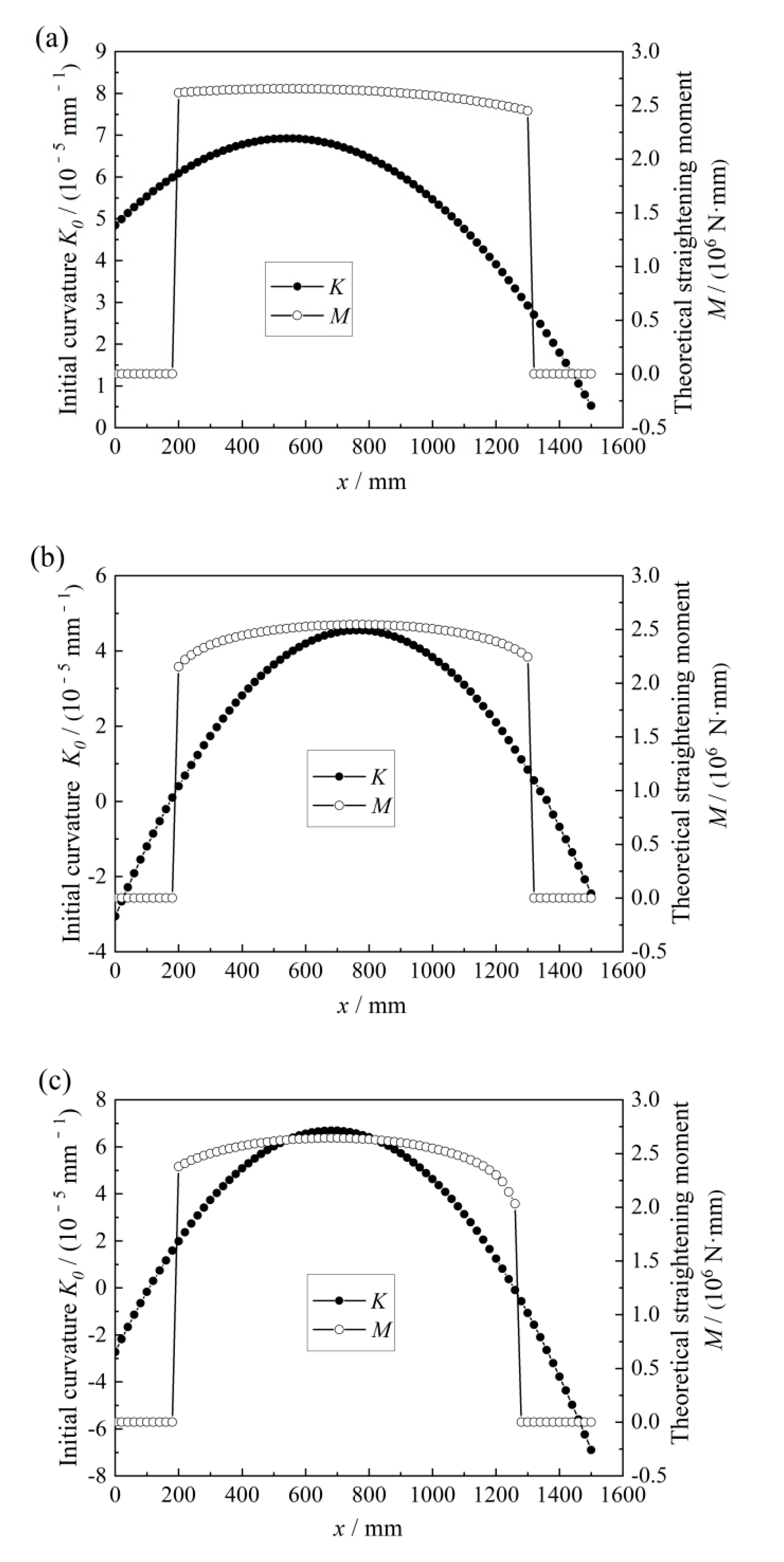
4.3. Theoretical Straightening Moment Calculation
4.4. Results and Discussions
5. Conclusions
- (1)
- A pure-bend and over-bend straightening theory for in-plane curved beam with symmetrical section was proposed based on the springback theory of small curvature plane bending. According to the general theory, the essence of the over-bend straightening process was revealed; that is, straightening is the loading process of the theoretical straightening moment or the realization process of the theoretical straightening curvature.
- (2)
- The straightening mechanism of the existing over-bend straightening process was analyzed based on the pure-bend and over-bend straightening theory. Specifically, a zigzag bending moment was applied in the three-point multi-step straightening process to approximate the smooth curve of theoretical straightening moment, while the multi-point one-time straightening technology was to discretize the theoretical distribution curve using the broken line, so both of them needed a load correction coefficient to compensate the error between the actual load and theoretical calculation.
- (3)
- Aiming at the problem of the mold-press straightening process, the three-roll continuous straightening process was proposed. The theoretical straightening moment is fully loaded into the corresponding section through the continuous loading of the upper roll, which theoretically realizes the one-time straightening. Moreover, the roll-pressing instead of mold-pressing can greatly improve the straightening efficiency.
- (4)
- Based on the over-bend straightening theory, and the characteristics of the annular section of the tube, a calculation model of the straightening moment distribution related to the initial curvature was further established.
- (5)
- The three-roll continuous straightening experiments were carried out, and the results showed that the straightness of the straightened tube could be controlled within 1.5‰, which meets the standard requirements. Therefore, it is suggested that the over-bend straightening theory can predict the load required for straightening an in-plane curved part, and the three-roller continuous straightening process is an efficient and highly accurate straightening technique.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Notations
| true stress | |
| true strain | |
| initial equivalent strain | |
| equivalent strain | |
| initial bending curvature | |
| the curvature after loading | |
| the curvature after unloading | |
| loading moment | |
| straightening force | |
| Young’s modulus | |
| the sectional moment of inertia | |
| cross-sectional area | |
| span, the distance between the two lower rollers | |
| load correction coefficient | |
| theoretical straightening moment distribution | |
| initial bending curvature distribution | |
| bending deformation energy | |
| outer diameter of pipe | |
| t | wall thickness of pipe |
| D | plastic tangent modulus |
| yield strength | |
| elastic ultimate moment |
References
- Wang, C.G.; Yu, G.C.; Wang, W.; Zhao, J. Deflection detection and curve fitting in three-roll continuous straightening process for LSAW pipes. J. Mater. Process. Technol. 2017, 255, 150–160. [Google Scholar] [CrossRef]
- Wang, C.G.; Zhang, Z.Y.; Zhai, R.X.; Yu, G.C.; Zhao, J. Cross-sectional distortion of LSAW pipes in over-bend straightening process. Thin-Walled Struct. 2018, 129, 85–93. [Google Scholar] [CrossRef]
- Yu, G.C.; Zhai, R.X.; Zhao, J.; Ma, R. Theoretical analysis and numerical simulation on the process mechanism of two-roller straightening. Int. J. Adv. Manuf. Technol. 2017, 94, 4011–4021. [Google Scholar] [CrossRef]
- Meng, Q.D.; Zhao, J.; Mu, Z.K.; Zhai, R.X.; Yu, G.C. Springback prediction of multiple reciprocating bending based on different hardening models. J. Manuf. Process. 2022, 76, 251–263. [Google Scholar] [CrossRef]
- Zhao, J.; Song, X.K.; Cao, H.Q.; Liu, J. Press straightening control strategy of multi-step three-point bending for LSAW pipes. J. Harbin Inst. Technol. 2014, 46, 90–96. [Google Scholar] [CrossRef]
- Zhao, J.; Song, X.K.; Cao, H.Q.; Liu, J. Principle of Multi-point Bending One-off Straightening Process for Longitudinally Submerged Arc Welding Pipes. Chin. J. Mech. Eng. 2014, 50, 92–97. [Google Scholar] [CrossRef]
- Li, J.; Xiong, G.L. Study on calculation method of press straightening stroke based on straightening process model. In Key Engineering Materials; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2007; Volume 340–341, pp. 1345–1350. [Google Scholar] [CrossRef]
- Pei, Y.-C.; Wang, J.-W.; Tan, Q.-C.; Yuan, D.-Z.; Zhang, F. An investigation on the bending straightening process of D-type cross section shaft. Int. J. Mech. Sci. 2017, 131–132, 1082–1091. [Google Scholar] [CrossRef]
- Song, Y. Load-deflection model for T-section rail press straightening process under lateral loads. Clust. Comput. 2018, 22, 2955–2961. [Google Scholar] [CrossRef]
- Yin, J.; Zhao, J.; Wang, S.; Li, Y. Multiroller straightening analytical model of H-beam. Ironmak. Steelmak. 2013, 41, 521–528. [Google Scholar] [CrossRef]
- Liu, X.W.; Zhang, S.Q.; Wang, H.G.; Liu, H.S. Theoretical research of residual stress on H-beam roller straightening. In Advanced Materials Research; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2012; pp. 258–262. [Google Scholar] [CrossRef]
- Huang, X.; Yu, G.; Sun, H.; Zhao, J. A mechanical model of axial and circumferential bidirectional deformation for large thin-walled pipes in the process of continuous and synchronous calibration of roundness and straightness by three rollers. Int. J. Adv. Manuf. Technol. 2021, 116, 3809–3826. [Google Scholar] [CrossRef]
- Huang, X.Y.; Yu, G.C.; Wang, C.G.; Zhao, J. Deformation mechanism analysis of three-roller continuous and synchronous calibration process of straightness and roundness for LSAW pipes. Int. J. Adv. Manuf. Technol. 2022, 121, 1731–1742. [Google Scholar] [CrossRef]
- Guan, B.; Zang, Y.; Wu, D.; Qin, Q. Stress-inheriting behavior of H-beam during roller straightening process. J. Mater. Process. Technol. 2017, 244, 253–272. [Google Scholar] [CrossRef]
- Ma, R.; Wang, C.G.; Zhai, R.X.; Zhao, J. An iterative compensation algorithm for springback control in plane deformation and its application. Chin. J. Mech. Eng. 2019, 32, 212–223. [Google Scholar] [CrossRef]
- Mu, Z.; Ma, R.; Zhao, J.; Yu, G.; Sun, H. Research on iterative compensation method for springback control based on implicit equation. Int. J. Mater. Form. 2021, 14, 1097–1108. [Google Scholar] [CrossRef]
- Hong, L.; Xiong, X. Research on straightening process model based on iteration and self-learning. In Proceedings of the 2016 IEEE 11th Conference on Industrial Electronics and Applications (ICIEA), Hefei, China, 5–7 June 2016; pp. 2400–2406. [Google Scholar] [CrossRef]
- Song, D.F. Numerical Simulation of Straightening of Steel Pipe for Press Straightening Machine. Adv. Mater. Res. 2010, 145, 493–498. [Google Scholar] [CrossRef]
- Nassiraei, H.; Lotfollahi-Yaghin, M.; Ahmadi, H.; Zhu, L. Static strength of doubler plate reinforced tubular T/Y-joints under in-plane bending load. J. Constr. Steel Res. 2017, 136, 49–64. [Google Scholar] [CrossRef]
- Nassiraei, H.; Rezadoost, P. Local joint flexibility of tubular T/Y-joints retrofitted with GFRP under in-plane bending moment. Mar. Struct. 2021, 77, 102936. [Google Scholar] [CrossRef]
- Huang, X.Y.; Yu, G.C.; Zhai, R.X.; Ma, R.; Zhou, C.; Gao, C.L.; Zhao, J. Roller Design and Numerical Simulation of Three-roller Continuous and Synchronous Adjusting Straightness and Roundness Process on LSAW Pipes. Chin. J. Mech. Eng. 2021, 57, 148–159. [Google Scholar] [CrossRef]
- Meng, Q.; Yu, G.; Huang, X.; Sun, H.; Zhao, J. Study on a straightening process by reciprocating bending for metal profiles. Met. Res. Technol. 2021, 118, 605. [Google Scholar] [CrossRef]
- Lee, J.-S.; Huh, H.; Bae, J.-G.; Lee, J.-W.; Kim, D.-T. Design Optimization of Roller Straightening Process for Steel Cord using Response Surface Methodology. AIP Conf. Proc. 2007, 908, 581–588. [Google Scholar] [CrossRef]
- Cao, H.Q.; Yu, G.C.; Yang, C.F.; Zhao, J. Research on a Control Strategy of the Symmetrical Four-Roller Bending Process Based on Experiment and Numerical Simulation. Symmetry 2021, 13, 940. [Google Scholar] [CrossRef]
- Timakov, E.V.; Dubinskiy, F.S. Numerical Analysis and Simulation of the Straightening Process of Heavy Rails on a Horizontal Roller-Straightening Machine. In Materials Science Forum; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2019; Volume 946, pp. 775–781. [Google Scholar] [CrossRef]
- Zhao, J.; Yin, J.; Ma, R. Springback equation of small curvature plane bending. Sci. China Technol. Sci. 2011, 54, 2386–2396. [Google Scholar] [CrossRef]
- American Society of Testing Materials. Standard Practice for Strain-Controlled Fatigue Testing; American Society for Testing and Materials: West Conshohocken, PA, USA, 1998. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Outer Diameter /mm | Wall Thickness t/mm | Length L/mm | Young’s Modulus E/GPa | Plastic Tangent Modulus D/MPa | Yield Strength /MPa |
|---|---|---|---|---|---|
| 63 | 3.1 | 1500 | 204 | 21,684 | 253 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Yu, G.; Zhao, J.; Liu, W. Pure-Bend and Over-Bend Straightening Theory for In-Plane Curved Beams with Symmetrical Section and Straightening Mechanism Analysis. Metals 2022, 12, 1362. https://doi.org/10.3390/met12081362
Wang C, Yu G, Zhao J, Liu W. Pure-Bend and Over-Bend Straightening Theory for In-Plane Curved Beams with Symmetrical Section and Straightening Mechanism Analysis. Metals. 2022; 12(8):1362. https://doi.org/10.3390/met12081362
Chicago/Turabian StyleWang, Chunge, Gaochao Yu, Jun Zhao, and Wen Liu. 2022. "Pure-Bend and Over-Bend Straightening Theory for In-Plane Curved Beams with Symmetrical Section and Straightening Mechanism Analysis" Metals 12, no. 8: 1362. https://doi.org/10.3390/met12081362
APA StyleWang, C., Yu, G., Zhao, J., & Liu, W. (2022). Pure-Bend and Over-Bend Straightening Theory for In-Plane Curved Beams with Symmetrical Section and Straightening Mechanism Analysis. Metals, 12(8), 1362. https://doi.org/10.3390/met12081362