Effect of Multiple Shot Peening on Residual Stress and Microstructure of CNT/Al−Mg−Si Alloy Composite

Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
3.1. Surface Topography after Multiple Shot Peening
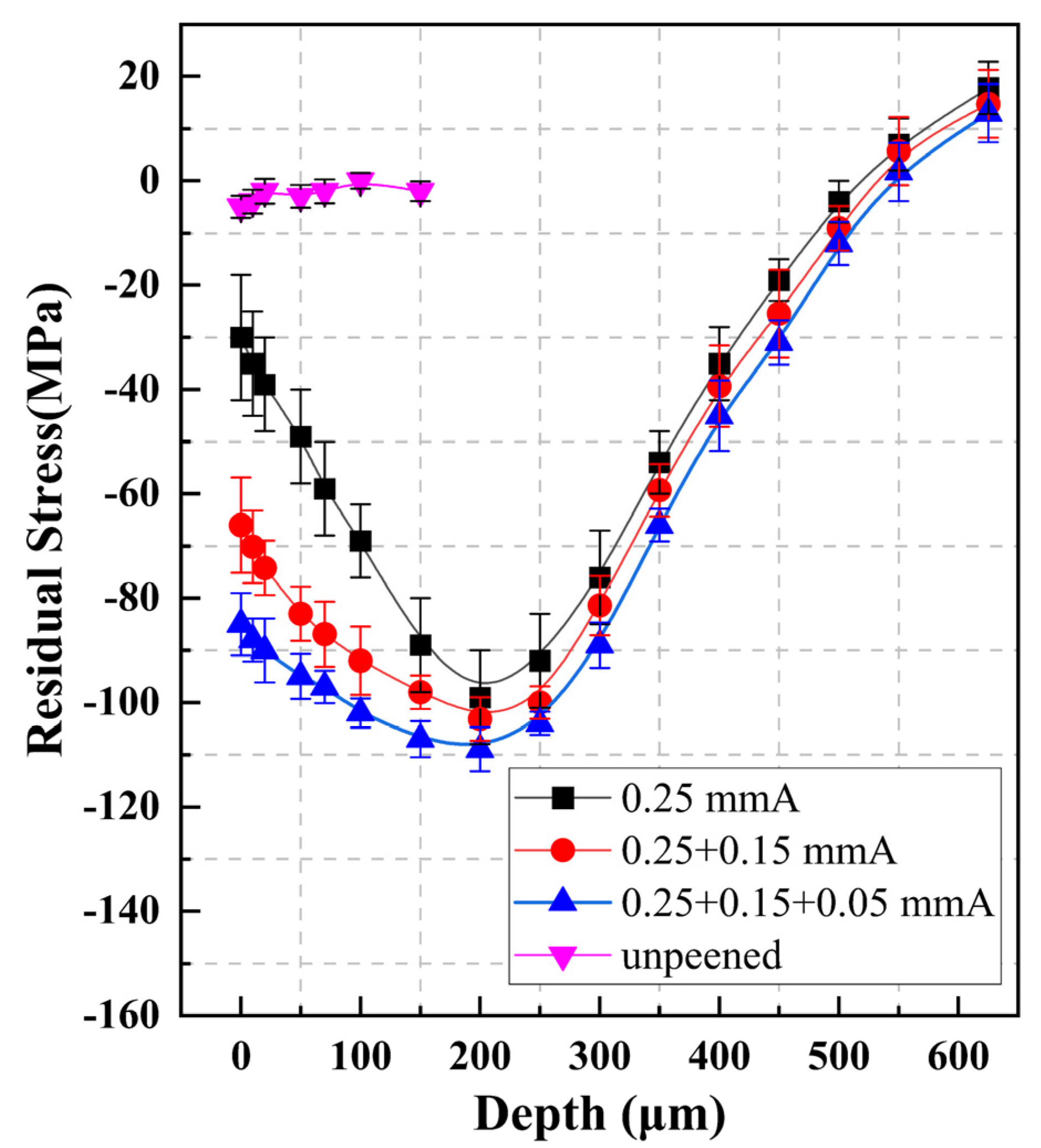
3.2. Residual Stresses Distribution after Multiple Shot Peening
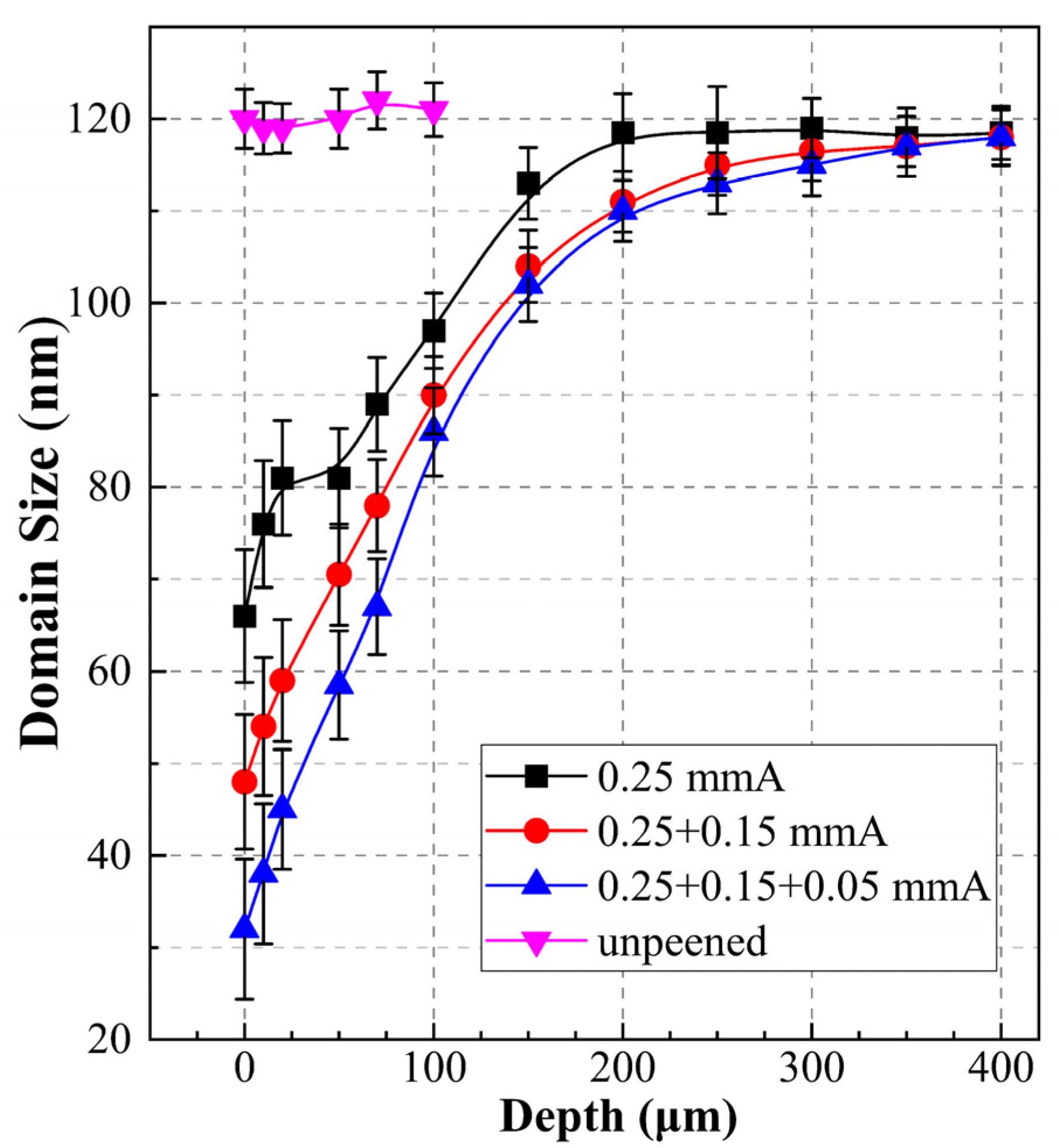
3.3. Domain Size and Microstrain after Multiple Shot Peening
3.4. Dislocation Density Variations after Multiple Shot Peening
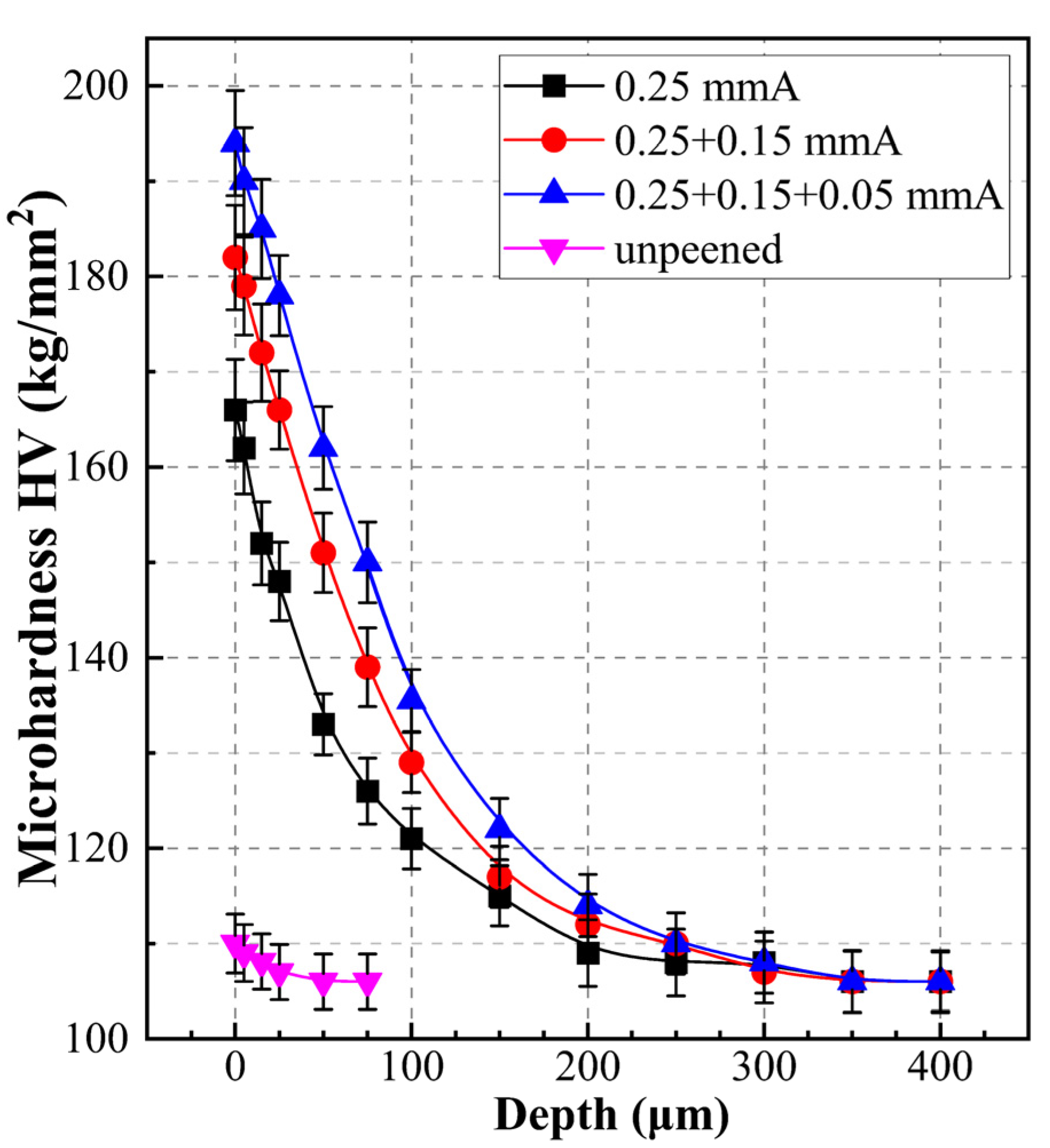
3.5. Microhardness Variance of Multiple Peened Layers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bagherifard, S. Enhancing the Structural Performance of Lightweight Metals by Shot Peening. Adv. Eng. Mater. 2019, 21, 1801140. [Google Scholar] [CrossRef]
- Xu, R.; Tan, Z.; Fan, G.; Ji, G.; Xiong, D.-B.; Guo, Q.; Su, Y.; Li, Z.; Zhang, D. High−strength CNT/Al−Zn−Mg−Cu composites with improved ductility achieved by flake powder metallurgy via elemental alloying. Compos. Part A Appl. Sci. Manuf. 2018, 111, 1–11. [Google Scholar] [CrossRef]
- Shin, S.E.; Bae, D.H. Fatigue behavior of Al2024 alloy−matrix nanocomposites reinforced with multi−walled carbon nanotubes. Compos. Part B Eng. 2018, 134, 61–68. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Zhao, K.; Xiao, B.L.; Wang, W.G.; Ma, Z.Y. Fabrication of CNT/Al composites with low damage to CNTs by a novel solution−assisted wet mixing combined with powder metallurgy processing. Mater. Des. 2016, 97, 424–430. [Google Scholar] [CrossRef]
- Najimi, A.A.; Shahverdi, H.R. Microstructure and mechanical characterization of Al6061−CNT nanocomposites fabricated by spark plasma sintering. Mater. Charact. 2017, 133, 44–53. [Google Scholar] [CrossRef]
- Bi, S.; Liu, Z.Y.; Yu, B.H.; Ma, G.N.; Wu, L.H.; Xiao, B.L.; Ma, Z.Y. Superplastic deformation behavior of carbon nanotube reinforced 7055 Al alloy composites. Mater. Sci. Eng. A 2020, 797, 140263. [Google Scholar] [CrossRef]
- Meng, X.; Liu, T.; Shi, C.; Liu, E.; He, C.; Zhao, N. Synergistic effect of CNTs reinforcement and precipitation hardening in in−situ CNTs/Al–Cu composites. Mater. Sci. Eng. A 2015, 633, 103–111. [Google Scholar] [CrossRef]
- Wang, C.; Wang, C.; Wang, L.; Lai, Y.; Li, K.; Zhou, Y. A dislocation density–based comparative study of grain refinement, residual stresses, and surface roughness induced by shot peening and surface mechanical attrition treatment. Int. J. Adv. Manuf. Technol. 2020, 108, 505–525. [Google Scholar] [CrossRef]
- Zhang, Z.W.; Liu, Z.Y.; Xiao, B.L.; Ni, D.R.; Ma, Z.Y. High efficiency dispersal and strengthening of graphene reinforced aluminum alloy composites fabricated by powder metallurgy combined with friction stir processing. Carbon 2018, 135, 215–223. [Google Scholar] [CrossRef]
- Kwon, H.; Estili, M.; Takagi, K.; Miyazaki, T.; Kawasaki, A. Combination of hot extrusion and spark plasma sintering for producing carbon nanotube reinforced aluminum matrix composites. Carbon 2009, 47, 570–577. [Google Scholar] [CrossRef]
- Mondal, S. Aluminum or Its Alloy Matrix Hybrid Nanocomposites. Met. Mater. Int. 2020, 27, 2188–2204. [Google Scholar]
- Trinh, P.V.; Luan, N.V.; Phuong, D.D.; Minh, P.N.; Weibel, A.; Mesguich, D.; Laurent, C. Microstructure, microhardness and thermal expansion of CNT/Al composites prepared by flake powder metallurgy. Compos. Part A Appl. Sci. Manuf. 2018, 105, 126–137. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Xiao, B.L.; Wang, W.G.; Ma, Z.Y. Modelling of carbon nanotube dispersion and strengthening mechanisms in Al matrix composites prepared by high energy ball milling−powder metallurgy method. Compos. Part A Appl. Sci. Manuf. 2017, 94, 189–198. [Google Scholar] [CrossRef]
- Chen, M.; Fan, G.; Tan, Z.; Yuan, C.; Guo, Q.; Xiong, D.; Chen, M.; Zheng, Q.; Li, Z.; Zhang, D. Heat treatment behavior and strengthening mechanisms of CNT/6061Al composites fabricated by flake powder metallurgy. Mater. Charact. 2019, 153, 261–270. [Google Scholar] [CrossRef]
- Chen, M.; Fan, G.; Tan, Z.; Xiong, D.; Guo, Q.; Su, Y.; Zhang, J.; Li, Z.; Naito, M.; Zhang, D. Design of an efficient flake powder metallurgy route to fabricate CNT/6061Al composites. Mater. Des. 2018, 142, 288–296. [Google Scholar] [CrossRef]
- Cao, P.; So, K.P.; Yang, Y.; Park, J.G.; Li, M.; Yan, L.; Hu, J.; Kirk, M.; Li, M.; Lee, Y.H.; et al. Carbon nanotube (CNT) metal composites exhibit greatly reduced radiation damage. Acta Mater. 2021, 203, 116483. [Google Scholar] [CrossRef]
- So, K.P.; Kushima, A.; Park, J.G.; Liu, X.; Keum, D.H.; Jeong, H.Y.; Yao, F.; Joo, S.H.; Kim, H.S.; Kim, H.; et al. Intragranular Dispersion of Carbon Nanotubes Comprehensively Improves Aluminum Alloys. Adv. Sci. 2018, 5, 1800115. [Google Scholar] [CrossRef]
- Cao, L.; Chen, B.; Wan, J.; Kondoh, K.; Guo, B.; Shen, J.; Li, J.S. Superior high−temperature tensile properties of aluminum matrix composites reinforced with carbon nanotubes. Carbon 2022, 191, 403–414. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Imai, H.; Umeda, J.; Takahashi, M.; Kondoh, K. Solid−state interfacial reaction and load transfer efficiency in carbon nanotubes (CNTs)−reinforced aluminum matrix composites. Carbon 2017, 114, 198–208. [Google Scholar] [CrossRef]
- Khanna, V.; Kumar, V.; Bansal, S.A. Mechanical properties of aluminium−graphene/carbon nanotubes (CNTs) metal matrix composites: Advancement, opportunities and perspective. Mater. Res. Bull. 2021, 138, 111224. [Google Scholar] [CrossRef]
- Shin, S.E.; Ko, Y.J.; Bae, D.H. Mechanical and thermal properties of nanocarbon−reinforced aluminum matrix composites at elevated temperatures. Compos. Part B Eng. 2016, 106, 66–73. [Google Scholar] [CrossRef]
- Mokdad, F.; Chen, D.L.; Liu, Z.Y.; Ni, D.R.; Xiao, B.L.; Ma, Z.Y. Hot deformation and activation energy of a CNT−reinforced aluminum matrix nanocomposite. Mater. Sci. Eng. A 2017, 695, 322–331. [Google Scholar] [CrossRef]
- Sahu, P.; Pradhan, S.K.; De, A. X-ray diffraction studies of the decomposition and microstructural characterization of cold−worked powders of Cu−15Ni−Sn alloys by Rietveld analysis. J. Alloy. Compd. 2004, 377, 103–116. [Google Scholar] [CrossRef]
- Chandan, A.K.; Hung, P.T.; Kishore, K.; Kawasaki, M.; Chakraborty, J.; Gubicza, J. On prominent TRIP effect and non−basal slip in a TWIP high entropy alloy during high−pressure torsion processing. Mater. Charact. 2021, 178, 111284. [Google Scholar] [CrossRef]
- Boukeffa, S.; Tebib, W.; Laidi, R.; Redouani, L.; Bououdina, M. Parametrics XRD Rietveld refinements of mechanically activated solid−state reactions in iron−brass alloy. Mater. Today Commun. 2022, 32, 104150. [Google Scholar] [CrossRef]
- Wang, Y.; Li, C.; Yang, H.; Wang, X.; Deng, J.; Yu, X. The growth of anti−friction and wear−resistance TiO2 nanotube arrays driven by residual stress. Tribol. Int. 2021, 154, 106736. [Google Scholar] [CrossRef]
- Rajaguru, J.; Arunachalam, N. A comprehensive investigation on the effect of flood and MQL coolant on the machinability and stress corrosion cracking of super duplex stainless steel. J. Mater. Process. Technol. 2020, 276, 116417. [Google Scholar]
- Hultgren, G.; Mansour, R.; Barsoum, Z.; Olsson, M. Fatigue probability model for AWJ−cut steel including surface roughness and residual stress. J. Constr. Steel Res. 2021, 179, 106537. [Google Scholar] [CrossRef]
- George, R.; Kashyap, K.T.; Rahul, R.; Yamdagni, S. Strengthening in carbon nanotube/aluminium (CNT/Al) composites. Scr. Mater. 2005, 53, 1159–1163. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Shots Material | Shot Diameter (mm) | Peening Intensity (mmA) | Peening Time (s) |
|---|---|---|---|---|
| 1 | ceramic | 0.25 | 0.25 | 30 |
| 2 | ceramic | 0.25, 0.125 | 0.25, 0.15 | 30 + 30 |
| 3 | ceramic | 0.25, 0.125 | 0.25, 0.15, 0.05 | 30 + 30 + 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, K.; Li, Z.; Fan, G.; Jiang, C. Effect of Multiple Shot Peening on Residual Stress and Microstructure of CNT/Al−Mg−Si Alloy Composite. Metals 2022, 12, 1412. https://doi.org/10.3390/met12091412
Zhu K, Li Z, Fan G, Jiang C. Effect of Multiple Shot Peening on Residual Stress and Microstructure of CNT/Al−Mg−Si Alloy Composite. Metals. 2022; 12(9):1412. https://doi.org/10.3390/met12091412
Chicago/Turabian StyleZhu, Kaiyuan, Zhiqiang Li, Genlian Fan, and Chuanhai Jiang. 2022. "Effect of Multiple Shot Peening on Residual Stress and Microstructure of CNT/Al−Mg−Si Alloy Composite" Metals 12, no. 9: 1412. https://doi.org/10.3390/met12091412