
Fabrication and Investigation of Abrasive Wear Behavior of AZ31-WC-Graphite Hybrid Nanocomposites


Abstract
:1. Introduction
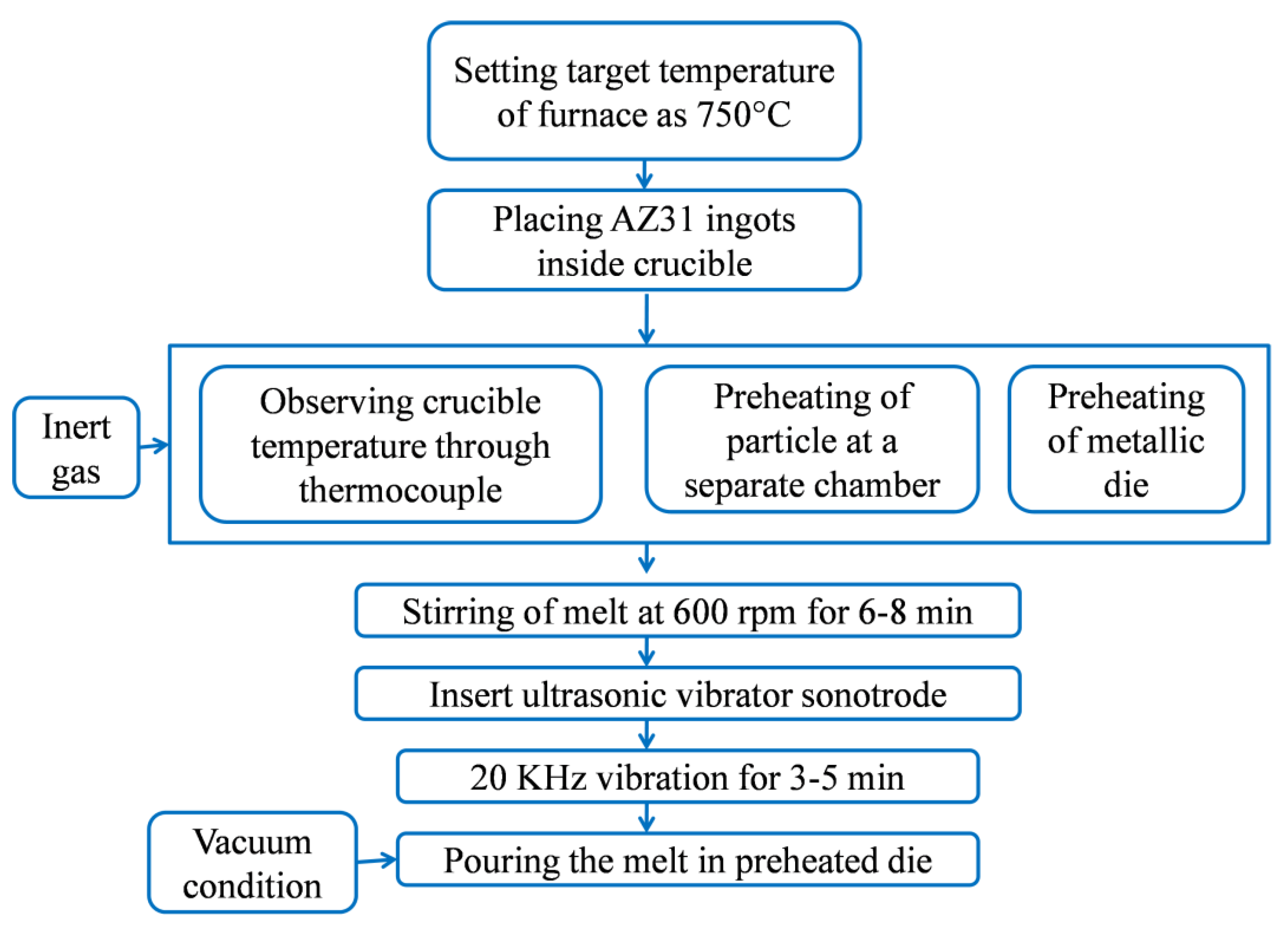
2. Materials and Methods
3. Results
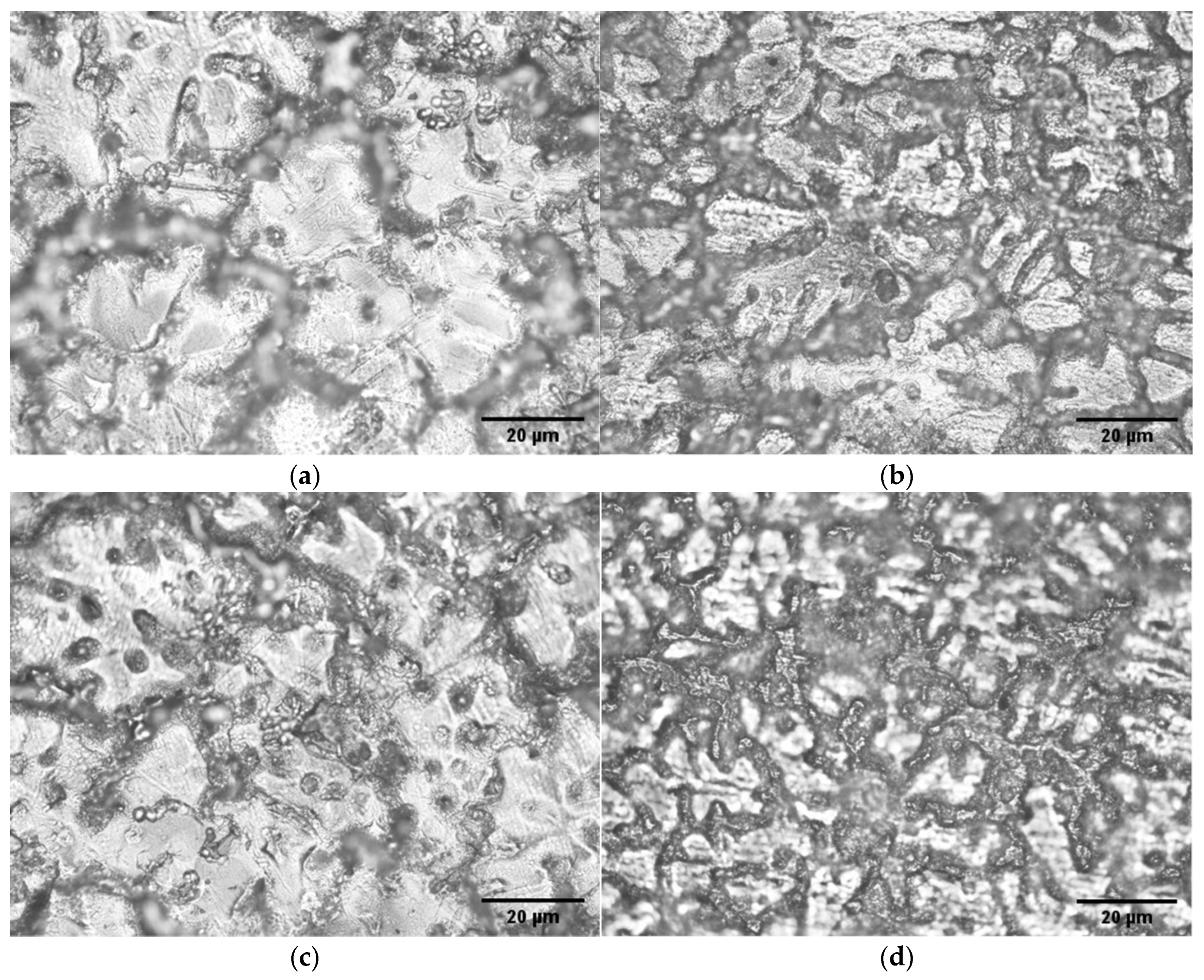
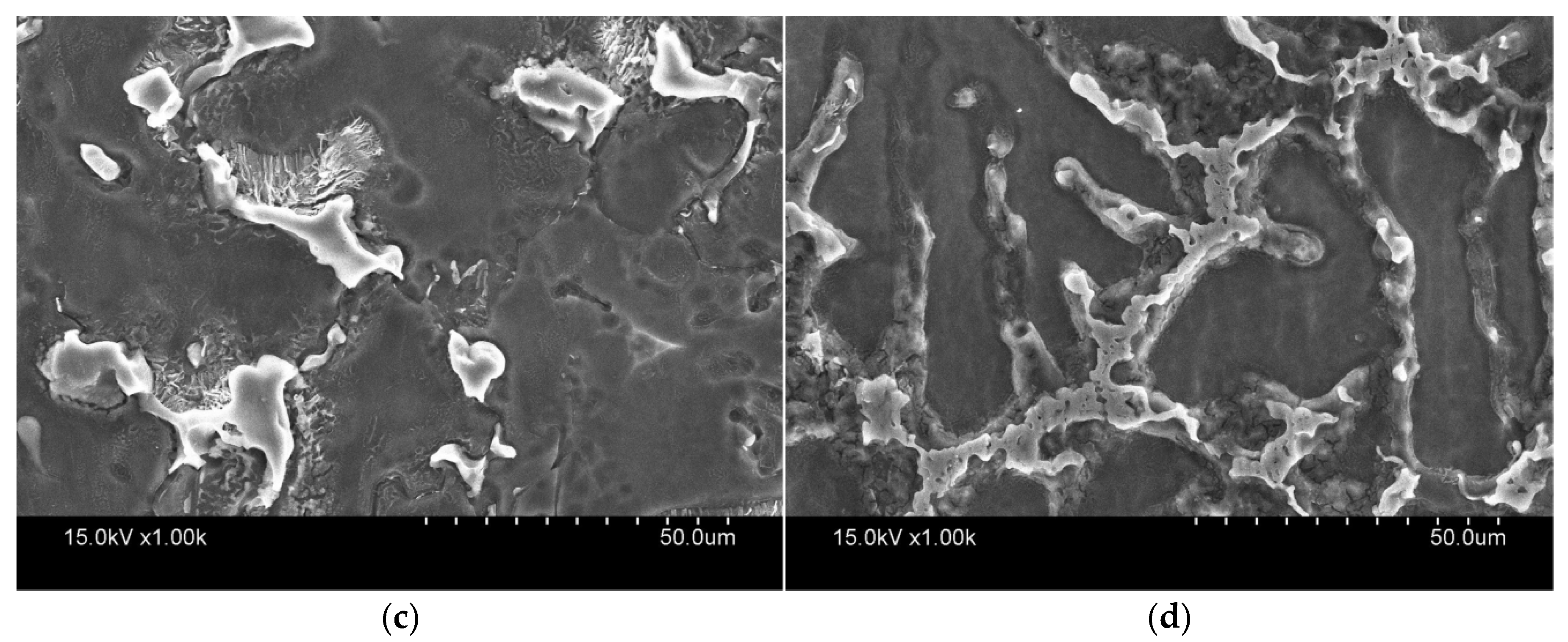
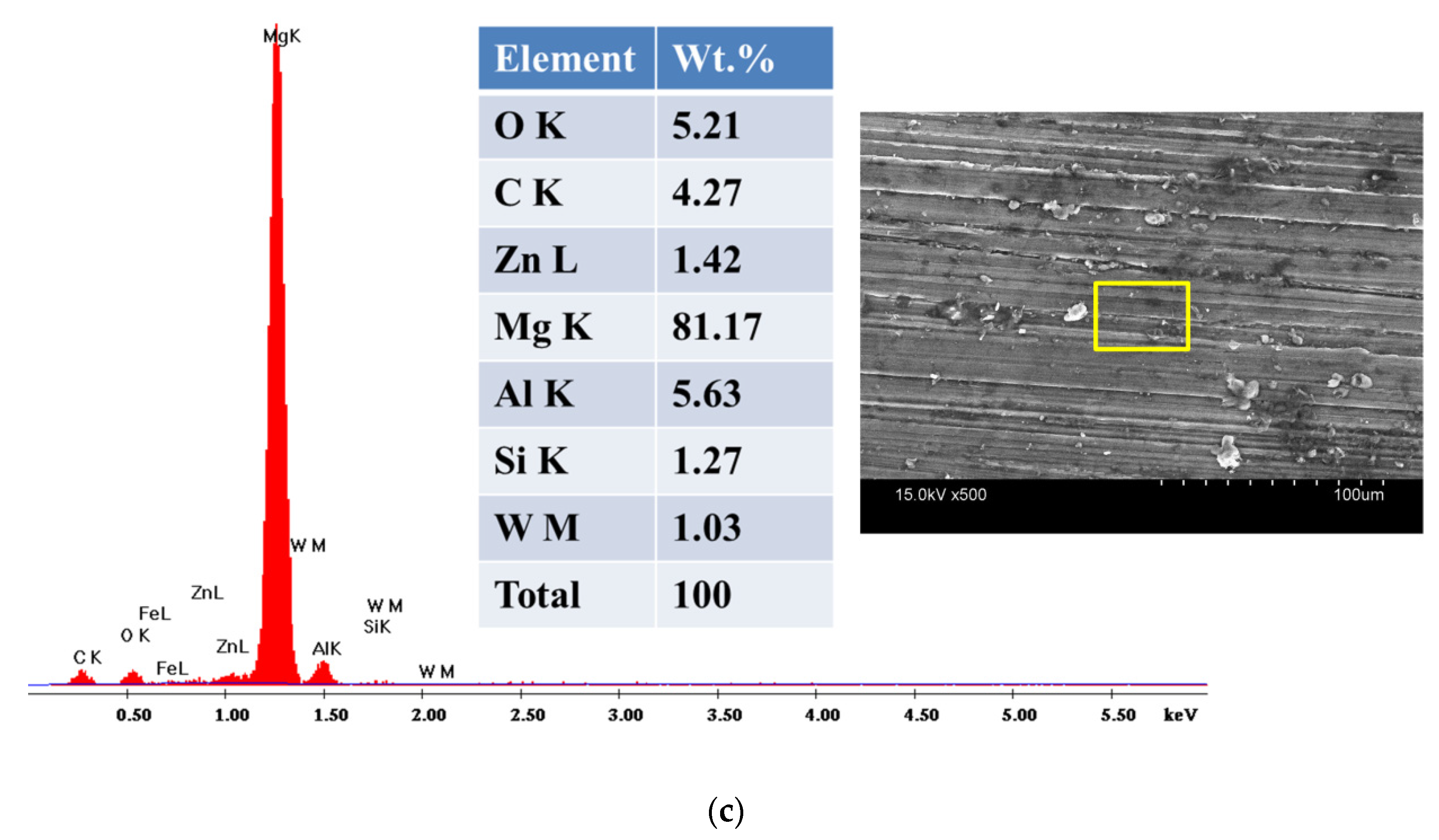
3.1. Characterization
3.2. Microhardmess
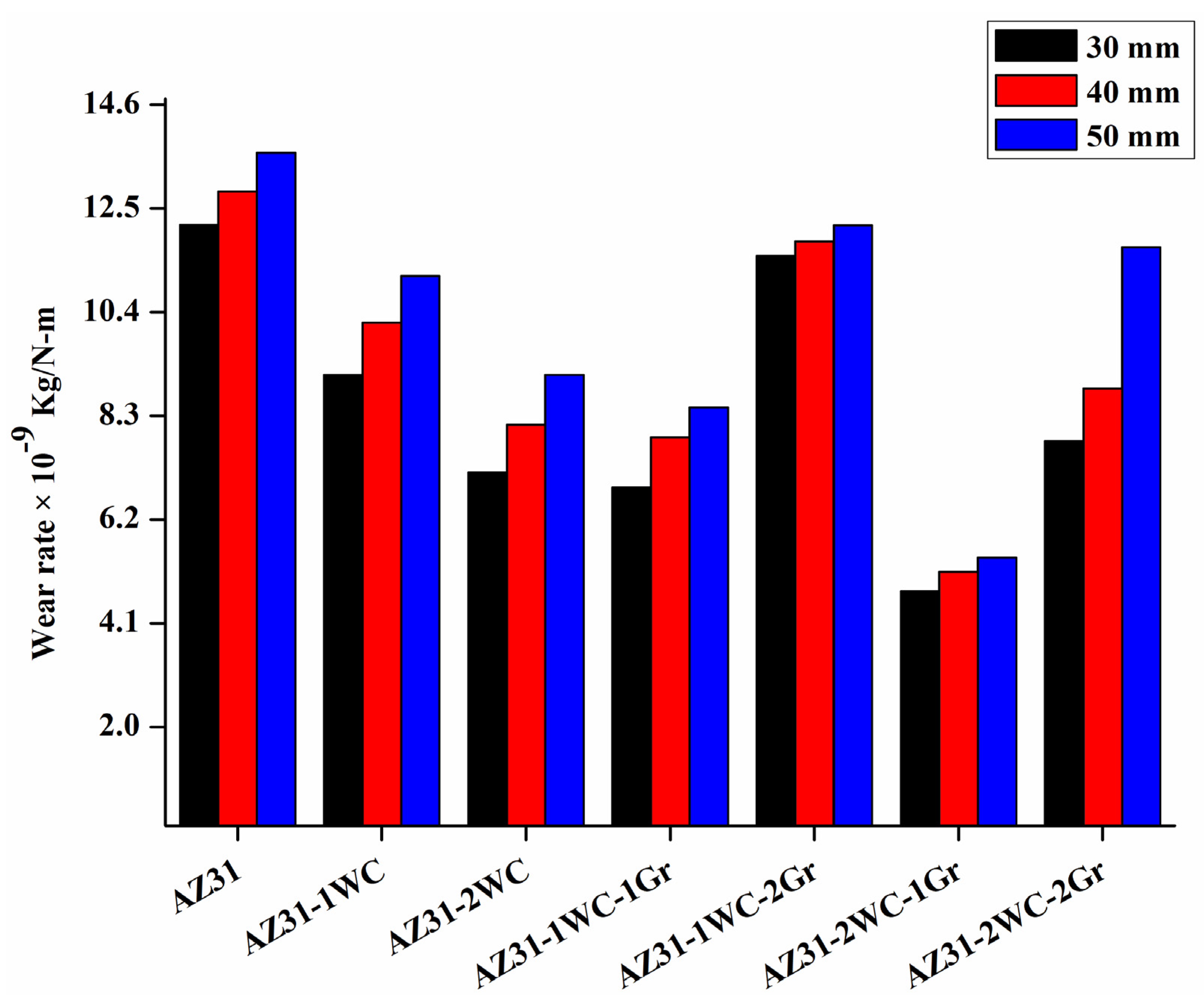
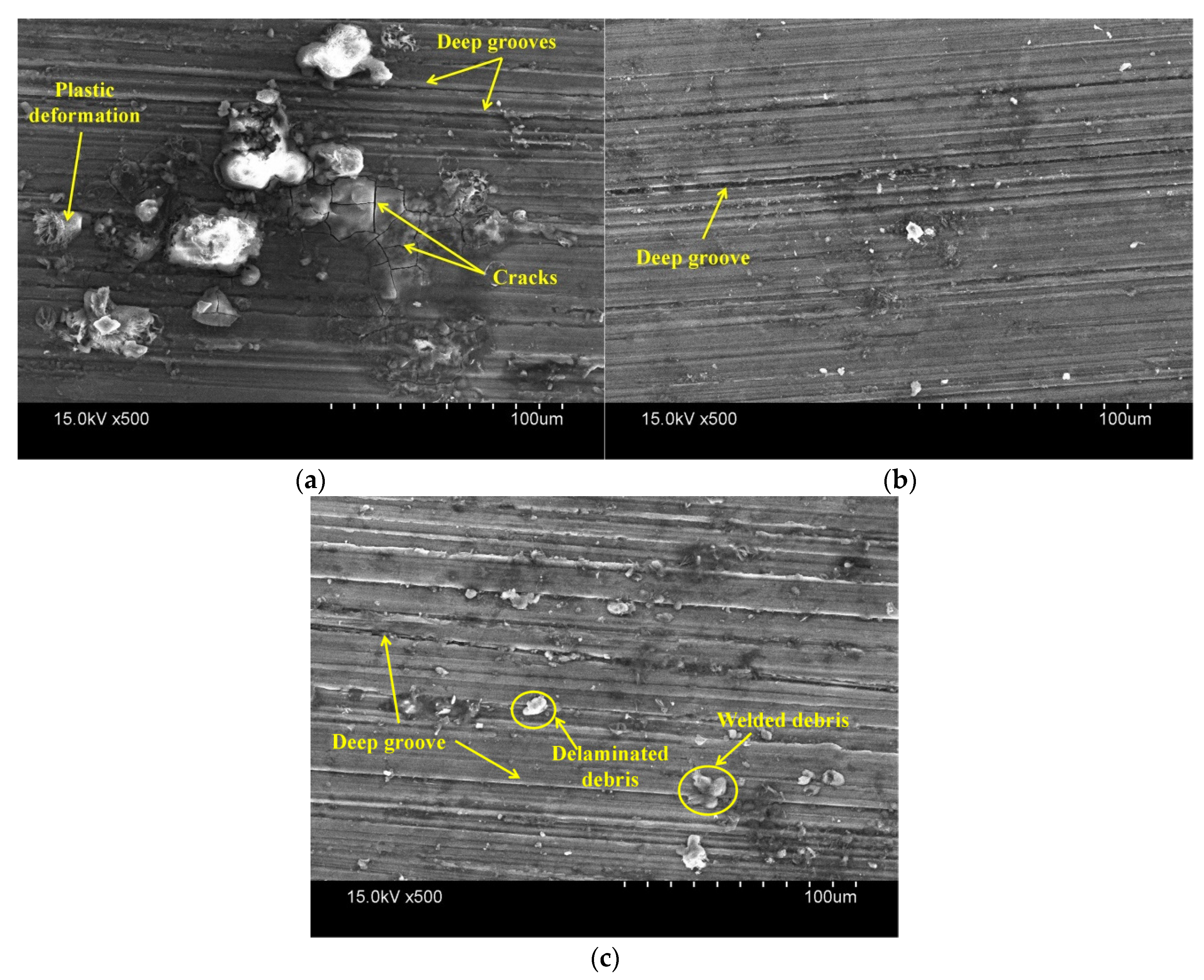
3.3. Abrasive Wear Behavior
3.4. Friction Behavior
4. Conclusions
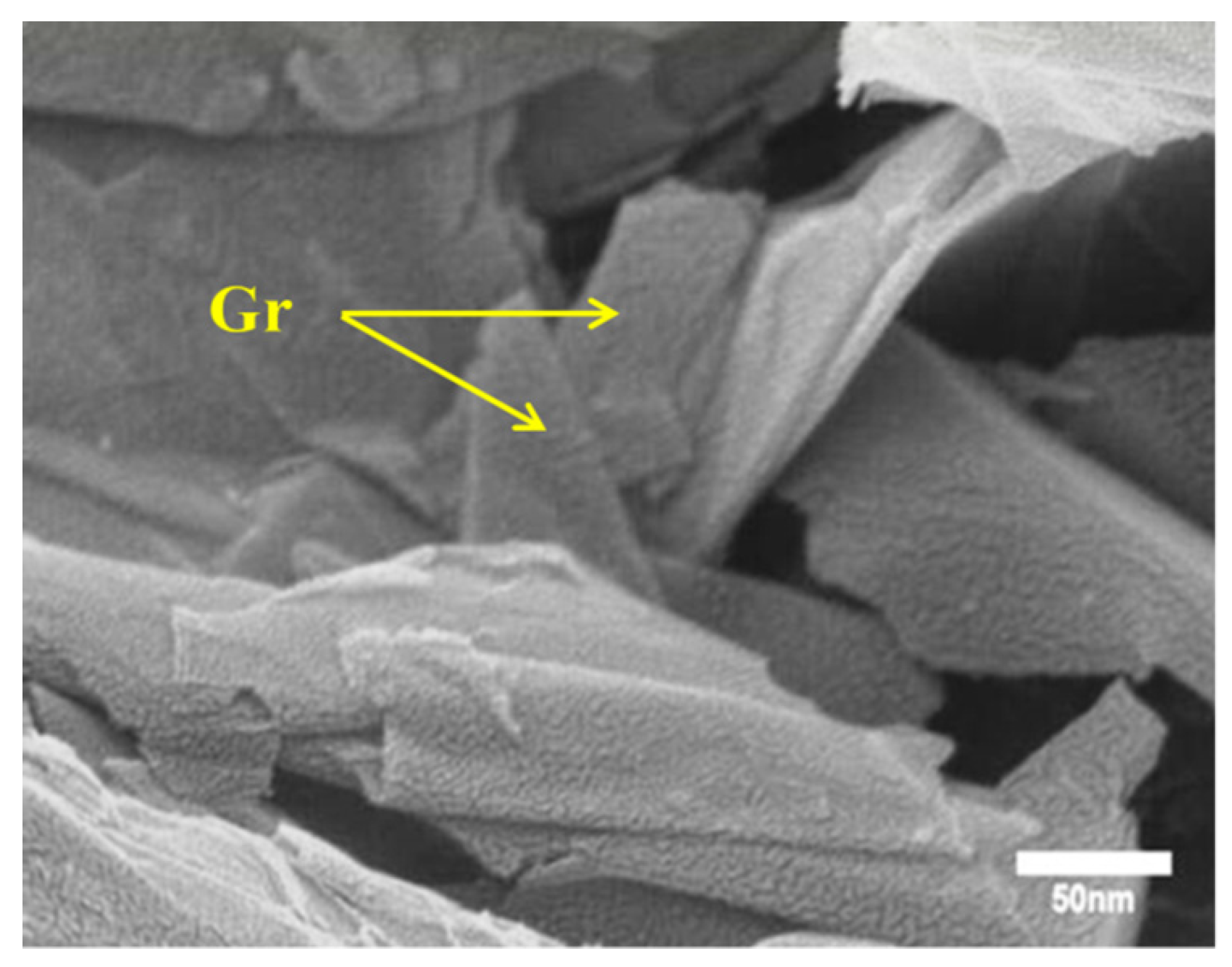
- Basic characterization of developed hybrid nanocomposites yields that graphite and WC particles are homogeneously distributed in AZ31 matrix;
- The microhardness study reveals that the microhardness value has significantly enhanced due to incorporation of 1 wt. % of graphite with AZ31-2WC nanocomposite;
- AZ31 alloy has a maximum wear rate among tested materials. It is noticed that incorporation of only 1 wt. % of graphite nanoparticles with AZ31-WC nanocomposites enhances wear resistance significantly. However, wear resistance decreases when the amount of graphite increases from 1 wt. % to 2 wt. %. It is also observed that wear rate enhances continuously with an increase in track diameter, i.e., sliding distance. AZ31-2WC-1Gr yields best wear resistance among tested materials for all experimental conditions. The wear rate of all nanocomposites decreases with the increase in abrasive grit size;
- It is also noticed that COF values initially decrease due to incorporation of 1 wt. % of graphite nanoparticles but further incorporation shows a detrimental effect;
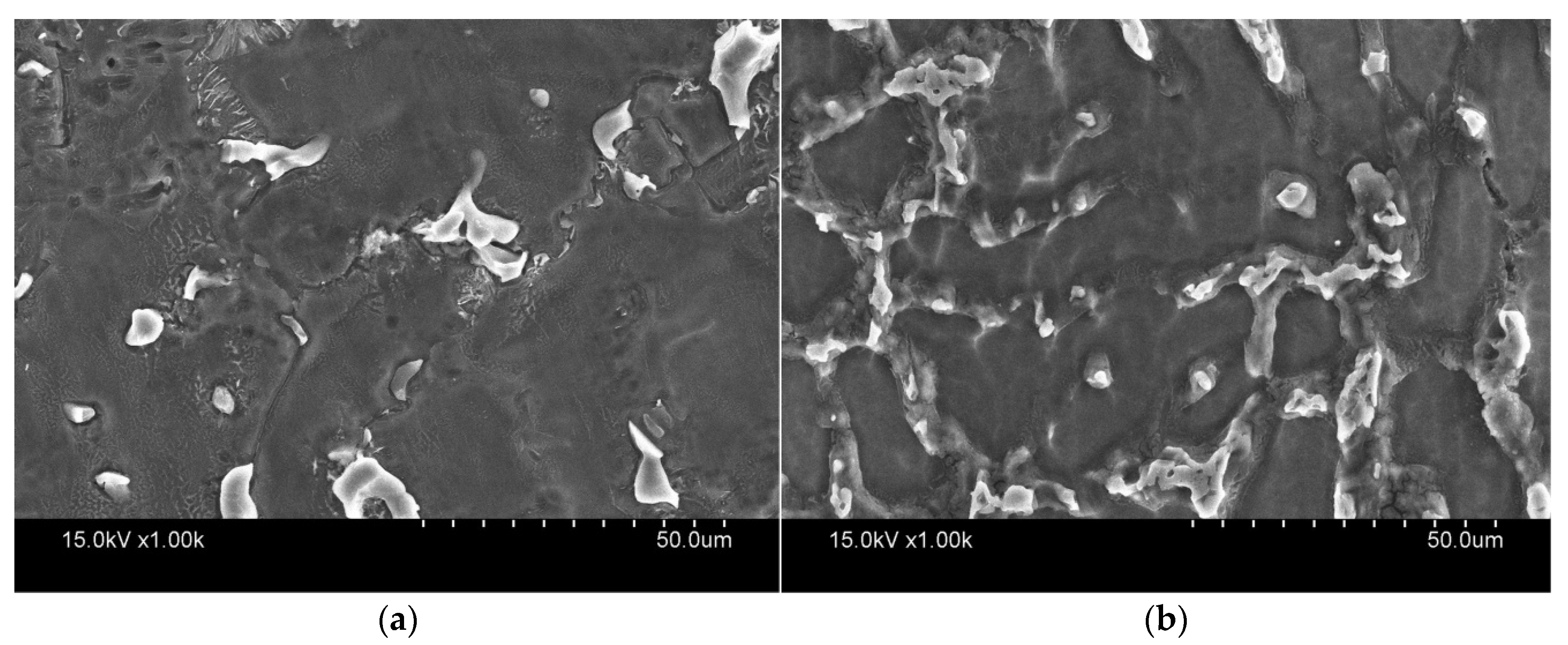
- Examination of worn surface depicts that abrasion, plastic deformation, and delamination are decisive mechanisms for AZ31 alloy. Abrasion and oxidation are the main wear mechanisms for AZ31-2WC-1Graphite nanocomposite;
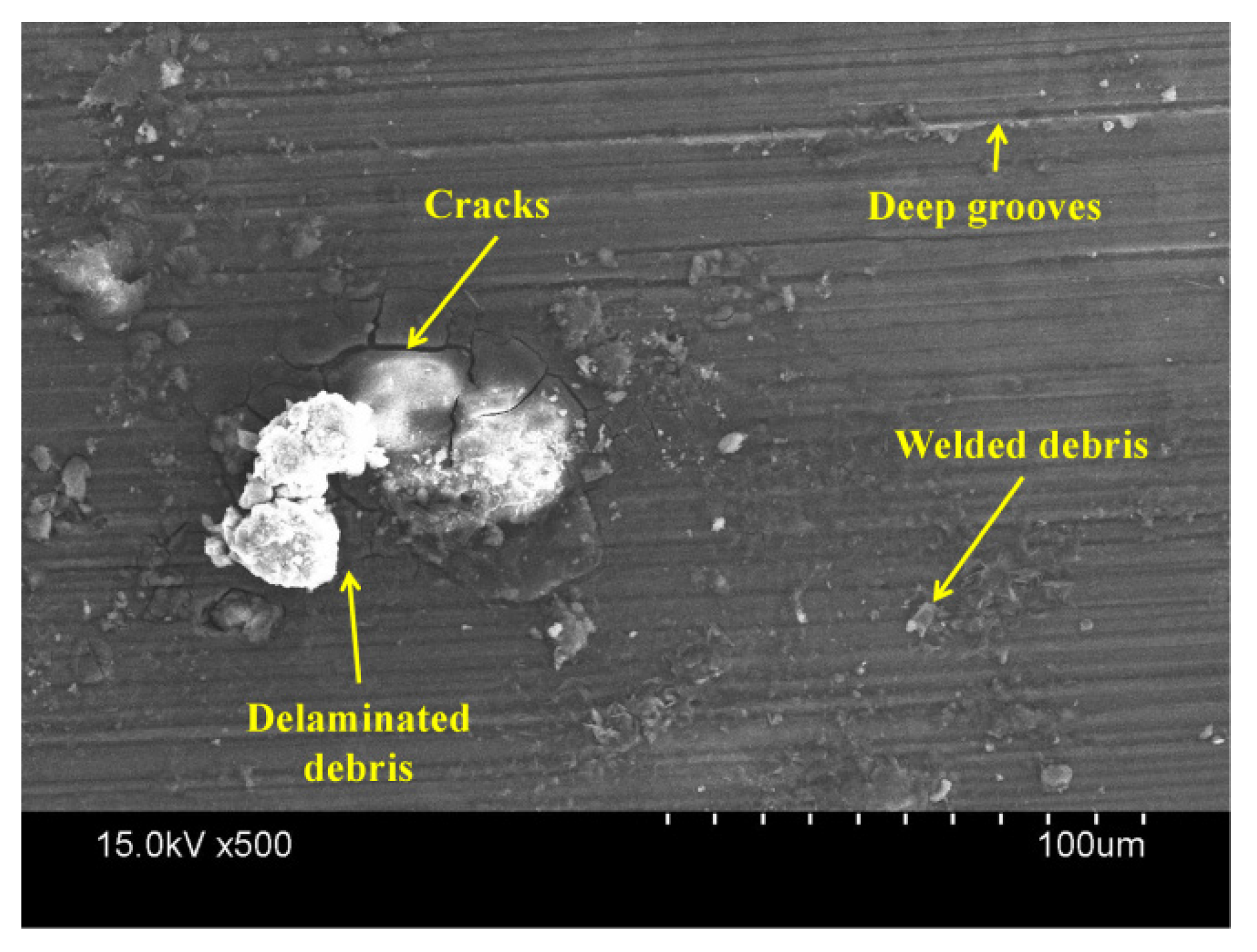
- The SEM micrograph of the worn surface of the AZ31-2WC-1Graphite nanocomposite experimented at 50 mm track diameter and 400 grit shows that abrasive grooves, surface cracks, delaminated flakes, and welded debris are present on the sample surface.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Avedesian, M.M.; Baker, H. (Eds.) ASM Specialty Handbook: Magnesium and Magnesium Alloys; ASM International: Almere, The Netherlands, 1999. [Google Scholar]
- Nie, K.B.; Deng, K.K.; Wang, X.J.; Wang, T.; Wu, K. Influence of SiC nanoparticles addition on the microstructural evolution and mechanical properties of AZ91 alloy during isothermal multidirectional forging. Mater. Charact. 2017, 124, 14–24. [Google Scholar] [CrossRef]
- Narayanasamy, P.; Selvakumar, N.; Balasundar, P. Effect of weight percentage of TiC on their tribological properties of magnesium composites. Mater. Today Proc. 2018, 5, 6570–6578. [Google Scholar] [CrossRef]
- Aydin, F.; Sun, Y.; Ahlatci, H.; Turen, Y. Investigation of Microstructure, Mechanical and Wear Behaviour of B4C Particulate Reinforced Magnesium Matrix Composites by Powder Metallurgy. Trans. Indian Inst. Met. 2018, 71, 873–882. [Google Scholar] [CrossRef]
- Nguyen, Q.B.; Gupta, M. Increasing significantly the failure strain and work of fracture of solidification processed AZ31B using nano-Al2O3 particulates. J. Alloys Compd. 2008, 459, 244–250. [Google Scholar] [CrossRef]
- Ponappa, K.; Aravindan, S.; Rao, P.V. Influence of Y2O3 particles on mechanical properties of magnesium and magnesium alloy (AZ91D). J. Compos. Mater. 2013, 47, 1231–1239. [Google Scholar] [CrossRef]
- Tun, K.S.; Jayaramanavar, P.; Nguyen, Q.B.; Chan, J.; Kwok, R.; Gupta, M. Investigation into tensile and compressive responses of Mg–ZnO composites. Mater. Sci. Technol. 2012, 28, 582–588. [Google Scholar] [CrossRef]
- Mallick, A.; Tun, K.S.; Gupta, M. Deformation behaviour of Mg/Y2O3nanocomposite at elevated temperatures. Mater. Sci. Eng. A 2012, 551, 222–230. [Google Scholar] [CrossRef]
- Dey, A.; Pandey, K.M. Magnesium metal matrix composites—A review. Rev. Adv. Mater. Sci. 2015, 42, 58–67. [Google Scholar]
- Huang, S.J.; Jeng, Y.R.; Semenov, V.I.; Dai, Y.Z. Particle Size Effects of Silicon Carbide on Wear Behavior of SiCp-Reinforced Magnesium Matrix Composites. Tribol. Lett. 2011, 42, 79–87. [Google Scholar] [CrossRef]
- Gopal, P.M.; Prakash, K.S.; Nagaraja, S.; Aravinth, N.K. Effect of weight fraction and particle size of CRT glass on the tribological behavior of Mg-CRT-BN hybrid composites. Tribol. Int. 2017, 116, 338–350. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal matrix composites reinforced by nano-particles—A review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, Q.B.; Sim, Y.H.M.; Gupta, M.; Lim, C.Y.H. Tribology characteristics of magnesium alloy AZ31B and its composites. Tribol. Int. 2015, 82, 464–471. [Google Scholar] [CrossRef]
- Alam, M.E.; Han, S.; Nguyen, Q.B.; Hamouda, A.M.S.; Gupta, M. Development of new magnesium based alloys and their nanocomposites. J. Alloys Compd. 2011, 509, 8522–8529. [Google Scholar] [CrossRef]
- Erman, A.; Groza, J.; Li, X.; Choi, H.; Cao, G. Nanoparticle effects in cast Mg-1 wt% SiCnano-composites. Mater. Sci. Eng. A 2012, 558, 39–43. [Google Scholar] [CrossRef]
- Meenashisundaram, G.K.; Gupta, M. Low volume fraction nano-titanium particulates for improving the mechanical response of pure magnesium. J. Alloys Compd. 2014, 593, 176–183. [Google Scholar] [CrossRef]
- Selvam, B.; Marimuthu, P.; Narayanasamy, R.; Anandakrishnan, V.; Tun, K.S.; Gupta, M.; Kamaraj, M. Dry sliding wear behaviour of zinc oxide reinforced magnesium matrix nano-composites. Mater. Des. 2014, 58, 475–481. [Google Scholar] [CrossRef]
- Kaviti, R.V.P.; Jeyasimman, D.; Parande, G.; Gupta, M.; Narayanasamy, R. Investigation on dry sliding wear behavior of Mg/BN nanocomposites. J. Magnes. Alloy. 2018, 6, 263–276. [Google Scholar] [CrossRef]
- Dalmis, R.; Cuvalci, H.; Canakci, A.; Guler, O. Investigation of Graphite Nano Particle Addition on the Physical and Mechanical Properties of ZA27 Composites. Adv. Compos. Lett. 2016, 25, 37. [Google Scholar] [CrossRef]
- Banerjee, S.; Poria, S.; Sutradhar, G.; Sahoo, P. Dry sliding tribological behavior of AZ31-WC nano-composites. J. Magnes. Alloy. 2019, 7, 315–327. [Google Scholar] [CrossRef]
- Banerjee, S.; Poria, S.; Sutradhar, G.; Sahoo, P. Corrosion behavior of AZ31-WC nano-composites. J. Magnes. Alloy. 2019, 7, 681–695. [Google Scholar] [CrossRef]
- Banerjee, S.; Poria, S.; Sutradhar, G.; Sahoo, P. Tribological behavior of Mg-WC nano-composites at elevated temperature. Mater. Res. Express 2019, 6, 0865c6. [Google Scholar] [CrossRef]
- Banerjee, S.; Poria, S.; Sutradhar, G.; Sahoo, P. Nanoindentation and scratch resistance characteristics of AZ31–WC nanocomposites. J. Mol. Eng. Mater. 2019, 7, 1950007. [Google Scholar] [CrossRef]
- Banerjee, S.; Poria, S.; Sutradhar, G.; Sahoo, P. Mg-WC Nanocomposites—Recent Advances and Perspectives. In Recent Advances in Layered Materials and Structures; Springer: Singapore, 2021; pp. 199–228. [Google Scholar]
- Karuppusamy, P.; Lingadurai, K.; Sivananth, V. Influence of Cryogenic Treatment on As-Cast AZ91+ 1.5 wt% WC Mg-MMNC Wear Performance. In Advances in Materials and Metallurgy; Springer: Singapore, 2019; pp. 185–197. [Google Scholar]
- Karuppusamy, P.; Lingadurai, K.; Sivananth, V. To study the role of WC reinforcement and deep cryogenic treatment on AZ91 MMNC wear behavior using multilevel factorial design. J. Tribol. 2019, 141, 041608. [Google Scholar] [CrossRef]
- Banerjee, S.; Poria, S.; Sutradhar, G.; Sahoo, P. Understanding Fabrication and Properties of Magnesium Matrix Nanocomposites. In Recent Advances in Layered Materials and Structures; Springer: Singapore, 2021; pp. 229–252. [Google Scholar]
- Banerjee, S.; Poria, S.; Sutradhar, G.; Sahoo, P. Abrasive wear behavior of WC nanoparticle reinforced magnesium metal matrix composites. Surf. Topogr. Metrol. Prop. 2020, 8, 025001. [Google Scholar] [CrossRef]
- Al-maamari, A.E.A.; Iqbal, A.A.; Nuruzzaman, D.M. Wear and mechanical characterization of Mg–Gr self-lubricating composite fabricated by mechanical alloying. J. Magnes. Alloy. 2019, 7, 283–290. [Google Scholar] [CrossRef]
- Banerjee, S.; Sarkar, P.; Sahoo, P. Improving corrosion resistance of magnesium nanocomposites by using electroless nickel coatings. Facta Univ. Ser. Mech. Eng. 2021. Available online: http://casopisi.junis.ni.ac.rs/index.php/FUMechEng/article/view/7833 (accessed on 24 August 2022).
- Girish, B.M.; Satish, B.M.; Sarapure, S. Optimization of wear behavior of magnesium alloy AZ91 hybrid composites using Taguchi experimental design. Metall. Mater. Trans. A 2016, 47, 3193–3200. [Google Scholar] [CrossRef]
- Banerjee, S.; Sutradhar, G. Study on Wear Behaviour of Mg-Gr-WC Nanocomposite Using Response Surface Methodology. Mater. Today Proc. 2018, 5, 17664–17673. [Google Scholar] [CrossRef]
- Prakash, K.S.; Balasundar, P.; Nagaraja, S.; Gopal, P.M.; Kavimani, V. Mechanical and wear behavior of Mg-SiC-Gr hybrid composites. J. Magnes. Alloy. 2016, 4, 197–206. [Google Scholar] [CrossRef]
- Khatkar, S.K.; Suri, N.M.; Kant, S. A review on mechanical and tribological properties of graphite reinforced self-lubricating hybrid metal matrix composites. Rev. Adv. Mater. Sci. 2018, 56, 1–20. [Google Scholar] [CrossRef]
- Babu, J.S.S.; Nair, K.P.; Unnikrishnan, G.; Kang, C.G.; Kim, H.H. Fabrication and properties of magnesium (AM50)-based hybrid composites with graphite nanofiber and alumina short fiber. J. Compos. Mater. 2010, 44, 971–987. [Google Scholar] [CrossRef]
- Zhang, L.; Luo, X.; Liu, J.; Leng, Y.; An, L. Dry sliding wear behavior of Mg-SiC nanocomposites with high volume fractions of reinforcement. Mater. Lett. 2018, 228, 112–115. [Google Scholar] [CrossRef]
- Labib, F.; Ghasemi, H.M.; Mahmudi, R. Dry tribological behavior of Mg/SiCp composites at room and elevated temperatures. Wear 2016, 348, 69–79. [Google Scholar] [CrossRef]
- Banerjee, S.; Poria, S.; Sutradhar, G.; Sahoo, P. Nano-indentation and corrosion characteristics of ultrasonic vibration assisted stir-cast AZ31–WC–Graphite nano-composites. Int. J. Metalcast. 2020, 15, 1058–1072. [Google Scholar] [CrossRef]
- Mazahery, A.; Shabani, M.O. Microstructural and abrasive wear properties of SiC reinforced aluminum-based composite produced by compocasting. Trans. Nonferr. Met. Soc. 2013, 23, 1905–1914. [Google Scholar] [CrossRef]
- Canakci, A. Microstructure and abrasive wear behaviour of B4C particle reinforced 2014 Al matrix composites. J. Mater. Sci. 2011, 46, 2805–2813. [Google Scholar] [CrossRef]
- Tjong, S.C.; Lau, K.C. Properties and abrasive wear of TiB2/Al-4% Cu composites produced by hot isostatic pressing. Compos. Sci. Technol. 1999, 59, 2005–2013. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reinforcement | Supplier | Purity | Average Article Size | Form | Characteristics |
|---|---|---|---|---|---|
| WC | Hongwu International Group Ltd. | 99.9% | 80 nm | Hexagonal | Surface area: 60 m2/g;, Melting point: 2870 °C; |
| Graphite | Hongwu International Group Ltd. | 99.95% | 80 nm | Flake | Surface area: 50–60 m2/g; Melting point: 3652–3697 °C |
| Material | AZ31-1WC-1Gr | AZ31-1WC-2Gr | AZ31-2WC-1Gr | AZ31-2WC-2Gr |
|---|---|---|---|---|
| WC (wt. %) | 1 | 1 | 2 | 2 |
| Graphite (wt. %) | 1 | 2 | 1 | 2 |
| AZ31 (wt. %) | Balance | Balance | Balance | Balance |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Banerjee, S.; Sahoo, P. Fabrication and Investigation of Abrasive Wear Behavior of AZ31-WC-Graphite Hybrid Nanocomposites. Metals 2022, 12, 1418. https://doi.org/10.3390/met12091418
Banerjee S, Sahoo P. Fabrication and Investigation of Abrasive Wear Behavior of AZ31-WC-Graphite Hybrid Nanocomposites. Metals. 2022; 12(9):1418. https://doi.org/10.3390/met12091418
Chicago/Turabian StyleBanerjee, Sudip, and Prasanta Sahoo. 2022. "Fabrication and Investigation of Abrasive Wear Behavior of AZ31-WC-Graphite Hybrid Nanocomposites" Metals 12, no. 9: 1418. https://doi.org/10.3390/met12091418