
Temperature Dependence of Fracture Behavior and Mechanical Properties of AISI 316 Austenitic Stainless Steel

Abstract
:1. Introduction
2. Experimental
2.1. Material
2.2. Mechanical Test
2.3. Microstructural Characterization
2.4. Calculation
3. Results
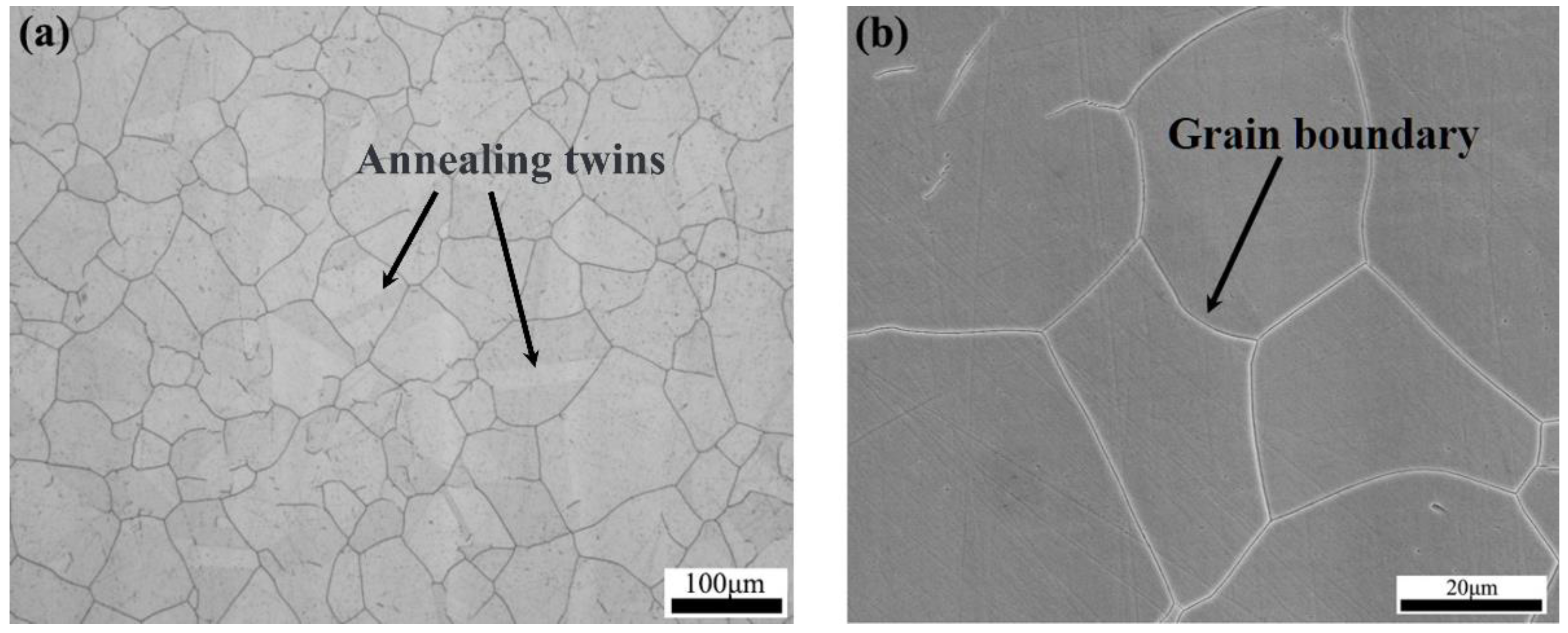
3.1. Initial Microstructures
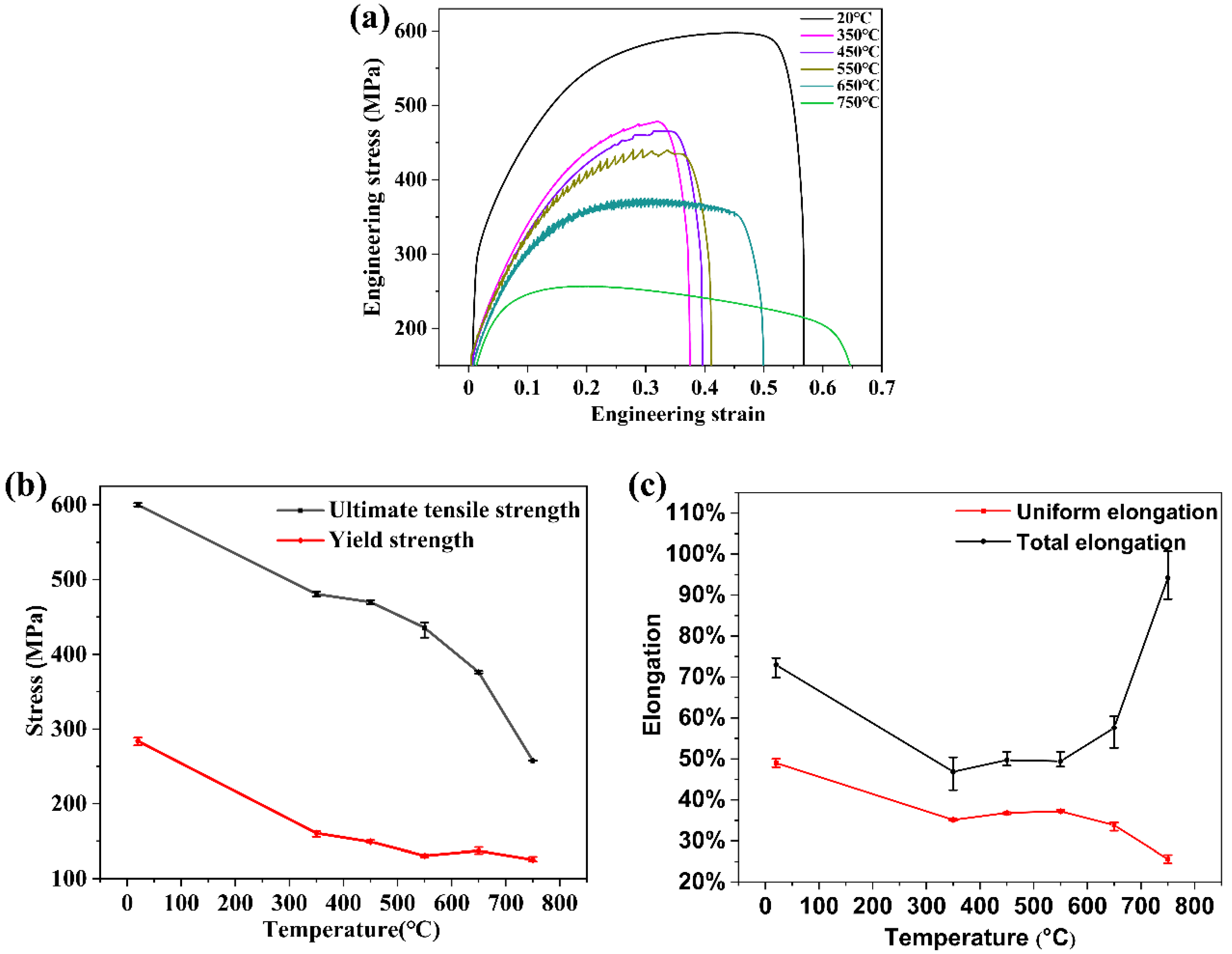
3.2. Tensile Properties
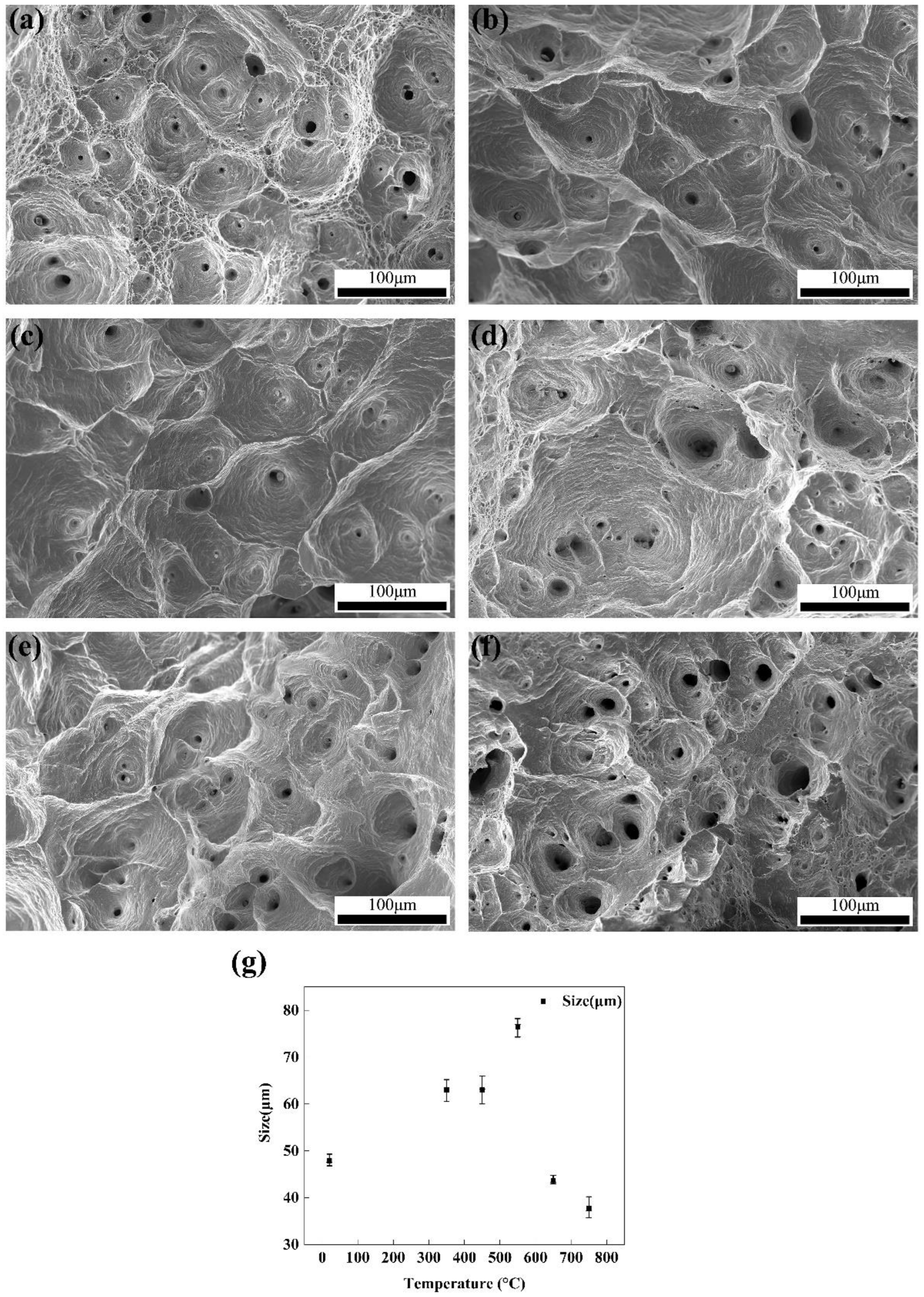
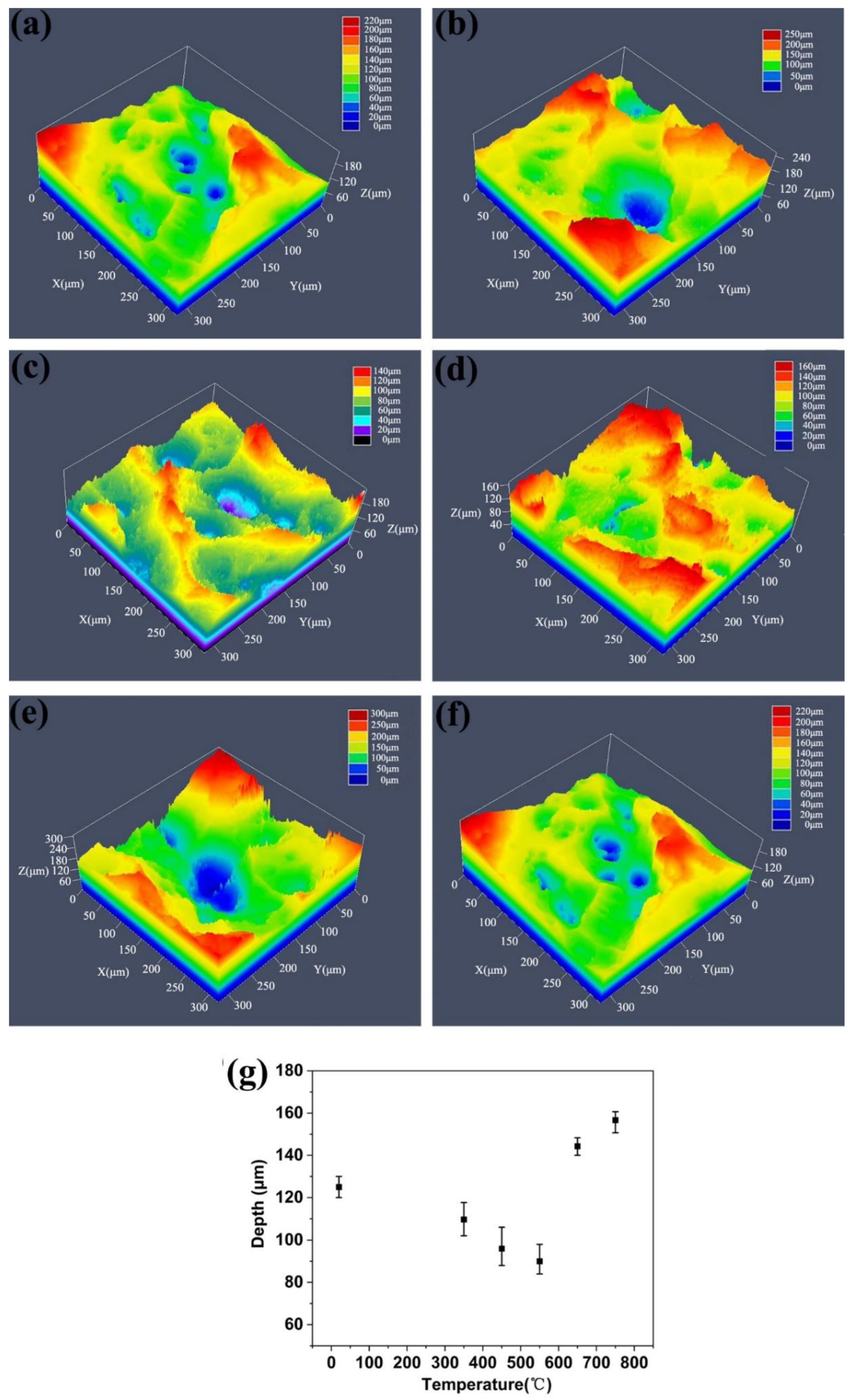
3.3. Fractography
3.4. Microstructure Evolution during Tensile Test
4. Discussion
4.1. Effect of Temperature on Deformation Mechanism
4.2. Temperature Dependence of Strength
4.3. Temperature Dependence of Ductility
5. Conclusions
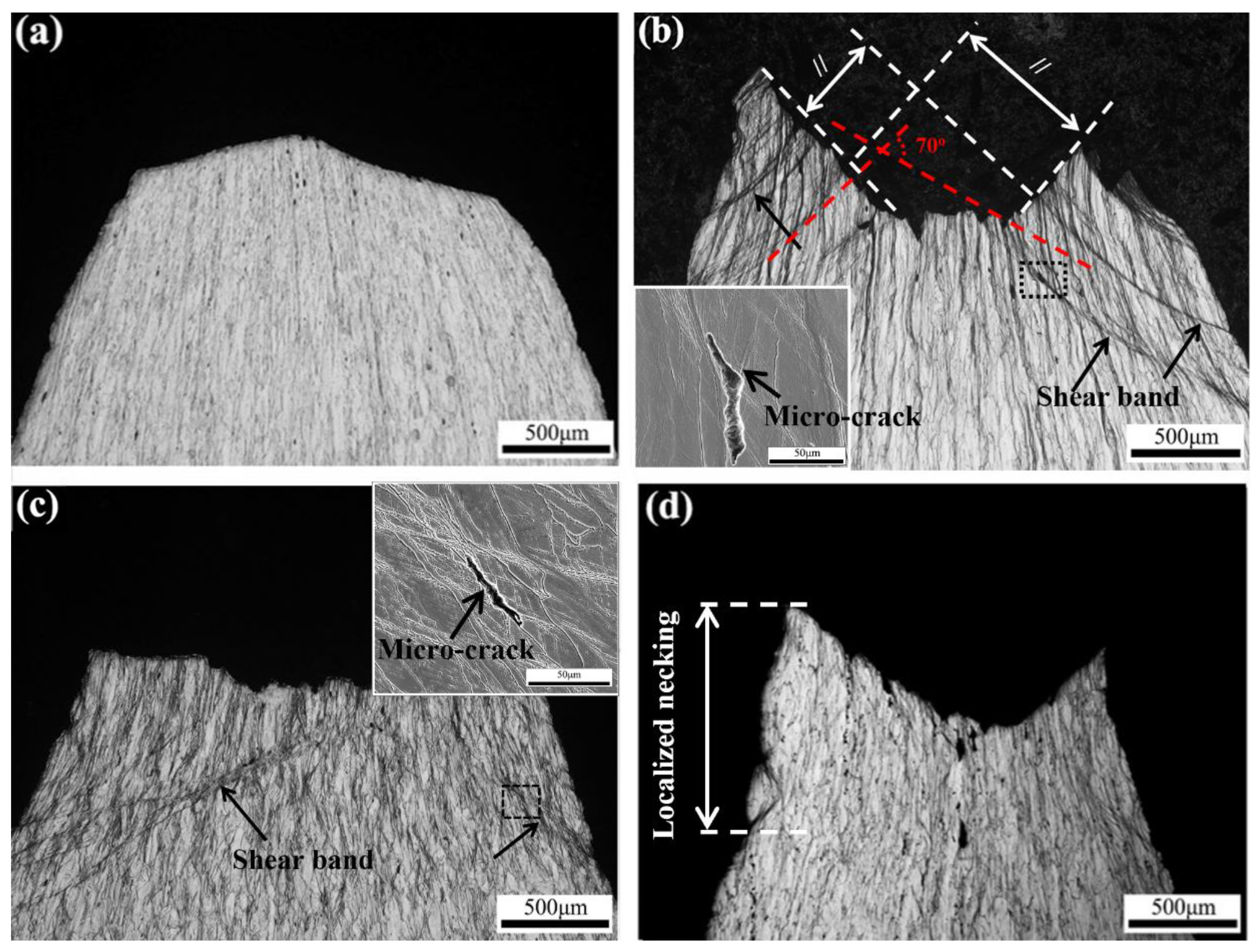
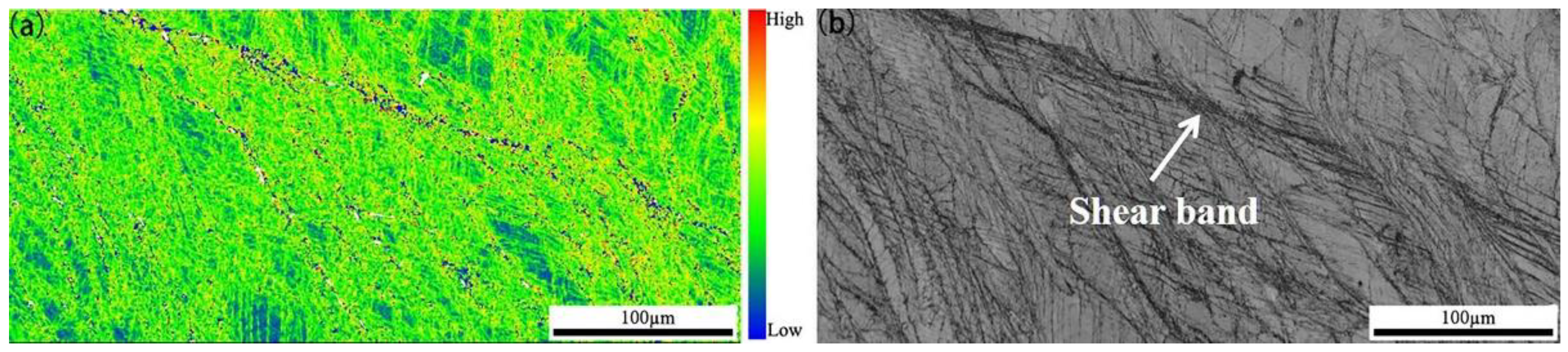
- Planar slip mode of deformation was observed during tensile at 20 °C due to a relatively low SFE. Pronounced planar slip characteristics were observed in the intermediate temperature range of 350–550 °C, and the resultant localized deformation led to the formation of shear bands. The dislocation cross-slip was much easier above 550 °C, leading to the formation of cell/subgrain structures.
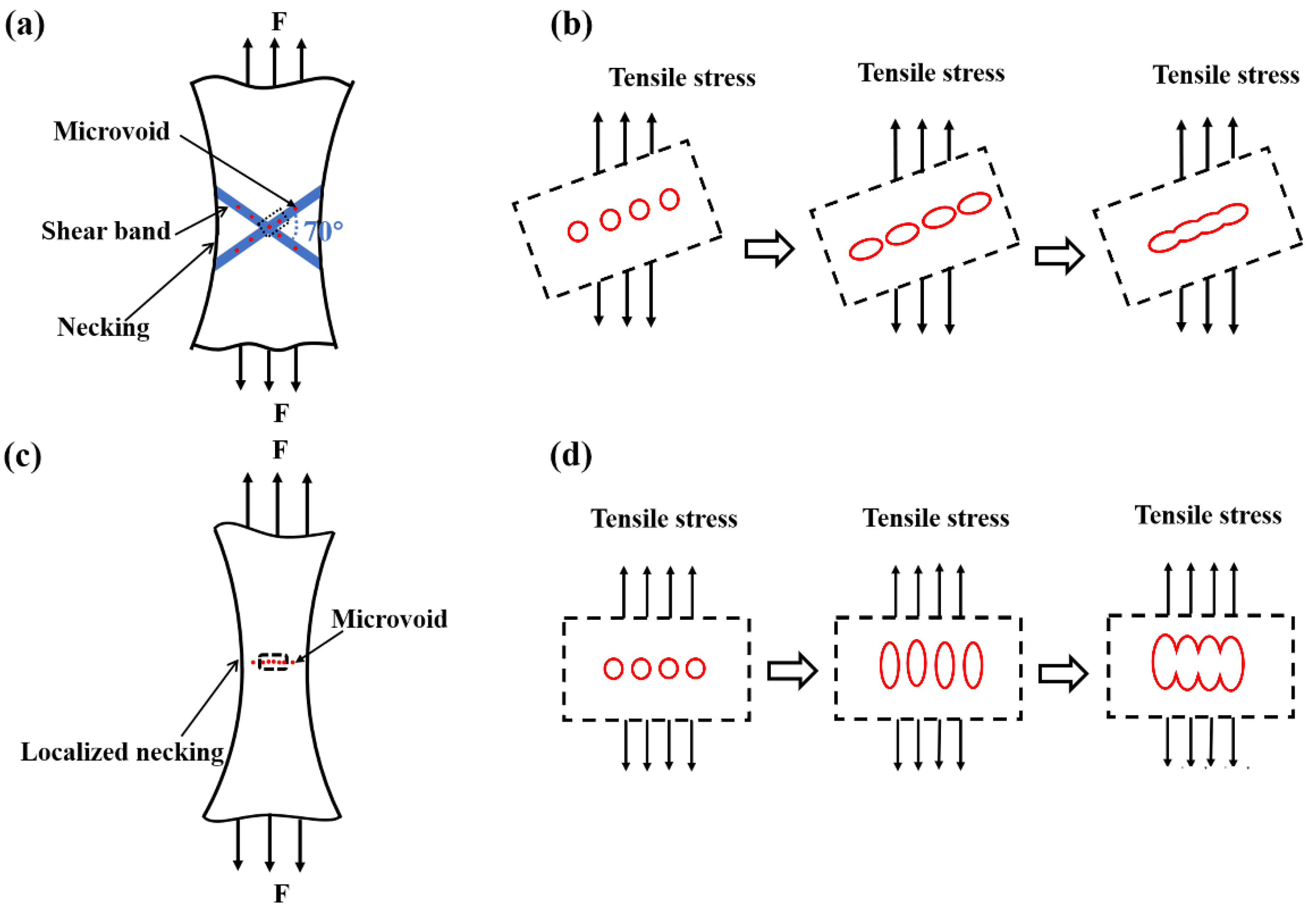
- Ductile fractures were present in the range of 20–750 °C. The preferential microvoid initiation and subsequent anisotropic growth behavior in the shear bands led to the large-size and shallow dimples on the fracture surfaces in the range of 350–550 °C. However, the microvoid tended to elongate along the tensile direction in the localized necking region above 550 °C, resulting in the small-size and deep dimples.
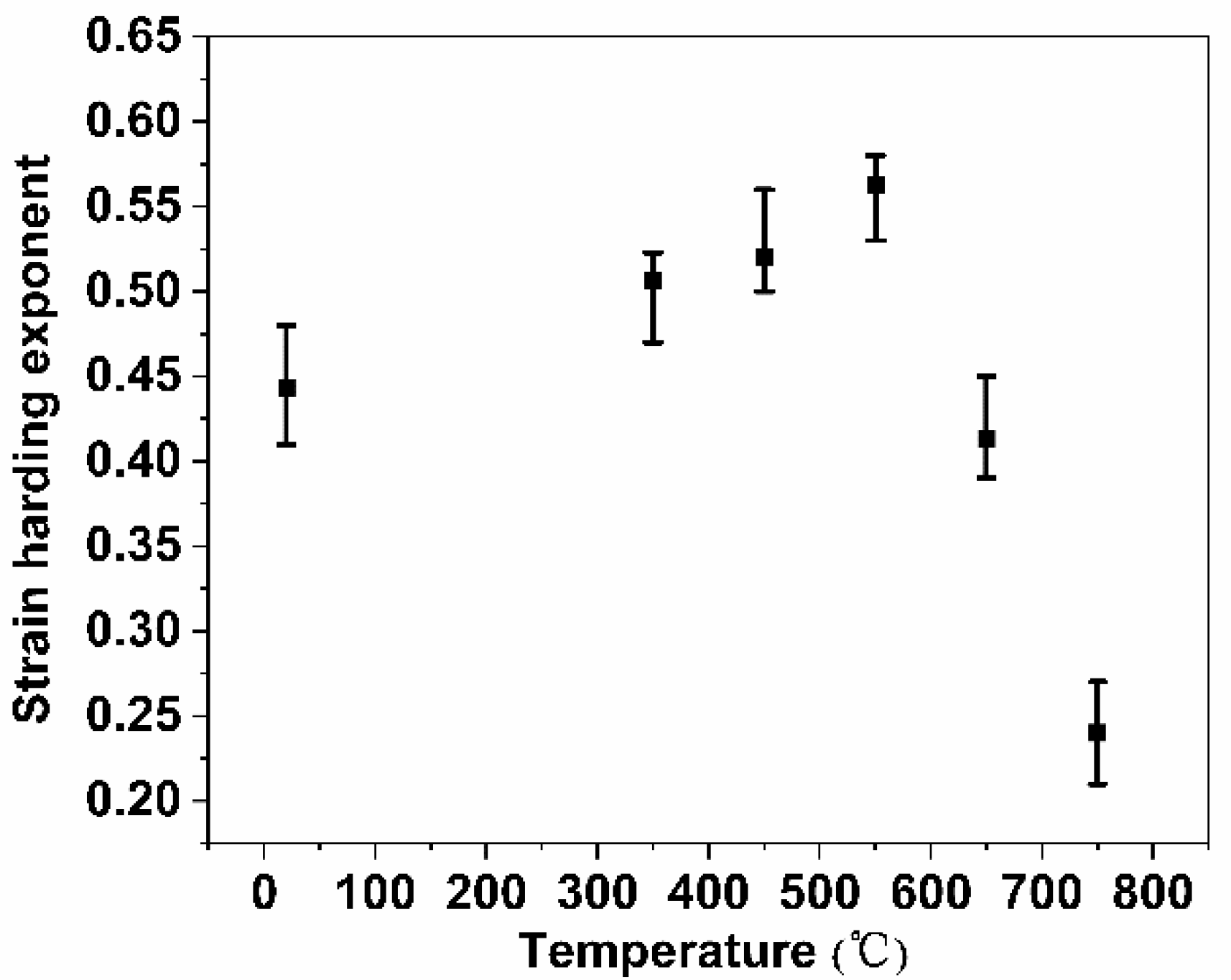
- The gradual decrease in YS in the range of 20–750 °C is correlated with the reduction in Peierls stress and grain boundary strengthening. The enhanced work-hardening ability led to the UTS plateau in the range of 350–550 °C. The occurrence of dynamic recovery significantly decreased the work-hardening ability, which is responsible for the reduction in UTS above 550 °C.
- The presence of shear localization reduced the uniform deformation ability and accelerated the fracture process along shear bands, leading to the plateau in uniform elongation and total elongation in the range of 350–550 °C. The much higher capability to tolerate the localized deformation through sustained necking resulted in a significant increase in the total elongation above 550 °C.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Maziasz, P.J.; Busby, J.T. 2.09—Properties of Austenitic Steels for Nuclear Reactor Applications. In Comprehensive Nuclear Materials; Konings, R.J.M., Ed.; Elsevier: Oxford, UK, 2012; pp. 267–283. [Google Scholar]
- Roberts, J.A. Structural Materials in Nuclear Power Systems; Springer Science & Business Media: Berlin, Germany, 2013. [Google Scholar]
- Desu, R.K.; Krishnamurthy, H.N.; Balu, A.; Gupta, A.K.; Singh, S.K. Mechanical properties of Austenitic Stainless Steel 304L and 316L at elevated temperatures. J. Mater. Res. Technol. 2016, 5, 13–20. [Google Scholar] [CrossRef]
- Pioro, I. Handbook of Generation IV Nuclear Reactors; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar]
- Locatelli, G.; Mancini, M.; Todeschini, N. Generation IV nuclear reactors: Current status and future prospects. Energy Policy 2013, 61, 1503–1520. [Google Scholar] [CrossRef]
- Allen, T.R.; Sridharan, K.; Tan, L.; Windes, W.E.; Cole, J.I.; Crawford, D.C.; Was, G.S. Materials Challenges for Generation IV Nuclear Energy Systems. Nucl. Technol. 2008, 162, 342–357. [Google Scholar] [CrossRef]
- Zohuri, B. 6—Generation IV nuclear reactors. In Nuclear Reactor Technology Development and Utilization; Khan, S.U.-D., Nakhabov, A., Eds.; Woodhead Publishing: Cambridge, UK, 2020; pp. 213–246. [Google Scholar]
- Guérin, Y.; Was, G.S.; Zinkle, S.J. Materials Challenges for Advanced Nuclear Energy Systems. MRS Bull. 2009, 34, 10–19. [Google Scholar] [CrossRef]
- Buckthorpe, D. 1—Introduction to Generation IV nuclear reactors. In Structural Materials for Generation IV Nuclear Reactors; Yvon, P., Ed.; Woodhead Publishing: Cambridge, UK, 2017; pp. 1–22. [Google Scholar]
- Yvon, P. Structural Materials for Generation IV Nuclear Reactors; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar]
- Dalle, F.; Blat-Yrieix, M.; Dubiez-Le Goff, S.; Cabet, C.; Dubuisson, P. 17—Conventional austenitic steels as out-of-core materials for Generation IV nuclear reactors. In Structural Materials for Generation IV Nuclear Reactors; Yvon, P., Ed.; Woodhead Publishing: Cambridge, UK, 2017; pp. 595–633. [Google Scholar]
- Zinkle, S.J.; Was, G.S. Materials challenges in nuclear energy. Acta Mater. 2013, 61, 735–758. [Google Scholar] [CrossRef]
- Sauzay, M. 6—Mechanical behavior of structural materials for Generation IV reactors. In Structural Materials for Generation IV Nuclear Reactors; Yvon, P., Ed.; Woodhead Publishing: Cambridge, UK, 2017; pp. 191–252. [Google Scholar]
- Yvon, P.; Carré, F. Structural materials challenges for advanced reactor systems. J. Nucl. Mater. 2009, 385, 217–222. [Google Scholar] [CrossRef]
- Murty, K.L.; Charit, I. Structural materials for Gen-IV nuclear reactors: Challenges and opportunities. J. Nucl. Mater. 2008, 383, 189–195. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, S.; Rong, L. δ-Ferrite Formation and Its Effect on the Mechanical Properties of Heavy-Section AISI 316 Stainless Steel Casting. Metall. Mater. Trans. A 2020, 51, 2998–3008. [Google Scholar] [CrossRef]
- Zinkle, S.J.; Terrani, K.A.; Snead, L.L. Motivation for utilizing new high-performance advanced materials in nuclear energy systems. Curr. Opin. Solid State Mater. Sci. 2016, 20, 401–410. [Google Scholar] [CrossRef]
- Weiss, B.; Stickler, R. Phase instabilities during high temperature exposure of 316 austenitic stainless steel. Metall. Mater. Trans. B 1972, 3, 851–866. [Google Scholar] [CrossRef]
- Sahlaoui, H.; Sidhom, H. Experimental Investigation and Analytical Prediction of σ-Phase Precipitation in AISI 316L Austenitic Stainless Steel. Metall. Mater. Trans. A 2013, 44, 3077–3083. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, S.; Lv, X.; Jiang, H.; Rong, L. Role of δ-ferrite in fatigue crack growth of AISI 316 austenitic stainless steel. J. Mater. Sci. Technol. 2022, 114, 7–15. [Google Scholar] [CrossRef]
- Yang, Y.; Busby, J.T. Thermodynamic modeling and kinetics simulation of precipitate phases in AISI 316 stainless steels. J. Nucl. Mater. 2014, 448, 282–293. [Google Scholar] [CrossRef]
- Lo, K.H.; Shek, C.H.; Lai, J.K.L. Recent developments in stainless steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Bellefon, G.M.D.; Duysen, J.C.V. Tailoring plasticity of austenitic stainless steels for nuclear applications: Review of mechanisms controlling plasticity of austenitic steels at temperature below 400 °C. J. Nucl. Mater. 2016, 475, 168–191. [Google Scholar] [CrossRef]
- Dong, Z.; Li, W.; Chai, G.; Vitos, L. Strong temperature—Dependence of Ni-alloying influence on the stacking fault energy in austenitic stainless steel. Scr. Mater. 2020, 178, 438–441. [Google Scholar] [CrossRef]
- Latanision, R.M.; Ruff, A.W. The temperature dependence of stacking fault energy in Fe-Cr-Ni alloys. Metall. Trans. 1971, 2, 505–509. [Google Scholar] [CrossRef]
- Rémy, L.; Pineau, A.; Thomas, B. Temperature dependence of stacking fault energy in close-packed metals and alloys. Mater. Sci. Eng. 1978, 36, 47–63. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.T. Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rate. Acta Mater. 2010, 58, 5129–5141. [Google Scholar] [CrossRef]
- De Almeida, L.H.; Le May, I.; Emygdio, P.R.O. Mechanistic Modeling of Dynamic Strain Aging in Austenitic Stainless Steels. Mater. Charact. 1998, 41, 137–150. [Google Scholar] [CrossRef]
- Hong, S.-G.; Lee, S.-B. Mechanism of dynamic strain aging and characterization of its effect on the low-cycle fatigue behavior in type 316L stainless steel. J. Nucl. Mater. 2005, 340, 307–314. [Google Scholar] [CrossRef]
- Huang, A.; Wang, Z.; Yuan, Q.; Chen, R.; Zhang, Y.; Guan, R. Study on serration flow and dynamic strain aging of Cr–Ti–B low-carbon steel. J. Mater. Res. Technol. 2021, 12, 1543–1551. [Google Scholar] [CrossRef]
- Wesselmecking, S.; Song, W.; Bleck, W. Dynamic and Static Strain Aging in a High-Manganese Steel. Steel Res. Int. 2022, 93, 2100707. [Google Scholar]
- De Almeida, L.H.; Emygdio, P.R.O.; Le May, I. Activation energy calculation and dynamic strain aging in austenitic stainless steel. Scr. Metall. Mater. 1994, 31, 505–510. [Google Scholar] [CrossRef]
- Field, D.M.; Van Aken, D.C. Dynamic Strain Aging Phenomena and Tensile Response of Medium-Mn TRIP Steel. Metall. Mater. Trans. A 2018, 49, 1152–1166. [Google Scholar] [CrossRef]
- Choudhary, B.K. Influence of Strain Rate and Temperature on Tensile Deformation and Fracture Behavior of Type 316L(N) Austenitic Stainless Steel. Metall. Mater. Trans. A 2014, 45, 302–316. [Google Scholar] [CrossRef]
- Zhou, H.; Bai, F.; Yang, L.; Wei, H.; Chen, Y.; Peng, G.; He, Y. Mechanism of Dynamic Strain Aging in a Niobium-Stabilized Austenitic Stainless Steel. Metall. Mater. Trans. A 2018, 49, 1202–1210. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Margem, F.M.; Candido, V.S.; Figueiredo, A.B.-H.D.S. High Temperature Plastic Instability and Dynamic Strain Aging in the Tensile Behavior of AISI 316 Stainless Steel. Mater. Res. 2017, 20, 506–511. [Google Scholar] [CrossRef]
- Alomari, A.S.; Kumar, N.; Murty, K.L. Serrated yielding in an advanced stainless steel Fe-25Ni-20Cr (wt%). Mater. Sci. Eng. A 2019, 751, 292–302. [Google Scholar] [CrossRef]
- Karlsen, W.; Ivanchenko, M.; Ehrnstén, U.; Yagodzinskyy, Y.; Hänninen, H. Microstructural manifestation of dynamic strain aging in AISI 316 stainless steel. J. Nucl. Mater. 2009, 395, 156–161. [Google Scholar] [CrossRef]
- Choudhary, B.K.; Christopher, J. Influence of temperature and strain rate on tensile deformation and fracture behaviour of boron added P91 steel. Int. J. Press Ves. Pip. 2019, 171, 153–161. [Google Scholar] [CrossRef]
- Sikka, V.K.; Booker, B.L.P.; Booker, M.K.; McEnerney, J.W. Tensile and Creep Data on Type 316 Stainless Steel; U.S. Department of Energy: Washington, DC, USA, 1980.
- Alomari, A.S.; Kumar, N.; Murty, K.L. Enhanced ductility in dynamic strain aging regime in a Fe-25Ni-20Cr austenitic stainless steel. Mater. Sci. Eng. A 2018, 729, 157–160. [Google Scholar] [CrossRef]
- Monteiro, S.N.; Nascimento, L.F.C.; Simonassi, N.T.; Lima, E.S.; de Paula, A.S.; de Oliveira Braga, F. High temperature work hardening stages, dynamic strain aging and related dislocation structure in tensile deformed AISI 301 stainless steel. J. Mater. Res. Technol. 2018, 7, 571–577. [Google Scholar] [CrossRef]
- Lan, P.; Zhang, J. Serrated Flow and Dynamic Strain Aging in Fe-Mn-C TWIP Steel. Metall. Mater. Trans. A 2018, 49, 147–161. [Google Scholar] [CrossRef]
- Soares, G.C.; Queiroz, R.R.U.; Santos, L.A. Effects of Dynamic Strain Aging on Strain Hardening Behavior, Dislocation Substructure, and Fracture Morphology in a Ferritic Stainless Steel. Metall. Mater. Trans. A 2020, 51, 725–739. [Google Scholar] [CrossRef]
- Michel, D.J.; Moteff, J.; Lovell, A.J. Substructure of type 316 stainless steel deformed in slow tension at temperatures between 21° and 816 °C. Acta Metall. 1973, 21, 1269–1277. [Google Scholar] [CrossRef]
- Hong, S.-G.; Lee, S.-B. Dynamic strain aging under tensile and LCF loading conditions, and their comparison in cold worked 316L stainless steel. J. Nucl. Mater. 2004, 328, 232–242. [Google Scholar] [CrossRef]
- Polat, A. The Effects of Strain Rate and Temperature on the Deformation Behavior of Cold-Rolled TRIP800 Steel. Steel Res. Int. 2012, 83, 775–782. [Google Scholar] [CrossRef]
- Kim, J.K.; Chen, L.; Kim, H.S.; Kim, S.K.; Kim, G.S.; Estrin, Y.; De Cooman, B. Strain Rate Sensitivity of C-alloyed, High-Mn, Twinning-induced Plasticity Steel. Steel Res. Int. 2009, 80, 493–498. [Google Scholar]
- Mannan, S.L.; Samuel, K.G.; Rodriguez, P. Influence of temperature and grain size on the tensile ductility of AISI 316 stainless steel. Mater. Sci. Eng. 1985, 68, 143–149. [Google Scholar] [CrossRef]
- De Bellefon, G.M.; van Duysen, J.; Sridharan, K. Composition-dependence of stacking fault energy in austenitic stainless steels through linear regression with random intercepts. J. Nucl. Mater. 2017, 492, 227–230. [Google Scholar] [CrossRef]
- Lu, J.; Hultman, L.; Holmström, E.; Antonsson, K.H.; Grehk, M.; Li, W.; Vitos, L.; Golpayegani, A. Stacking fault energies in austenitic stainless steels. Acta Mater. 2016, 111, 39–46. [Google Scholar] [CrossRef]
- Lee, T.-H.; Shin, E.; Oh, C.-S.; Ha, H.-Y.; Kim, S.-J. Correlation between stacking fault energy and deformation microstructure in high-interstitial-alloyed austenitic steels. Acta Mater. 2010, 58, 3173–3186. [Google Scholar] [CrossRef]
- Hähner, P. A theory of dislocation cell formation based on stochastic dislocation dynamics. Acta Mater. 1996, 44, 2345–2352. [Google Scholar] [CrossRef]
- Wu, Z.; Bei, H.; Pharr, G.M.; George, E.P. Temperature dependence of the mechanical properties of equiatomic solid solution alloys with face-centered cubic crystal structures. Acta Mater. 2014, 81, 428–441. [Google Scholar] [CrossRef]
- Chokshi, A.H. Grain boundary processes in strengthening, weakening, and superplasticity. Adv. Eng. Mater. 2020, 22, 1900748. [Google Scholar] [CrossRef]
- Seeger, A.; Diehl, J.; Mader, S.; Rebstock, H. Work-hardening and work-softening of face-centred cubic metal crystals. Philos. Mag. A J. Theor. Exp. Appl. Phys. 1957, 2, 323–350. [Google Scholar] [CrossRef]
- Cao, Y.; Zhang, C.; Zhang, C.; Di, H.; Huang, G.; Liu, Q. Influence of dynamic strain aging on the mechanical properties and microstructural evolution for Alloy 800H during hot deformation. Mater. Sci. Eng. A 2018, 724, 37–44. [Google Scholar] [CrossRef]
- Koyama, M.; Sawaguchi, T.; Tsuzaki, K. Overview of Dynamic Strain Aging and Associated Phenomena in Fe–Mn–C Austenitic Steels. ISIJ Int. 2018, 58, 1383–1395. [Google Scholar] [CrossRef]
- Deng, Z.; Liu, J.; Yan, B.; He, Y. Monotonous deformation behavior of ferritic FeCrAl alloy in the dynamic strain aging regime. J. Alloys Compd. 2018, 749, 664–671. [Google Scholar] [CrossRef]
- Nabizada, A.; Zarei-Hanzaki, A.; Abedi, H.R.; Barati, M.H.; Asghari-Rad, P.; Kim, H.S. The high temperature mechanical properties and the correlated microstructure/texture evolutions of a TWIP high entropy alloy. Mater. Sci. Eng. A 2021, 802, 140600. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | N | Cr | Ni | Si | Mn | Mo | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|
| (wt.%) | 0.044 | 0.065 | 17.4 | 12.4 | 0.39 | 1.57 | 2.63 | 0.02 | <0.001 | bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, X.; Chen, S.; Wang, Q.; Jiang, H.; Rong, L. Temperature Dependence of Fracture Behavior and Mechanical Properties of AISI 316 Austenitic Stainless Steel. Metals 2022, 12, 1421. https://doi.org/10.3390/met12091421
Lv X, Chen S, Wang Q, Jiang H, Rong L. Temperature Dependence of Fracture Behavior and Mechanical Properties of AISI 316 Austenitic Stainless Steel. Metals. 2022; 12(9):1421. https://doi.org/10.3390/met12091421
Chicago/Turabian StyleLv, Xinliang, Shenghu Chen, Qiyu Wang, Haichang Jiang, and Lijian Rong. 2022. "Temperature Dependence of Fracture Behavior and Mechanical Properties of AISI 316 Austenitic Stainless Steel" Metals 12, no. 9: 1421. https://doi.org/10.3390/met12091421