
Mechanical Behavior and Microstructure Evolution during High-Temperature Tensile Deformation of MnE21 Magnesium Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Experimental Methods
2.2. Numerical Methods
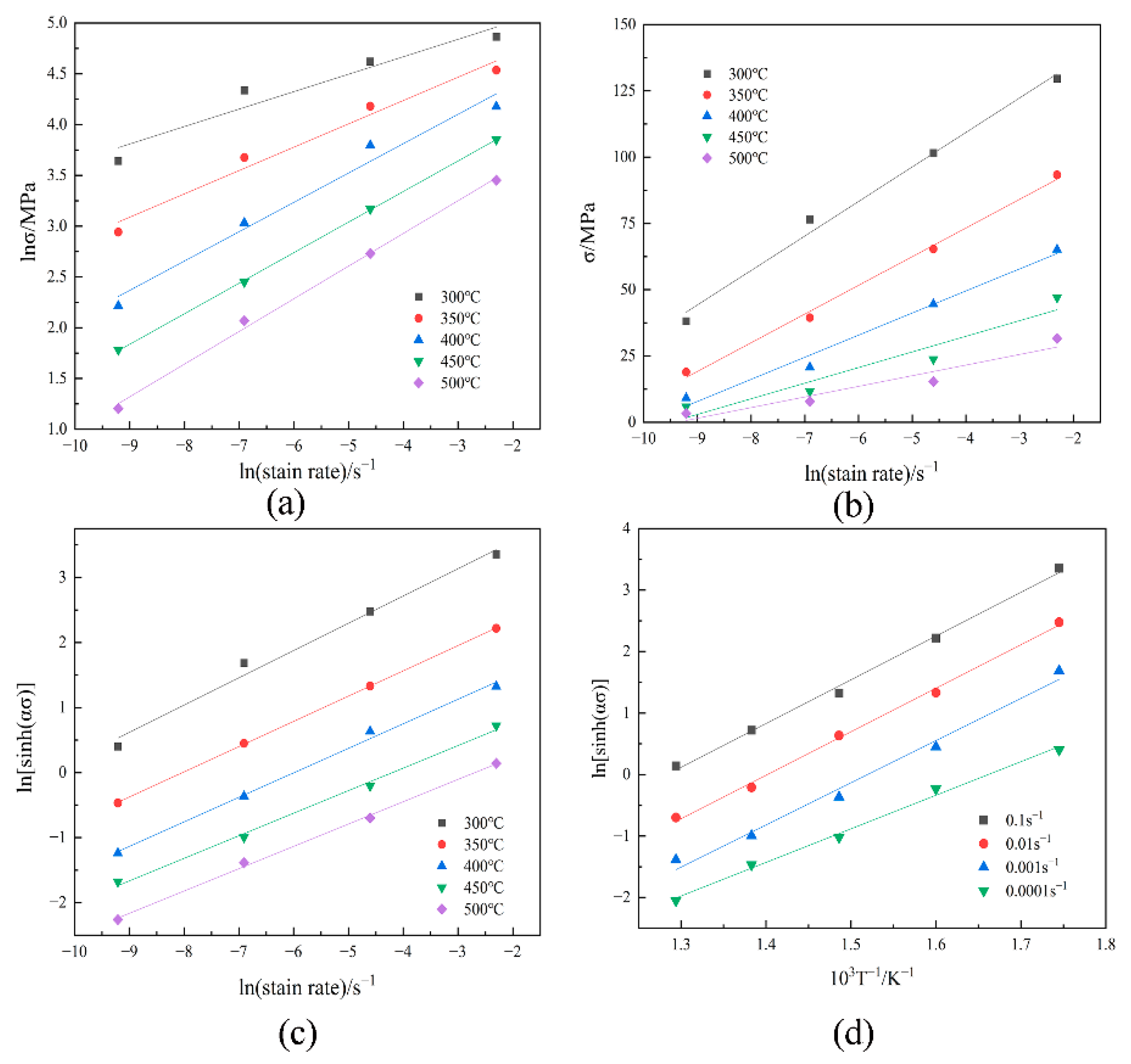
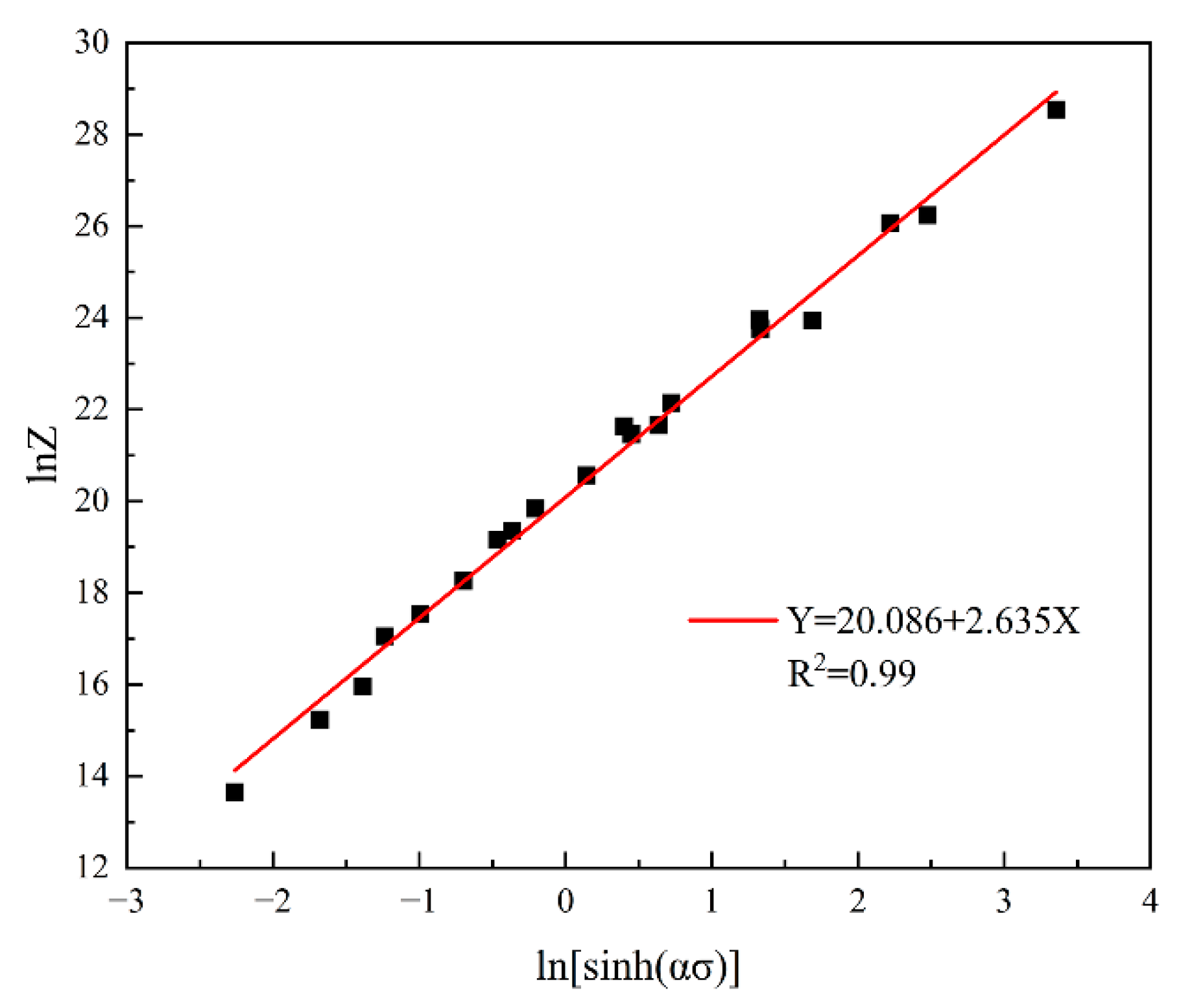
2.2.1. Hyperbolic Sine Arrhenius Model
2.2.2. Processing Maps
3. Results and Discussion
3.1. Flow Stress Behavior
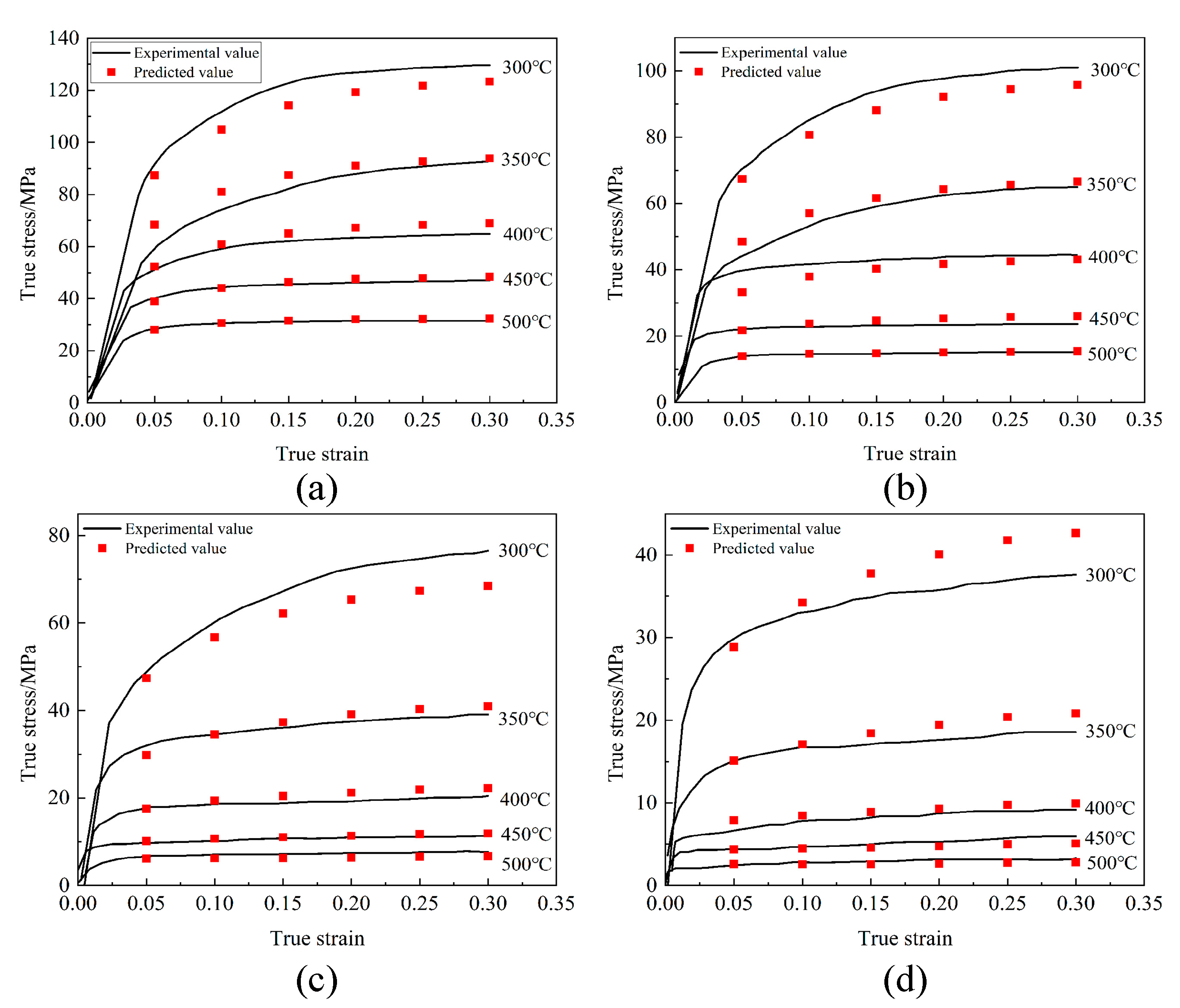
3.2. Analysis of Constitutive Behavior
3.3. Hot Processing
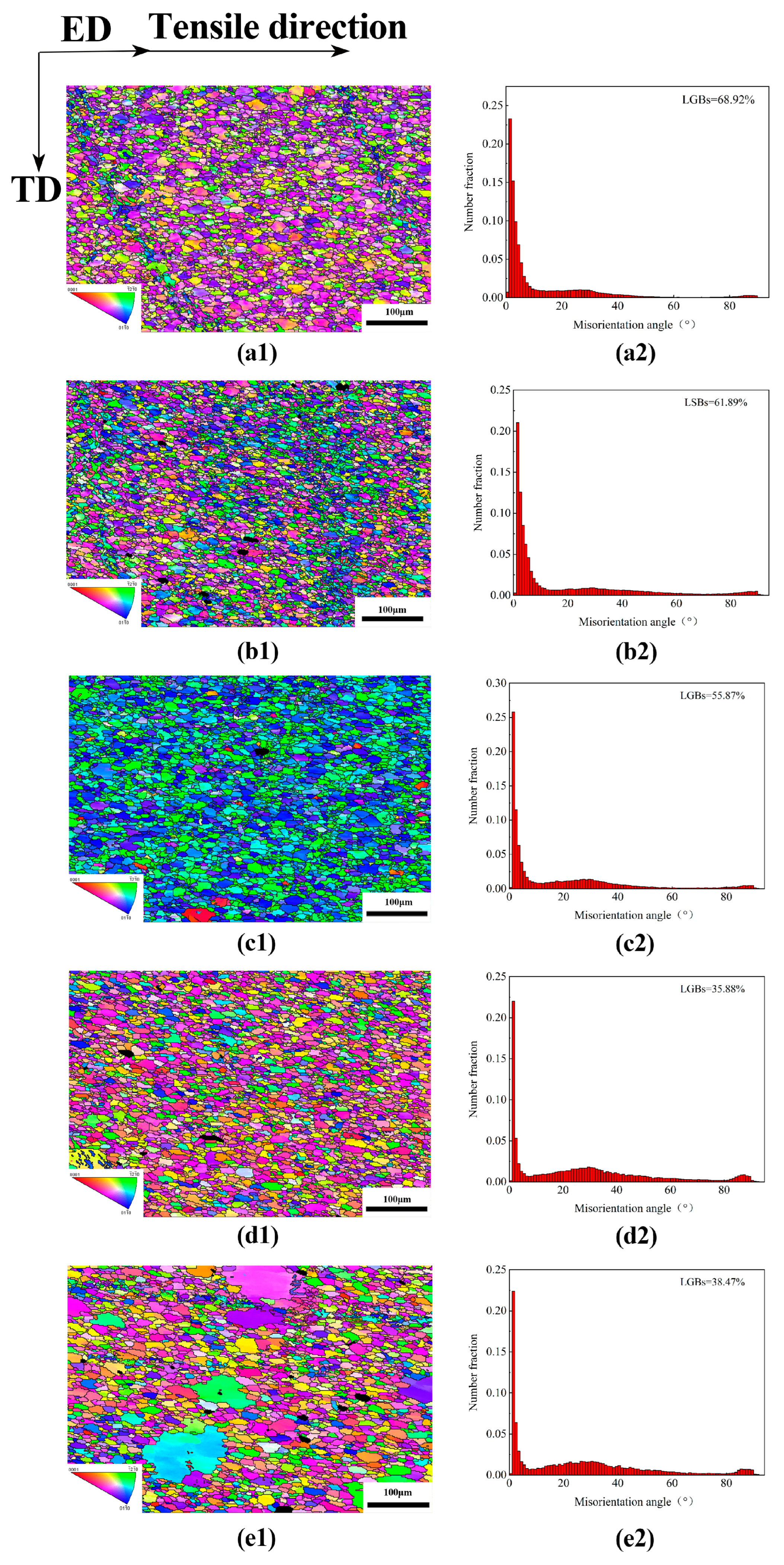
3.4. Microstructures of Deformed MnE21 Magnesium Alloy
4. Conclusions
- (1)
- According to the obtained data, the high-temperature constitutive equation of MnE21 magnesium alloy was constructed, and strain compensation was applied to the constitutive equation to better characterize the high-temperature flow behavior of MnE21 magnesium alloy.
- (2)
- Strain rates have a significant effect on the processing of MnE21 magnesium alloy, and it was found that when 1 × 10−1s−1, material destabilization occurs, but a higher temperature can offset this negative effect to some extent. For this alloy, the suitable processing temperature range is 450 °C to 500 °C.
- (3)
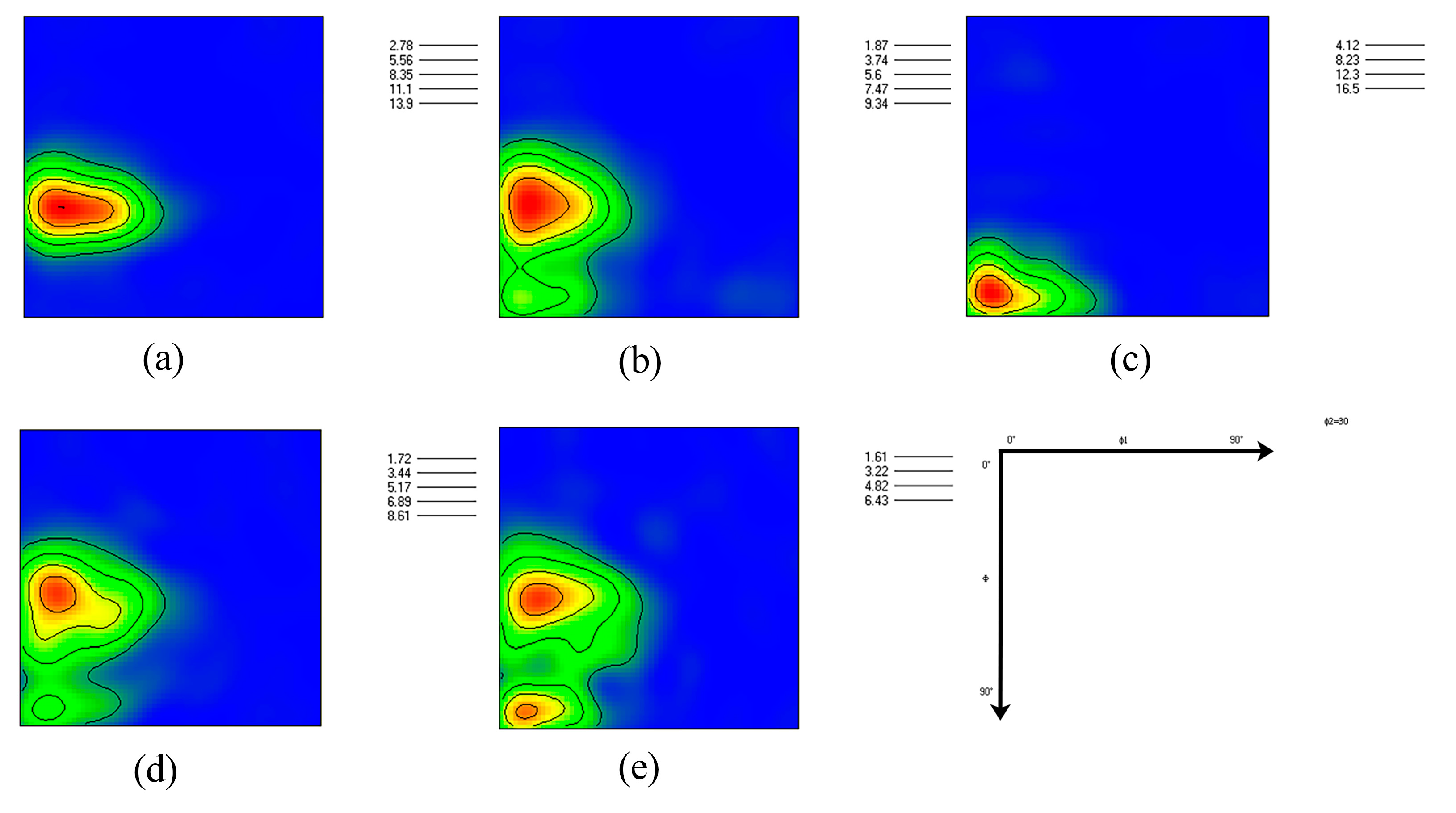
- MnE21 magnesium alloy undergoes significant dynamic recrystallization at 350 to 500 °C. In addition, the reorientation of the grains of MnE21 magnesium alloy occurs at 400 °C. This phenomenon also leads to changes in the internal crystal structure, and the grain orientation and structure are restored as the temperature increases.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Joost, W.J.; Krajewski, P.E. Towards magnesium alloys for high-volume automotive applications. Scr. Mater. 2017, 128, 107–112. [Google Scholar] [CrossRef]
- Deng, J.-F.; Tian, J.; Zhou, Y.; Chang, Y.; Liang, W.; Ma, J. Plastic deformation mechanism and hardening mechanism of rolled Rare-Earth magnesium alloy thin sheet. Mater. Des. 2022, 218, 110678. [Google Scholar] [CrossRef]
- Zhang, L.; Qi, G.; Ma, L.; Dai, Y.; Wang, Q.; Wang, R.; Huang, W. Study on Joint Structure and Fatigue Properties of Magnesium Alloy Active TIG Welding and TIG Welding. J. Phys. Conf. Ser. 2020, 1578, 012197. [Google Scholar] [CrossRef]
- Zeng, Z.; Salehi, M.; Kopp, A.; Xu, S.; Esmaily, M.; Birbilis, N. Recent progress and perspectives in additive manufacturing of magnesium alloys. J. Magnes. Alloys 2022, 10, 1511–1541. [Google Scholar] [CrossRef]
- Easton, M.; Beer, A.; Barnett, M.; Davies, C.; Dunlop, G.; Durandet, Y.; Blacket, S.; Hilditch, T.; Beggs, P. Magnesium alloy applications in automotive structures. Jom-Us 2008, 60, 57. [Google Scholar] [CrossRef]
- Liu, Y.; Zheng, Y.; Chen, X.-H.; Yang, J.-A.; Pan, H.; Chen, D.; Wang, L.; Zhang, J.; Zhu, D.; Wu, S.; et al. Fundamental Theory of Biodegradable Metals—Definition, Criteria, and Design. Adv. Funct. Mater. 2019, 29, 1805402. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A.; Sahara, R.; Inoue, T. Excellent room temperature deformability in high strain rate regimes of magnesium alloy. Sci. Rep. 2018, 8, 656. [Google Scholar] [CrossRef]
- Ma, Z.; Hu, F.; Wang, Z.; Fu, K.; Wei, Z.; Wang, J.; Li, W. Constitutive Equation and Hot Processing Map of Mg-16Al Magnesium Alloy Bars. Materials 2020, 13, 3107. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.-M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Duan, Y.; Ma, L.; Qi, H.; Li, R.; Li, P. Developed constitutive models, processing maps and microstructural evolution of Pb-Mg-10Al-0.5B alloy. Mater. Charact. 2017, 129, 353–366. [Google Scholar] [CrossRef]
- Hu, D.-C.; Wang, L.; Wang, H.-J. Dynamic Recrystallization Behavior and Processing Map of the 6082 Aluminum Alloy. Materials 2020, 13, 1042. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Z.; Fan, Q.; Xia, Z.; Hao, A.; Yang, W.; Ji, W.; Cao, H. Constitutive Relationship and Hot Processing Maps of Mg-Gd-Y-Nb-Zr Alloy. J. Mater. Sci. Technol. 2017, 33, 637–644. [Google Scholar] [CrossRef]
- Liu, F.; Ma, J.; Peng, L.; Huang, G.; Zhang, W.; Xie, H.; Mi, X. Hot Deformation Behavior and Microstructure Evolution of Cu–Ni–Co–Si Alloys. Materials 2020, 13, 2042. [Google Scholar] [CrossRef]
- Sun, D.; Jiang, S.; Yan, B.; Yu, J.; Zhang, Y. Mechanical behaviour and microstructural evolution of Ti-37 at.%Nb alloy subjected to hot compression deformation. J. Alloys Compd. 2020, 834, 155010. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K.; Gegel, H.L.; Doraivelu, S.M.; Malas, J.C.; Morgan, J.T.; Lark, K.A.; Barker, D.R. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Wang, M.-H.; Wang, R.; Meng, L.; Wang, G.-T. Processing maps and hot working mechanisms of supercritical martensitic stainless steel. J. Cent. South Univ. 2016, 23, 1556–1563. [Google Scholar] [CrossRef]
- Ji, H.; Peng, Z.; Pei, W.; Xin, L.; Ma, Z.; Lu, Y. Constitutive equation and hot processing map of TA15 titanium alloy. Mater. Res. Express 2020, 7, 046508. [Google Scholar] [CrossRef]
- Huang Y, Zeng G, Huang L, Zheng Z, Liu C, Zhan H. Influence of strain rate on dynamic recrystallization behavior and hot formability of basal-textured AZ80 magnesium alloy. Mater. Charact. 2022, 187, 111880. [Google Scholar] [CrossRef]
- Li, Y.; Ji, H.; Li, W.; Li, Y.; Pei, W.; Liu, J. Hot Deformation Characteristics—Constitutive Equation and Processing Maps—of 21-4N Heat-Resistant Steel. Materials 2019, 12, 89. [Google Scholar] [CrossRef] [Green Version]
- Rajput, S.K.; Chaudhari, G.P.; Nath, S.K. Characterization of hot deformation behavior of a low carbon steel using processing maps, constitutive equations and Zener-Hollomon parameter. J. Mater. Process. Technol. 2016, 237, 113–125. [Google Scholar] [CrossRef]
- Meng, G.; Li, B.; Li, H.; Huang, H.; Nie, Z. Hot deformation and processing maps of an Al–5.7wt.%Mg alloy with erbium. Mater. Sci. Eng. A 2009, 517, 132–137. [Google Scholar] [CrossRef]
- Yang, J.Y.; Kim, W.J. The effect of addition of Sn to copper on hot compressive deformation mechanisms, microstructural evolution and processing maps. J. Mater. Res. Technol. 2020, 9, 749–761. [Google Scholar] [CrossRef]
- Meng, B.; Du, Z.; Li, C.; Wan, M. Constitutive behavior and microstructural evolution in hot deformed 2297 Al-Li alloy. Chin. J. Aeronaut. 2020, 33, 1338–1348. [Google Scholar] [CrossRef]
- Cai, Z.; Chen, F.; Guo, J. Constitutive model for elevated temperature flow stress of AZ41M magnesium alloy considering the compensation of strain. J. Alloys Compd. 2015, 648, 215–222. [Google Scholar] [CrossRef]
- Gryguc, A.; Shaha, S.K.; Behravesh, S.B.; Jahed, H.; Wells, M.; Williams, B. Compression Behaviour of Semi-closed Die Forged AZ80 Extrusion. In Characterization of Minerals, Metals, and Materials 2017; Ikhmayies, S., Li, B., Carpenter, J.S., Li, J.I., Hwang, J.-Y., Monteiro, S.N., Firrao, D., Zhang, M., Peng, Z., Escobedo-Diaz, J.P., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 361–369. [Google Scholar]
- Gryguc, A.; Shaha, S.K.; Behravesh, S.B.; Jahed, H.; Wells, M.; Williams, B.; Su, X. Monotonic and cyclic behaviors of cast and cast-forged AZ80 Mg. Int. J. Fatigue 2017, 104, 136–149. [Google Scholar] [CrossRef]
- Gryguc, A.; Behravesh, S.B.; Shaha, S.K.; Jahed, H.; Wells, M.; Williams, B.; Su, X. Low-cycle fatigue characterization and texture induced ratcheting behaviour of forged AZ80 Mg alloys. Int. J. Fatigue 2018, 116, 429–438. [Google Scholar] [CrossRef]
- Gryguć, A.; Behravesh, S.B.; Shaha, S.K.; Jahed, H.; Wells, M.; Williams, B.; Su, X. Multiaxial cyclic behaviour of extruded and forged AZ80 Mg alloy. Int. J. Fatigue 2019, 127, 324–337. [Google Scholar] [CrossRef]
- Tahreen, N.; Zhang, D.F.; Pan, F.S.; Jiang, X.Q.; Li, D.Y.; Chen, D.L. Texture evolution and deformation activity of an extruded magnesium alloy: Effect of yttrium and deformation temperature. J. Alloys Compd. 2016, 688, 270–284. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mg | Mn | Si | Ce | Na | Al | S | Cl |
|---|---|---|---|---|---|---|---|
| 97.782 | 1.439 | 0.267 | 0.267 | 0.197 | 0.035 | 0.026 | 0.038 |
| /s−1 | ||||||
|---|---|---|---|---|---|---|
| 300 | 350 | 400 | 450 | 500 | ||
| 0.1 | −2.303 | 129.629 | 93.340 | 65.153 | 47.061 | 31.575 |
| 0.01 | −4.605 | 101.595 | 65.398 | 44.559 | 23.768 | 15.333 |
| 0.001 | −6.908 | 76.475 | 39.461 | 20.744 | 11.582 | 7.916 |
| 0.0001 | −9.210 | 38.142 | 18.948 | 9.156 | 5.942 | 3.333 |
| (s−1) | 300 °C | 350 °C | 400 °C | 450 °C | 500 °C | |
|---|---|---|---|---|---|---|
| 0.1 | 0.1 | 111.764 | 74.141 | 59.171 | 44.235 | 30.516 |
| 0.01 | 85.239 | 53.229 | 41.678 | 22.700 | 14.499 | |
| 0.001 | 60.189 | 34.481 | 18.575 | 9.948 | 7.078 | |
| 0.0001 | 33.044 | 16.745 | 7.811 | 4.395 | 2.810 | |
| 0.2 | 0.1 | 126.807 | 87.858 | 62.800 | 46.111 | 31.407 |
| 0.01 | 97.672 | 62.430 | 43.374 | 23.331 | 14.953 | |
| 0.001 | 72.488 | 37.474 | 19.401 | 11.034 | 7.419 | |
| 0.0001 | 35.961 | 17.449 | 8.382 | 5.100 | 3.157 | |
| 0.3 | 0.1 | 129.629 | 92.541 | 64.852 | 47.061 | 31.565 |
| 0.01 | 101.050 | 64.975 | 44.408 | 23.622 | 15.220 | |
| 0.001 | 76.218 | 39.067 | 20.743 | 11.350 | 7.667 | |
| 0.0001 | 37.718 | 18.553 | 9.156 | 5.942 | 3.195 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Wang, J.; Jiang, Y.; Zhang, M. Mechanical Behavior and Microstructure Evolution during High-Temperature Tensile Deformation of MnE21 Magnesium Alloy. Metals 2022, 12, 1431. https://doi.org/10.3390/met12091431
Li X, Wang J, Jiang Y, Zhang M. Mechanical Behavior and Microstructure Evolution during High-Temperature Tensile Deformation of MnE21 Magnesium Alloy. Metals. 2022; 12(9):1431. https://doi.org/10.3390/met12091431
Chicago/Turabian StyleLi, Xiangji, Jiahui Wang, Yutong Jiang, and Maoqiang Zhang. 2022. "Mechanical Behavior and Microstructure Evolution during High-Temperature Tensile Deformation of MnE21 Magnesium Alloy" Metals 12, no. 9: 1431. https://doi.org/10.3390/met12091431