
High-Temperature Tensile Properties of Hastelloy X Produced by Laser Powder Bed Fusion with Different Heat Treatments
 and
and
Abstract
:1. Introduction
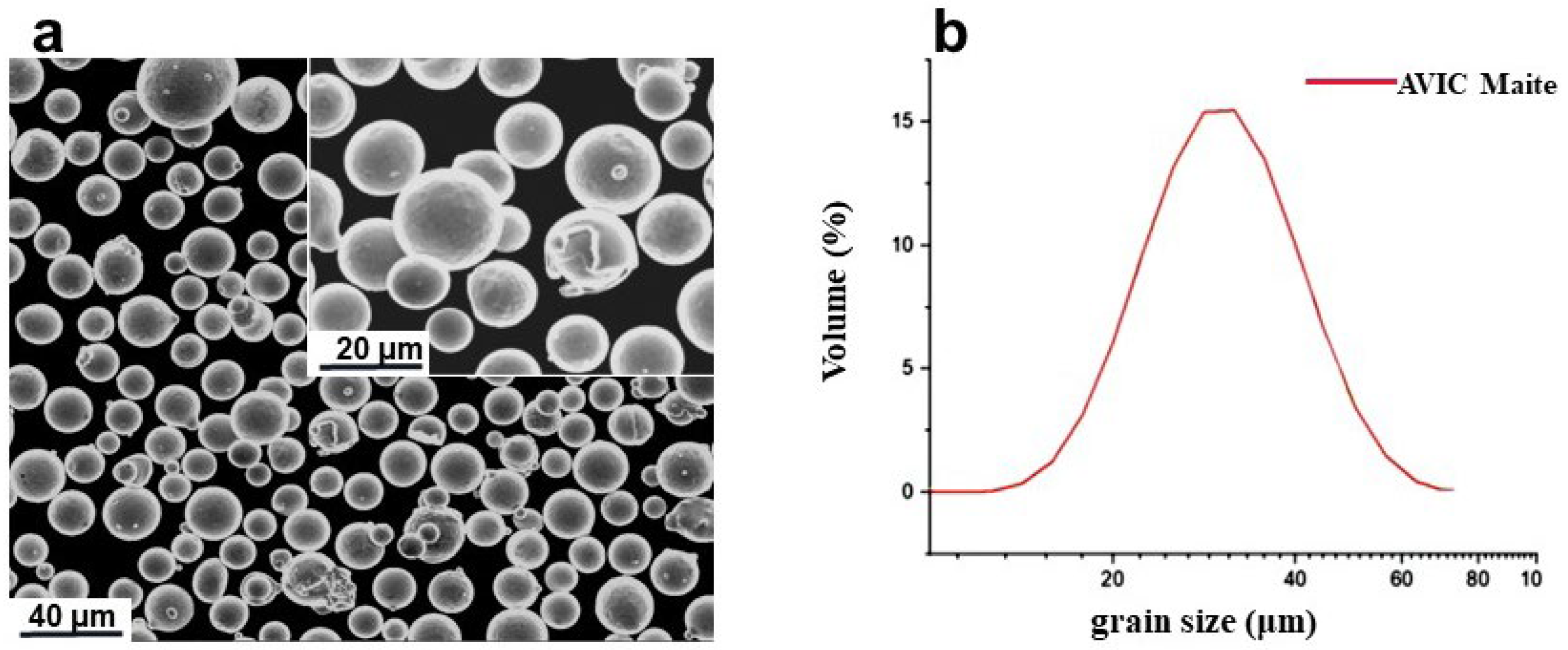
2. Experimental and Methods
3. Results
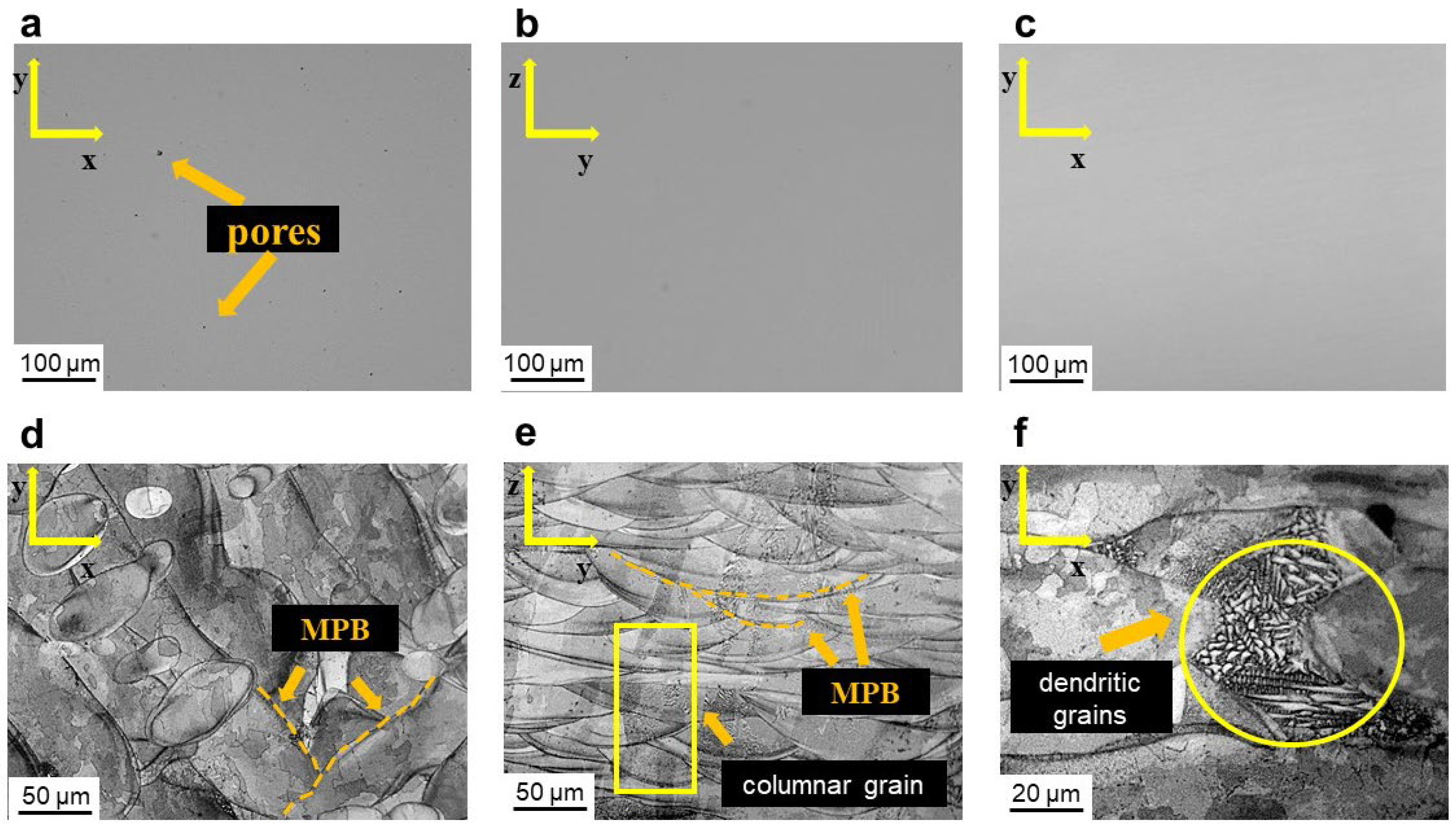
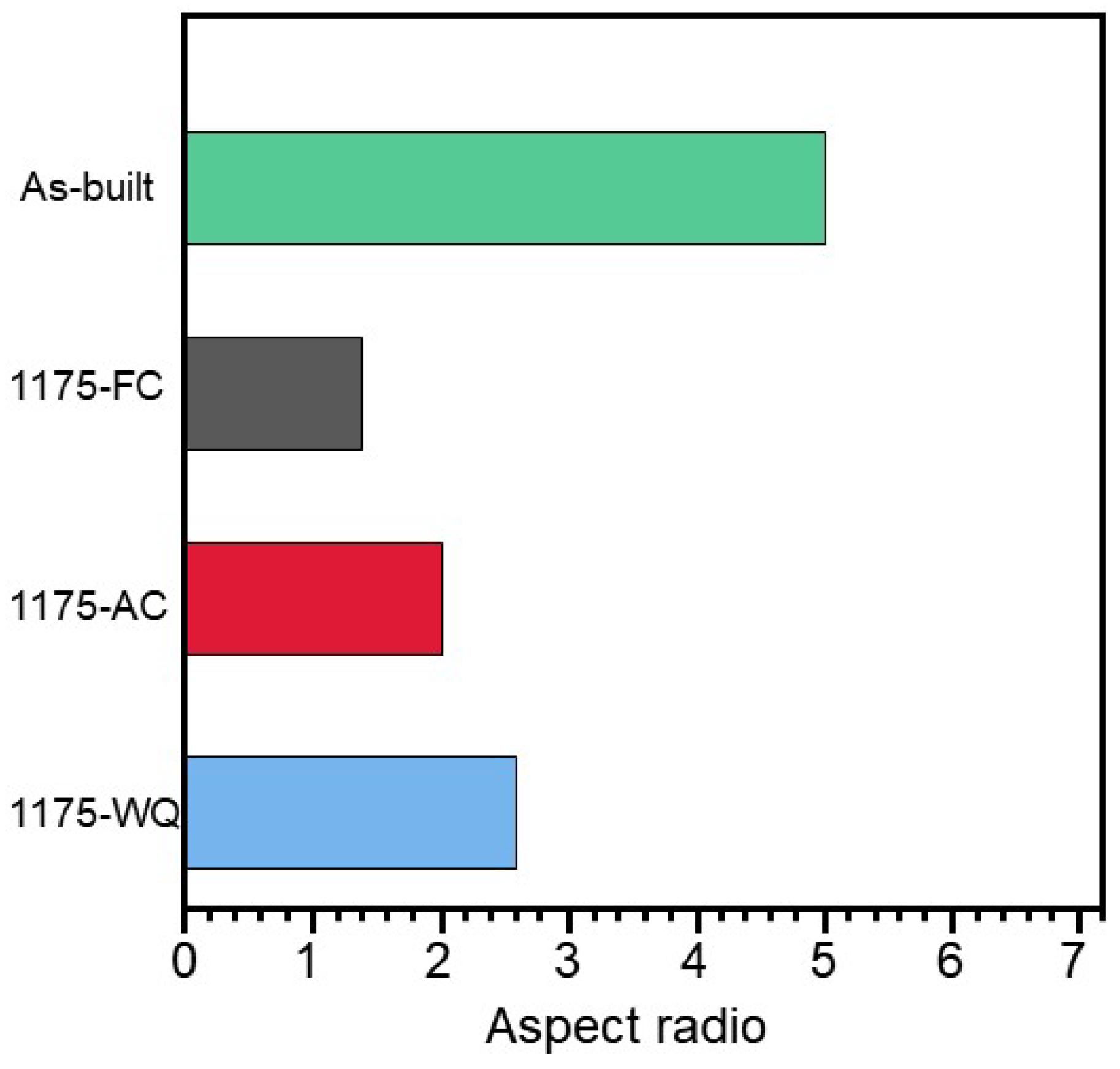
3.1. Microstructure Characterization of LPBF HX Alloys
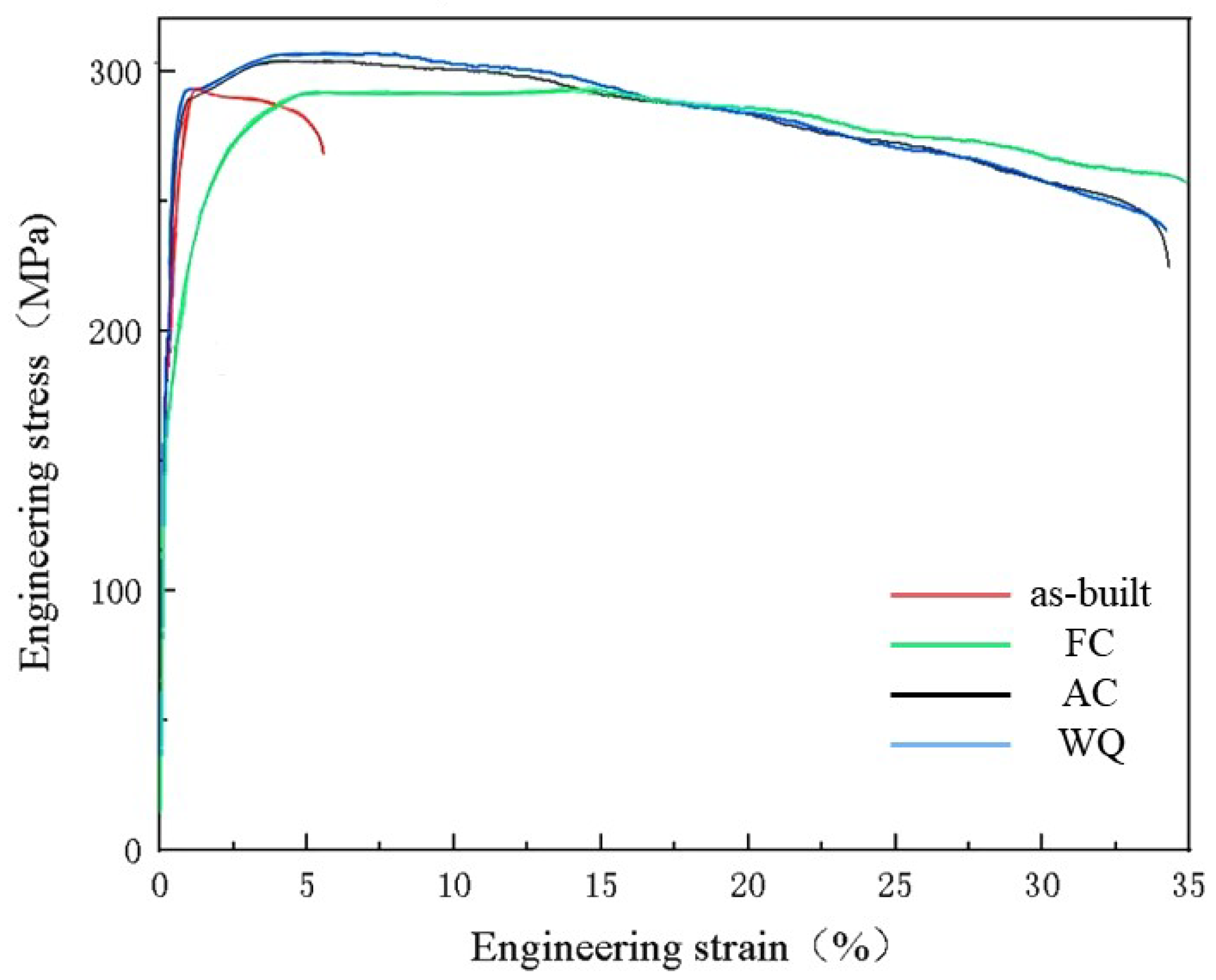
3.2. High-Temperature Tensile Properties
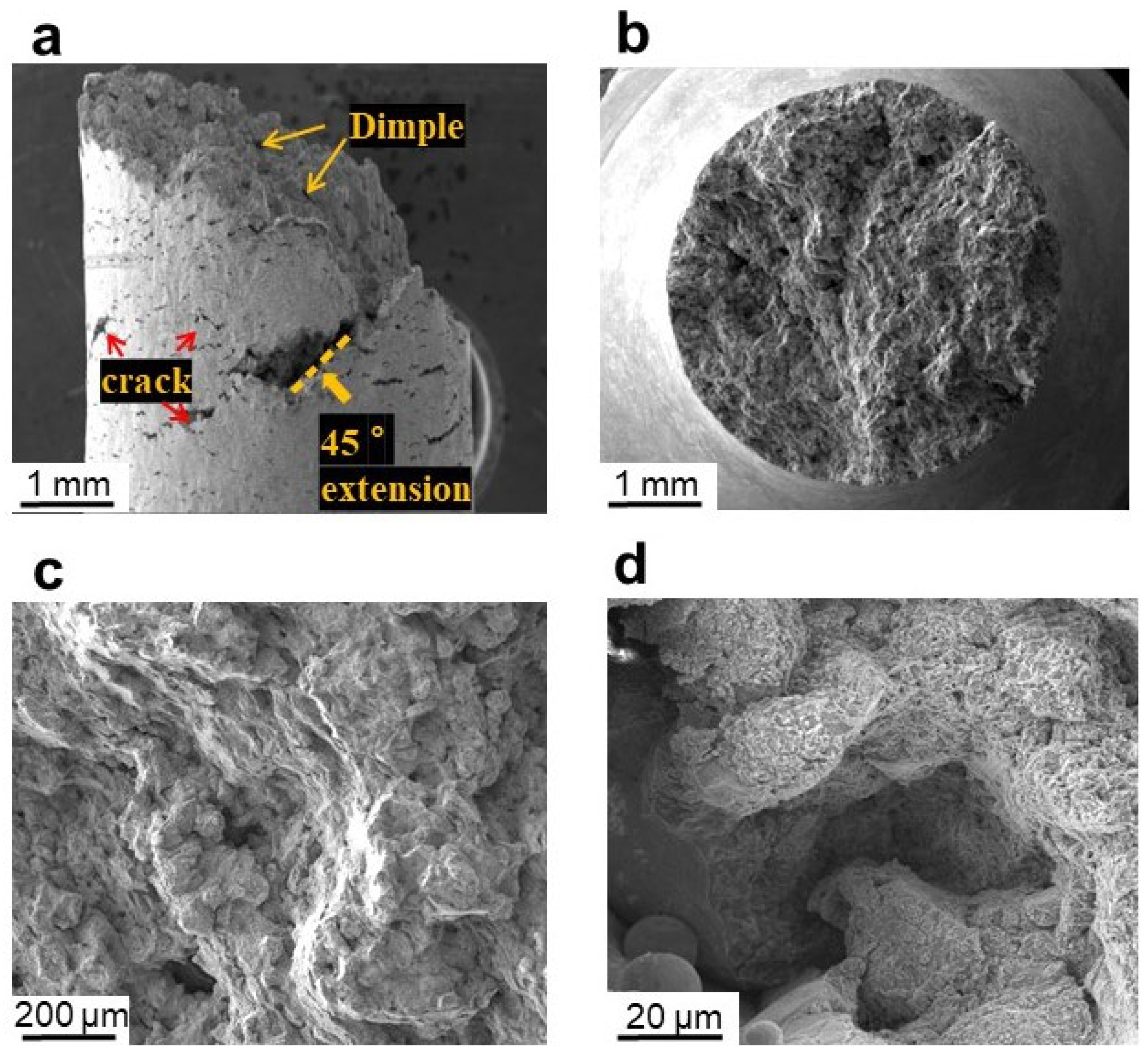
3.3. Fracture Surface Characterization
4. Discussion
5. Conclusions
- 1.
- The high-temperature (1175 °C) solution heat treatments could homogenize the microstructure, eliminate the molten pool boundaries, and achieve the columnar to equiaxed grain transition.
- 2.
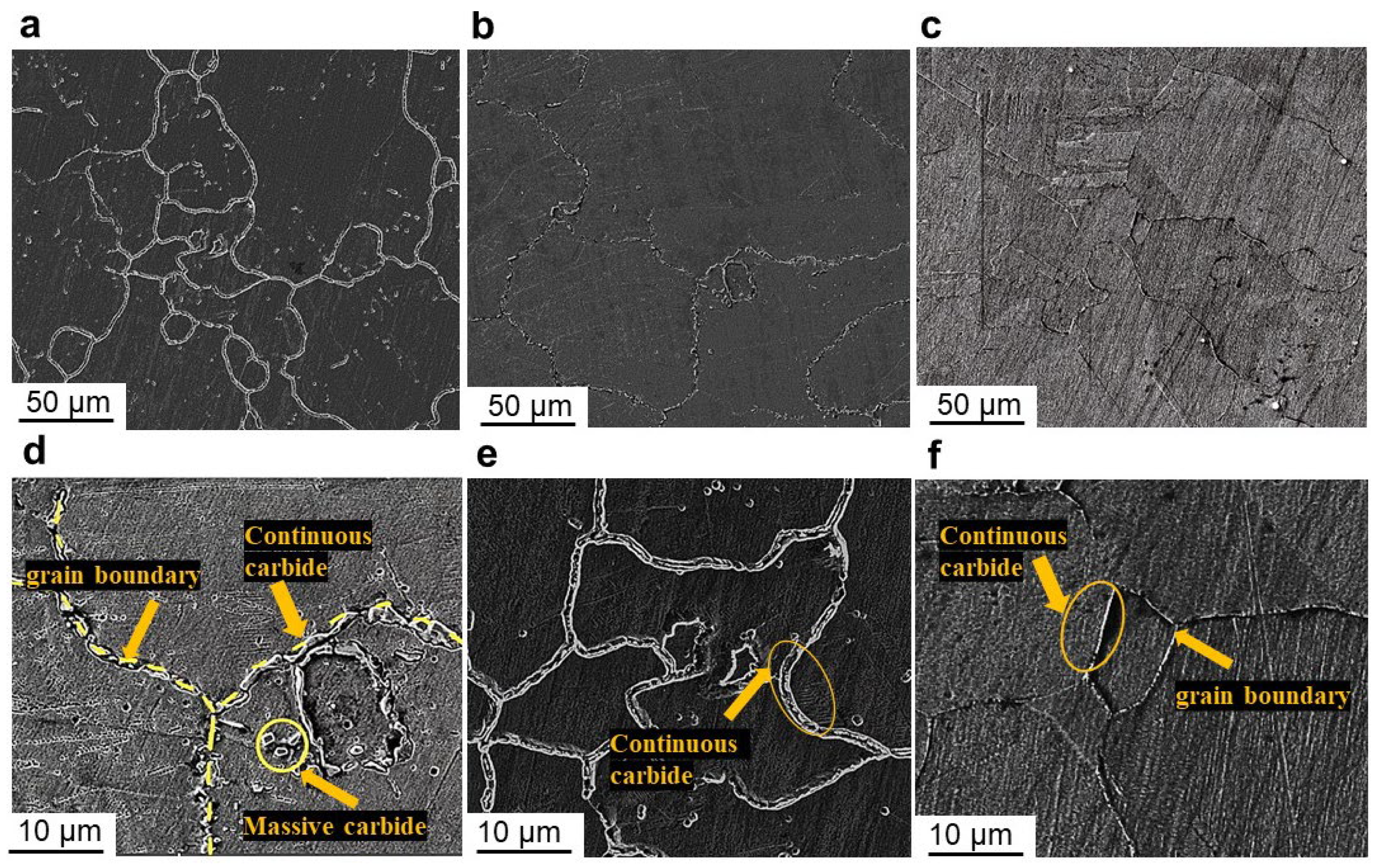
- Slow cooling, such as furnace cooling (10 °C/min) used in this study, could lead to coarse carbide precipitation with continuous morphology along the grain boundaries. In contrast, rapid cooling (air cooling and water quenching) approach might lead to the formation of thin carbide layers.
- 3.
- The chromium rich carbide (M23C6) is easily obtained at a low cooling temperature. The cooling rate of furnace cooling is slow, so M23C6 can be fully precipitated. The continuous carbide distribution at the grain boundary can play a strengthening role and hinder dislocations. Therefore, the high temperature plasticity of as-built LPBF HX alloy is greatly improved.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ghiaasiaan, R.; Muhammad, M.; Gradl, P.R.; Shao, S.; Shamsaei, N. Superior tensile properties of Hastelloy X enabled by additive manufacturing. Mater. Res. Lett. 2021, 9, 308–314. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Esmaeilizadeh, R.; Ali, U.; Enrique, P.D.; Mahmoodkhani, Y.; Zhou, N.Y.; Bonakdar, A.; Toyserkani, E. Controlling mechanical properties of additively manufactured hastelloy X by altering solidification pattern during laser powder-bed fusion. Mater. Sci. Eng. A 2019, 762, 138081. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, B.; Wen, Y.; Qu, X. Research progress on selective laser melting processing for nickel-based superalloy. Int. J. Miner. Met. Mater. 2022, 29, 369–388. [Google Scholar] [CrossRef]
- Mertens, R.; Dadbakhsh, S.; Van Humbeeck, J.; Kruth, J.-P. Application of base plate preheating during selective laser melting. Procedia CIRP 2018, 74, 5–11. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Pourbabak, S.; Van Humbeeck, J.; Schryvers, D.; Vanmeensel, K. Microstructure and mechanical properties of Hastelloy X produced by HP-SLM (high power selective laser melting). Mater. Des. 2019, 165, 107598. [Google Scholar] [CrossRef]
- Wang, F. Mechanical property study on rapid additive layer manufacture Hastelloy® X alloy by selective laser melting technology. Int. J. Adv. Manuf. Technol. 2011, 58, 545–551. [Google Scholar] [CrossRef]
- Tomus, D.; Jarvis, T.; Wu, X.; Mei, J.; Rometsch, P.; Herny, E.; Rideau, J.-F.; Vaillant, S. Controlling the Microstructure of Hastelloy-X Components Manufactured by Selective Laser Melting. Phys. Procedia 2013, 41, 823–827. [Google Scholar] [CrossRef]
- Yin, Y.; Zhang, J.; Yang, S.; Liu, T.; Han, Q.; Zhang, Z.; Yang, H. Effect of microstructure on the electrochemical dissolution behaviour of Hastelloy® X superalloy processed by selective laser melting and heat treatments. Mater. Des. 2021, 206, 109828. [Google Scholar] [CrossRef]
- Jinoop, A.; Paul, C.; Kumar, J.G.; Anilkumar, V.; Singh, R.; Rao, S.; Bindra, K. Influence of heat treatment on the microstructure evolution and elevated temperature mechanical properties of Hastelloy-X processed by laser directed energy deposition. J. Alloy. Compd. 2021, 868, 159207. [Google Scholar] [CrossRef]
- Han, Q.; Gu, Y.; Setchi, R.; Lacan, F.; Johnston, R.; Evans, S.L.; Yang, S. Additive manufacturing of high-strength crack-free Ni-based Hastelloy X superalloy. Addit. Manuf. 2019, 30, 100919. [Google Scholar] [CrossRef]
- Saarimäki, J.; Lundberg, M.; Brodin, H.; Moverare, J. Dwell-fatigue crack propagation in additive manufactured Hastelloy X. Mater. Sci. Eng. A 2018, 722, 30–36. [Google Scholar] [CrossRef]
- Han, Q.; Gu, Y.; Soe, S.; Lacan, F.; Setchi, R. Effect of hot cracking on the mechanical properties of Hastelloy X superalloy fabricated by laser powder bed fusion additive manufacturing. Opt. Laser Technol. 2019, 124, 105984. [Google Scholar] [CrossRef]
- Rickenbacher, L.; Etter, T.; Hövel, S.; Wegener, K. High temperature material properties of IN738LC processed by selective laser melting (SLM) technology. Rapid Prototyp. J. 2013, 19, 282–290. [Google Scholar] [CrossRef]
- Pourbabak, S.; Montero-Sistiaga, M.L.; Schryvers, D.; Van Humbeeck, J.; Vanmeensel, K. Microscopic investigation of as built and hot isostatic pressed Hastelloy X processed by Selective Laser Melting. Mater. Charact. 2019, 153, 366–371. [Google Scholar] [CrossRef]
- Etter, T.; Kunze, K.; Geiger, F.; Meidani, H. Reduction in mechanical anisotropy through high temperature heat treatment of Hastelloy X processed by Selective Laser Melting (SLM). IOP Conf. Ser. Mater. Sci. Eng. 2015, 82, 012097. [Google Scholar] [CrossRef]
- Montero-Sistiaga, M.L.; Liu, Z.; Bautmans, L.; Nardone, S.; Ji, G.; Kruth, J.-P.; Van Humbeeck, J.; Vanmeensel, K. Effect of temperature on the microstructure and tensile properties of micro-crack free hastelloy X produced by selective laser melting. Addit. Manuf. 2019, 31, 100995. [Google Scholar] [CrossRef]
- Shi, Y.; Xiong, X.; Liu, Z.; Yang, Y.; Hou, J.; Wu, S.; Rao, J.H.; Zhang, K.; Huang, A. Mechanical Property Evaluation of a SLMed Martensitic Stainless Steel. Acta Met. Sin. (English Lett.) 2020, 33, 1466–1476. [Google Scholar] [CrossRef]
- Kitano, H.; Tsujii, M.; Kusano, M.; Yumoto, A.; Watanabe, M. Effect of plastic strain on the solidification cracking of Hastelloy-X in the selective laser melting process. Addit. Manuf. 2020, 37, 101742. [Google Scholar] [CrossRef]
- Wang, H.; Chen, L.; Dovgyy, B.; Xu, W.; Sha, A.; Li, X.; Tang, H.; Liu, Y.; Wu, H.; Pham, M.-S. Micro-cracking, microstructure and mechanical properties of Hastelloy-X alloy printed by laser powder bed fusion: As-built, annealed and hot-isostatic pressed. Addit. Manuf. 2021, 39, 101853. [Google Scholar] [CrossRef]
- Marchese, G.; Basile, G.; Bassini, E.; Aversa, A.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Study of the Microstructure and Cracking Mechanisms of Hastelloy X Produced by Laser Powder Bed Fusion. Materials 2018, 11, 106. [Google Scholar] [CrossRef] [Green Version]
- Keller, C.; Mokhtari, M.; Vieille, B.; Briatta, H.; Bernard, P. Influence of a rescanning strategy with different laser powers on the microstructure and mechanical properties of Hastelloy X elaborated by powder bed fusion. Mater. Sci. Eng. A 2020, 803, 140474. [Google Scholar] [CrossRef]
- Wang, F.; Wu, X.H.; Clark, D. On direct laser deposited Hastelloy X: Dimension, surface finish, microstructure and mechanical properties. Mater. Sci. Technol. 2011, 27, 344–356. [Google Scholar] [CrossRef]
- Tian, Y.; Tomus, D.; Rometsch, P.; Wu, X. Influences of processing parameters on surface roughness of Hastelloy X produced by selective laser melting. Addit. Manuf. 2017, 13, 103–112. [Google Scholar] [CrossRef]
- Esmaeilizadeh, R.; Keshavarzkermani, A.; Ali, U.; Mahmoodkhani, Y.; Behravesh, B.; Jahed, H.; Bonakdar, A.; Toyserkani, E. Customizing mechanical properties of additively manufactured Hastelloy X parts by adjusting laser scanning speed. J. Alloys Compd. 2019, 812, 152097. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef]
- Han, Q.; Mertens, R.; Montero-Sistiaga, M.L.; Yang, S.; Setchi, R.; Vanmeensel, K.; Van Hooreweder, B.; Evans, S.L.; Fan, H. Laser powder bed fusion of Hastelloy X: Effects of hot isostatic pressing and the hot cracking mechanism. Mater. Sci. Eng. A 2018, 732, 228–239. [Google Scholar] [CrossRef]
- Kitano, H.; Kusano, M.; Tsujii, M.; Yumoto, A.; Watanabe, M. Process Parameter Optimization Framework for the Selective Laser Melting of Hastelloy X Alloy Considering Defects and Solidification Crack Occurrence. Crystals 2021, 11, 578. [Google Scholar] [CrossRef]
- Sanchez-Mata, O.; Wang, X.; Muñiz-Lerma, J.A.; Shandiz, M.A.; Gauvin, R.; Brochu, M. Fabrication of Crack-Free Nickel-Based Superalloy Considered Non-Weldable during Laser Powder Bed Fusion. Materials 2018, 11, 1288. [Google Scholar] [CrossRef]
- Han, Q.; Gu, Y.; Wang, L.; Feng, Q.; Gu, H.; Johnston, R.; Setchi, R. Effects of TiC content on microstructure and mechanical properties of nickel-based hastelloy X nanocomposites manufactured by selective laser melting. Mater. Sci. Eng. A 2020, 796, 140008. [Google Scholar] [CrossRef]
- Tang, Y.T.; Wilkinson, A.J.; Reed, R.C. Grain Boundary Serration in Nickel-Based Superalloy Inconel 600: Generation and Effects on Mechanical Behavior. Met. Mater. Trans. A 2018, 49, 4324–4342. [Google Scholar] [CrossRef] [Green Version]
- Marchese, G.; Bassini, E.; Aversa, A.; Lombardi, M.; Ugues, D.; Fino, P.; Biamino, S. Microstructural Evolution of Post-Processed Hastelloy X Alloy Fabricated by Laser Powder Bed Fusion. Materials 2019, 12, 486. [Google Scholar] [CrossRef] [PubMed]
- Tomus, D.; Rometsch, P.A.; Heilmaier, M.; Wu, X. Effect of minor alloying elements on crack-formation characteristics of Hastelloy-X manufactured by selective laser melting. Addit. Manuf. 2017, 16, 65–72. [Google Scholar] [CrossRef]
- Sah, I.; Kim, E.-S. High-temperature tensile behavior of diffusion-welded hastelloy X. J. Mech. Sci. Technol. 2022, 36, 1–10. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, X.; Tomus, D.; Davies, C.H. Surface roughness of Selective Laser Melted Ti-6Al-4V alloy components. Addit. Manuf. 2018, 21, 91–103. [Google Scholar] [CrossRef]
- Bidulská, J.; Bidulský, R.; Grande, M.A.; Kvačkaj, T. Different Formation Routes of Pore Structure in Aluminum Powder Metallurgy Alloy. Materials 2019, 12, 3724. [Google Scholar] [CrossRef] [PubMed]
- Bidulský, R.; Bidulská, J.; Gobber, F.S.; Kvačkaj, T.; Petroušek, P.; Actis-Grande, M.; Weiss, K.-P.; Manfredi, D. Case Study of the Tensile Fracture Investigation of Additive Manufactured Austenitic Stainless Steels Treated at Cryogenic Conditions. Materials 2020, 13, 3328. [Google Scholar] [CrossRef]
- Beiss, P.; Dalgic, M. Structure property relationships in porous sintered steels. Mater. Chem. Phys. 2001, 67, 37–42. [Google Scholar] [CrossRef]
- Korotkov, V.A.; Anan’Ev, S.P.; Shekurov, A.V. Investigation of the effect of the cooling rate on the quality of the surface layer in plasma quenching. Weld. Int. 2013, 27, 407–410. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Sadowski, M.; Ladani, L. Direct metal laser melting of Inconel 718: Process impact on grain formation and orientation. J. Alloys Compd. 2018, 736, 297–305. [Google Scholar] [CrossRef]
- Keshavarzkermani, A.; Esmaeilizadeh, R.; Enrique, P.D.; Asgari, H.; Zhou, N.Y.; Bonakdar, A.; Toyserkani, E. Static recrystallization impact on grain structure and mechanical properties of heat-treated Hastelloy X produced via laser powder-bed fusion. Mater. Charact. 2021, 173, 110969. [Google Scholar] [CrossRef]
- Tawancy, H.M. Long-term ageing characteristics of some commercial nickel-chromium-molybdenum alloys. J. Mater. Sci. 1981, 16, 2883–2889. [Google Scholar] [CrossRef]
- Kestens, L.; Jonas, J.J. ASM Handbook. Volume 14A: Metalworking: Bulk Forming. In ASM Handbook; Semiatin, L., Ed.; ASM International: Novelty, OH, USA, 2005; pp. 685–700. [Google Scholar]
- Hu, R.; Bai, G.; Li, J.; Zhang, J.; Zhang, T.; Fu, H. Precipitation behavior of grain boundary M23C6 and its effect on tensile properties of Ni–Cr–W based superalloy. Mater. Sci. Eng. A 2012, 548, 83–88. [Google Scholar] [CrossRef]
- Ni, X.; Kong, D.; Zhang, L.; Dong, C.; Song, J.; Wu, W. Effect of Process Parameters on the Mechanical Properties of Hastelloy X Alloy Fabricated by Selective Laser Melting. J. Mater. Eng. Perform. 2019, 28, 5533–5540. [Google Scholar] [CrossRef]
- Tomus, D.; Tian, Y.; Rometsch, P.A.; Heilmaier, M.; Wu, X. Influence of post heat treatments on anisotropy of mechanical behaviour and microstructure of Hastelloy-X parts produced by selective laser melting. Mater. Sci. Eng. A 2016, 667, 42–53. [Google Scholar] [CrossRef]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the microstructure and crack formation of IN738LC samples processed by selective laser melting using Gaussian and doughnut profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Nickel, A.; Barnett, D.; Prinz, F. Thermal stresses and deposition patterns in layered manufacturing. Mater. Sci. Eng. A 2001, 317, 59–64. [Google Scholar] [CrossRef]
- Sanchez-Mata, O.; Muñiz-Lerma, J.; Wang, X.; Atabay, S.; Shandiz, M.A.; Brochu, M. Microstructure and mechanical properties at room and elevated temperature of crack-free Hastelloy X fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2020, 780, 139177. [Google Scholar] [CrossRef]
- Wang, D.; Zhang, J.; Lou, L. Formation and stability of nano-scaled M23C6 carbide in a directionally solidified Ni-base superalloy. Mater. Charact. 2009, 60, 1517–1521. [Google Scholar] [CrossRef]
- Belan, J. GCP and TCP Phases Presented in Nickel-base Superalloys. Mater. Today: Proc. 2016, 3, 936–941. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy (wt.%) | Ni | Cr | Fe | Mo | Co | C | Si | W | Al | O |
|---|---|---|---|---|---|---|---|---|---|---|
| Powder (%) | Bal. | 21.5 | 19.27 | 9.14 | 1.52 | 0.065 | 0.28 | 0.53 | 0.1 | 0.016 |
| As-fabricated | Bal. | 21.53 | 19.31 | 9.22 | 1.54 | 0.08 | 0.29 | 0.55 | 0.1 | 0.03 |
| ID | HT Temperature | Dwell Time | Cooling Mode |
|---|---|---|---|
| 1175-FC | 1175 ℃ | 30 min | Furnace cooling |
| 1175-AC | 1175 ℃ | 30 min | Air cooling |
| 1175-WQ | 1175 ℃ | 30 min | Water quenching |
| Samples | UTS (MPa) | YS (MPa) | EL (%) |
|---|---|---|---|
| As-built | 293.2 ± 1.1 | 201.4 ± 0.9 | 6.5 ± 0.7 |
| FC | 293.5 ± 2.4 | 176.1 ± 4.3 | 34.8 ± 0.5 |
| AC | 304.3 ± 3.2 | 196.7 ± 3.5 | 33.5 ± 0.8 |
| WQ | 307.2 ± 0.8 | 201.6 ± 4.1 | 33.0 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Zeng, Q.; Hua, Y.; Zheng, W.; Wu, Y.; Jin, Y.; Li, Y.; Wang, J.; Zhang, K. High-Temperature Tensile Properties of Hastelloy X Produced by Laser Powder Bed Fusion with Different Heat Treatments. Metals 2022, 12, 1435. https://doi.org/10.3390/met12091435
Liu M, Zeng Q, Hua Y, Zheng W, Wu Y, Jin Y, Li Y, Wang J, Zhang K. High-Temperature Tensile Properties of Hastelloy X Produced by Laser Powder Bed Fusion with Different Heat Treatments. Metals. 2022; 12(9):1435. https://doi.org/10.3390/met12091435
Chicago/Turabian StyleLiu, Minghao, Qi Zeng, Yuting Hua, Wenpeng Zheng, Yuxia Wu, Yan Jin, Yuanyuan Li, Jiangwei Wang, and Kai Zhang. 2022. "High-Temperature Tensile Properties of Hastelloy X Produced by Laser Powder Bed Fusion with Different Heat Treatments" Metals 12, no. 9: 1435. https://doi.org/10.3390/met12091435