

Green Metalworking Fluids for Sustainable Machining Operations and Other Sustainable Systems: A Review

 and
and
Abstract
:1. Introduction
2. Scientometric Analysis
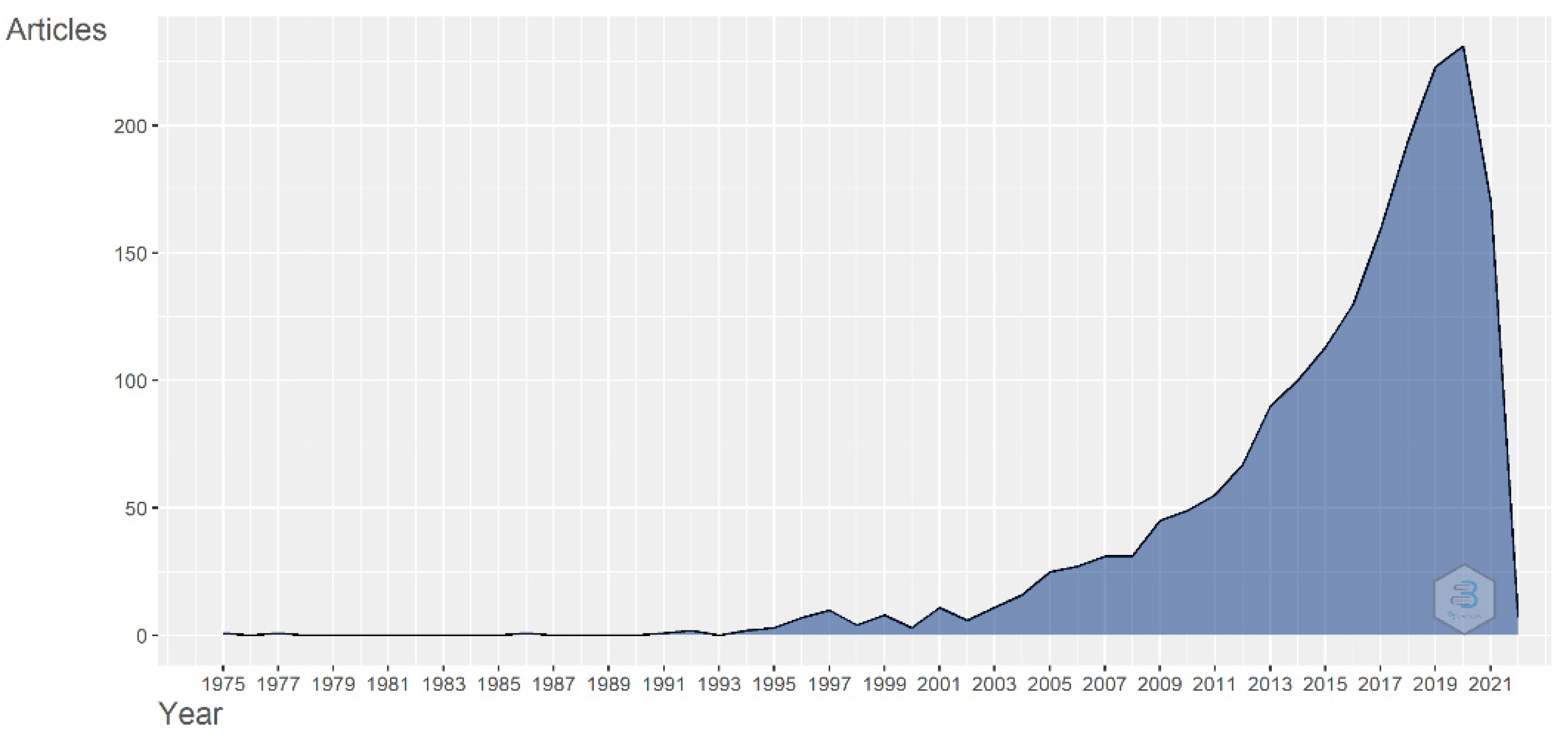
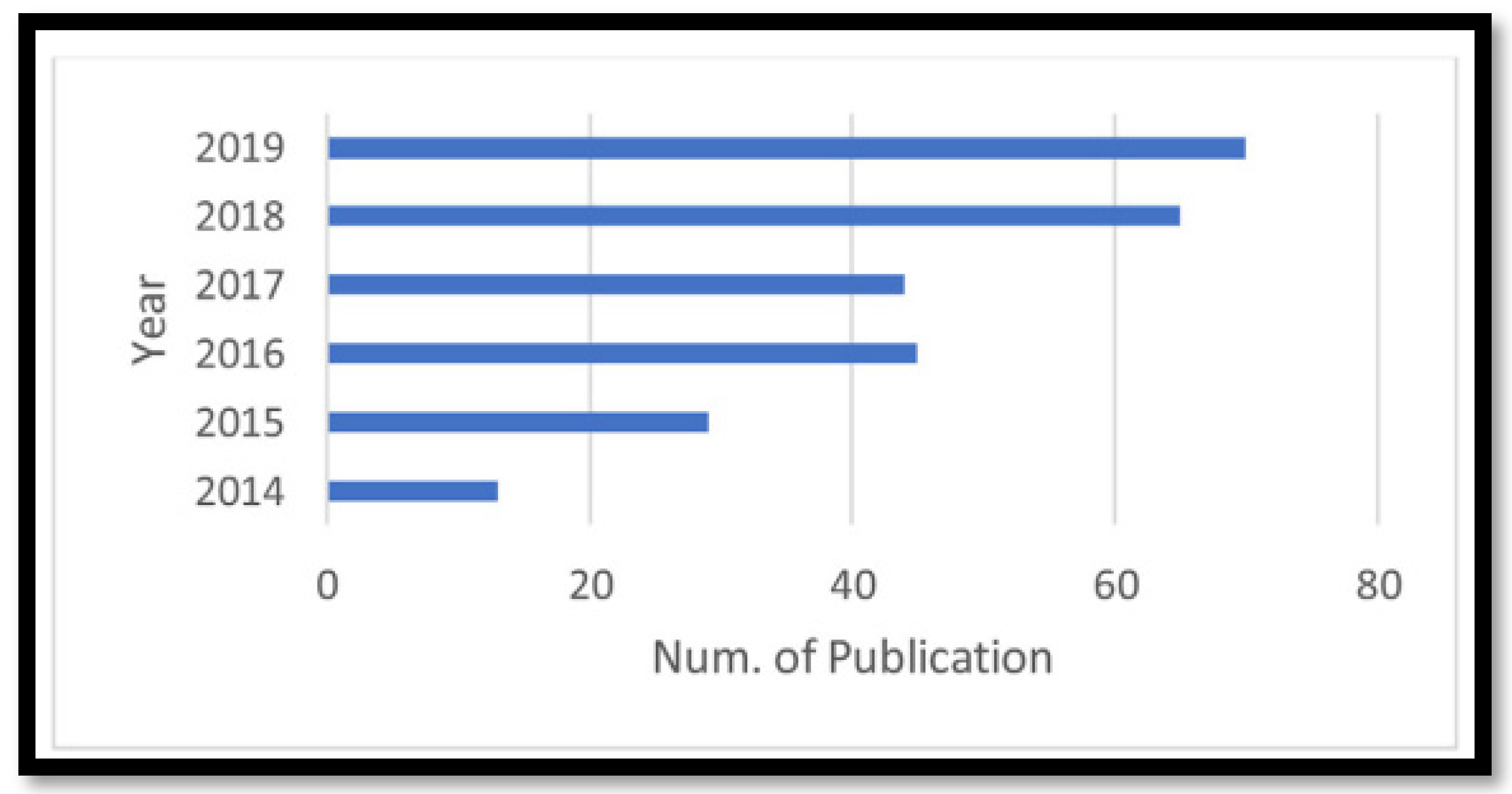
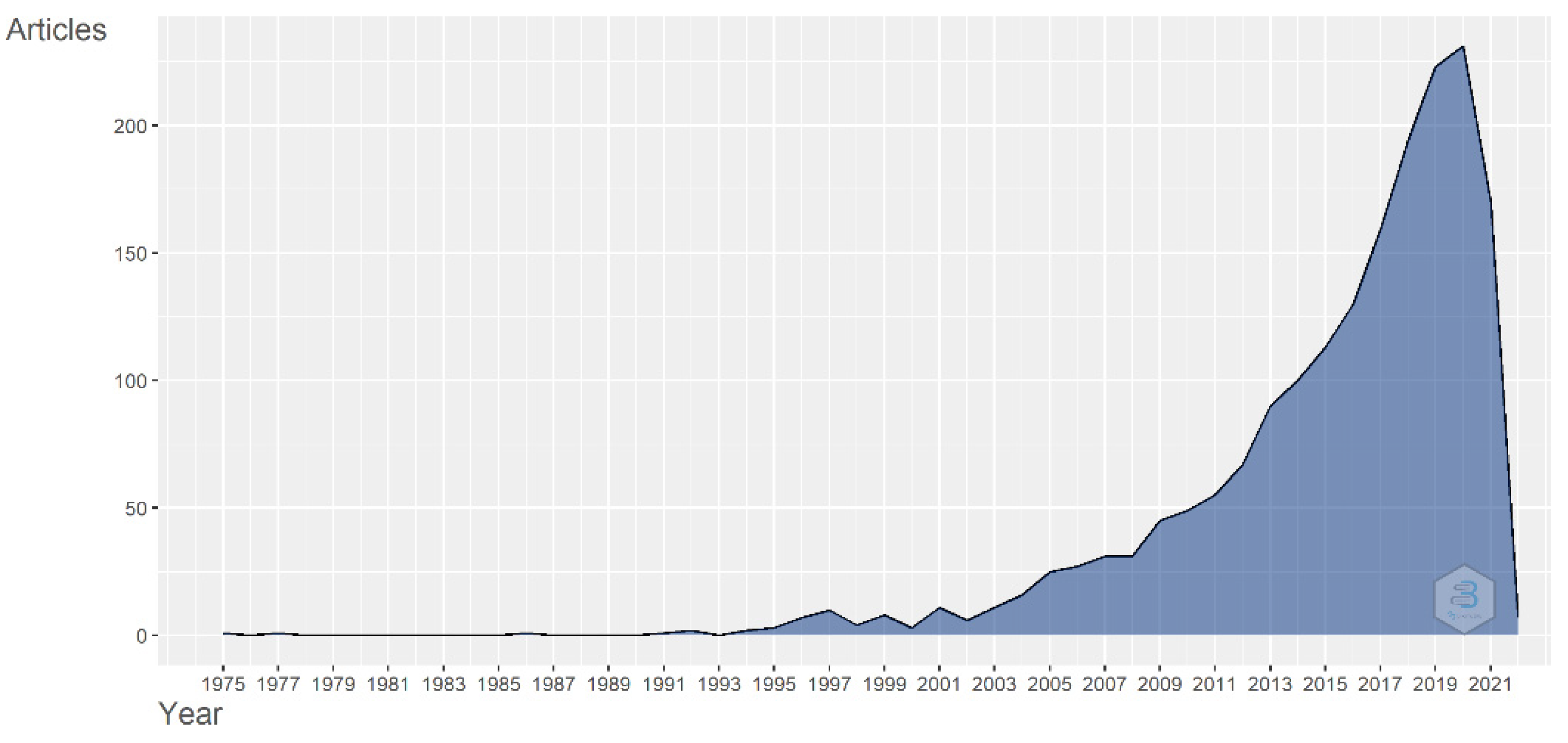
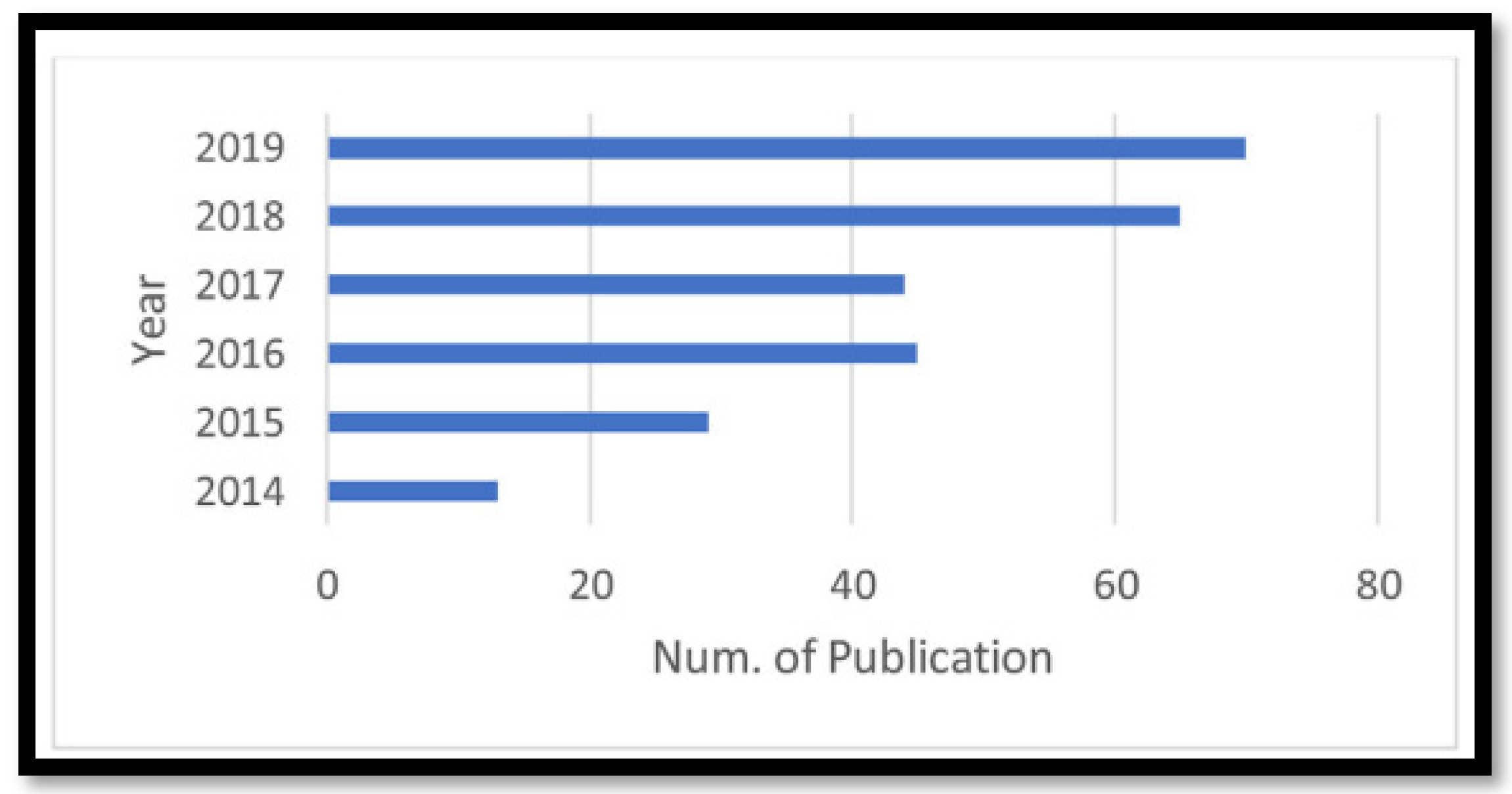
2.1. Annual Scientific Publication
2.2. Sources of Documents
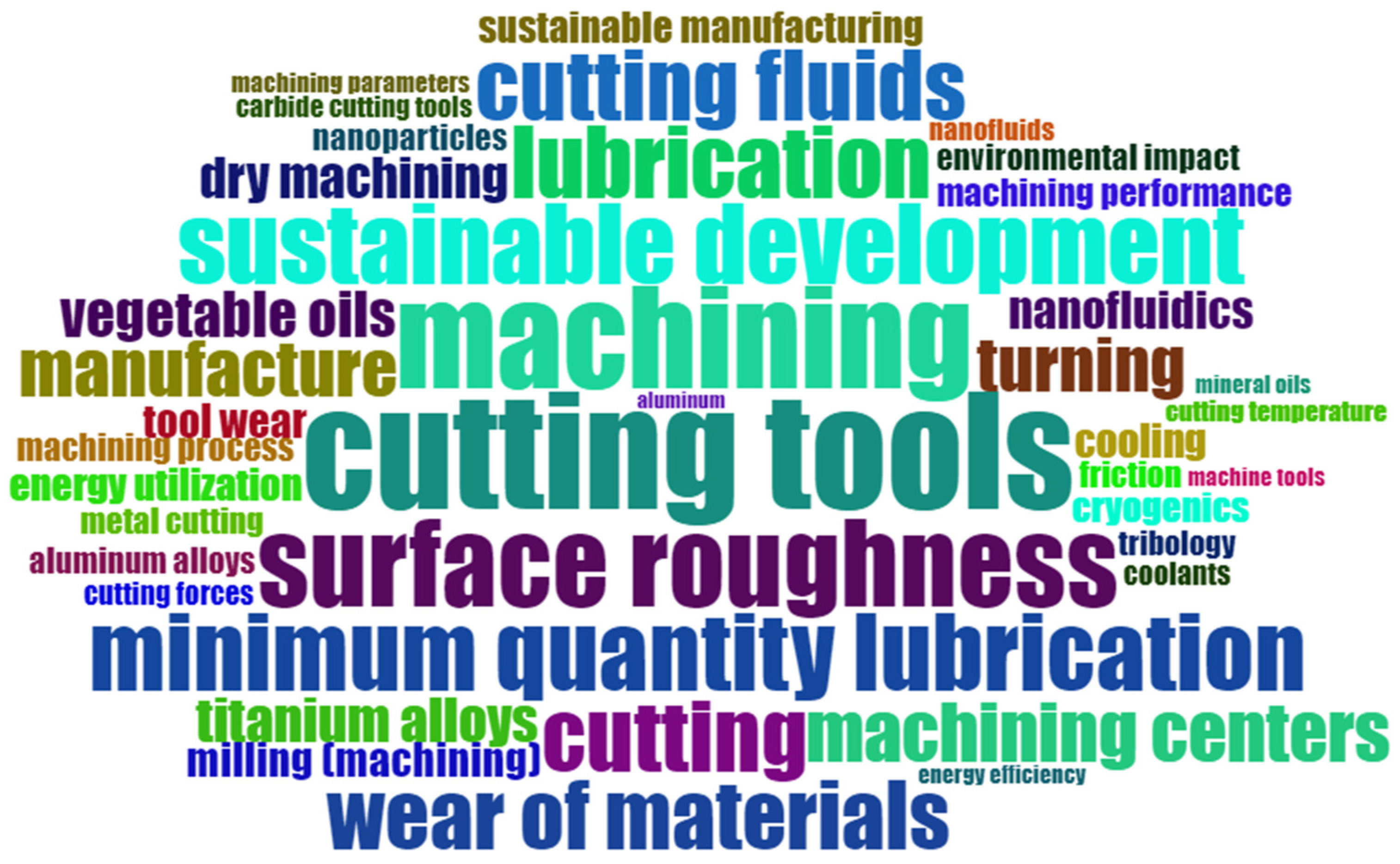
2.3. Word Cloud
3. Relevant Literature
3.1. Adverse Effects of Mineral Oil-Based MWFs
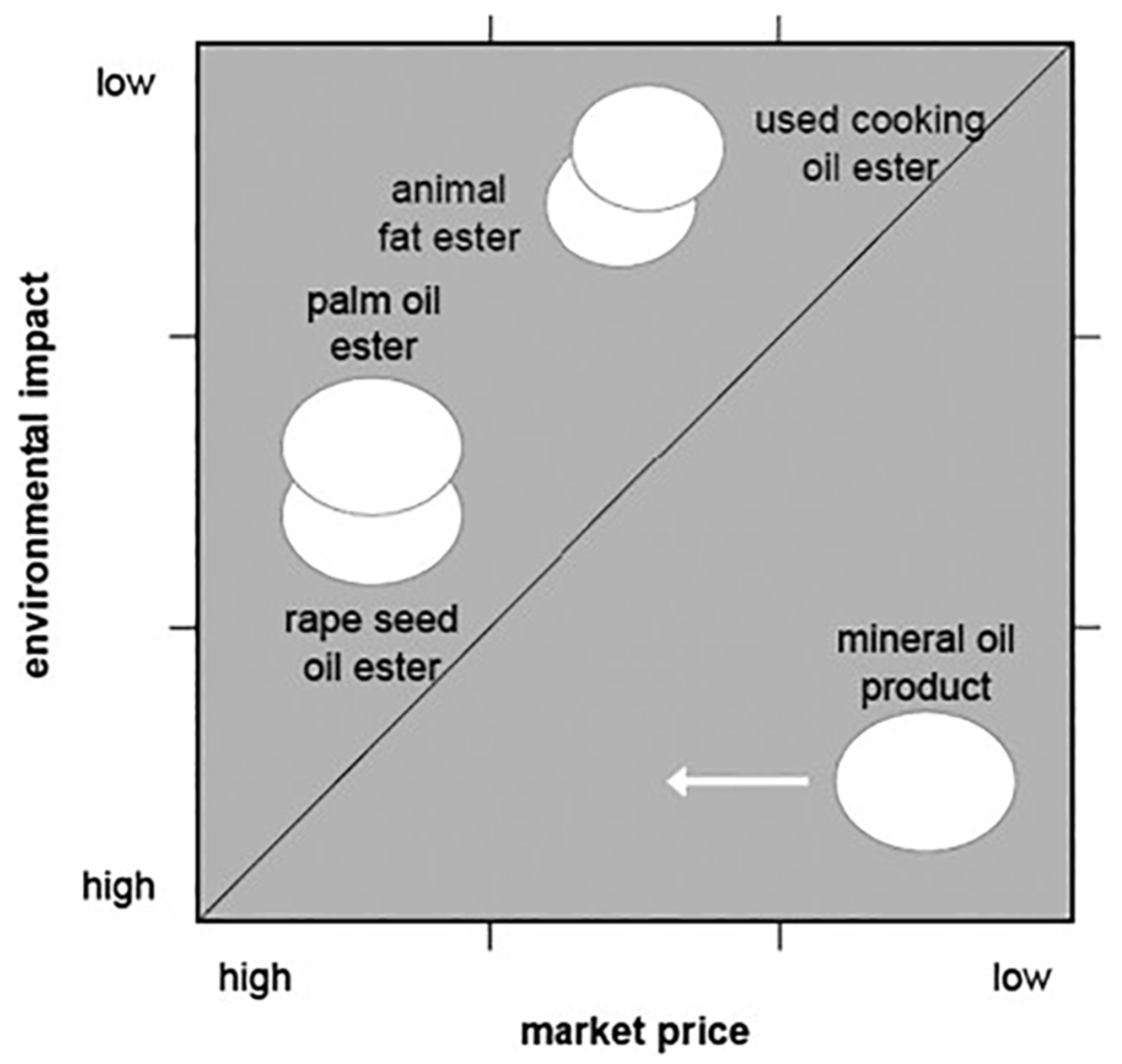
3.2. Vegetable Oil-Based MWFs
3.3. Characteristics of Vegetable Oil-Based MWFs in Machining Applications
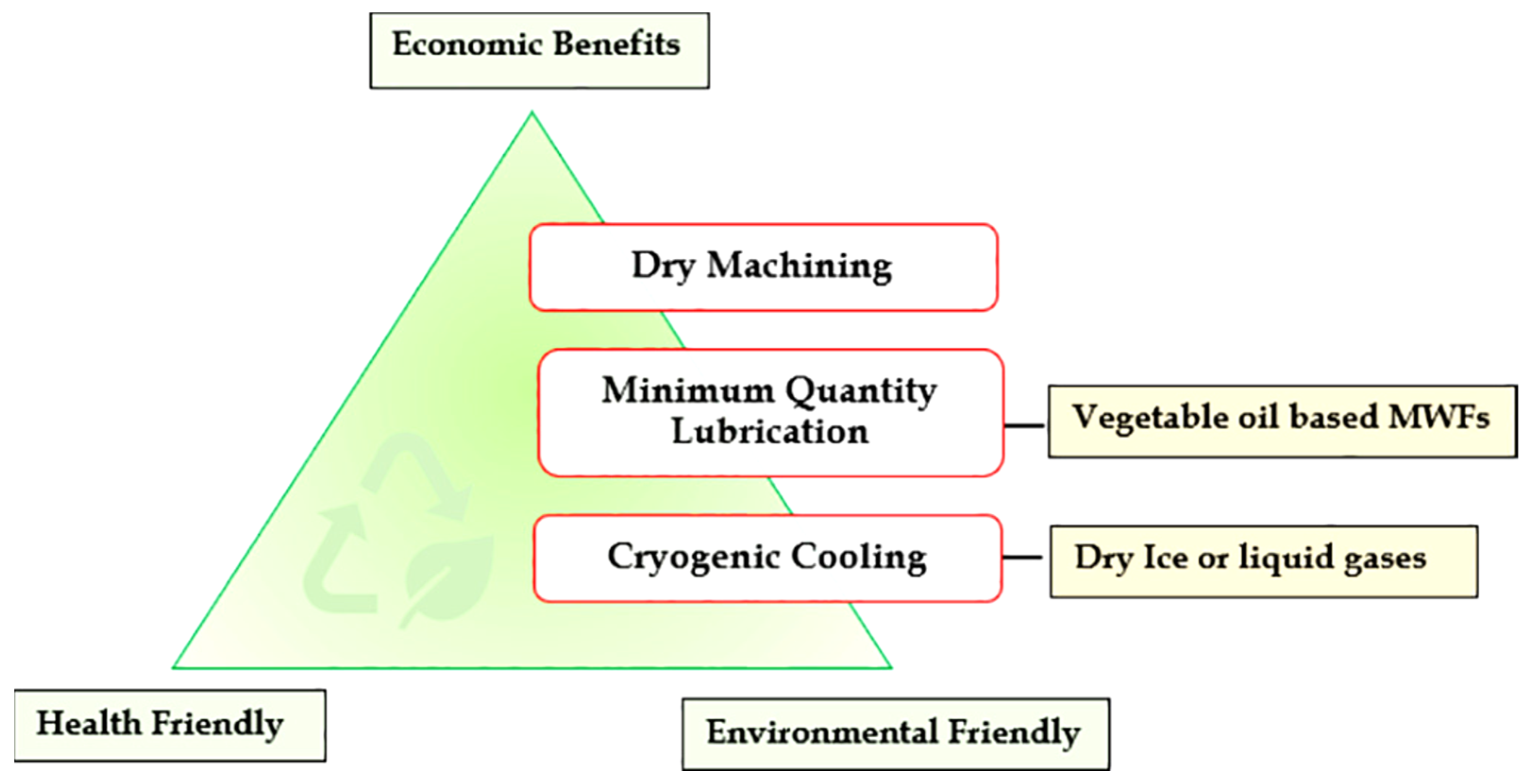
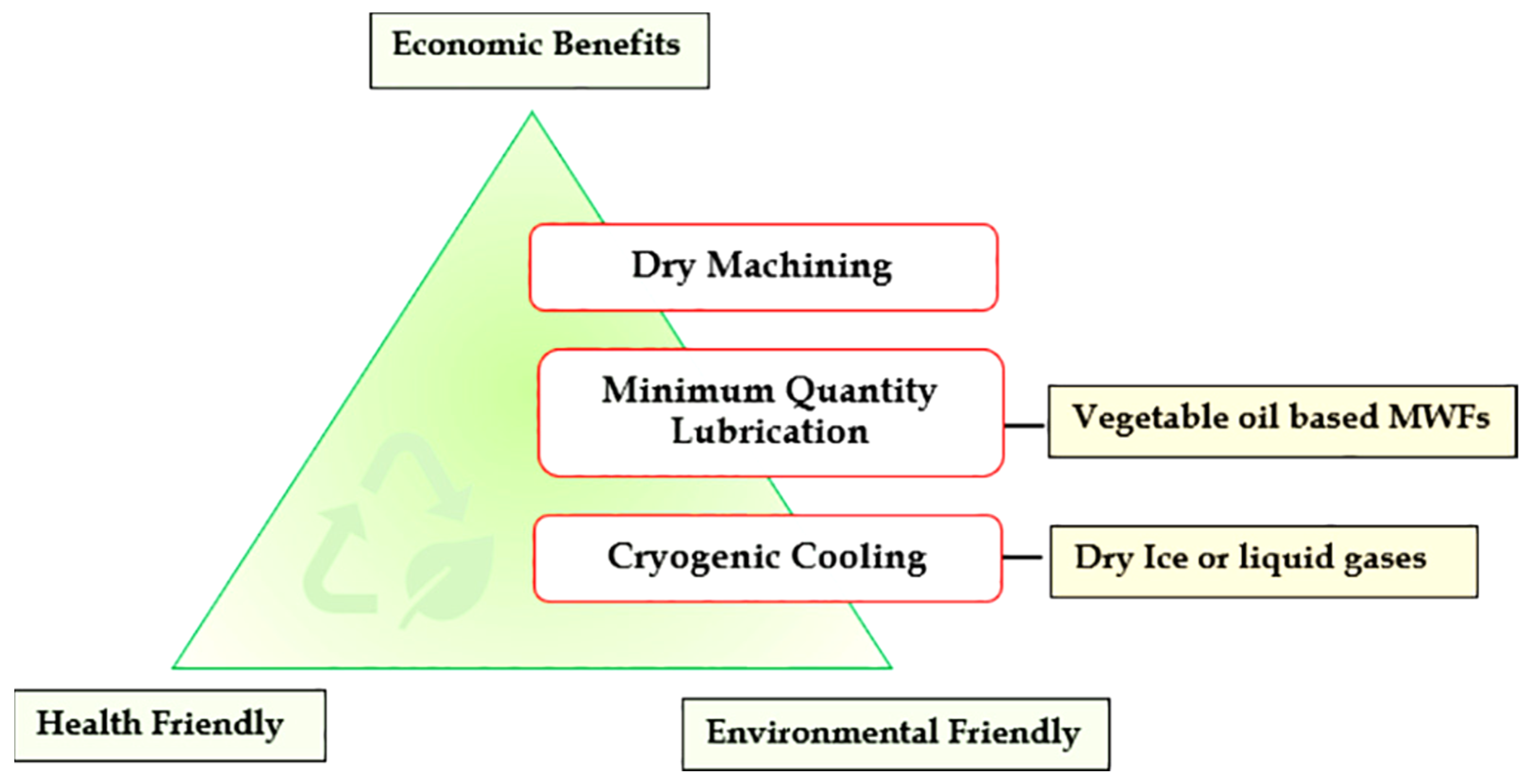
3.4. Sustainable Machining Techniques
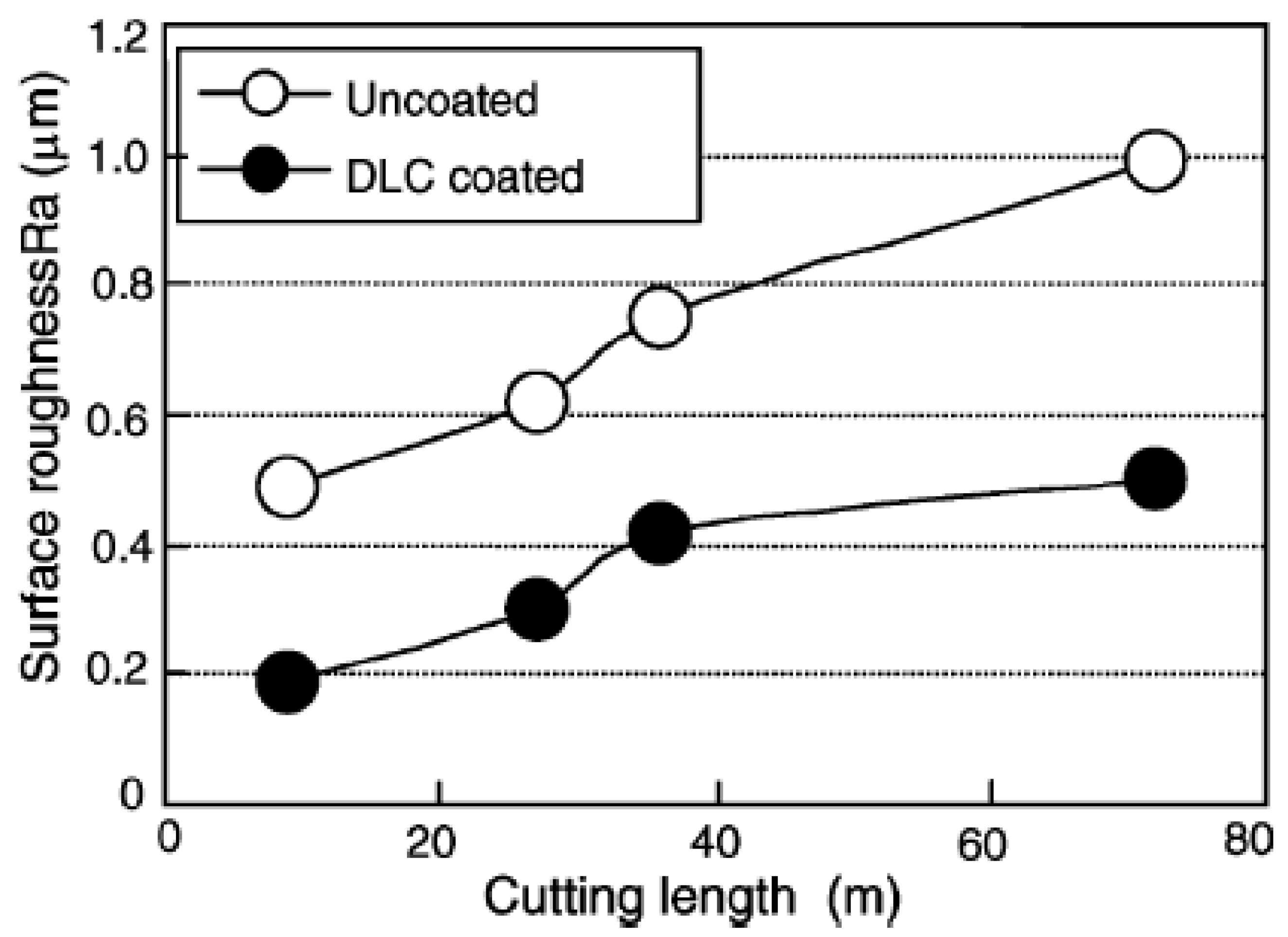
3.4.1. Dry Machining
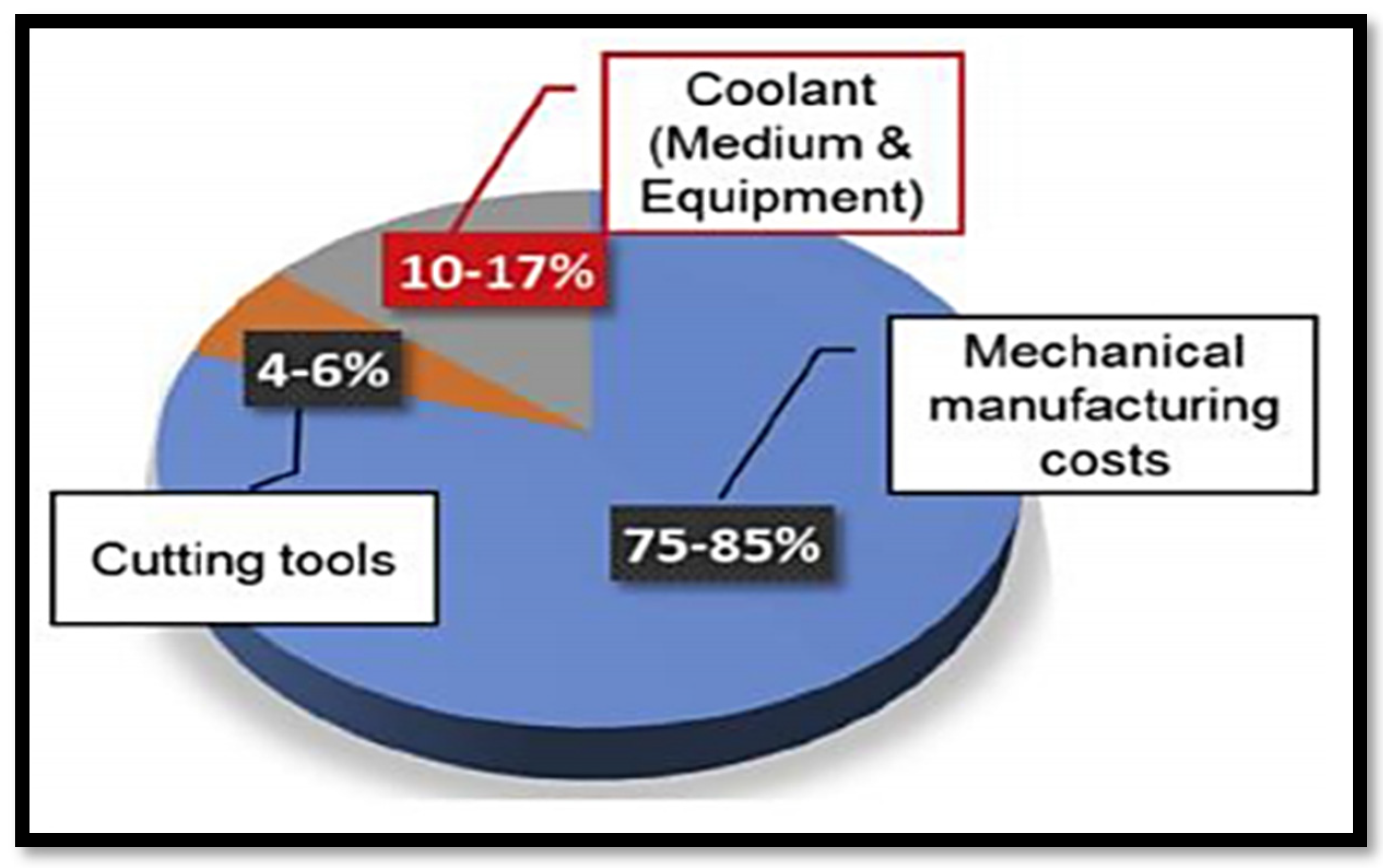
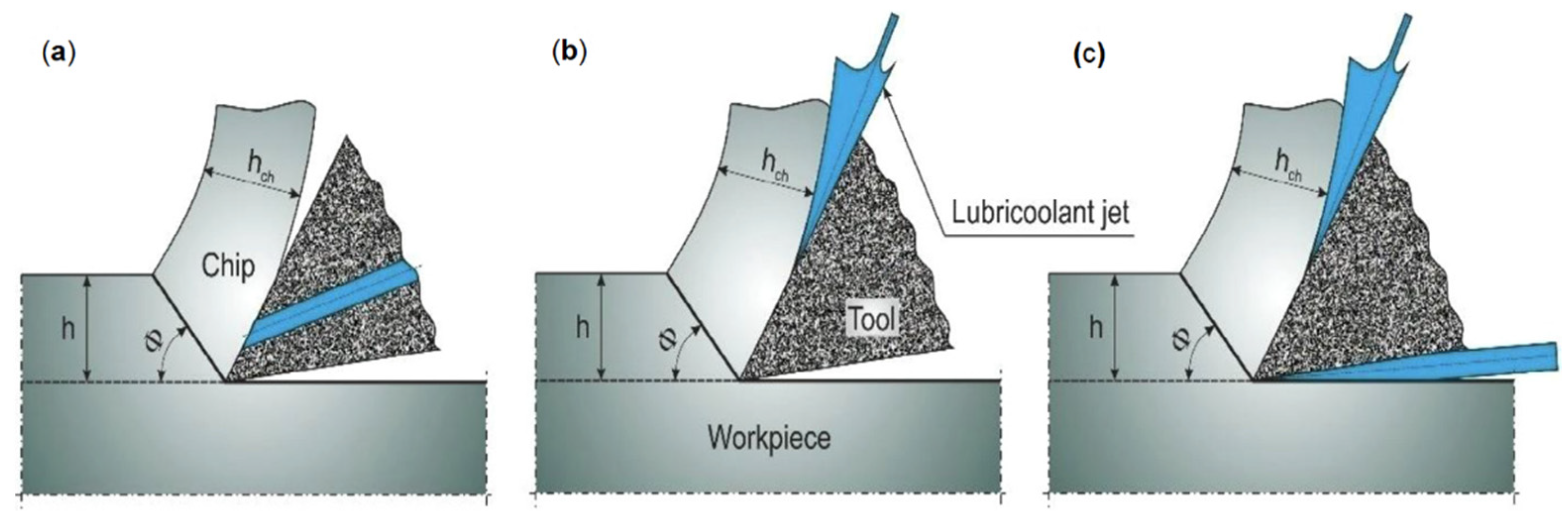
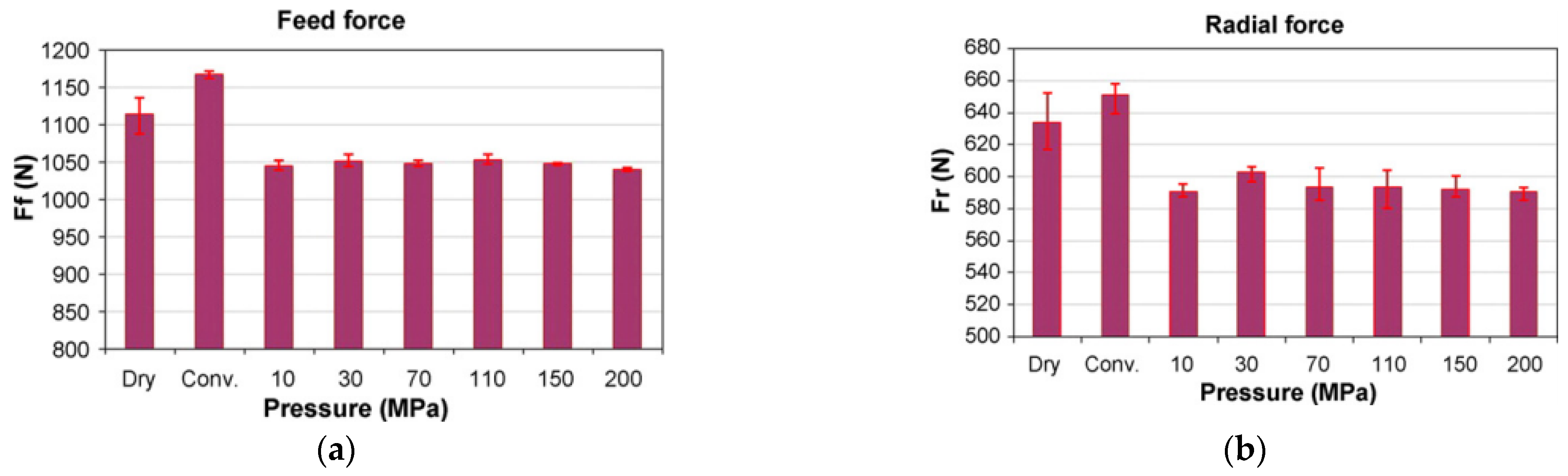
3.4.2. High Pressure Coolant Technique
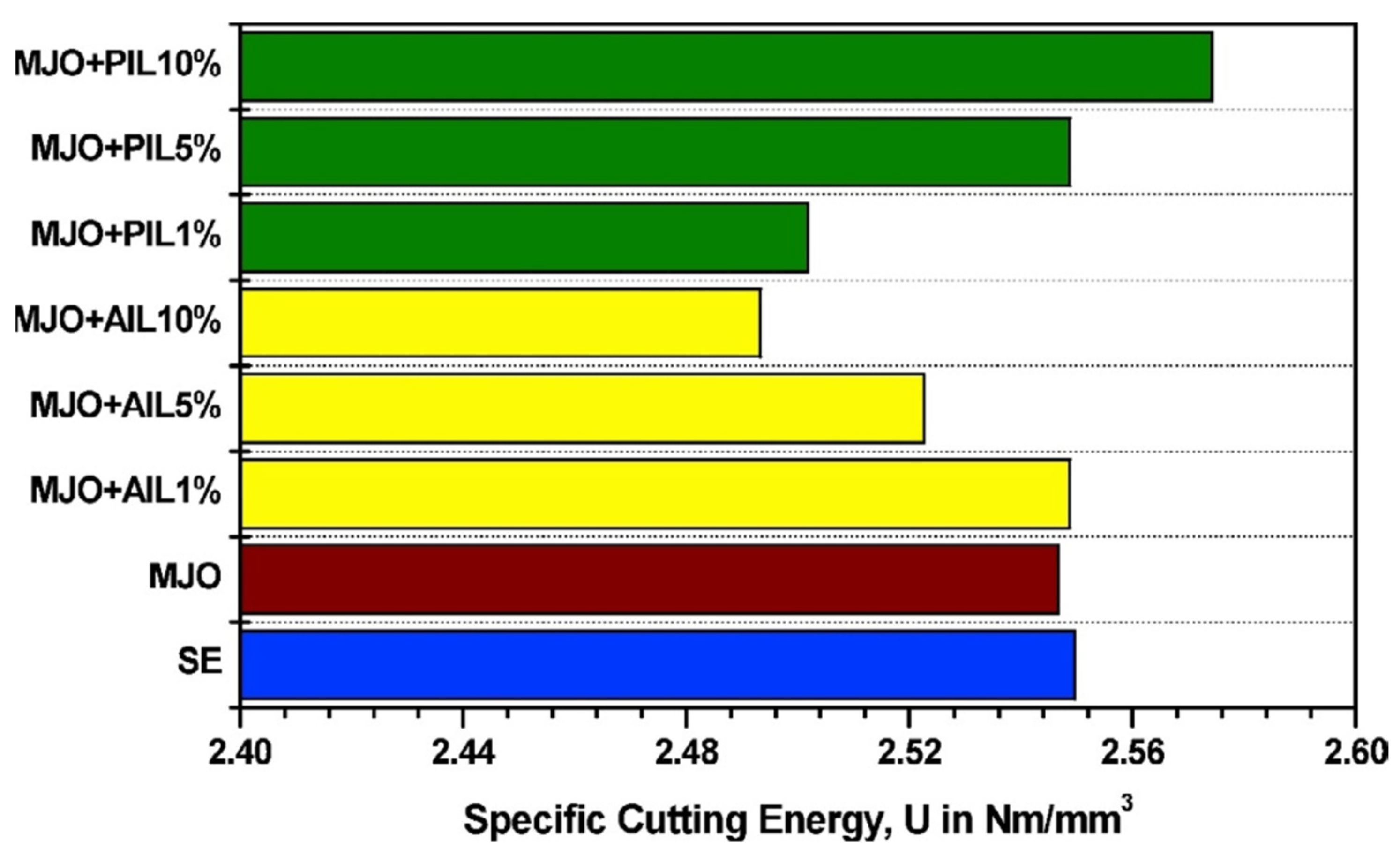
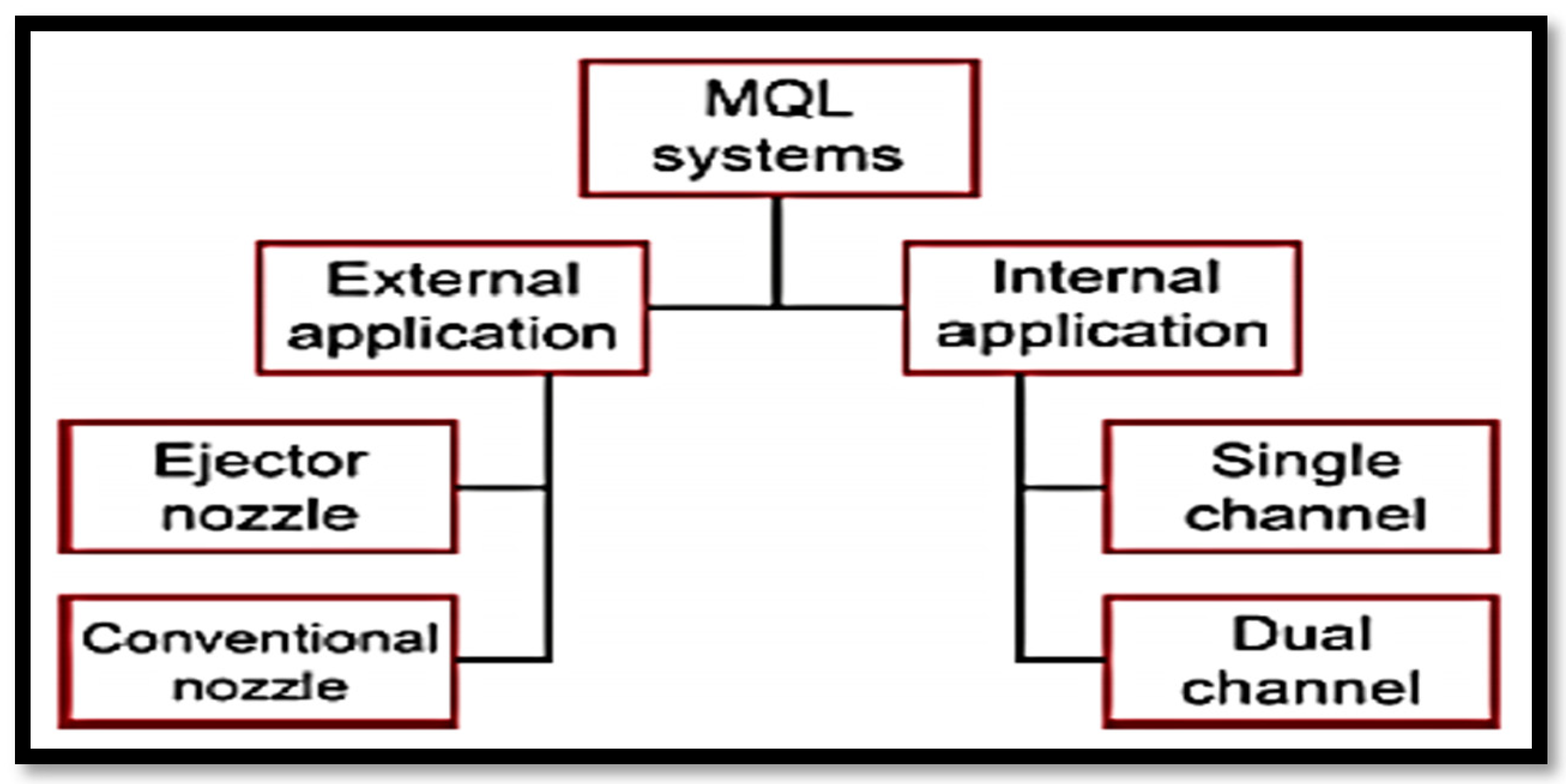
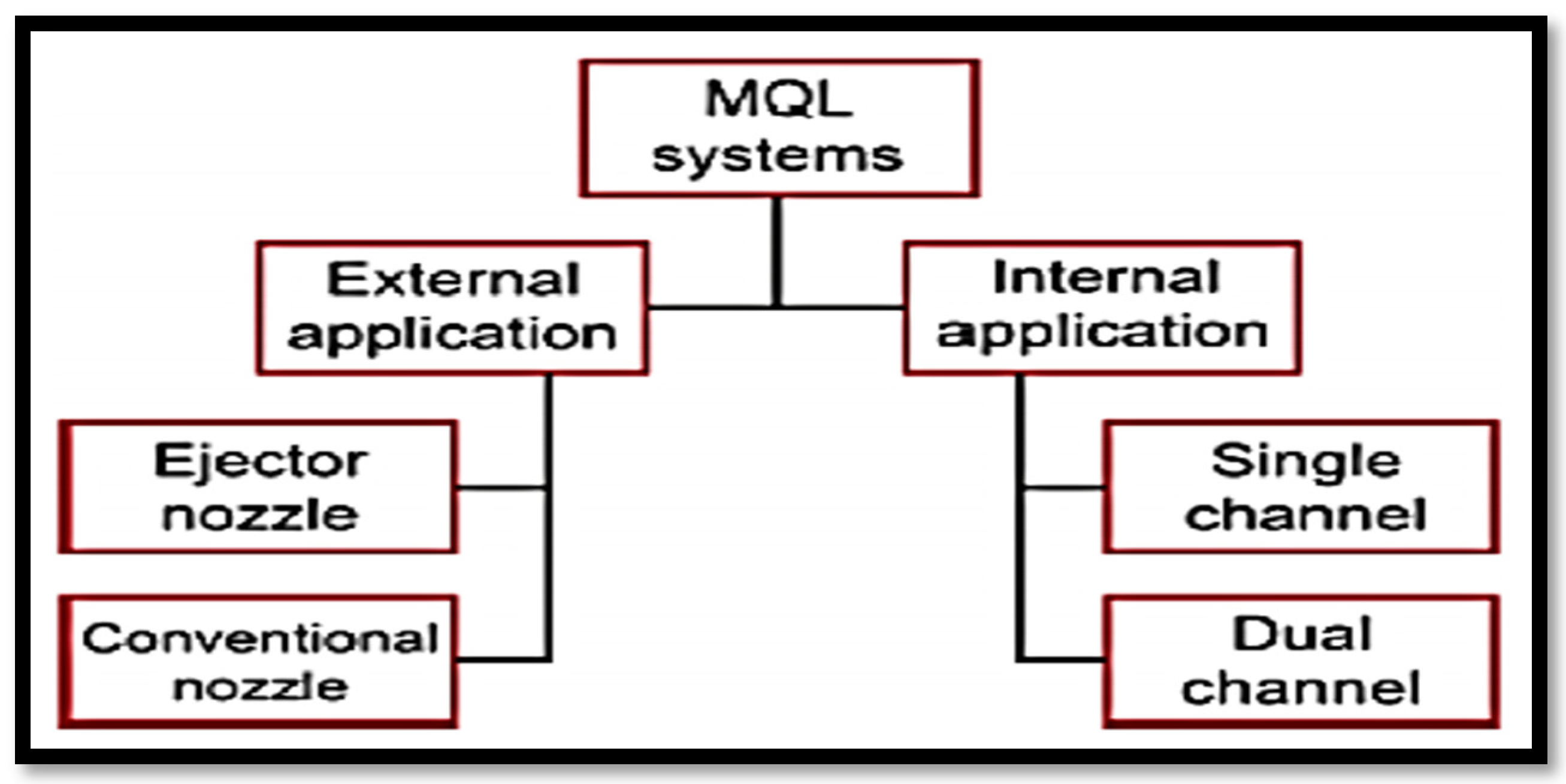
3.4.3. Minimum Quantity Lubrication (MQL)
3.5. Nanofluids
4. Conclusions
5. Future Recommendations
- It is evident that the utilization of vegetable oil-based MWFs have shown better performance in terms of decreasing the overall cutting temperature, cutting forces, and surface roughness, among other desired properties. They have also proved themselves to be more eco-friendly as well, but there are some shortcomings (which can be further studied), and there is room for improvement in these shortcomings. Little attention was paid to the oxidation and thermal stabilities of the vegetable oil-based MWFs.
- For the vegetable oil-based MWFs, it was seen that most of the research was carried out for ferrous materials and alloys, and little attention was paid to the non-ferrous materials, such as copper, brass, and aluminum.
- These days, super alloys are also being widely used due to their excellent properties. Therefore, consideration should be given in exploring the application of vegetable oil-based MWFs in the case of super alloys and other mentioned materials.
- Nanofluids have become an emerging technology due to their excellent thermophysical properties and they have proven themselves to be an excellent candidate in machining applications, offering desired properties such as decreased interface temperature, lower cutting forces, lower power consumption, and improved surface finish. However, the properties of the nanofluids can be further enhanced by tweaking different parameters such as the size of the nanoparticles, shape of the nanoparticles, volumetric concentration, and spray nozzle angle, among other parameters.
- The application of nanofluids has not been cost-effective up to this point, and some studies have reported a negative impact on the environment. Therefore, efforts can be made to develop novel nanofluids which are more eco-friendly and provide cost-effective solutions.
- A limited number of research has been done on hybrid nanofluids, i.e., the combination of different nanoparticles and their properties; therefore, efforts can be made to test different hybrid nanoparticles and their performance under different conditions, in terms of the thermal conductivity, stability, viscosity, material removal rate, cutting forces, cutting temperatures, and power consumption, among other attributes.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Leahu-Aluas, S. Sustainable Manufacturing—An Overview for Manufacturing Engineers; Sustainable Manufacturing Consulting, 2010. [Google Scholar]
- Skerlos, S.J.; Hayes, K.F.; Clarens, A.F.; Zhao, F. Current advances in sustainable Metalworking Fluids research. Int. J. Sustain. Manuf. 2008, 1, 180. [Google Scholar] [CrossRef]
- Lozano, R. Envisioning sustainability three-dimensionally. J. Clean. Prod. 2008, 16, 1838–1846. [Google Scholar] [CrossRef]
- Günay, M.; Yücel, E. An evaluation on machining processes for sustainable manufacturing. Gazi Univ. J. Sci. 2013, 26, 241–252. [Google Scholar]
- Nachtman, E.S.; Kalpakjian, S. Lubricants and Lubrication in Metalworking Operations; Marcel Dekker, Inc.: New York, NY, USA, 1985; p. 215. [Google Scholar]
- Marksberry, P.W.; Jawahir, I.S. A comprehensive tool-wear/tool-life performance model in the evaluation of NDM (near dry machining) for sustainable manufacturing. Int. J. Mach. Tools Manuf. 2008, 48, 878–886. [Google Scholar] [CrossRef]
- Wickramasinghe, K.C.; Perera, G.I.P.; Herath, H.M.C.M. Formulation and performance evaluation of a novel coconut oil–based metalworking fluid. Mater. Manuf. Process. 2017, 32, 1026–1033. [Google Scholar] [CrossRef]
- Talib, N.; Rahim, E.A. Performance of modified jatropha oil in combination with hexagonal boron nitride particles as a bio-based lubricant for green machining. Tribol. Int. 2018, 118, 89–104. [Google Scholar] [CrossRef]
- Wickramasinghe, K.C.; Herath, H.M.C.M.; Perera, G.I.P. Empirical investigation of surface quality and temperature during turning AISI 304 steel with vegetable oil based metalworking fluids. In Proceedings of the 2016 Manufacturing & Industrial Engineering Symposium (MIES), Colombo, Sri Lanka, 22 October 2016; pp. 1–4. [Google Scholar] [CrossRef]
- Paul, S.; Pal, P.K. Study of Surface Quality During High Speed Machining Using Eco-Friendly Cutting Fluid. Int. J. Mach. Mach. Mater. 2011, 11, 24–28. Available online: http://mech-ing.com/journal/Archive/2011/11/121_Swarup%20Paul.pdf (accessed on 19 May 2022).
- Çiçek, A.; Kıvak, T.; Samtaş, G. Application of Taguchi Method for Surface Roughness and Roundness Error in Drilling of AISI 316 Stainless Steel. Stroj. Vestn. J. Mech. Eng. 2012, 58, 165–174. [Google Scholar] [CrossRef]
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. Application of vegetable oil-based metalworking fluids in machining ferrous metals—A review. Int. J. Mach. Tools Manuf. 2012, 52, 1–12. [Google Scholar] [CrossRef]
- Panda, A.; Duplák, J.; Vasilko, K. Analysis of Cutting Tools Durability Compared with Standard ISO 3685. Int. J. Comput. Theory Eng. 2012, 4, 621–624. [Google Scholar] [CrossRef]
- Kuram, E.; Ozcelik, B.; Demirbas, E.; Şik, E.; Tansel, I.N. Evaluation of New Vegetable-Based Cutting Fluids on Thrust Force and Surface Roughness in Drilling of AISI 304 Using Taguchi Method. Mater. Manuf. Process. 2011, 26, 1136–1146. [Google Scholar] [CrossRef]
- Cheng, C.; Phipps, D.; Alkhaddar, R.M. Treatment of spent metalworking fluids. Water Res. 2005, 39, 4051–4063. [Google Scholar] [CrossRef] [PubMed]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems Used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Lathi, P.; Mattiasson, B. Green approach for the preparation of biodegradable lubricant base stock from epoxidized vegetable oil. Appl. Catal. B Environ. 2007, 69, 207–212. [Google Scholar] [CrossRef]
- Guo, S.; Li, C.; Zhang, Y.; Wang, Y.; Li, B.; Yang, M.; Zhang, X.; Liu, G. Experimental evaluation of the lubrication performance of mixtures of castor oil with other vegetable oils in MQL grinding of nickel-based alloy. J. Clean. Prod. 2017, 140, 1060–1076. [Google Scholar] [CrossRef]
- Belluco, W.; De Chiffre, L. Performance evaluation of vegetable-based oils in drilling austenitic stainless steel. J. Mater. Process. Technol. 2004, 148, 171–176. [Google Scholar] [CrossRef]
- Adler, D.P.; Hii, W.W.-S.; Michalek, D.J.; Sutherland, J.W. Examining the Role of Cutting Fluids in Machining and Efforts to Address Associated Environmental/Health Concerns. Mach. Sci. Technol. 2006, 10, 23–58. [Google Scholar] [CrossRef]
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. Developments in the formulation and application of vegetable oil-based metalworking fluids in turning process. Int. J. Adv. Manuf. Technol. 2013, 67, 1765–1776. [Google Scholar] [CrossRef]
- Pusavec, F.; Kramar, D.; Krajnik, P.; Kopac, J. Transitioning to sustainable production—Part II: Evaluation of sustainable machining technologies. J. Clean. Prod. 2010, 18, 1211–1221. [Google Scholar] [CrossRef]
- King, N.; Keranen, L.; Gunter, K.; Sutherland, J. Wet Versus Dry Turning: A Comparison of Machining Costs, Product Quality, and Aerosol Formation; SAE International: Warrendale, PA, USA, 2001. [Google Scholar] [CrossRef]
- Brinksmeier, E.; Heinzel, C.; Wittmann, M. Friction, Cooling and Lubrication in Grinding. CIRP Ann. 1999, 48, 581–598. [Google Scholar] [CrossRef]
- Olawumi, T.O.; Chan, D.W.M. A scientometric review of global research on sustainability and sustainable development. J. Clean. Prod. 2018, 183, 231–250. [Google Scholar] [CrossRef]
- Khalaj, M.; Kamali, M.; Costa, M.E.V.; Capela, I. Green synthesis of nanomaterials—A scientometric assessment. J. Clean. Prod. 2020, 267, 122036. [Google Scholar] [CrossRef]
- Tariq, S.; Hu, Z.; Zayed, T. Micro-electromechanical systems-based technologies for leak detection and localization in water supply networks: A bibliometric and systematic review. J. Clean. Prod. 2021, 289, 125751. [Google Scholar] [CrossRef]
- Huang, L.; Zhou, M.; Lv, J.; Chen, K. Trends in global research in forest carbon sequestration: A bibliometric analysis. J. Clean. Prod. 2020, 252, 119908. [Google Scholar] [CrossRef]
- Pranckutė, R. Web of Science (WoS) and Scopus: The Titans of Bibliographic Information in Today’s Academic World. Publications 2021, 9, 12. [Google Scholar] [CrossRef]
- RStudio. Available online: https://www.rstudio.com/ (accessed on 14 April 2022).
- Li, K.; Aghazadeh, F.; Hatipkarasulu, S.; Ray, T.G. Health Risks from Exposure to Metal-Working Fluids in Machining and Grinding Operations. Int. J. Occup. Saf. Ergon. 2003, 9, 75–95. [Google Scholar] [CrossRef]
- Kawatra, S.K.; Hess, M.J. Environmental Beneficiation of Machining Wastes—Part III: Effects of Metal Working Fluids on the Spontaneous Heating of Machining Swarf. J. Air Waste Manag. Assoc. 1999, 49, 588–593. [Google Scholar] [CrossRef] [PubMed]
- Park, D.; Stewart, P.A.; Coble, J.B. A Comprehensive Review of the Literature on Exposure to Metalworking Fluids. J. Occup. Environ. Hyg. 2009, 6, 530–541. [Google Scholar] [CrossRef] [PubMed]
- Çolak, O. Investigation on Machining Performance of Inconel 718 under High Pressure Cooling Conditions. Stroj. Vestn. J. Mech. Eng. 2012, 58, 683–690. [Google Scholar] [CrossRef]
- Bennett, E.O. Water based cutting fluids and human health. Tribol. Int. 1983, 16, 133–136. [Google Scholar] [CrossRef]
- Park, D.; Stewart, P.; Coble, J.B. Determinants of Exposure to Metalworking Fluid Aerosols: A Literature Review and Analysis of Reported Measurements. Ann. Occup. Hyg. 2009, 53, 271–288. [Google Scholar] [CrossRef] [PubMed]
- Wu, C.-C.; Liu, H.-M. Determinants of Metals Exposure to Metalworking Fluid Among Metalworkers in Taiwan. Arch. Environ. Occup. Health 2014, 69, 131–138. [Google Scholar] [CrossRef] [PubMed]
- Suuronen, K. Metalworking Fluids—Allergens, Exposure, and Skin and Respiratory Effects Katri Suuronen People and Work. Ph.D. Thesis, University of Eastern Finland, Kuopio, Finland, 2014. [Google Scholar]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production—A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Raynor, P.C.; Kim, S.W.; Bhattacharya, M. Mist generation from metalworking fluids formulated using vegetable oils. Ann. Occup. Hyg. 2005, 49, 283–293. [Google Scholar] [CrossRef]
- Choi, U.S.; Ahn, B.G.; Kwon, O.K.; Chun, Y.J. Tribological behavior of some antiwear additives in vegetable oils. Tribol. Int. 1997, 30, 677–683. [Google Scholar] [CrossRef]
- D’Amato, R.; Wang, C.; Calvo, R.; Valášek, P.; Ruggiero, A. Characterization of vegetable oil as cutting fluid. Procedia Manuf. 2019, 41, 145–152. [Google Scholar] [CrossRef]
- Pal, A.; Chatha, S.S.; Sidhu, H.S. Experimental investigation on the performance of MQL drilling of AISI 321 stainless steel using nano-graphene enhanced vegetable-oil-based cutting fluid. Tribol. Int. 2020, 151, 106508. [Google Scholar] [CrossRef]
- Osama, M.; Singh, A.; Walvekar, R.; Khalid, M.; Gupta, T.C.S.M.; Yin, W.W. Recent developments and performance review of metal working fluids. Tribol. Int. 2017, 114, 389–401. [Google Scholar] [CrossRef]
- Kumar Gajrani, K.; Ravi Sankar, M. Past and Current Status of Eco-Friendly Vegetable Oil Based Metal Cutting Fluids. Mater. Today Proc. 2017, 4, 3786–3795. [Google Scholar] [CrossRef]
- Fernando, W.L.R.; Sarmilan, N.; Wickramasinghe, K.C.; Herath, H.M.C.M.; Perera, G.I.P. Experimental investigation of Minimum Quantity Lubrication (MQL) of coconut oil based Metal Working Fluid. Mater. Today Proc. 2020, 23, 23–26. [Google Scholar] [CrossRef]
- Saikiran, M.; Kumar, P. An investigation on the effects of vegetable oil based cutting fluids in the machining of copper alloys. Mater. Today Proc. 2019, 19, 455–461. [Google Scholar] [CrossRef]
- Rapeti, P.; Pasam, V.K.; Rao Gurram, K.M.; Revuru, R.S. Performance evaluation of vegetable oil based nano cutting fluids in machining using grey relational analysis-A step towards sustainable manufacturing. J. Clean. Prod. 2018, 172, 2862–2875. [Google Scholar] [CrossRef]
- Mamidi, V.; Xavior, A. A review on selection of cutting fuids. J. Res. Sci. Technol. 2012, 1, 1174–2277. [Google Scholar]
- Odi-Owei, S. Tribological properties of some vegetable oils and fats. Lubr. Eng 1989, 45, 685–690. [Google Scholar]
- Talib, N.; Rahim, E.A. The Performance of Modified Jatropha-Oil Based Trimethylolpropane (TMP) Ester on Tribology Characteristic for Sustainable Metalworking Fluids (MWFs). Appl. Mech. Mater. 2014, 660, 357–361. [Google Scholar] [CrossRef]
- John, J.; Bhattacharya, M.; Raynor, P.C. Emulsions containing vegetable oils for cutting fluid application. Colloids Surf. A Physicochem. Eng. Asp. 2004, 237, 141–150. [Google Scholar] [CrossRef]
- Mannekote, J.K.; Kailas, S.V. The Effect of Oxidation on the Tribological Performance of Few Vegetable Oils. J. Mater. Res. Technol. 2012, 1, 91–95. [Google Scholar] [CrossRef]
- Erhan, S.Z.; Sharma, B.K.; Perez, J.M. Oxidation and low temperature stability of vegetable oil-based lubricants. Ind. Crops Prod. 2006, 24, 292–299. [Google Scholar] [CrossRef]
- Perera, G.I.P.; Herath, H.M.; Perera, I.S.J.; Medagoda, M.M.P. Investigation on white coconut oil to use as a metal working fluid during turning. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 38–44. [Google Scholar] [CrossRef]
- Nune, M.M.R.; Chaganti, P.K. Development, characterization, and evaluation of novel eco-friendly metal working fluid. Measurement 2019, 137, 401–416. [Google Scholar] [CrossRef]
- Coker, A.K. Physical properties of Liquids and Gases. In Ludwig’s Applied Process Design for Chemical and Petrochemical Plants; Elsevier: Amsterdam, The Netherlands, 2007; pp. 103–132. [Google Scholar]
- Arora, G.; Kumar, U.; Bhowmik, P. Vegetable oil based cutting fluids—Green and sustainable machining—II. J. Mater. Sci. Mech. Eng. 2015, 2, 1–5. [Google Scholar]
- Doll, K.M.; Sharma, B.K. Emulsification of Chemically Modified Vegetable Oils for Lubricant Use. J. Surfactants Deterg. 2011, 14, 131–138. [Google Scholar] [CrossRef]
- Byers, J.P. Metalworking Fluids; CRC Press: Boca Raton, FL, USA, 2017; ISBN 1498722237. [Google Scholar]
- Fernandes, C.P.; Mascarenhas, M.P.; Zibetti, F.M.; Lima, B.G.; Oliveira, R.P.R.F.; Rocha, L.; Falcão, D.Q. HLB value, an important parameter for the development of essential oil phytopharmaceuticals. Rev. Bras. Farmacogn. 2013, 23, 108–114. [Google Scholar] [CrossRef] [Green Version]
- Genot, C.; Berton, C.; Ropers, M.-H. The Role of the Interfacial Layer and Emulsifying Proteins in the Oxidation in Oil-in-Water Emulsions. In Lipid Oxidation; Elsevier: Amsterdam, The Netherlands, 2013; pp. 177–210. [Google Scholar]
- Noor El-Din, M.R.; Mishrif, M.R.; Kailas, S.V.; Suvin, P.S.; Mannekote, J.K. Studying the lubricity of new eco-friendly cutting oil formulation in metal working fluid. Ind. Lubr. Tribol. 2018, 70, 1569–1579. [Google Scholar] [CrossRef]
- Gacek, M.M.; Berg, J.C. Effect of surfactant hydrophile-lipophile balance (HLB) value on mineral oxide charging in apolar media. J. Colloid Interface Sci. 2015, 449, 192–197. [Google Scholar] [CrossRef] [PubMed]
- Abdalla, H.S.; Baines, W.; McIntyre, G.; Slade, C. Development of novel sustainable neat-oil metal working fluids for stainless steel and titanium alloy machining. Part 1. Formulation development. Int. J. Adv. Manuf. Technol. 2007, 34, 21–33. [Google Scholar] [CrossRef]
- Abdul Sani, A.S.; Rahim, E.A.; Sharif, S.; Sasahara, H. Machining performance of vegetable oil with phosphonium- and ammonium-based ionic liquids via MQL technique. J. Clean. Prod. 2019, 209, 947–964. [Google Scholar] [CrossRef]
- Vamsi Krishna, P.; Srikant, R.R.; Nageswara Rao, D. Experimental investigation on the performance of nanoboric acid suspensions in SAE-40 and coconut oil during turning of AISI 1040 steel. Int. J. Mach. Tools Manuf. 2010, 50, 911–916. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Metal Cutting; Butterworth-Heinemann: Oxford, UK, 2000; ISBN 075067069X. [Google Scholar]
- Taylor, F.W. On the Art of Cutting Metals: An Address Made at the Opening of the Annual Meeting in New York, December, 1900 [ie., 1906]; American Society of Mechanical Engineers: New York, NY, USA, 1907. [Google Scholar]
- Najiha, M.S.; Rahman, M.M.; Yusoff, A.R. Environmental impacts and hazards associated with metal working fluids and recent advances in the sustainable systems: A review. Renew. Sustain. Energy Rev. 2016, 60, 1008–1031. [Google Scholar] [CrossRef]
- Fukui, H.; Okida, J.; Omori, N.; Moriguchi, H.; Tsuda, K. Cutting performance of DLC coated tools in dry machining aluminum alloys. Surf. Coat. Technol. 2004, 187, 70–76. [Google Scholar] [CrossRef]
- Klocke, F.; Eisenblätter, G. Dry Cutting. CIRP Ann. 1997, 46, 519–526. [Google Scholar] [CrossRef]
- Sreejith, P.; Ngoi, B.K. Dry machining: Machining of the future. J. Mater. Process. Technol. 2000, 101, 287–291. [Google Scholar] [CrossRef]
- Vereschaka, A.A.; Vereschaka, A.S.; Grigoriev, S.N.; Kirillov, A.K.; Khaustova, O.U. Development and Research of Environmentally Friendly Dry Technological Machining System with Compensation of Physical Function of Cutting Fluids. Procedia CIRP 2013, 7, 311–316. [Google Scholar] [CrossRef] [Green Version]
- Devillez, A.; Le Coz, G.; Dominiak, S.; Dudzinski, D. Dry machining of Inconel 718, workpiece surface integrity. J. Mater. Process. Technol. 2011, 211, 1590–1598. [Google Scholar] [CrossRef]
- Çolak, O. Optimization of Machining Performance in High-Pressure Assisted Turning of Ti6Al4V Alloy. Stroj. Vestn. J. Mech. Eng. 2014, 60, 675–681. [Google Scholar] [CrossRef]
- Dahlman, P.; Escursell, M. High-pressure jet-assisted cooling: A new possibility for near net shape turning of decarburized steel. Int. J. Mach. Tools Manuf. 2004, 44, 109–115. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Bonney, J.; Fadare, D.A.; Sales, W.F. Machining of nickel-base, Inconel 718, alloy with ceramic tools under finishing conditions with various coolant supply pressures. J. Mater. Process. Technol. 2005, 162–163, 609–614. [Google Scholar] [CrossRef]
- Kramar, D.; Krajnik, P.; Kopac, J. Capability of high pressure cooling in the turning of surface hardened piston rods. J. Mater. Process. Technol. 2010, 210, 212–218. [Google Scholar] [CrossRef]
- Ayed, Y.; Germain, G.; Ammar, A.; Furet, B. Degradation modes and tool wear mechanisms in finish and rough machining of Ti17 Titanium alloy under high-pressure water jet assistance. Wear 2013, 305, 228–237. [Google Scholar] [CrossRef]
- da Silva, R.B.; Machado, Á.R.; Ezugwu, E.O.; Bonney, J.; Sales, W.F. Tool life and wear mechanisms in high speed machining of Ti–6Al–4V alloy with PCD tools under various coolant pressures. J. Mater. Process. Technol. 2013, 213, 1459–1464. [Google Scholar] [CrossRef]
- Sayuti, M.; Sarhan, A.A.D.; Salem, F. Novel uses of SiO2 nano-lubrication system in hard turning process of hardened steel AISI4140 for less tool wear, surface roughness and oil consumption. J. Clean. Prod. 2014, 67, 265–276. [Google Scholar] [CrossRef]
- Hamran, N.N.N.; Ghani, J.A.; Ramli, R.; Haron, C.H.C. A review on recent development of minimum quantity lubrication for sustainable machining. J. Clean. Prod. 2020, 268, 122165. [Google Scholar] [CrossRef]
- Goindi, G.S.; Sarkar, P.; Jayal, A.D.; Chavan, S.N.; Mandal, D. Investigation of ionic liquids as additives to canola oil in minimum quantity lubrication milling of plain medium carbon steel. Int. J. Adv. Manuf. Technol. 2018, 94, 881–896. [Google Scholar] [CrossRef]
- Goindi, G.S.; Chavan, S.N.; Mandal, D.; Sarkar, P.; Jayal, A.D. Investigation of Ionic Liquids as Novel Metalworking Fluids during Minimum Quantity Lubrication Machining of a Plain Carbon Steel. Procedia CIRP 2015, 26, 341–345. [Google Scholar] [CrossRef]
- Najiha, M.S.; Rahman, M.M. Experimental investigation of flank wear in end milling of aluminum alloy with water-based TiO2 nanofluid lubricant in minimum quantity lubrication technique. Int. J. Adv. Manuf. Technol. 2016, 86, 2527–2537. [Google Scholar] [CrossRef]
- Marques, A.; Paipa Suarez, M.; Falco Sales, W.; Rocha Machado, Á. Turning of Inconel 718 with whisker-reinforced ceramic tools applying vegetable-based cutting fluid mixed with solid lubricants by MQL. J. Mater. Process. Technol. 2019, 266, 530–543. [Google Scholar] [CrossRef]
- Osman, K.A.; Ünver, H.Ö.; Şeker, U. Application of minimum quantity lubrication techniques in machining process of titanium alloy for sustainability: A review. Int. J. Adv. Manuf. Technol. 2019, 100, 2311–2332. [Google Scholar] [CrossRef]
- Paturi, U.M.R.; Maddu, Y.R.; Maruri, R.R.; Narala, S.K.R. Measurement and Analysis of Surface Roughness in WS2 Solid Lubricant Assisted Minimum Quantity Lubrication (MQL) Turning of Inconel 718. Procedia CIRP 2016, 40, 138–143. [Google Scholar] [CrossRef]
- Sharif, M.N.; Pervaiz, S.; Deiab, I. Potential of alternative lubrication strategies for metal cutting processes: A review. Int. J. Adv. Manuf. Technol. 2017, 89, 2447–2479. [Google Scholar] [CrossRef]
- Najiha, M.S.; Rahman, M.M.; Kadirgama, K. Parametric optimization of end milling process under minimum quantity lubrication with nanofluid as cutting medium using pareto optimality approach. Int. J. Automot. Mech. Eng. 2016, 13, 3345–3360. [Google Scholar] [CrossRef]
- Boswell, B.; Islam, M.N.; Davies, I.J.; Ginting, Y.R.; Ong, A.K. A review identifying the effectiveness of minimum quantity lubrication (MQL) during conventional machining. Int. J. Adv. Manuf. Technol. 2017, 92, 321–340. [Google Scholar] [CrossRef]
- Eltaggaz, A.; Hegab, H.; Deiab, I.; Kishawy, H.A. Hybrid nano-fluid-minimum quantity lubrication strategy for machining austempered ductile iron (ADI). Int. J. Interact. Des. Manuf. 2018, 12, 1273–1281. [Google Scholar] [CrossRef]
- Tai, B.; Stephenson, D.; Furness, R.; Shih, A. Minimum Quantity Lubrication for Sustainable Machining. In Encyclopedia of Sustainable Technologies; Elsevier: Amsterdam, The Netherlands, 2017; pp. 477–485. [Google Scholar]
- Khan, M.M.A.; Dhar, N.R. Performance evaluation of minimum quantity lubrication by vegetable oil in terms of cutting force, cutting zone temperature, tool wear, job dimension and surface finish in turning AISI-1060 steel. J. Zhejiang Univ. A 2006, 7, 1790–1799. [Google Scholar] [CrossRef]
- Ginting, Y.R.; Boswell, B.; Biswas, W.; Islam, N. Advancing Environmentally Conscious Machining. Procedia CIRP 2015, 26, 391–396. [Google Scholar] [CrossRef]
- Islam, M.N. Effect of additional factors on dimensional accuracy and surface finish of turned parts. Mach. Sci. Technol. 2013, 17, 145–162. [Google Scholar] [CrossRef]
- Sales, W.; Becker, M.; Barcellos, C.S.; Landre, J.; Bonney, J.; Ezugwu, E.O. Tribological behaviour when face milling AISI 4140 steel with minimum quantity fluid application. Ind. Lubr. Tribol. 2009, 61, 84–90. [Google Scholar] [CrossRef]
- Dixit, U.S.; Sarma, D.K.; Davim, J.P. Machining with Minimal Cutting Fluid. In Environmentally Friendly Machining; Springer: Berlin, Germany, 2012; pp. 9–17. [Google Scholar]
- Ramana, M.V.; Mohan Rao, G.K.; Rao, D.H. Experimental Investigations and Selection of Optimal Cutting Conditions in Turning Of Ti-6al-4v Alloy With Different Cutting Fluids By Minimum Quantity Lubrication (MQL) Methodology. i-Manag. J. Mech. Eng. 2012, 2, 45–52. [Google Scholar] [CrossRef]
- Banerjee, N.; Sharma, A. Improving machining performance of Ti-6Al-4V through multi-point minimum quantity lubrication method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 321–336. [Google Scholar] [CrossRef]
- Fitrina, S.; Kristiawan, B.; Surojo, E.; Wijayanta, A.T.; Miyazaki, T.; Koyama, S. Influence of minimum quantity lubrication with Al2O3 nanoparticles on cutting parameters in drilling process. AIP Conf. Proc. 2018, 1931, 030056. [Google Scholar] [CrossRef]
- Paul, S.; Ghosh, A. An Experimental Evaluation of Solid Lubricant Based Nanofluids in Small Quantity Cooling and Lubrication during Grinding. Mater. Sci. Forum 2017, 890, 98–102. [Google Scholar] [CrossRef]
- Beck, M.P.; Yuan, Y.; Warrier, P.; Teja, A.S. The effect of particle size on the thermal conductivity of alumina nanofluids. J. Nanopart. Res. 2009, 11, 1129–1136. [Google Scholar] [CrossRef]
- Srikant, R.R.; Rao, D.N.; Subrahmanyam, M.S.; Krishna, V.P. Applicability of cutting fluids with nanoparticle inclusion as coolants in machining. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2009, 223, 221–225. [Google Scholar] [CrossRef]
- Rao, S.N.; Satyanarayana, B.; Venkatasubbaiah, K. Experimental estimation of tool wear and cutting temperatures in MQL using cutting fluids with CNT inclusion. Int. J. Eng. Sci. Technol. 2011, 3, 2928–2931. [Google Scholar]
- Xie, H.; Wang, J.; Xi, T.; Liu, Y.; Ai, F.; Wu, Q. Thermal conductivity enhancement of suspensions containing nanosized alumina particles. J. Appl. Phys. 2002, 91, 4568–4572. [Google Scholar] [CrossRef]
- Chon, C.H.; Kihm, K.D.; Lee, S.P.; Choi, S.U.S. Empirical correlation finding the role of temperature and particle size for nanofluid (Al2O3) thermal conductivity enhancement. Appl. Phys. Lett. 2005, 87, 153107. [Google Scholar] [CrossRef]
- Mintsa, H.A.; Roy, G.; Nguyen, C.T.; Doucet, D. New temperature dependent thermal conductivity data for water-based nanofluids. Int. J. Therm. Sci. 2009, 48, 363–371. [Google Scholar] [CrossRef]
- Chopkar, M.; Das, P.K.; Manna, I. Synthesis and characterization of nanofluid for advanced heat transfer applications. Scr. Mater. 2006, 55, 549–552. [Google Scholar] [CrossRef]
- Das, S.K.; Putra, N.; Thiesen, P.; Roetzel, W. Temperature Dependence of Thermal Conductivity Enhancement for Nanofluids. J. Heat Transf. 2003, 125, 567–574. [Google Scholar] [CrossRef]
- Choi, S.U.S.; Zhang, Z.G.; Yu, W.; Lockwood, F.E.; Grulke, E.A. Anomalous thermal conductivity enhancement in nanotube suspensions. Appl. Phys. Lett. 2001, 79, 2252–2254. [Google Scholar] [CrossRef]
- Ding, Y.; Alias, H.; Wen, D.; Williams, R.A. Heat transfer of aqueous suspensions of carbon nanotubes (CNT nanofluids). Int. J. Heat Mass Transf. 2006, 49, 240–250. [Google Scholar] [CrossRef]
- Yu, W.; Xie, H.; Li, Y.; Chen, L. Experimental investigation on thermal conductivity and viscosity of aluminum nitride nanofluid. Particuology 2011, 9, 187–191. [Google Scholar] [CrossRef]
- Eastman, J.A.; Choi, S.U.S.; Li, S.; Yu, W.; Thompson, L.J. Anomalously increased effective thermal conductivities of ethylene glycol-based nanofluids containing copper nanoparticles. Appl. Phys. Lett. 2001, 78, 718–720. [Google Scholar] [CrossRef]
- Chopkar, M.; Sudarshan, S.; Das, P.K.; Manna, I. Effect of Particle Size on Thermal Conductivity of Nanofluid. Met. Mater. Trans. A 2008, 39, 1535–1542. [Google Scholar] [CrossRef]
- Wang, X.; Xu, X.; Choi, S.U.S. Thermal Conductivity of Nanoparticle—Fluid Mixture. J. Thermophys. Heat Transf. 1999, 13, 474–480. [Google Scholar] [CrossRef]
- Lee, D.; Kim, J.-W.; Kim, B.G. A New Parameter to Control Heat Transport in Nanofluids: Surface Charge State of the Particle in Suspension. J. Phys. Chem. B 2006, 110, 4323–4328. [Google Scholar] [CrossRef] [PubMed]
- Assael, M.J.; Metaxa, I.N.; Arvanitidis, J.; Christofilos, D.; Lioutas, C. Thermal Conductivity Enhancement in Aqueous Suspensions of Carbon Multi-Walled and Double-Walled Nanotubes in the Presence of Two Different Dispersants. Int. J. Thermophys. 2005, 26, 647–664. [Google Scholar] [CrossRef]
- Wang, X.; Zhu, D.; Yang, S. Investigation of pH and SDBS on enhancement of thermal conductivity in nanofluids. Chem. Phys. Lett. 2009, 470, 107–111. [Google Scholar] [CrossRef]
- Murshed, S.M.S.; Leong, K.C.; Yang, C. Characterization of Electrokinetic Properties of Nanofluids. J. Nanosci. Nanotechnol. 2008, 8, 5966–5971. [Google Scholar] [CrossRef]
- Yu, W.; France, D.M.; Routbort, J.L.; Choi, S.U.S. Review and Comparison of Nanofluid Thermal Conductivity and Heat Transfer Enhancements. Heat Transf. Eng. 2008, 29, 432–460. [Google Scholar] [CrossRef]
- Babita; Sharma, S.K.; Gupta, S.M. Preparation and evaluation of stable nanofluids for heat transfer application: A review. Exp. Therm. Fluid Sci. 2016, 79, 202–212. [Google Scholar] [CrossRef]
- Prasher, R.; Song, D.; Wang, J.; Phelan, P. Measurements of nanofluid viscosity and its implications for thermal applications. Appl. Phys. Lett. 2006, 89, 133108. [Google Scholar] [CrossRef]
- Anoop, K.B.; Sundararajan, T.; Das, S.K. Effect of particle size on the convective heat transfer in nanofluid in the developing region. Int. J. Heat Mass Transf. 2009, 52, 2189–2195. [Google Scholar] [CrossRef]
- He, Y.; Jin, Y.; Chen, H.; Ding, Y.; Cang, D.; Lu, H. Heat transfer and flow behaviour of aqueous suspensions of TiO2 nanoparticles (nanofluids) flowing upward through a vertical pipe. Int. J. Heat Mass Transf. 2007, 50, 2272–2281. [Google Scholar] [CrossRef]
- Anoop, K.B.; Kabelac, S.; Sundararajan, T.; Das, S.K. Rheological and flow characteristics of nanofluids: Influence of electroviscous effects and particle agglomeration. J. Appl. Phys. 2009, 106, 034909. [Google Scholar] [CrossRef]
- Prasad, M.; Srikant, R. Performance Evaluation of Nano Graphite Inclusions in Cutting Fluids with Mql Technique in Turning of Aisi 1040 Steel. Int. J. Res. Eng. Technol. 2013, 02, 381–393. [Google Scholar] [CrossRef]
- Rahmati, B.; Sarhan, A.A.D.; Sayuti, M. Investigating the optimum molybdenum disulfide (MoS2) nanolubrication parameters in CNC milling of AL6061-T6 alloy. Int. J. Adv. Manuf. Technol. 2014, 70, 1143–1155. [Google Scholar] [CrossRef]
- Sarhan, A.A.D.; Sayuti, M.; Hamdi, M. Reduction of power and lubricant oil consumption in milling process using a new SiO2 nanolubrication system. Int. J. Adv. Manuf. Technol. 2012, 63, 505–512. [Google Scholar] [CrossRef]
- Yücel, A.; Yıldırım, Ç.V.; Sarıkaya, M.; Şirin, Ş.; Kıvak, T.; Gupta, M.K.; Tomaz, Í.V. Influence of MoS2 based nanofluid-MQL on tribological and machining characteristics in turning of AA 2024 T3 aluminum alloy. J. Mater. Res. Technol. 2021, 15, 1688–1704. [Google Scholar] [CrossRef]
- Şirin, Ş.; Kıvak, T. Effects of hybrid nanofluids on machining performance in MQL-milling of Inconel X-750 superalloy. J. Manuf. Process. 2021, 70, 163–176. [Google Scholar] [CrossRef]
- Junankar, A.A.; Yashpal; Purohit, J.K.; Gohane, G.M.; Pachbhai, J.S.; Gupta, P.M.; Sayed, A.R. Performance evaluation of Cu nanofluid in bearing steel MQL based turning operation. Mater. Today Proc. 2021, 44, 4309–4314. [Google Scholar] [CrossRef]
- Ul Haq, M.A.; Hussain, S.; Ali, M.A.; Farooq, M.U.; Mufti, N.A.; Pruncu, C.I.; Wasim, A. Evaluating the effects of nano-fluids based MQL milling of IN718 associated to sustainable productions. J. Clean. Prod. 2021, 310, 127463. [Google Scholar] [CrossRef]
- Barewar, S.D.; Kotwani, A.; Chougule, S.S.; Unune, D.R. Investigating a novel Ag/ZnO based hybrid nanofluid for sustainable machining of inconel 718 under nanofluid based minimum quantity lubrication. J. Manuf. Process. 2021, 66, 313–324. [Google Scholar] [CrossRef]
- Tiwari, A.; Agarwal, D.; Singh, A. Computational analysis of machining characteristics of surface using varying concentration of nanofluids (Al2O3, CuO and TiO2) with MQL. Mater. Today Proc. 2021, 42, 1262–1269. [Google Scholar] [CrossRef]
- Mohana Rao, G.; Dilkush, S.; Sudhakar, I.; Anil babu, P. Effect of Cutting Parameters with Dry and MQL Nano Fluids in Turning of EN-36 Steel. Mater. Today Proc. 2021, 41, 1182–1187. [Google Scholar] [CrossRef]
- Khanafer, K.; Eltaggaz, A.; Deiab, I.; Agarwal, H.; Abdul-latif, A. Toward sustainable micro-drilling of Inconel 718 superalloy using MQL-Nanofluid. Int. J. Adv. Manuf. Technol. 2020, 107, 3459–3469. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Characterization of TiO2, Al2O3 and SiO2 Nanoparticle based Cutting Fluids. Mater. Today Proc. 2016, 3, 1890–1898. [Google Scholar] [CrossRef]
- Sharma, A.K.; Singh, R.K.; Dixit, A.R.; Tiwari, A.K. Characterization and experimental investigation of Al2O3 nanoparticle based cutting fluid in turning of AISI 1040 steel under minimum quantity lubrication (MQL). Mater. Today Proc. 2016, 3, 1899–1906. [Google Scholar] [CrossRef]
- Minh, D.T.; The, L.T.; Bao, N.T. Performance of Al2O3 nanofluids in minimum quantity lubrication in hard milling of 60Si2Mn steel using cemented carbide tools. Adv. Mech. Eng. 2017, 9, 1–9. [Google Scholar] [CrossRef] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sources | Number of Articles |
|---|---|
| International Journal of Advanced Manufacturing Technology | 106 |
| Journal of Cleaner Production | 101 |
| MATERIALS TODAY: PROCEEDINGS | 73 |
| PROCEDIA CIRP | 64 |
| Journal Of Manufacturing Processes | 38 |
| Advanced Materials Research | 32 |
| Lecture Notes in Mechanical Engineering | 32 |
| Proceedings of the Institution of Mechanical Engineers Part B: Journal of Engineering Manufacture | 32 |
| IOP Conference Series: Materials Science and Engineering | 29 |
| Journal Of Materials Processing Technology | 29 |
| Procedia Manufacturing | 29 |
| AIP Conference Proceedings | 25 |
| Materials And Manufacturing Processes | 24 |
| International Journal of Machining and Machinability of Materials | 21 |
| Tribology International | 21 |
| Key Engineering Materials | 20 |
| Applied Mechanics and Materials | 17 |
| Journal of the Brazilian Society of Mechanical Sciences and Engineering | 15 |
| Machining Science and Technology | 15 |
| Wear | 15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, M.A.A.; Hussain, M.; Lodhi, S.K.; Zazoum, B.; Asad, M.; Afzal, A. Green Metalworking Fluids for Sustainable Machining Operations and Other Sustainable Systems: A Review. Metals 2022, 12, 1466. https://doi.org/10.3390/met12091466
Khan MAA, Hussain M, Lodhi SK, Zazoum B, Asad M, Afzal A. Green Metalworking Fluids for Sustainable Machining Operations and Other Sustainable Systems: A Review. Metals. 2022; 12(9):1466. https://doi.org/10.3390/met12091466
Chicago/Turabian StyleKhan, Muhammad Azhar Ali, Muzafar Hussain, Shahrukh Khan Lodhi, Bouchaib Zazoum, Muhammad Asad, and Abdulaziz Afzal. 2022. "Green Metalworking Fluids for Sustainable Machining Operations and Other Sustainable Systems: A Review" Metals 12, no. 9: 1466. https://doi.org/10.3390/met12091466
APA StyleKhan, M. A. A., Hussain, M., Lodhi, S. K., Zazoum, B., Asad, M., & Afzal, A. (2022). Green Metalworking Fluids for Sustainable Machining Operations and Other Sustainable Systems: A Review. Metals, 12(9), 1466. https://doi.org/10.3390/met12091466