
Scattering Behavior of Slivers in Shearing of Magnetized Ultra-High-Strength Steel Sheets


Abstract
:1. Introduction
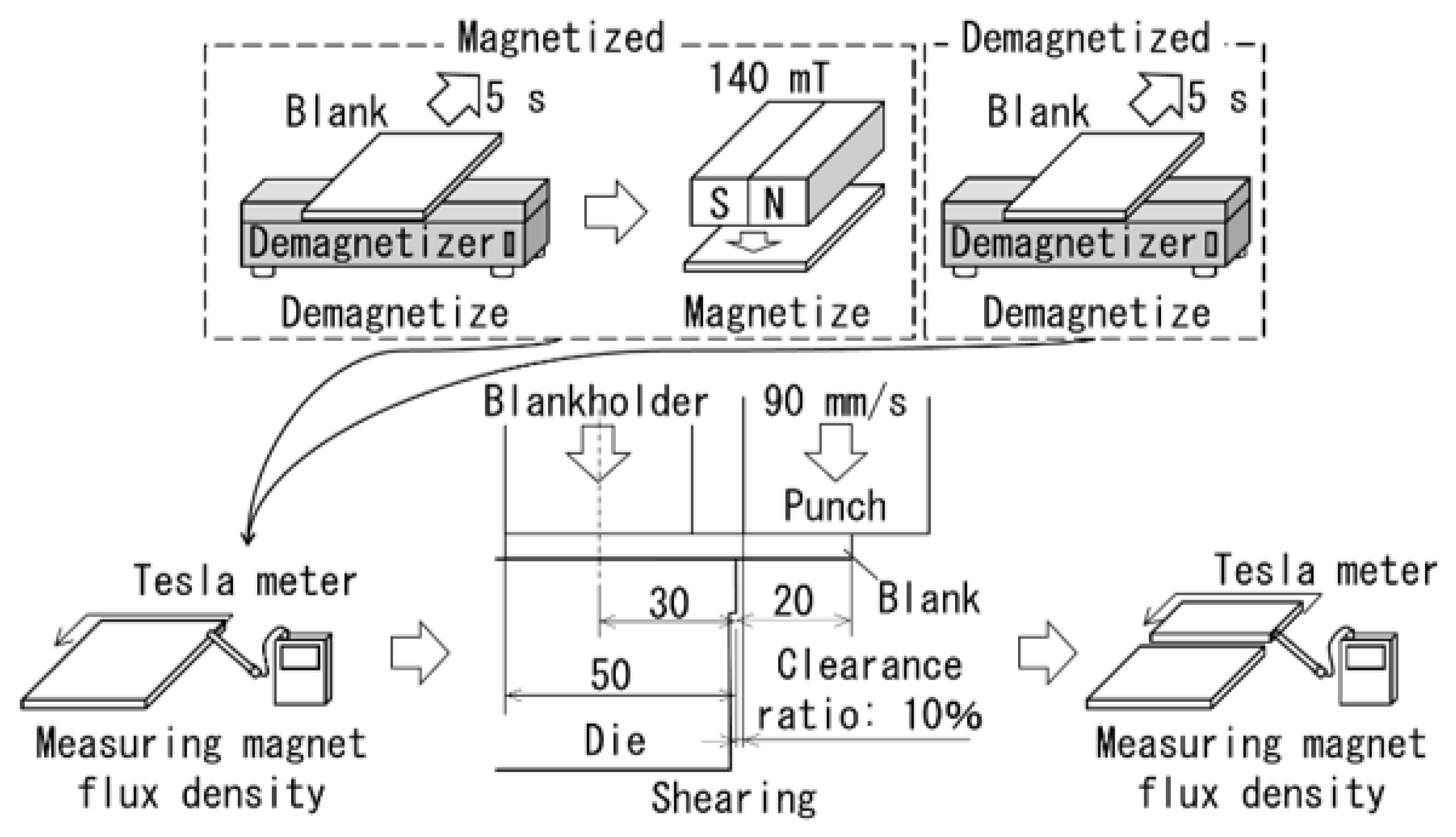
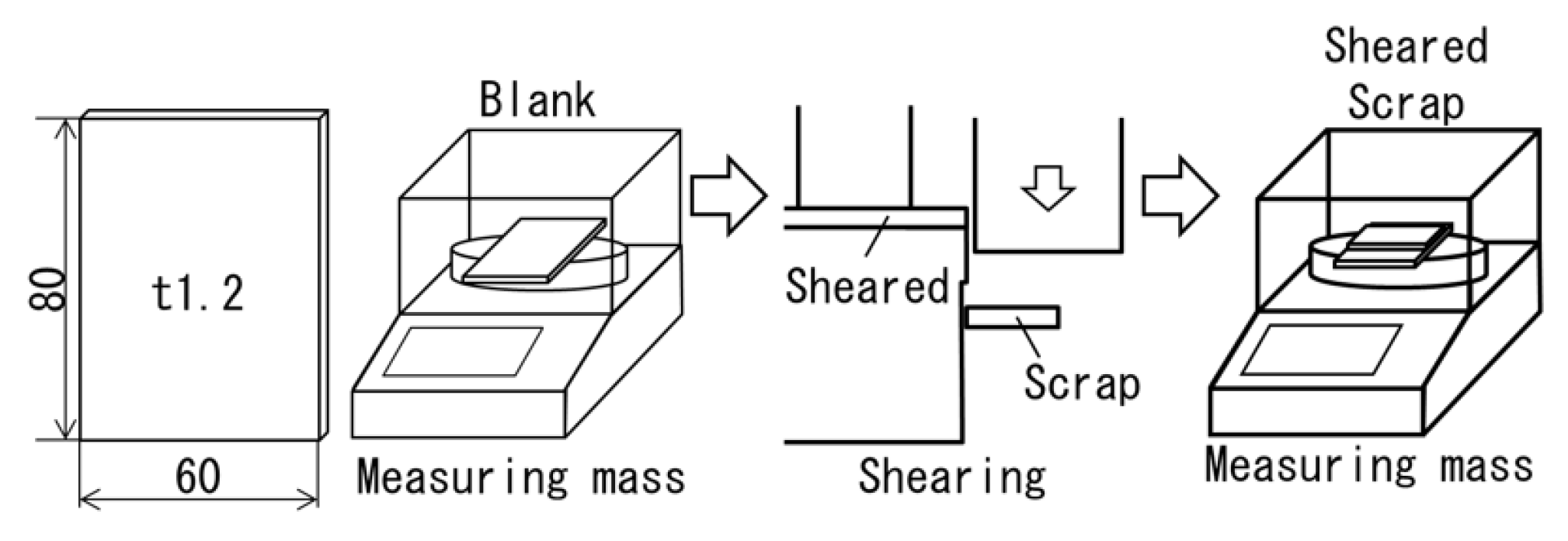
2. Materials and Methods
3. Results
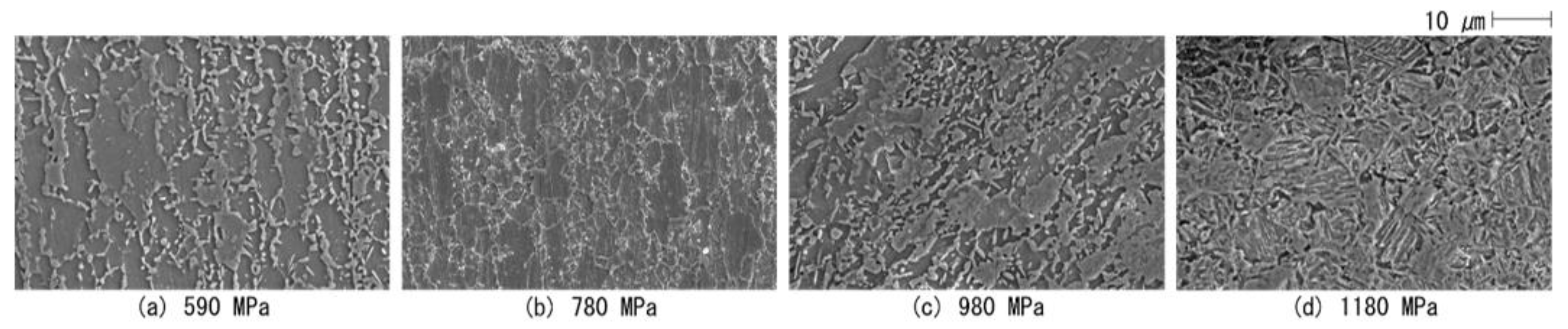
3.1. Sheared Edge and Microstructures of the Steel Sheets
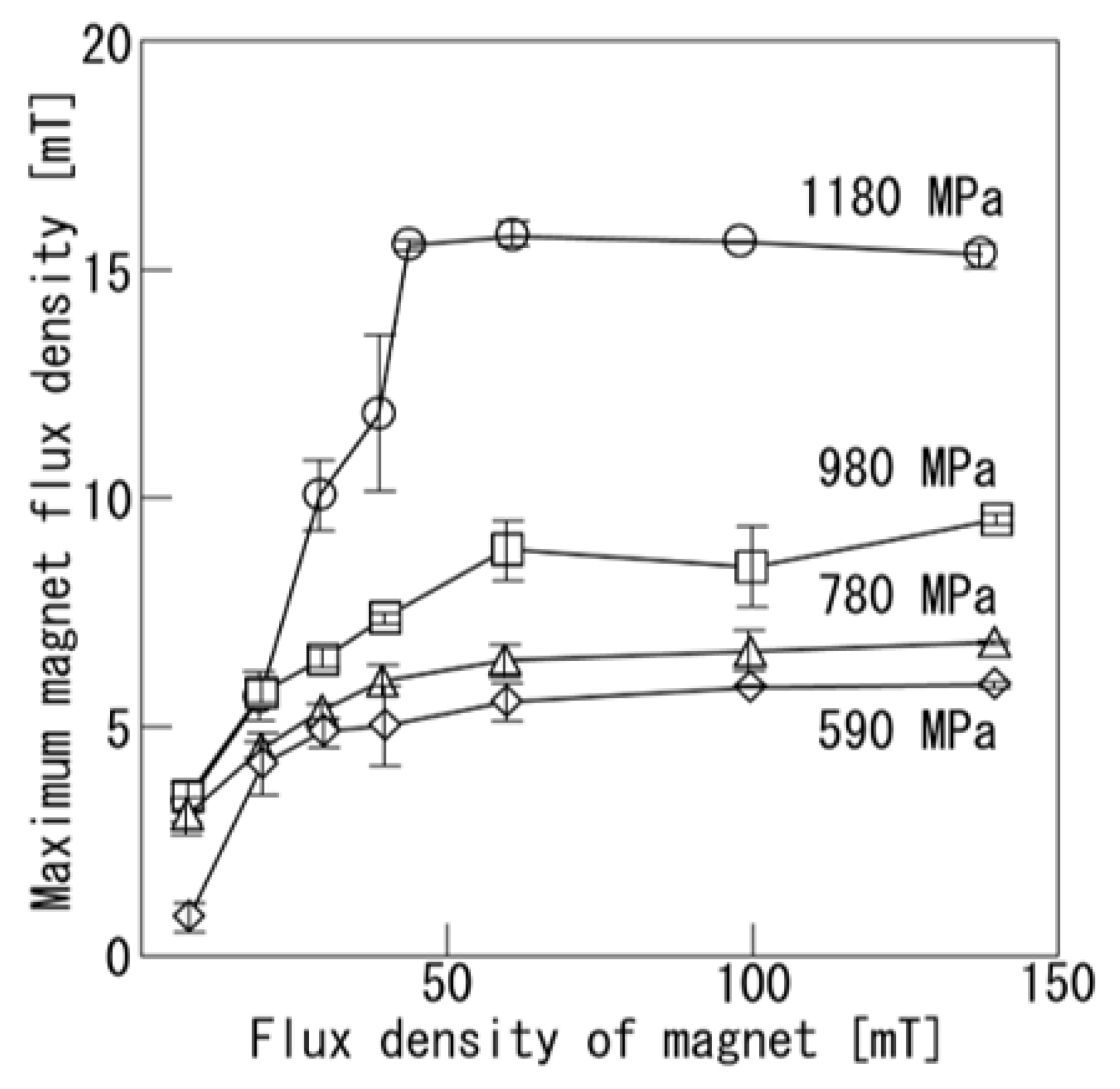
3.2. Magnetization Properties of the Steel Sheets
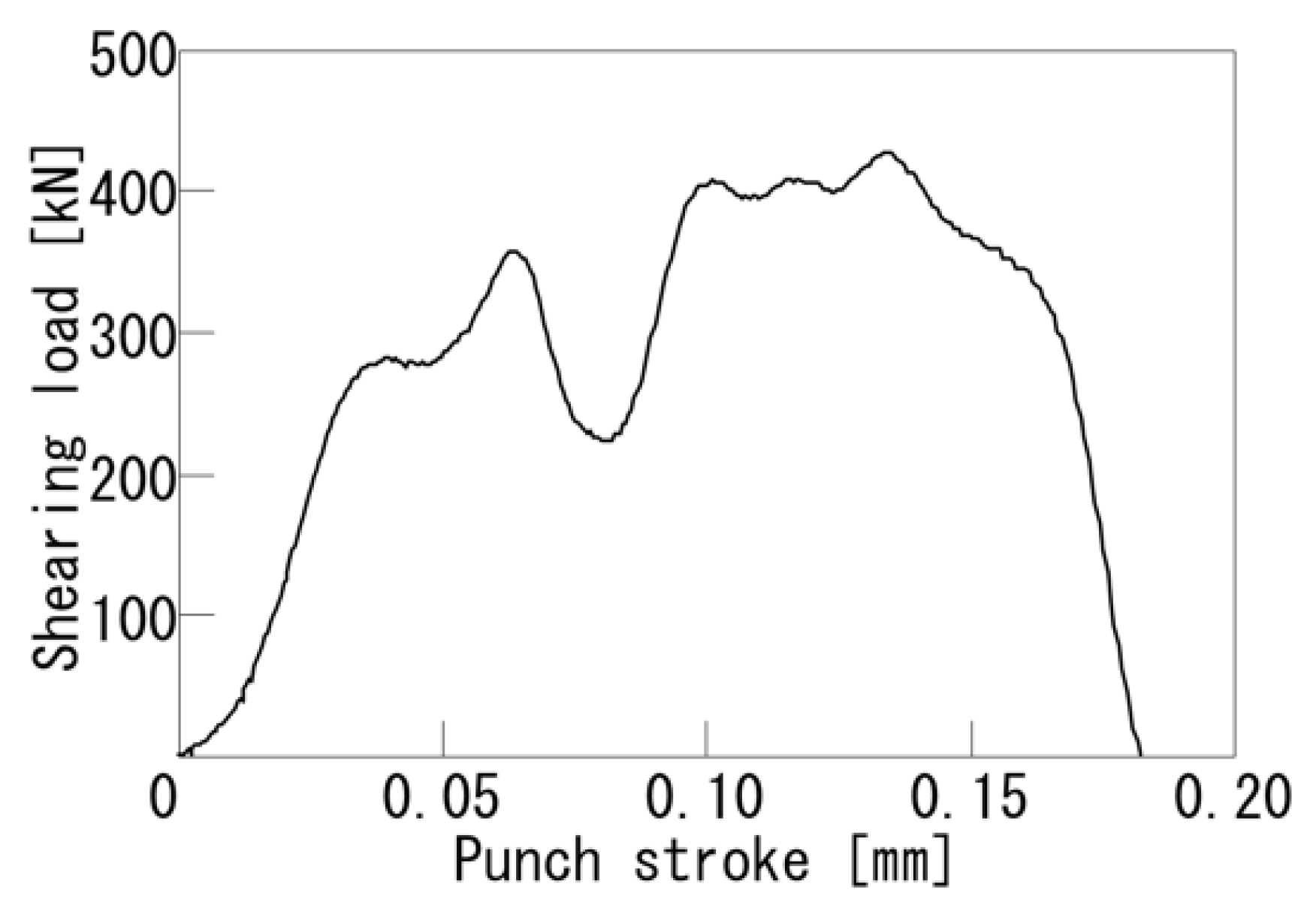
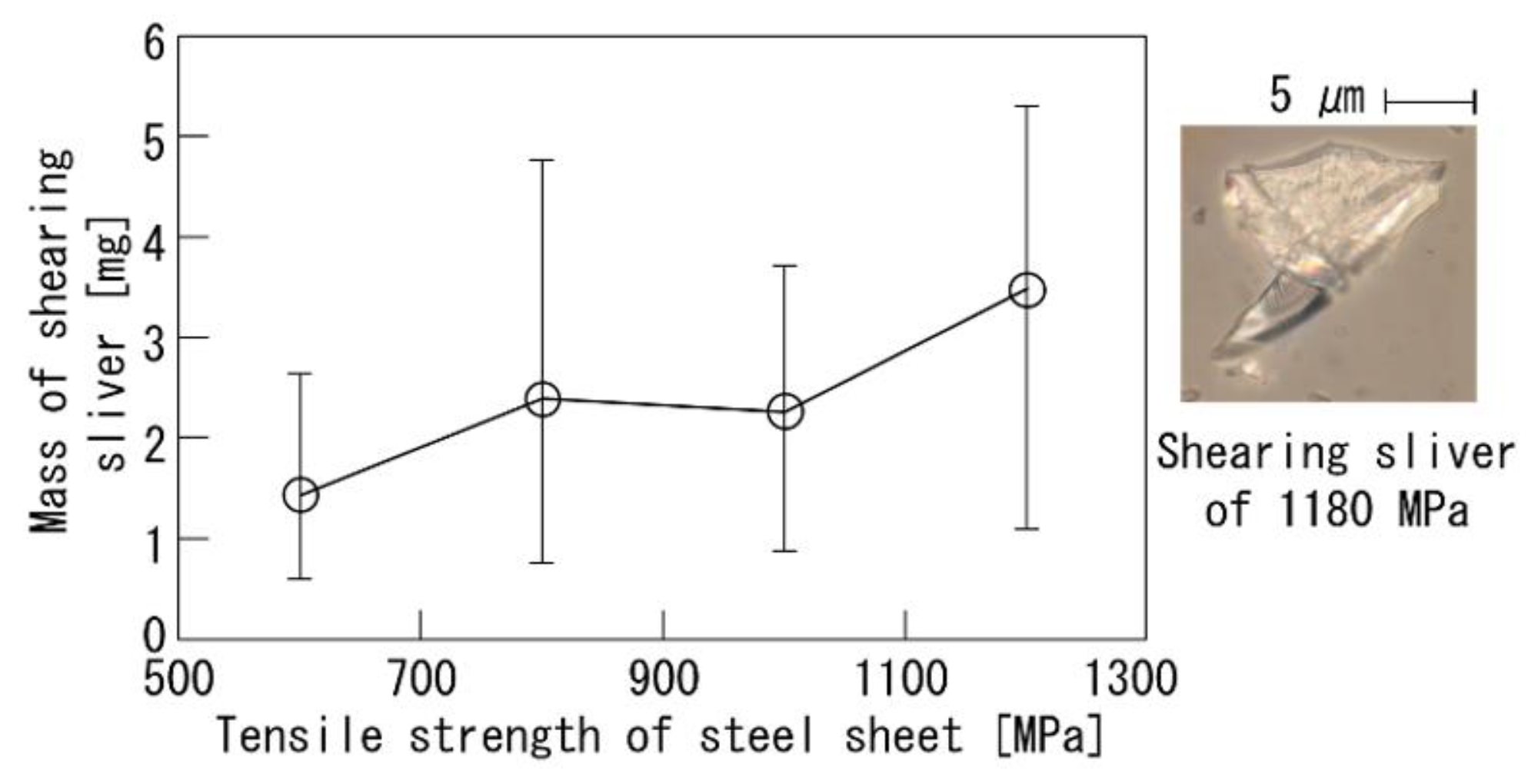
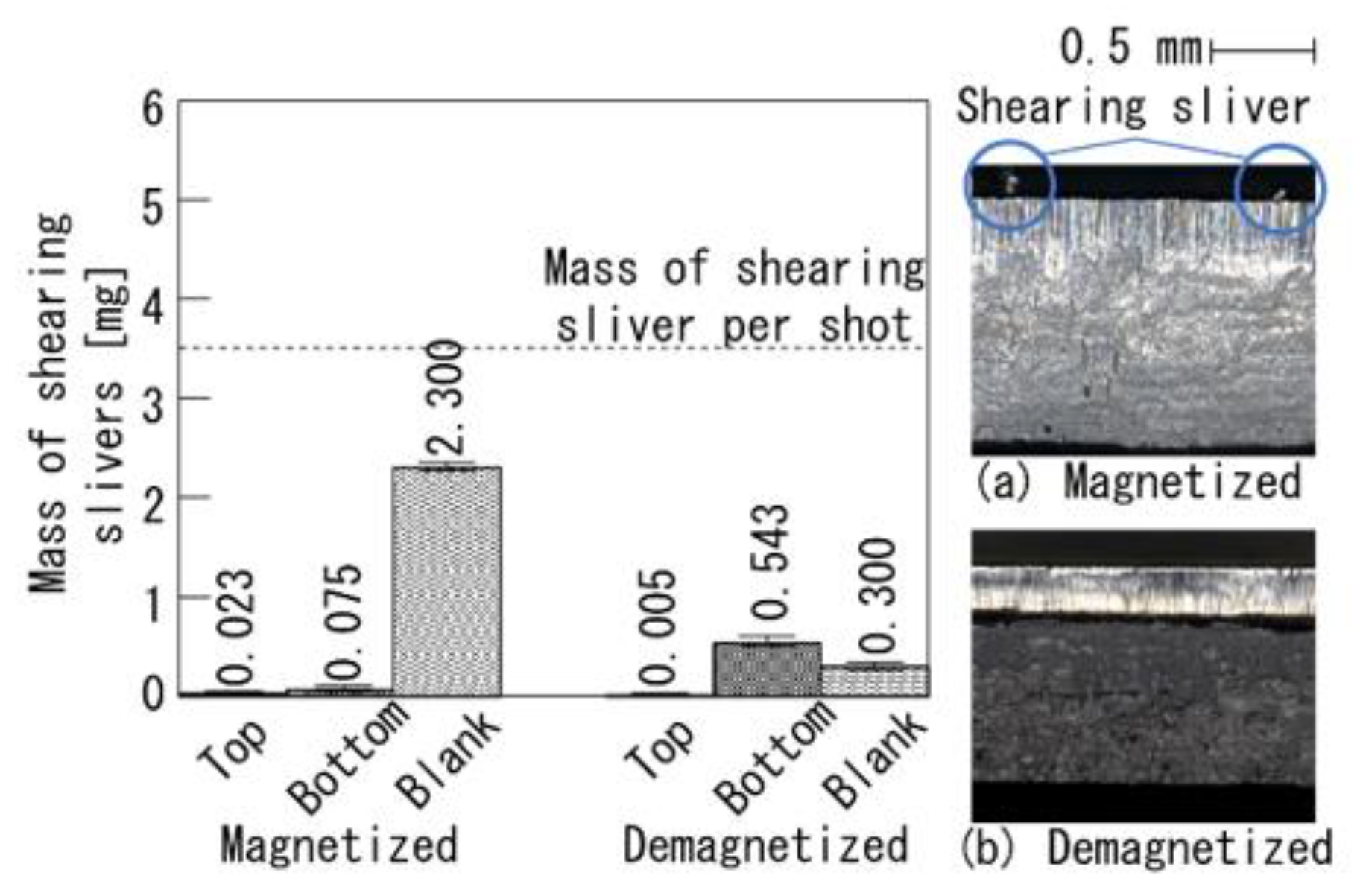
3.3. Scattering Behavior of the Shearing Slivers
4. Discussion
5. Conclusions
- (1)
- The maximum flux density in the magnetized blank increased with the increasing tensile strength of the steel sheet.
- (2)
- When the magnetized blank was sheared, the maximum flux density decreased but only by about two-thirds at most. The maximum flux density of the demagnetized blank decreased to less than 1 mT regardless of the tensile strength, and the maximum flux density increased after shearing, but the maximum flux density was less than 2 mT.
- (3)
- The shearing slivers were significantly generated at the time of crack penetration and at the time of punch rise, and their mass increased with the increasing tensile strength of the steel sheet.
- (4)
- In the shearing of the magnetized blank, the amount of shearing slivers sticking to the blank increased. This indicates that shearing of the magnetized ultra-high tensile steel sheets may cause die wearing in the subsequent stages due to the stuck shearing slivers.
- (5)
- When demagnetized steel sheets are sheared, shearing slivers do not adhere easily to the sheets, and the level of magnetization caused by shearing is not sufficient for the shearing slivers to adhere. Therefore, demagnetization before shearing is effective in reducing die wearing caused by shearing slivers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Billur, E.; Altan, T. Challenges in forming advanced high strength steels. Proc. New Dev. Sheet Met. Form. 2012, 285, 304. [Google Scholar]
- Mori, K.; Akita, K.; Abe, Y. Springback behaviour in bending of ultra-high-strength steel sheets using CNC servo press. Int. J. Mach. Tools Manuf. 2007, 47, 321–325. [Google Scholar] [CrossRef]
- Kaupper, M.; Merklein, M. Bendability of advanced high strength steels—A new evaluation procedure. CIRP Ann. Manuf. Technol. 2013, 62, 247–250. [Google Scholar] [CrossRef]
- Abe, Y.; Ohmi, T.; Mori, K.; Masuda, T. Improvement of formability in deep drawing of ultra-high strength steel sheets by coating of die. J. Mater. Process. Technol. 2014, 214, 1838–1843. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y.; Sedoguchi, K. Delayed fracture in cold blanking of ultra-high strength steel sheets. CIRP Ann. Manuf. Technol. 2019, 68, 297–300. [Google Scholar] [CrossRef]
- Hoffmann, H.; Mackensen, A.; Golle, M.; Golle, R. Experimental investigation of the cutting force reduction during the blanking operation of AHSS sheet materials. CIRP Ann. Manuf. Technol. 2010, 59, 283–286. [Google Scholar]
- Wang, X.Z.; Masood, S.H. Investigation of die radius arc profile on wear behaviour in sheet metal processing of advanced high strength steels. Mater. Des. 2011, 32–33, 1118–1128. [Google Scholar] [CrossRef]
- Nasheralahkami, S.; Golovashchenko, S.; Dawson, S.; Sohmshetty, R. Analysis of tool wear for trimming of DP980 sheet metal blanks. SAE Int. J. Engines 2017, 10, 233–238. [Google Scholar] [CrossRef]
- Han, X.; Yang, K.; Ding, Y.; Tan, S.; Chen, J. Numerical and experimental investigations on mechanical trimming process for hot stamped ultra-high strength parts. J. Mater. Process. Technol. 2016, 234, 158–168. [Google Scholar] [CrossRef]
- Li, H.; Wu, X.; Li, G.; Zhou, D. Chipping damage of die for trimming advanced high-strength steel sheet: Evaluation and analysis. J. Mater. Process. Technol. 2020, 285, 116787. [Google Scholar] [CrossRef]
- Nothhaft, K.; Suh, J.; Golle, M.; Picas, I.; Casellas, D.; Volk, W. Shear cutting of press hardened steel: Influence of punch chamfer on process forces, tool stresses and sheared edge qualities. Prod. Eng. 2012, 6, 413–420. [Google Scholar] [CrossRef]
- Feistle, M.; Krinninger, M.; Golle, R.; Volk, W. Notch Shear Cutting of Press Hardened Steels. Key Eng. Mater. 2015, 639, 477–484. [Google Scholar] [CrossRef]
- Choi, H.-S.; Kim, B.-M.; Ko, D.-C. Effect of clearance and inclined angle on sheared edge and tool failure in trimming of DP980 sheet. J. Mech. Sci. Technol. 2014, 28, 2319–2328. [Google Scholar] [CrossRef]
- Yagita, R.; Abe, Y.; Munesada, Y.; Mori, K. Deformation Behaviour in Shearing of Ultra-High Strength Steel Sheets under Insufficient Blankholding force. Procedia Manuf. 2020, 50, 26–31. [Google Scholar] [CrossRef]
- Nasheralahkami, S.; Zhou, W.; Golovashchenko, S. Study of Sheared Edge Formability of Ultra-High Strength DP980 Sheet Metal Blanks. J. Manuf. Sci. Eng. 2019, 141, 091009. [Google Scholar] [CrossRef]
- Abe, Y.; Yonekawa, R.; Sedoguchi, K.; Mori, K. Shearing of ultra-high strength steel sheets with step punch. Procedia Manuf. 2018, 15, 597–604. [Google Scholar] [CrossRef]
- Mori, K.; Abe, Y.; Suzui, Y. Improvement of stretch flangeability of ultra high strength steel sheet by smoothing of sheared edge. J. Mater. Process. Technol. 2010, 210, 653–659. [Google Scholar] [CrossRef]
- Povolotskaya, A.M.; Mushnikov, A.N. Effect of plastic deformation on the magnetic parameters and magnetostriction of the 20GN steel. Procedia Struct. Integr. 2022, 40, 359–364. [Google Scholar] [CrossRef]
- Weiss, H.A.; Leuning, N.; Steentjes, S.; Hameyer, K.; Andofer, T.; Jenner, S.; Volk, W. Influence of shear cutting parameters on the electromagnetic properties of non-oriented electrical steel sheets. J. Magn. Magn. Mater. 2017, 421, 250–259. [Google Scholar] [CrossRef]
- Golovashchenko, S.F. A study on trimming of aluminum autobody sheet and development of a new robust process eliminating burrs and slivers. Int. J. Mech. Sci. 2006, 48, 1384–1400. [Google Scholar] [CrossRef]
- Li, M. An experimental investigation on cut surface and burr in trimming aluminum autobody sheet. Int. J. Mech. Sci. 2000, 42, 889–906. [Google Scholar] [CrossRef]
- Wang, N.; Golovashchenko, S.F. Mechanism of fracture of aluminum blanks subjected to stretching along the sheared edge. J Mater. Process Technol. 2016, 233, 142–160. [Google Scholar] [CrossRef]
- Maillard, A.; Boucaud, B. Influence of wear on particle emission in aluminum blanking. IOP Conf. Ser. Mater. Sci. Eng. 2018, 418, 012099. [Google Scholar] [CrossRef]
- Li, M. Micromechanisms of deformation and fracture in shearing of aluminum alloy sheet. Int. J. Mech. Sci. 2000, 42, 907–923. [Google Scholar] [CrossRef]
- Selvaraj, R.; Quagliato, L.; Jang, S.; Kim, N. Numerical model for a quantitative estimation of sliver formation in shearing process. J. Phys. Conf. Ser. 2017, 896, 012100. [Google Scholar] [CrossRef] [Green Version]
- Abe, Y.; Okamoto, Y.; Mori, K.; Jaafar, H. Deformation behaviour and reduction in flying speed of scrap in trimming of ultra-high strength steel sheets. J. Mater. Process. Technol. 2017, 250, 372–378. [Google Scholar] [CrossRef]
- Azzmer, S.; Jaafar, H.; Tajul, L.; Sulaiman, M.H.; Hamedon, Z. Separation behaviour and crack in trimming of ultra-high strength steel sheet having curved shape. AIP Conf. Proc. 2019, 2129, 020049. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel Sheet | Thickness (mm) | Tensile Strength (MPa) | Elongation (%) | Reduction in Area (%) | n-Value |
|---|---|---|---|---|---|
| 1180 MPa | 1.20 | 1209 | 8.0 | 40.5 | 0.135 |
| 980 MPa | 1.21 | 1029 | 15.7 | 45.0 | 0.133 |
| 780 MPa | 1.23 | 799 | 20.0 | 57.5 | 0.125 |
| 590 MPa | 1.21 | 599 | 23.2 | 58.3 | 0.152 |
| Steel Sheet | Percentage of Content (Mass%) | |||||
|---|---|---|---|---|---|---|
| C | Al | Si | Mn | Zn | Fe | |
| 1180 MPa | 2.19 | 0.00 | 0.51 | 2.82 | 0.00 | 94.48 |
| 980 MPa | 3.29 | 0.44 | 0.11 | 2.49 | 0.82 | 92.85 |
| 780 MPa | 2.22 | 0.46 | 0.19 | 2.38 | 0.67 | 94.07 |
| 590 MPa | 4.27 | 0.00 | 0.39 | 1.60 | 1.76 | 91.98 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yagita, R.; Abe, Y. Scattering Behavior of Slivers in Shearing of Magnetized Ultra-High-Strength Steel Sheets. Metals 2023, 13, 110. https://doi.org/10.3390/met13010110
Yagita R, Abe Y. Scattering Behavior of Slivers in Shearing of Magnetized Ultra-High-Strength Steel Sheets. Metals. 2023; 13(1):110. https://doi.org/10.3390/met13010110
Chicago/Turabian StyleYagita, Ryo, and Yohei Abe. 2023. "Scattering Behavior of Slivers in Shearing of Magnetized Ultra-High-Strength Steel Sheets" Metals 13, no. 1: 110. https://doi.org/10.3390/met13010110