
Twin-Related Grain Boundary Engineering and Its Influence on Mechanical Properties of Face-Centered Cubic Metals: A Review

 ,
, 
 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Twin-Related GBE
3. GBE-Quantifying Parameters
3.1. Fraction of Special GBs
3.2. Distribution of Triple-Junctions
3.3. Ratio of Twin Related Domain Size to Grain Size
4. Mechanism of GBCD Optimization—“Twin Cluster Growth” Model
5. Influence of GBCD Optimization on Tensile Properties
5.1. Influence of GBCD Optimization on Room-Temperature Tensile Properties
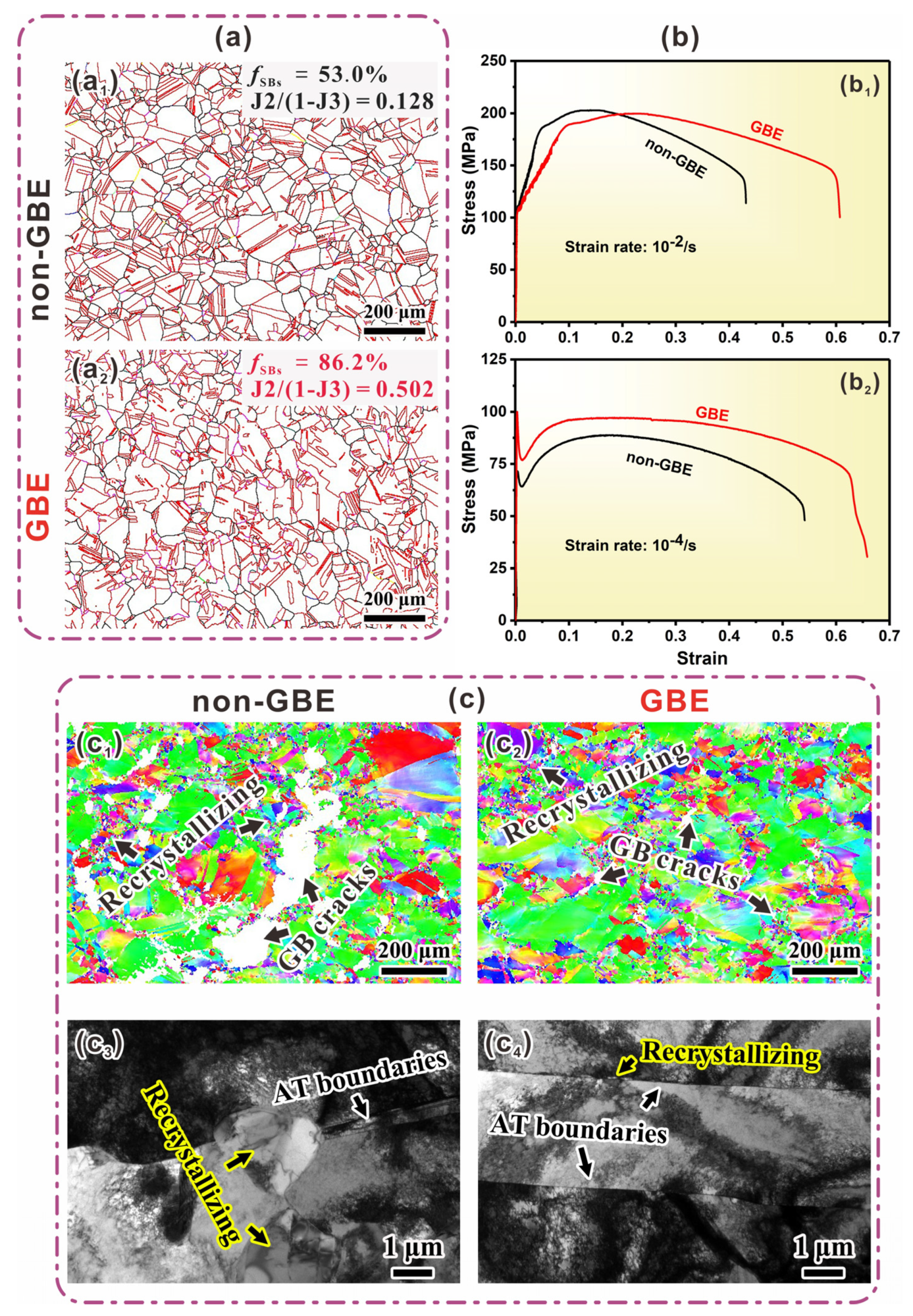
5.2. Influence of GBCD Optimization on High-Temperature Tensile Properties
6. Influence of GBCD Optimization on Creep Properties
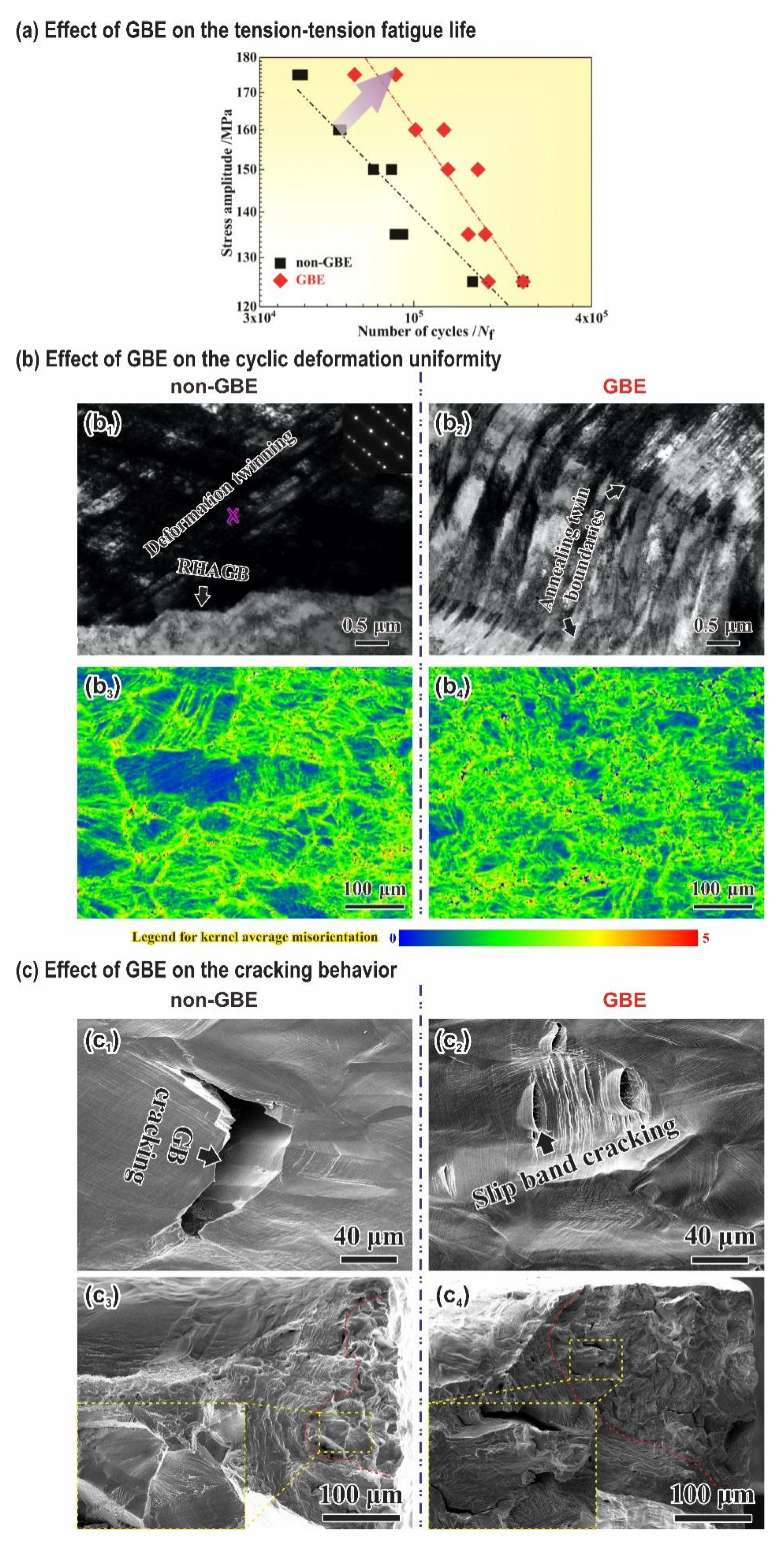
7. Influence of GBCD Optimization on Fatigue Performance
8. Summary
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| GBs | Grain boundaries |
| RHAGBs | Random high-angle grain boundaries |
| GBCD | Grain boundary character distribution |
| GBE | Grain boundary engineering |
| ATs | Annealing twins |
| TMP | Thermal-mechanical process |
| FCC | Face-centered cubic |
| CSL | Coincidence site lattice |
| EBSD | Electron back-scatter diffraction |
| TRD | Twin related domain |
| TEM | Transmission electron microscope |
References
- Hondros, E.D. Reproduced optical micrograph from Sorby HC (1887). In The Donald McLean Symposium on Structural Materials: Engineering Application through Scientific Insight; Institute of Materials Cambridge University Press: Cambridge, UK, 1996; p. 1. [Google Scholar]
- Watanabe, T. An approach to grain boundary design for strong and ductile polycrystals. Res. Mech. 1984, 11, 47–84. [Google Scholar]
- Aust, K.T. Grain Boundary Engineering. Can. Metall. Quart. 1994, 33, 265–274. [Google Scholar] [CrossRef]
- Watanabe, T. Grain boundary engineering: Historical perspective and future prospects. J. Mater. Sci. 2011, 46, 4095–4115. [Google Scholar] [CrossRef]
- Randle, V. Grain boundary engineering: An overview after 25 years. Mater. Sci. Technol. 2013, 26, 253–261. [Google Scholar] [CrossRef]
- Guan, X.; Shi, F.; Ji, H.; Li, X. Gain boundary character distribution optimization of Cu-16at.%Al alloy by thermomechanical process: Critical role of deformation microstructure. Mater. Sci. Eng. A 2019, 765, 138299. [Google Scholar] [CrossRef]
- Meyers, M.A.; Chawla, K.K. Mechanical Behavior of Materials; Cambridge University Press: Cambridge, UK, 2009. [Google Scholar]
- Hosford, W.F. Mechanical Behavior of Materials; Cambridge University Press: New York, NY, USA, 2005. [Google Scholar]
- Qi, J.; Huang, B.; Wang, Z.; Ding, H.; Xi, J.; Fu, W. Dependence of corrosion resistance on grain boundary characteristics in a high nitrogen CrMn austenitic stainless steel. J. Mater. Sci. Technol. 2017, 33, 1621–1628. [Google Scholar] [CrossRef]
- Shi, F.; Gao, R.-H.; Guan, X.-J.; Liu, C.-M.; Li, X.-W. Application of Grain Boundary Engineering to Improve Intergranular Corrosion Resistance in a Fe–Cr–Mn–Mo–N High-Nitrogen and Nickel-Free Austenitic Stainless Steel. Acta Met. Sin. 2020, 33, 789–798. [Google Scholar] [CrossRef]
- Dong, X.; Li, N.; Zhou, Y.; Peng, H.; Qu, Y.; Sun, Q.; Shi, H.; Li, R.; Xu, S.; Yan, J. Grain boundary character and stress corrosion cracking behavior of Co-Cr alloy fabricated by selective laser melting. J. Mater. Sci. Technol. 2021, 93, 244–253. [Google Scholar] [CrossRef]
- Guan, X.; Shi, F.; Ji, H.; Li, X. A possibility to synchronously improve the high-temperature strength and ductility in face-centered cubic metals through grain boundary engineering. Scr. Mater. 2020, 187, 216–220. [Google Scholar] [CrossRef]
- Guan, X.; Jia, Z.; Liang, S.; Shi, F.; Li, X. A pathway to improve low-cycle fatigue life of face-centered cubic metals via grain boundary engineering. J. Mater. Sci. Technol. 2022, 113, 82–89. [Google Scholar] [CrossRef]
- Shibata, N.; Oba, F.; Yamamoto, T.; Ikuhara, Y. Structure, energy and solute segregation behaviour of [110] symmetric tilt grain boundaries in yttria-stabilized cubic zirconia. Philos. Mag. 2004, 84, 2381–2415. [Google Scholar] [CrossRef]
- Brandon, D. The structure of high-angle grain boundaries. Acta Met. 1966, 14, 1479–1484. [Google Scholar] [CrossRef]
- Sutton, A.P.; Balluffi, R.W. Interfaces in Crystalline Materials; Clarendon: Oxford, UK, 1995. [Google Scholar]
- Shimada, M.; Kokawa, H.; Wang, Z.; Sato, Y.; Karibe, I. Optimization of grain boundary character distribution for intergranular corrosion resistant 304 stainless steel by twin-induced grain boundary engineering. Acta Mater. 2002, 50, 2331–2341. [Google Scholar] [CrossRef]
- Balluffi, R. Grain Boundary Structure and Properties. Master’s Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1979. [Google Scholar]
- Laws, M.; Goodhew, P. Grain boundary structure and chromium segregation in a 316 stainless steel. Acta Met. Mater. 1991, 39, 1525–1533. [Google Scholar] [CrossRef]
- Shi, F.; Tian, P.; Jia, N.; Ye, Z.; Qi, Y.; Liu, C.; Li, X. Improving intergranular corrosion resistance in a nickel-free and manganese-bearing high-nitrogen austenitic stainless steel through grain boundary character distribution optimization. Corros. Sci. 2016, 107, 49–59. [Google Scholar] [CrossRef]
- Michiuchi, M.; Kokawa, H.; Wang, Z.; Sato, Y.; Sakai, K. Twin-induced grain boundary engineering for 316 austenitic stainless steel. Acta Mater. 2006, 54, 5179–5184. [Google Scholar] [CrossRef]
- Pradhan, S.; Bhuyan, P.; Mandal, S. Individual and synergistic influences of microstructural features on intergranular corrosion behavior in extra-low carbon type 304L austenitic stainless steel. Corros. Sci. 2018, 139, 319–332. [Google Scholar] [CrossRef]
- Sinha, S.; Kim, D.-I.; Fleury, E.; Suwas, S. Effect of grain boundary engineering on the microstructure and mechanical properties of copper containing austenitic stainless steel. Mater. Sci. Eng. A 2015, 626, 175–185. [Google Scholar] [CrossRef]
- Randle, V.; Coleman, M. A study of low-strain and medium-strain grain boundary engineering. Acta Mater. 2009, 57, 3410–3421. [Google Scholar] [CrossRef]
- Singh, G.; Hong, S.-M.; Oh-Ishi, K.; Hono, K.; Fleury, E.; Ramamurty, U. Enhancing the high temperature plasticity of a Cu-containing austenitic stainless steel through grain boundary strengthening. Mater. Sci. Eng. A 2014, 602, 77–88. [Google Scholar] [CrossRef]
- Randle, V.; Ralph, B. Applications of Grain Boundary Engineering to Anomalous Grain Growth. MRS Proc. 1988, 122, 419–424. [Google Scholar] [CrossRef]
- King, W.E.; Schwartz, A.J. Toward Optimization of the Grain Boundary Character Distribution in OFE Copper. Scr. Mater. 1998, 38, 449–455. [Google Scholar] [CrossRef]
- Tan, L.; Ren, X.; Sridharan, K.; Allen, T. Corrosion behavior of Ni-base alloys for advanced high temperature water-cooled nuclear plants. Corros. Sci. 2008, 50, 3056–3062. [Google Scholar] [CrossRef]
- Tan, L.; Sridharan, K.; Allen, T.; Nanstad, R.; McClintock, D. Microstructure tailoring for property improvements by grain boundary engineering. J. Nucl. Mater. 2008, 374, 270–280. [Google Scholar] [CrossRef]
- Cao, W.; Xia, S.; Bai, Q.; Zhang, W.; Zhou, B.; Li, Z.; Jiang, L. Effects of initial microstructure on the grain boundary network during grain boundary engineering in Hastelloy N alloy. J. Alloys Compd. 2017, 704, 724–733. [Google Scholar] [CrossRef] [Green Version]
- Li, H.; Mao, Q.; Zhang, M.; Zhi, Y. Effects of aging temperature and grain boundary character on carbide precipitation in a highly twinned nickel-based superalloy. Philos. Mag. 2021, 101, 1274–1288. [Google Scholar] [CrossRef]
- Gao, J.; Tan, J.; Wu, X.; Xia, S. Effect of grain boundary engineering on corrosion fatigue behavior of 316LN stainless steel in borated and lithiated high-temperature water. Corros. Sci. 2019, 152, 190–201. [Google Scholar] [CrossRef]
- Segura, I.; Murr, L.; Terrazas, C.; Bermudez, D.; Mireles, J.; Injeti, V.; Li, K.; Yu, B.; Misra, R.; Wicker, R. Grain boundary and microstructure engineering of Inconel 690 cladding on stainless-steel 316L using electron-beam powder bed fusion additive manufacturing. J. Mater. Sci. Technol. 2019, 35, 351–367. [Google Scholar] [CrossRef]
- Wang, W.; Yin, F.; Guo, H.; Li, H.; Zhou, B. Effects of recovery treatment after large strain on the grain boundary character distributions of subsequently cold rolled and annealed Pb–Ca–Sn–Al alloy. Mater. Sci. Eng. A 2008, 491, 199–206. [Google Scholar] [CrossRef]
- Wang, W.; Zhou, B.; Rohrer, G.S.; Guo, H.; Cai, Z. Textures and grain boundary character distributions in a cold rolled and annealed Pb–Ca based alloy. Mater. Sci. Eng. A 2010, 527, 3695–3706. [Google Scholar] [CrossRef]
- Barr, C.M.; Leff, A.C.; Demott, R.W.; Doherty, R.D.; Taheri, M.L. Unraveling the origin of twin related domains and grain boundary evolution during grain boundary engineering. Acta Mater. 2018, 144, 281–291. [Google Scholar] [CrossRef]
- Sharma, N.K.; Shekhar, S. New perspectives on twinning events during strain-induced grain boundary migration (SIBM) in iteratively processed 316L stainless steel. J. Mater. Sci. 2021, 56, 792–814. [Google Scholar] [CrossRef]
- Jin, Y.; Lin, B.; Bernacki, M.; Rohrer, G.; Rollett, A.; Bozzolo, N. Annealing twin development during recrystallization and grain growth in pure nickel. Mater. Sci. Eng. A 2014, 597, 295–303. [Google Scholar] [CrossRef] [Green Version]
- Schuh, C.A.; Kumar, M.; King, W.E. Analysis of grain boundary networks and their evolution during grain boundary engineering. Acta Mater. 2003, 51, 687–700. [Google Scholar] [CrossRef]
- Hu, H.; Zhao, M.; Rong, L. Retarding the precipitation of η phase in Fe-Ni based alloy through grain boundary engineering. J. Mater. Sci. Technol. 2020, 47, 152–161. [Google Scholar] [CrossRef]
- Devaraj, A.; Kovarik, L.; Kautz, E.; Arey, B.; Jana, S.; Lavender, C.; Joshi, V. Grain boundary engineering to control the discontinuous precipitation in multicomponent U10Mo alloy. Acta Mater. 2018, 151, 181–190. [Google Scholar] [CrossRef]
- Kokawa, H. Weld decay-resistant austenitic stainless steel by grain boundary engineering. J. Mater. Sci. 2005, 40, 927–932. [Google Scholar] [CrossRef]
- Shi, F.; Yan, L.; Hu, J.; Wang, L.F.; Li, T.Z.; Li, W.; Guan, X.J.; Liu, C.M.; Li, X.W. Improving Intergranular Stress Corrosion Cracking Resistance in a Fe–18Cr–17Mn–2Mo–0.85N Austenitic Stainless Steel through Grain Boundary Character Distribution Optimization. Acta Met. Sin. 2022, 35, 1849–1861. [Google Scholar] [CrossRef]
- Han, D.; Zhang, Y.; Li, X. A crucial impact of short-range ordering on the cyclic deformation and damage behavior of face-centered cubic alloys: A case study on Cu-Mn alloys. Acta Mater. 2021, 205, 116559. [Google Scholar] [CrossRef]
- Irukuvarghula, S.; Hassanin, H.; Cayron, C.; Attallah, M.; Stewart, D.; Preuss, M. Evolution of grain boundary network topology in 316L austenitic stainless steel during powder hot isostatic pressing. Acta Mater. 2017, 133, 269–281. [Google Scholar] [CrossRef]
- Kwon, Y.J.; Jung, S.P.; Lee, B.J.; Lee, C.S. Grain boundary engineering approach to improve hydrogen embrittlement resistance in FeMnC TWIP steel. Int. J. Hydrogen Energ. 2018, 43, 10129–10140. [Google Scholar] [CrossRef]
- Lin, P.; Palumbo, G.; Erb, U.; Aust, K. Influence of grain boundary character distribution on sensitization and intergranular corrosion of alloy 600. Scr. Met. Mater. 1995, 33, 1387–1392. [Google Scholar] [CrossRef]
- Palumbo, G.; Aust, K. Structure-dependence of intergranular corrosion in high purity nickel. Acta Met. Mater. 1990, 38, 2343–2352. [Google Scholar] [CrossRef]
- Lehockey, E.M.; Brennenstuhl, A.M.; Palumbo, G.; Lin, P. Electrochemical noise for evaluating susceptibility of lead-acid battery electrodes to intergranular corrosion. Br. Corros. J. 1998, 33, 29–36. [Google Scholar] [CrossRef]
- Randle, V. The Role of the Coincidence Site Lattice in Grain Boundary Engineering; Institute of Materials: London, UK, 1996. [Google Scholar]
- Priester, L. Grain Boundaries: From Theory to Engineering; Springer Series in Materials Science; Springer Science & Business Media: Dordrecht, The Netherlands, 2013. [Google Scholar]
- Lehockey, E.; Brennenstuhl, A.; Thompson, I. On the relationship between grain boundary connectivity, coincident site lattice boundaries, and intergranular stress corrosion cracking. Corros. Sci. 2004, 46, 2383–2404. [Google Scholar] [CrossRef]
- Jones, R.; Randle, V. Sensitisation behaviour of grain boundary engineered austenitic stainless steel. Mater. Sci. Eng. A 2010, 527, 4275–4280. [Google Scholar] [CrossRef]
- Kumar, M.; King, W.E.; Schwartz, A.J. Modifications to the microstructural topology in f.c.c. materials through thermomechanical processing. Acta Mater. 2000, 48, 2081–2091. [Google Scholar] [CrossRef]
- Guan, X.; Shi, F.; Jia, Z.; Li, X. Grain boundary engineering of AL6XN super-austenitic stainless steel: Distinctive effects of planar-slip dislocations and deformation twins. Mater. Charact. 2020, 170, 110689. [Google Scholar] [CrossRef]
- Randle, V. Mechanism of twinning-induced grain boundary engineering in low stacking-fault energy materials. Acta Mater. 1999, 47, 4187–4196. [Google Scholar] [CrossRef]
- Kumar, M.; Schwartz, A.J.; King, W.E. Microstructural evolution during grain boundary engineering of low to medium stacking fault energy fcc materials. Acta Mater. 2002, 50, 2599–2612. [Google Scholar] [CrossRef]
- Wang, W.; Guo, H. Effects of thermo-mechanical iterations on the grain boundary character distribution of Pb-Ca-Sn-Al alloy. Mater. Sci. Eng. A 2007, 445–446, 155–162. [Google Scholar] [CrossRef]
- Tokita, S.; Kokawa, H.; Sato, Y.S.; Fujii, H.T. In situ EBSD observation of grain boundary character distribution evolution during thermomechanical process used for grain boundary engineering of 304 austenitic stainless steel. Mater. Charact. 2017, 131, 31–38. [Google Scholar] [CrossRef]
- Straumal, B.B.; Kogtenkova, O.A.; Gornakova, A.S.; Sursaeva, V.G.; Baretzky, B. Review: Grain boundary faceting–roughening phenomena. J. Mater. Sci. 2016, 51, 382–404. [Google Scholar] [CrossRef]
- Sursaeva, V.G.; Straumal, B.B.; Gornakova, A.S.; Shvindlerman, L.S.; Gottstein, G. Effect of faceting on grain boundary motion in Zn. Acta Mater. 2008, 56, 2728–2734. [Google Scholar] [CrossRef]
- Straumal, B.B.; Polyakov, S.A.; Mittemeijer, E.J. Temperature influence on the faceting of Σ3 and Σ9 grain boundaries in Cu. Acta Mater. 2006, 54, 167–172. [Google Scholar] [CrossRef]
- Zhuo, Z.; Xia, S.; Bai, Q.; Zhou, B. The effect of grain boundary character distribution on the mechanical properties at different strain rates of a 316L stainless steel. J. Mater. Sci. 2018, 53, 2844–2858. [Google Scholar] [CrossRef]
- Li, P.; Li, S.; Wang, Z.; Zhang, Z. Fundamental factors on formation mechanism of dislocation arrangements in cyclically deformed fcc single crystals. Prog. Mater. Sci. 2011, 56, 328–377. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, Y.; Liao, X.; Zhao, Y.; Lavernia, E.; Zhu, Y.; Horita, Z.; Langdon, T. Influence of stacking fault energy on deformation mechanism and dislocation storage capacity in ultrafine-grained materials. Scr. Mater. 2009, 60, 52–55. [Google Scholar] [CrossRef]
- Rohatgi, A.; Vecchio, K.S.; Gray, G.T. The influence of stacking fault energy on the mechanical behavior of Cu and Cu-Al alloys: Deformation twinning, work hardening, and dynamic recovery. Metall. Mater. Trans. A 2001, 32, 135–145. [Google Scholar] [CrossRef]
- Priester, L. Grain Boundaries and Crystalline Plasticity; ISTE Ltd.: London, UK; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2011. [Google Scholar]
- Han, D.; Guan, X.; Yan, Y.; Shi, F.; Li, X. Anomalous recovery of work hardening rate in Cu-Mn alloys with high stacking fault energies under uniaxial compression. Mater. Sci. Eng. A 2019, 743, 745–754. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U. Kinetics of flow and strain-hardening. Acta Met. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Saka, H.; Sueki, Y.; Imura, T. On the intrinsic temperature dependence of the stacking-fault energy in copper-aluminium alloys. Philos. Mag. A 1978, 37, 273–289. [Google Scholar] [CrossRef]
- Tisone, T.C.; Brittain, J.O.; Meshii, M. Stacking Faults in a Cu-15 at% Al Alloy. I. The Short Range Order and Temperature Dependence of the Stacking Fault Energy. Phys. Status Solidi 1968, 27, 185–194. [Google Scholar] [CrossRef]
- Lehockey, E.; Palumbo, G. On the creep behaviour of grain boundary engineered nickel 1. Mater. Sci. Eng. A 1997, 237, 168–172. [Google Scholar] [CrossRef]
- Kokawa, H.; Watanabe, T.; Karashima, S. Dissociation of lattice dislocations in coincidence boundaries. J. Mater. Sci. 1983, 18, 1183–1194. [Google Scholar] [CrossRef]
- Yoo, M.H.; Trinkaus, H. Crack and cavity nucleation at interfaces during creep. Met. Mater. Trans. A 1983, 14, 547–561. [Google Scholar] [CrossRef]
- Was, G.S.; Thaveeprungsriporn, V.; Crawford, D.C. Grain boundary misorientation effects on creep and cracking in Ni-based alloys. JOM 1998, 50, 44–49. [Google Scholar] [CrossRef]
- Suresh, S. Fatigue of Materials; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Differt, K.; Esmann, U.; Mughrabi, H. A model of extrusions and intrusions in fatigued metals II. Surface roughening by random irreversible slip. Philos. Mag. A 1986, 54, 237–258. [Google Scholar] [CrossRef]
- Chen, Y.; Cao, Y.; Qi, Z.; Chen, G. Increasing high-temperature fatigue resistance of polysynthetic twinned TiAl single crystal by plastic strain delocalization. J. Mater. Sci. Technol. 2021, 93, 53–59. [Google Scholar] [CrossRef]
- Shao, C.W.; Shi, F.; Li, X.W. Cyclic deformation behavior of Fe-18Cr-18Mn-0.63 N nickel-free high-nitrogen austenitic stainless steel. Metall. Mater. Trans. A 2015, 46, 1610–1620. [Google Scholar] [CrossRef]
- Tan, J.; Wu, X.; Han, E.-H.; Ke, W.; Liu, X.; Meng, F.; Xu, X. Corrosion fatigue behavior of Alloy 690 steam generator tube in borated and lithiated high temperature water. Corros. Sci. 2014, 89, 203–213. [Google Scholar] [CrossRef]
- Gao, Y.; Ritchie, R.O.; Kumar, M.; Nalla, R.K. High-cycle fatigue of nickel-based superalloy ME3 at ambient and elevated temperatures: Role of grain-boundary engineering. Met. Mater. Trans. A 2005, 36, 3325–3333. [Google Scholar] [CrossRef] [Green Version]
- Kim, G.-H.; Kwon, I.-B.; Fine, M.E. The influence of loading methods on fatigue crack initiation in polycrystalline copper at ambient temperature. Mater. Sci. Eng. A 1991, 142, 177–182. [Google Scholar] [CrossRef]
- Li, L.; Zhang, Z.; Zhang, P. Higher fatigue cracking resistance of twin boundaries than grain boundaries in Cu bicrystals. Scr. Mater. 2011, 65, 505–508. [Google Scholar] [CrossRef]
- Pan, Q.; Zhou, H.; Lu, Q.; Gao, H.; Lu, L. History-independent cyclic response of nanotwinned metals. Nature 2017, 551, 214–217. [Google Scholar] [CrossRef]
- Lehockey, E.M.; Palumbo, G.; Lin, P. Improving the weldability and service performance of nickel-and iron-based superalloys by grain boundary engineering. Met. Mater. Trans. A 1998, 29, 3069–3079. [Google Scholar] [CrossRef]
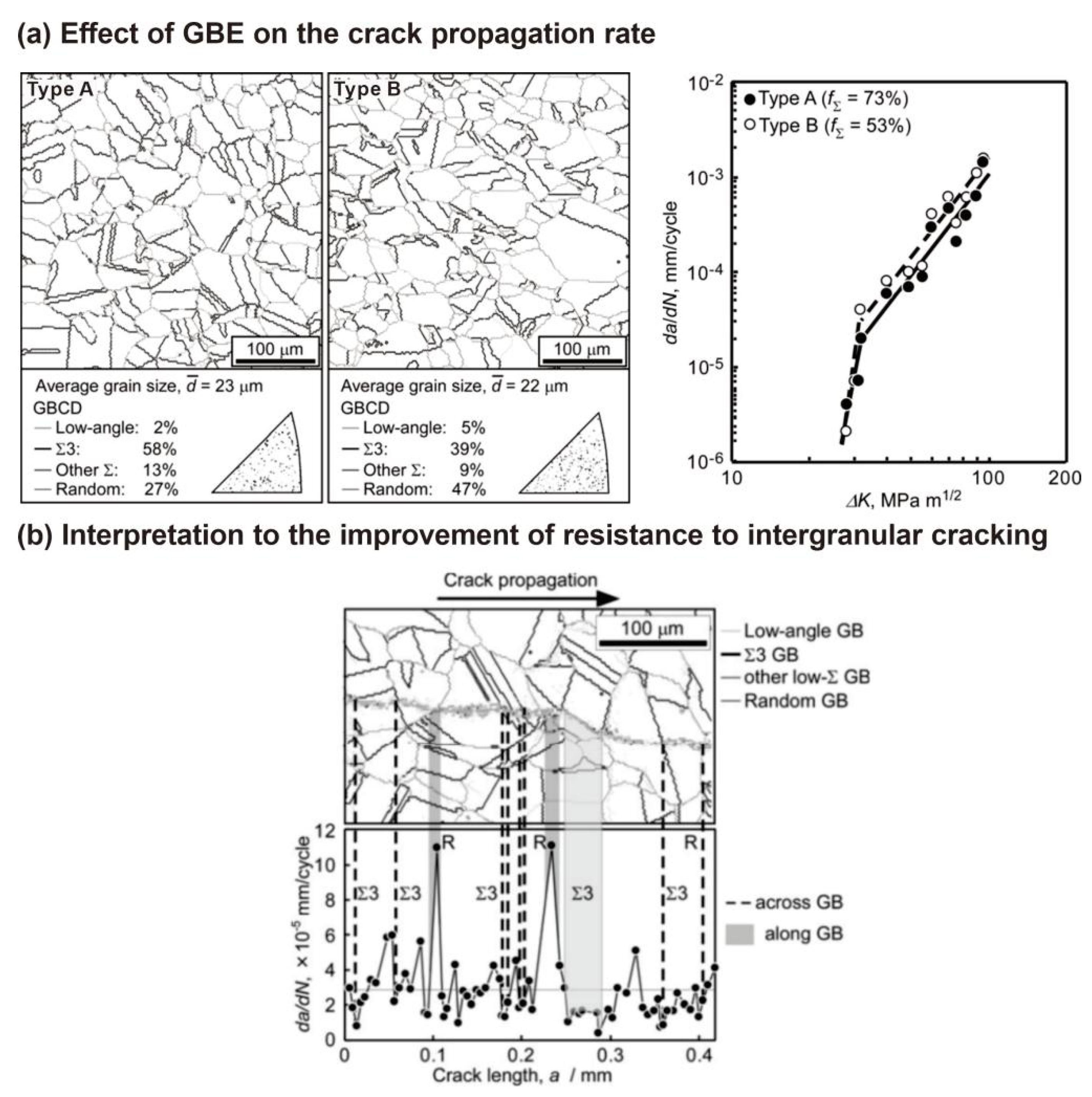
- Kobayashi, S.; Hirata, M.; Tsurekawa, S.; Watanabe, T. Grain boundary engineering for control of fatigue crack propagation in austenitic stainless steel. Procedia Eng. 2011, 10, 112–117. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, S.; Nakamura, M.; Tsurekawa, S.; Watanabe, T. Effect of grain boundary microstructure on fatigue crack propagation in austenitic stainless steel. J. Mater. Sci. 2011, 46, 4254–4260. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, X.; Guan, X.; Jia, Z.; Chen, P.; Fan, C.; Shi, F. Twin-Related Grain Boundary Engineering and Its Influence on Mechanical Properties of Face-Centered Cubic Metals: A Review. Metals 2023, 13, 155. https://doi.org/10.3390/met13010155
Li X, Guan X, Jia Z, Chen P, Fan C, Shi F. Twin-Related Grain Boundary Engineering and Its Influence on Mechanical Properties of Face-Centered Cubic Metals: A Review. Metals. 2023; 13(1):155. https://doi.org/10.3390/met13010155
Chicago/Turabian StyleLi, Xiaowu, Xianjun Guan, Zipeng Jia, Peng Chen, Chengxue Fan, and Feng Shi. 2023. "Twin-Related Grain Boundary Engineering and Its Influence on Mechanical Properties of Face-Centered Cubic Metals: A Review" Metals 13, no. 1: 155. https://doi.org/10.3390/met13010155
APA StyleLi, X., Guan, X., Jia, Z., Chen, P., Fan, C., & Shi, F. (2023). Twin-Related Grain Boundary Engineering and Its Influence on Mechanical Properties of Face-Centered Cubic Metals: A Review. Metals, 13(1), 155. https://doi.org/10.3390/met13010155