
Comparative Study of Prior Particle Boundaries and Their Influence on Grain Growth during Solution Treatment in a Novel Nickel-Based Powder Metallurgy Superalloy with/without Hot Extrusion



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Characterization and Distribution of PPBs in FGH4113A Alloys with/without HEX
3.2. Effect of PPBs on γ Grain Growth in Alloys with/without HEX
4. Conclusions
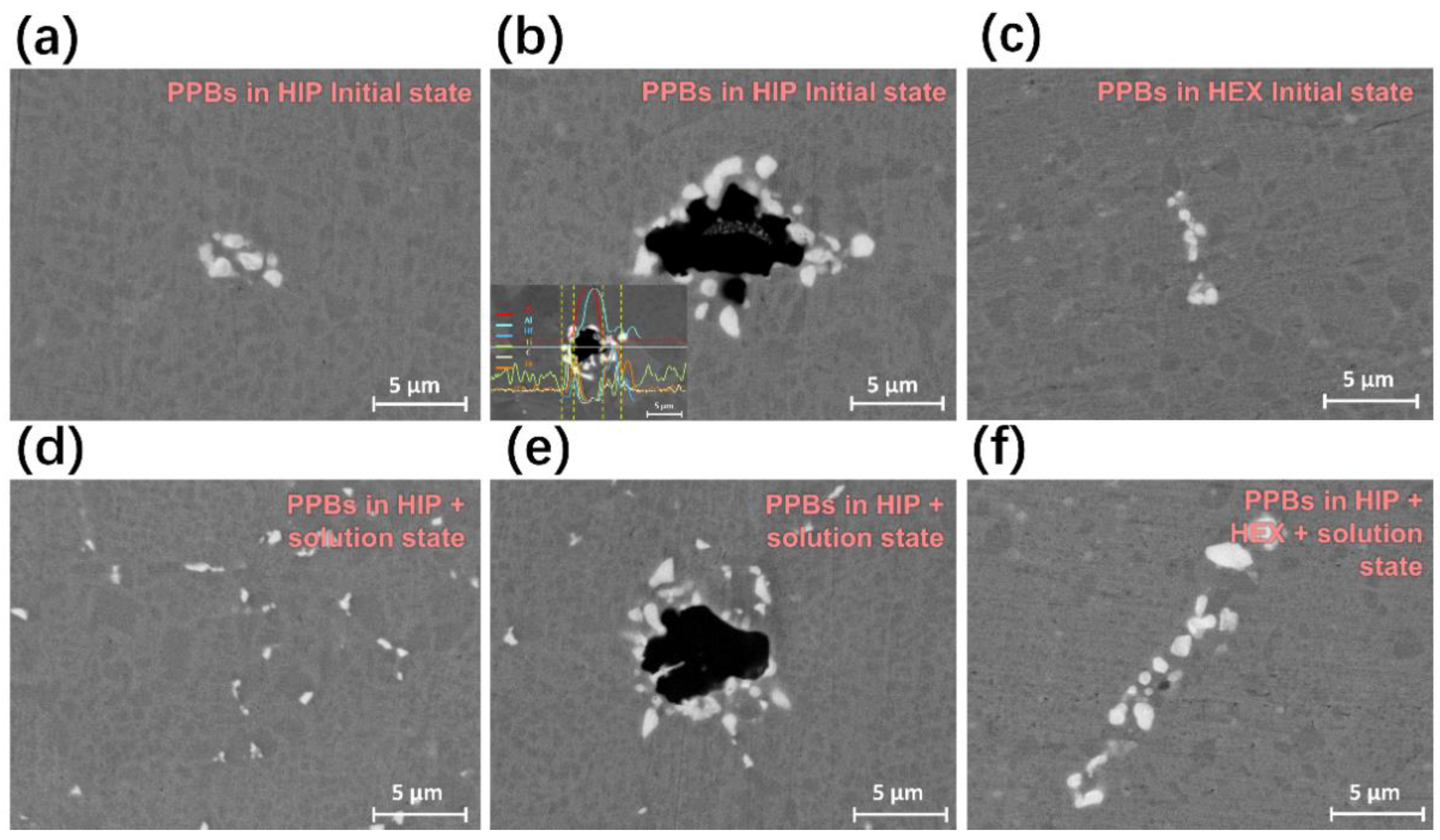
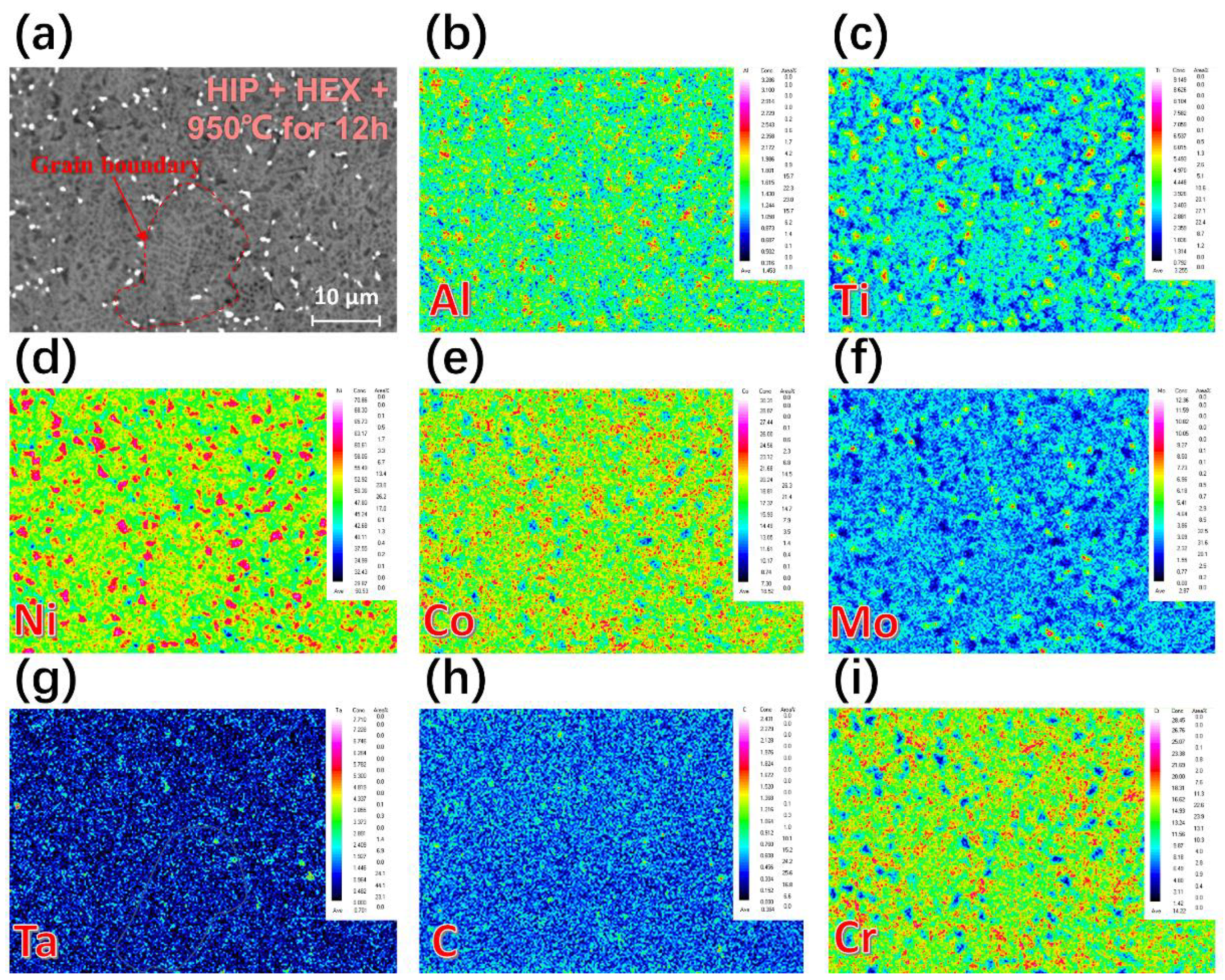
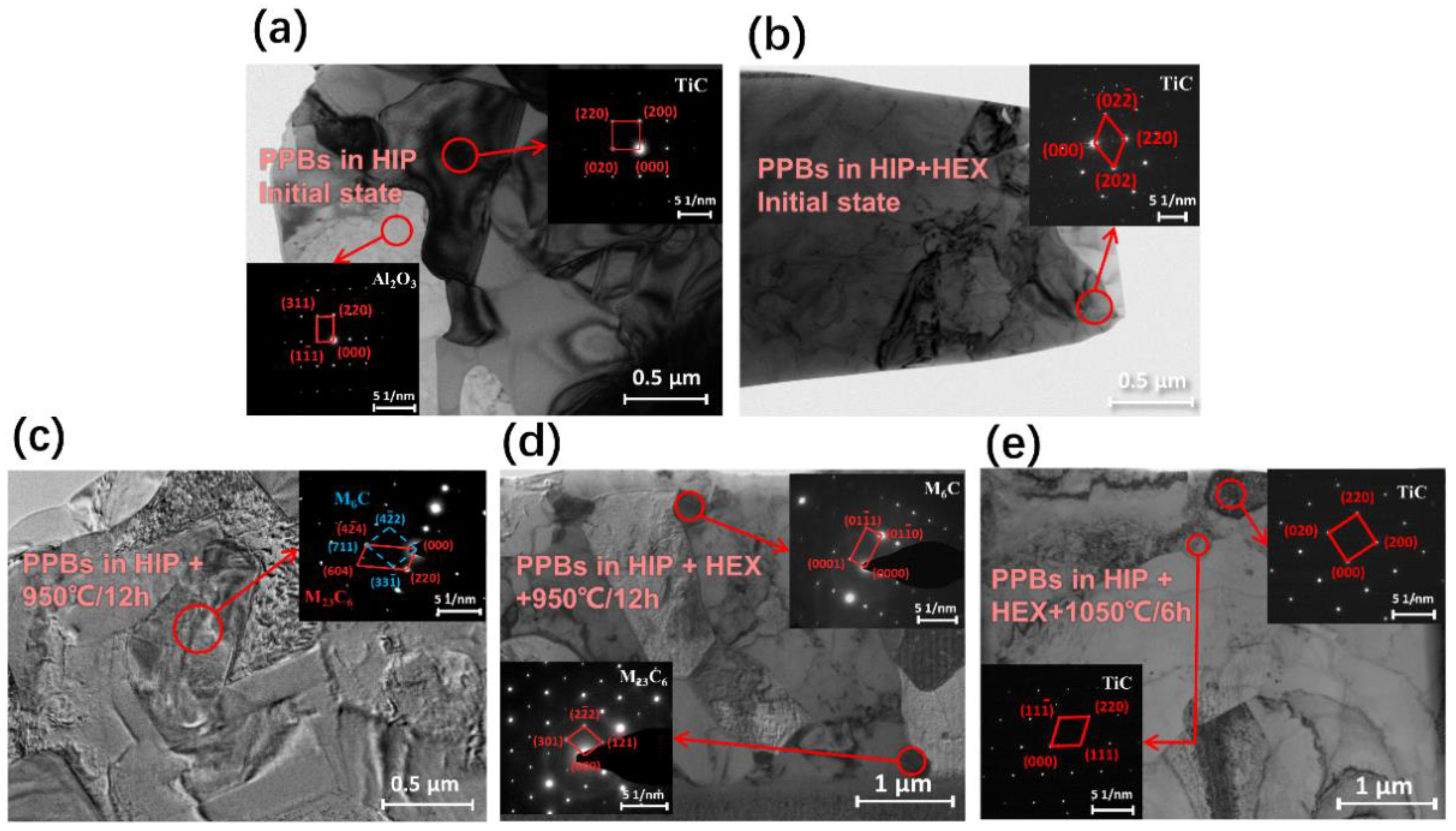
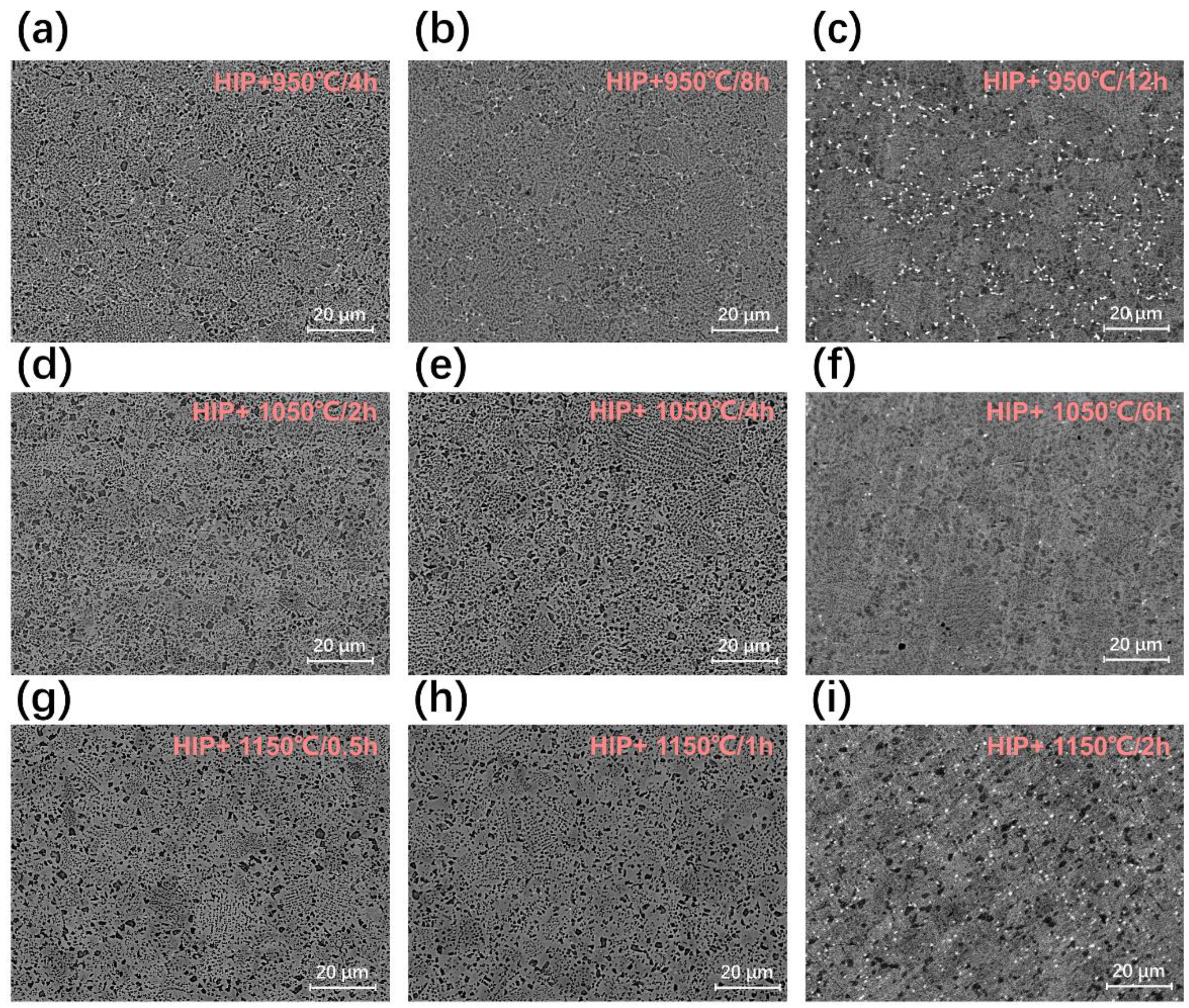
- In FGH4113A alloys with different states, PPBs generally consist of aluminum oxides, carbides and large-size γ′ particles. Three different types of carbides were observed in total, including TiC, M6C, and M23C6. Furthermore, the oxides were found to be surrounded by carbides. After HEX, the oxides broke, carbides deformed, and γ′ phase redistributed. A network of carbides along the grain boundary gradually appeared with the extension of solution time.
- It was interestingly found that TiC decomposed to M6C and M23C6 at 950 °C, leading to the increase of PPBs and their pinning effect on grain boundaries, while at 1050 °C and 1150 °C, TiC did not decompose and only coarsened through the diffusion process. In this case, a higher temperature (i.e., 1150 °C) yields a higher content of PPBs than the lower one (i.e., 1050 °C).
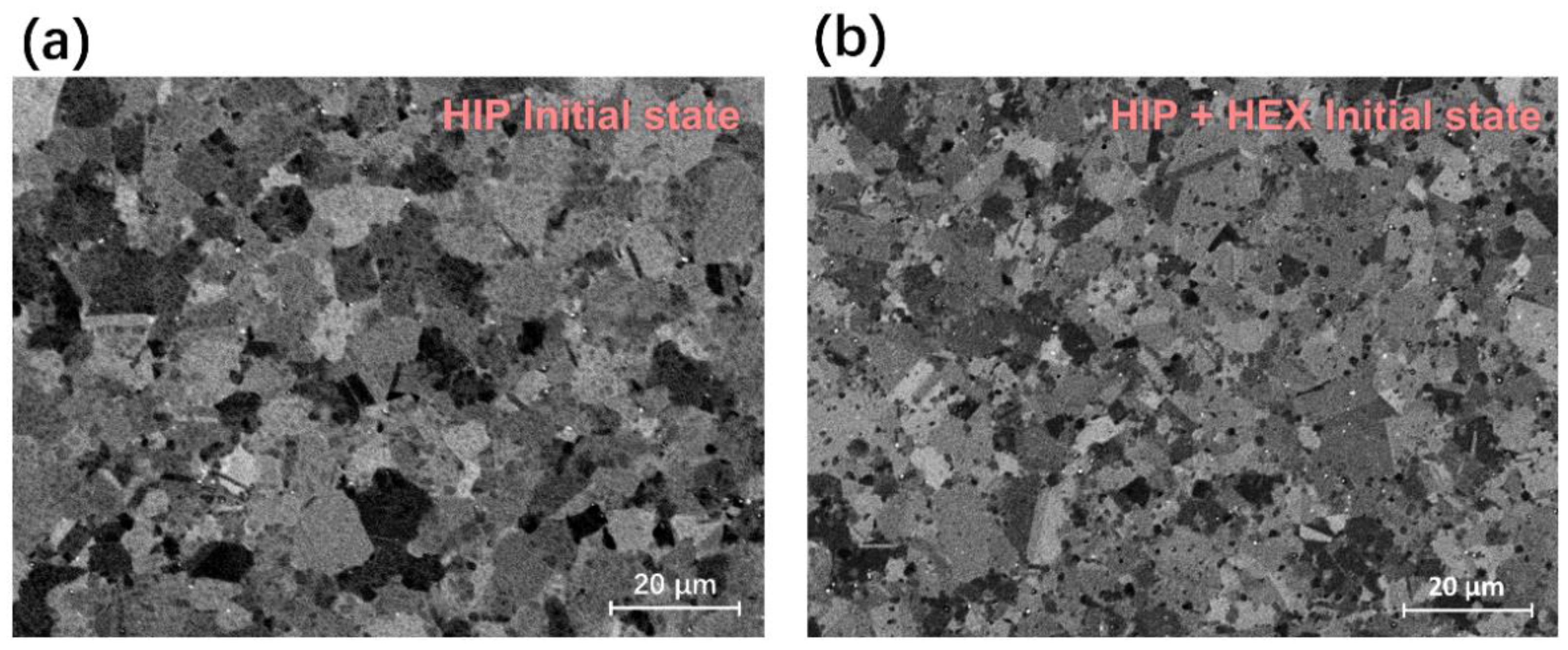
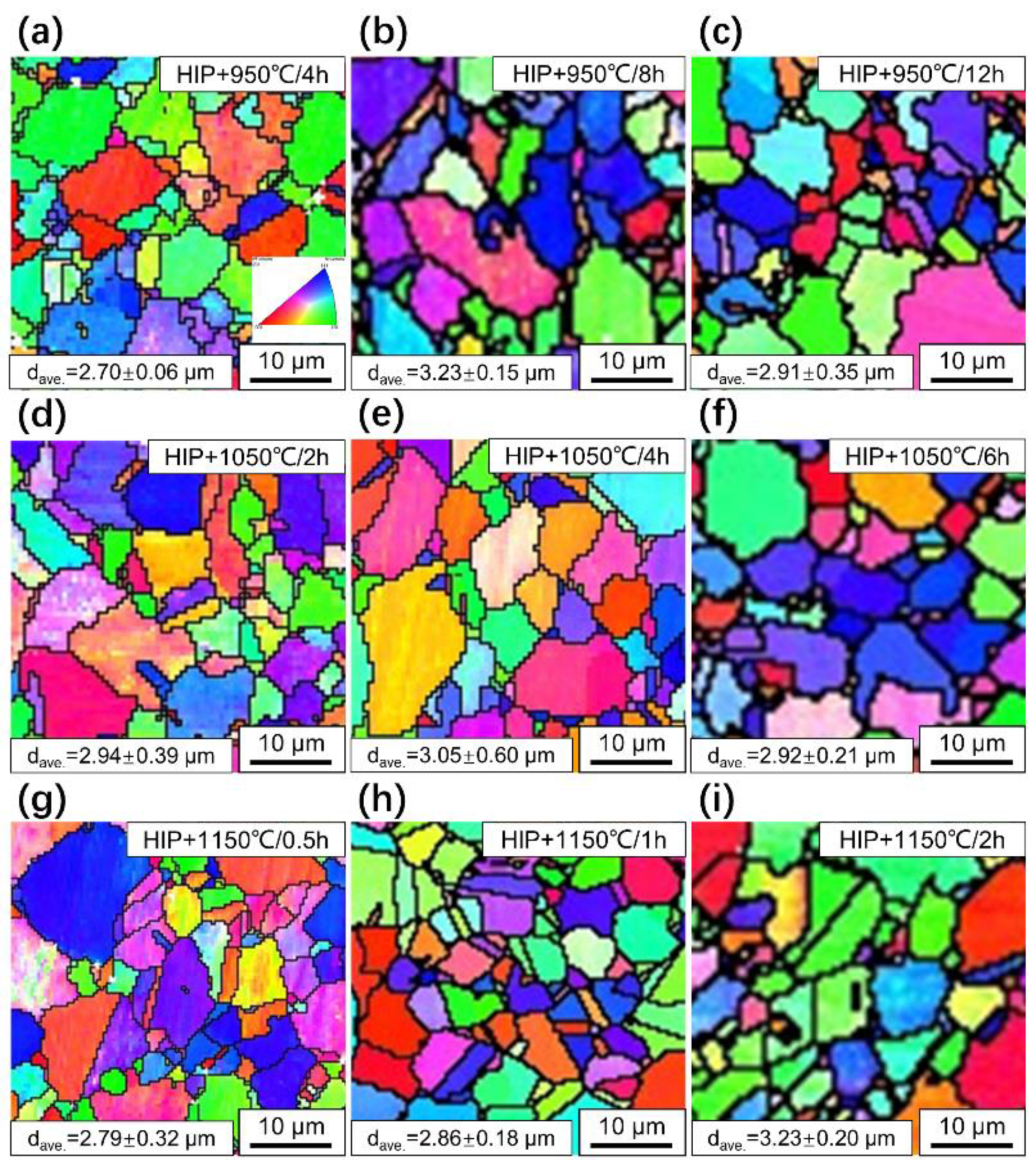
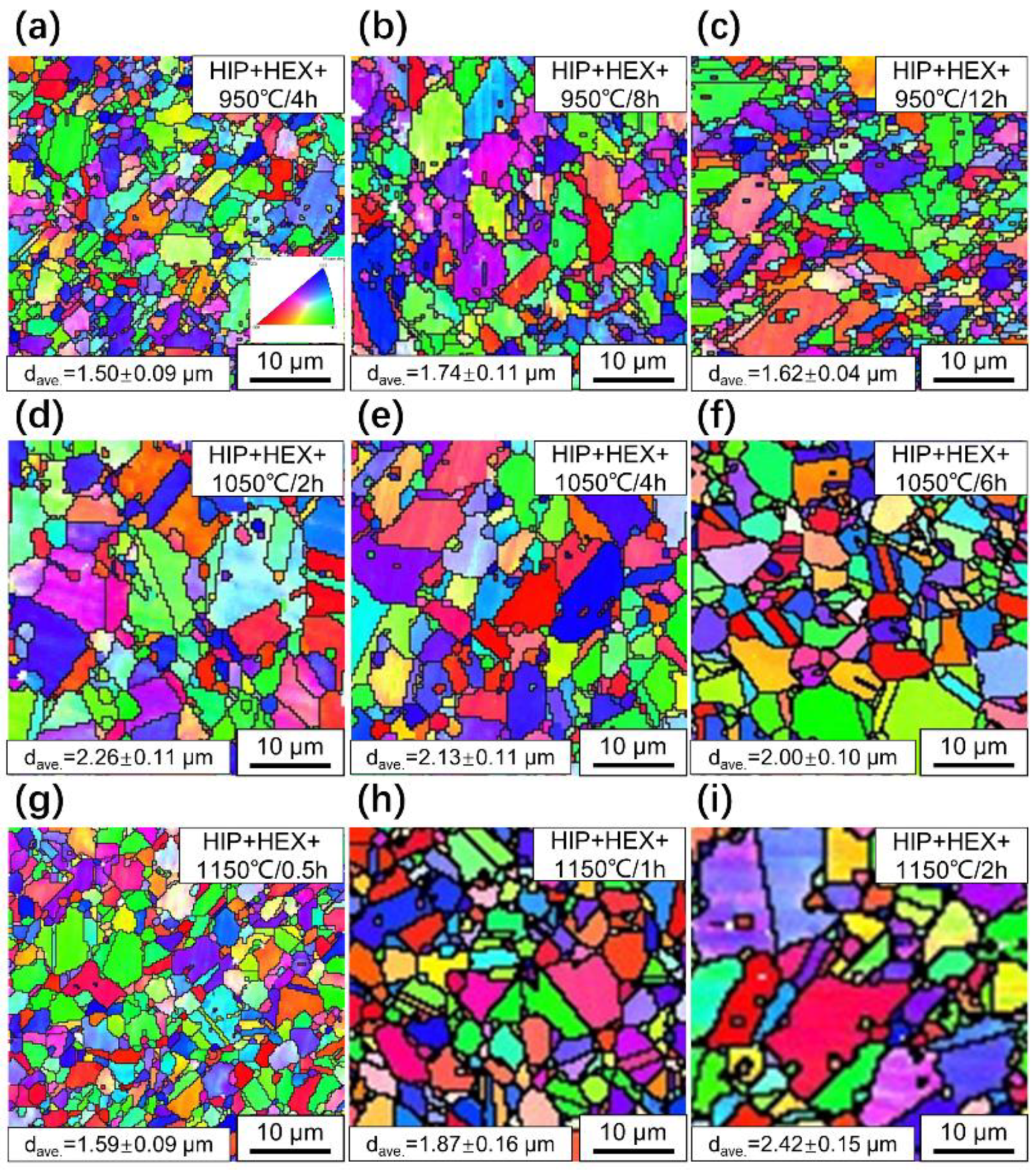
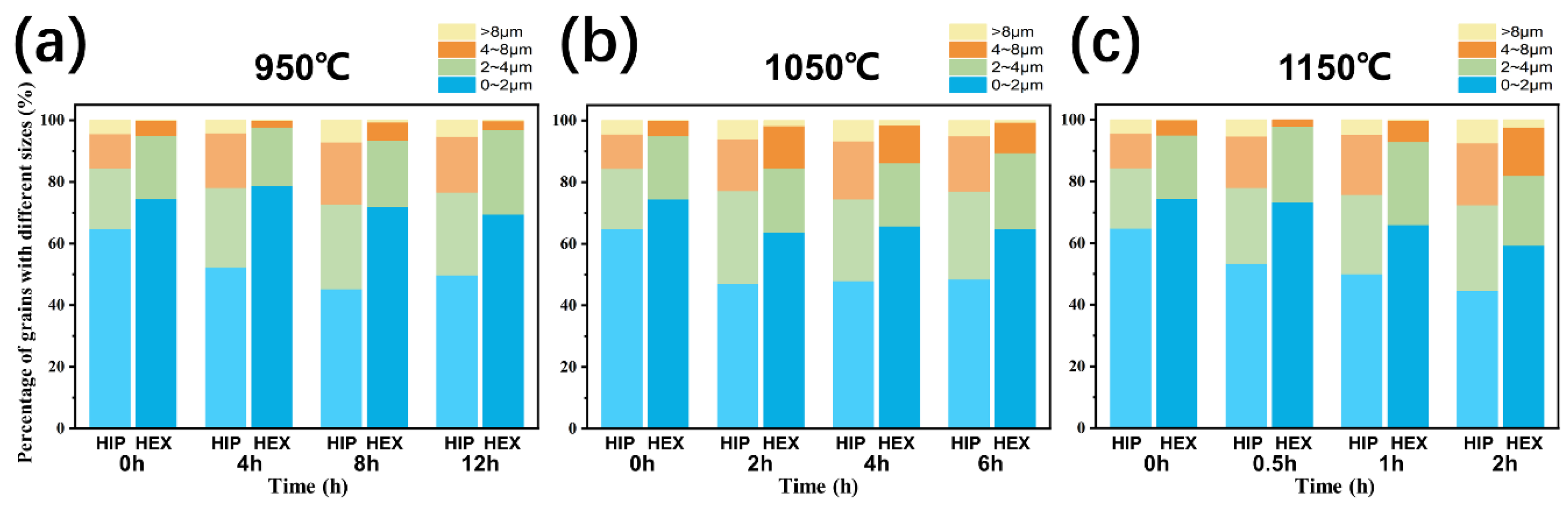
- The evolution of grain size in FGH4113A alloys with/without HEX during solution treatment was influenced by solution temperature, solution time, the content of PPBs, and the dislocation density. The HEX process resulted in the higher dislocation density in alloys, leading to a higher nucleation rate during the recrystallization process, and thus caused a higher proportion of small grains and a decrease in average grain size. During the solution treatment at 950 °C, grain boundaries were pinned by the increase of PPBs caused by the decomposition of TiC. While at 1050 °C, the competition between the nucleation of grains in the recrystallization process and the grain growth behavior resulted in a stable distribution of grain size. At 1150 °C, the driving force for grain boundary migration surpassed the pinning force of PPBs, and the grains thus coarsened quickly.
- It can be concluded that HEX is an effective technique for modifying the microstructure of powder metallurgy superalloy. Furthermore, based on a comprehensive comparison of the microstructures in FGH4113A alloys at different solution temperatures, 1050 °C for 2 h was proposed as an ideal solution mechanism for the FGH4113A alloy because of the lowest content of PPBs, appropriate average grain size, and stable grain size distribution.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Backman, D.G.; Williams, J.C. Advanced materials for aircraft engine applications. Science 1992, 255, 1082–1087. [Google Scholar] [CrossRef] [PubMed]
- Joyce, M.R.; Wu, X.; Reed, P.A.S. The effect of environment and orientation on fatigue crack growth behaviour of CMSX-4 nickel base single crystal at 650 ℃. Mater. Lett. 2004, 58, 99–103. [Google Scholar] [CrossRef]
- Xiao, B.; Luan, J.; Zhao, S.; Zhang, L.; Chen, S.; Zhao, Y.; Xu, L.; Liu, C.T.; Kai, J.J.; Yang, T. Achieving thermally stable nanoparticles in chemically complex alloys via controllable sluggish lattice diffusion. Nat. Commun. 2022, 13, 4870. [Google Scholar] [CrossRef] [PubMed]
- Wu, Y.; Li, C.; Xia, X.; Liang, H.; Qi, Q.; Liu, Y. Precipitate coarsening and its effects on the hot deformation behavior of the recently developed γ′-strengthened superalloys. J. Mater. Sci. Technol. 2021, 67, 95–104. [Google Scholar] [CrossRef]
- Li, Q.; Chen, S.; Zhang, Y.; Deng, C.; Zhang, L. Stress-induced formation of µ-TCP phase during the early-stage interdiffusion process in the NiCrAlY/NiAlCoCrW model coating/superalloy system at ambient temperature. J. Alloys Compd. 2022, 891, 161980. [Google Scholar] [CrossRef]
- Sreenu, B.; Sarkar, R.; Kumar, S.S.S.; Chatterjee, S.; Rao, G.A. Microstructure and mechanical behaviour of an advanced powder metallurgy nickel base superalloy processed through hot isostatic pressing route for aerospace applications. Mater. Sci. Eng. A 2020, 797, 140254. [Google Scholar] [CrossRef]
- Chao, P.Z.; Wen, Z.J.; Yu, W.; Lei, Z.; Yue, T. Effects of solution temperatures on creep resistance in a powder metallurgy nickel-based superalloy. Mater. Today Commun. 2021, 28, 102573. [Google Scholar] [CrossRef]
- Li, C.; Teng, J.; Yang, B.; Ye, X.; Liu, J.; Li, Y. Correlation between microstructure and mechanical properties of novel Co-Ni-based powder metallurgy superalloy. Mater. Charact. 2021, 181, 111480. [Google Scholar] [CrossRef]
- Dudova, N.; Belyakov, A.; Sakai, T.; Kaibyshev, R. Dynamic recrystallization mechanisms operating in a Ni-20%Cr alloy under hot-to-warm working. Acta Mater. 2010, 58, 3624–3632. [Google Scholar] [CrossRef]
- Yang, L.; Ren, X.; Ge, C.; Yan, Q. Status and development of powder metallurgy nickel-based disk superalloys. Int. J. Mater. Res. 2019, 110, 901–910. [Google Scholar] [CrossRef]
- Baccino, R.; Moret, F.; Pellerin, F.; Guichard, D.; Raisson, G. High performance and high complexity net shape parts for gas turbines: The ISOPREC® powder metallurgy process. Mater. Des. 2000, 21, 345–350. [Google Scholar] [CrossRef]
- Benjamin, J.S.; Larson, J.M. Powder metallurgy techniques applied to superalloys. J. Aircr. 1977, 14, 613–623. [Google Scholar] [CrossRef]
- Wu, H.; Zhuang, X.; Nie, Y.; Li, Y.; Jiang, L. Effect of heat treatment on mechanical property and microstructure of a powder metallurgy nickel-based superalloy. Mater. Sci. Eng. A 2019, 754, 29–37. [Google Scholar] [CrossRef]
- Hu, D.; Wang, T.; Ma, Q.; Liu, X.; Shang, L.; Li, D.; Pan, J.; Wang, R. Effect of inclusions on low cycle fatigue lifetime in a powder metallurgy nickel-based superalloy FGH96. Int. J. Fatigue 2019, 118, 237–248. [Google Scholar] [CrossRef]
- Kuo, Y.; Kakehi, K. Effect of the prior particle boundary on the microstructure and mechanical properties of hot-isostatic-pressed IN718 alloy. Mater. Trans. 2017, 58, 1042–1048. [Google Scholar] [CrossRef] [Green Version]
- Yang, Q.; Yang, X.; Huang, W.; Shi, Y.; Shi, D. Small fatigue crack propagation rate and behaviours in a powder metallurgy superalloy: Role of stress ratio and local microstructure. Int. J. Fatigue 2022, 160, 106861. [Google Scholar] [CrossRef]
- Qu, J.L.; Zhang, X.; Yang, S.; Gu, Y.; Tao, Y. Research on inclusions in powder metallurgy superalloy—A review. Powder Metall. Ind. 2020, 30, 1–11. [Google Scholar] [CrossRef]
- Ma, W.B.; Liu, G.Q.; Hu, B.F.; Jia, C.C. Formation of previous particle boundary of nickel base PM superalloy FGH96. Acta Metall. Sin. 2013, 49, 1248–1254. [Google Scholar] [CrossRef]
- Qin, S.; Yan, L.; Zhang, X. Removing prior particle boundaries in a powder superalloy based on the interaction between pulsed electric current and chain-like structure. J. Mater. Sci. Technol. 2021, 87, 95–100. [Google Scholar] [CrossRef]
- Hou, J.; Dong, J.X.; Yao, Z.H.; Jiang, H.; Zhang, M.C. Influences of PPB, PPB affect zone, grain boundary and phase boundary on crack propagation path for a P/M superalloy FGH4096. Mater. Sci. Eng. A 2018, 724, 17–28. [Google Scholar] [CrossRef]
- Rao, G.A.; Srinivas, M.; Sarma, D.S. Influence of modified processing on structure and properties of hot isostatically pressed superalloy Inconel 718. Mater. Sci. Eng. A 2006, 418, 282–291. [Google Scholar] [CrossRef]
- Chang, L.; Jin, H. A mechanistic study for the fracture mode and ductility variation in a powder metallurgy superalloy hot-isostatic-pressed at sub- and super-solvus temperatures. Mater. Sci. Eng. A 2019, 743, 733–740. [Google Scholar] [CrossRef]
- Wallace, W.; Wiebe, W.; Whelan, E.; Dainty, R.; Terada, T. The effect of grain-boundary structure on the tensile fracture behaviour of hot-isostatically pressed 713LC alloy compacts. Powder Metall. 1973, 16, 416–436. [Google Scholar] [CrossRef]
- Zhang, C.J.; Wang, P.; Wen, Z.X.; Xu, Z.Z.; He, P.F.; Yue, Z.F. Study on creep properties of nickel-based superalloy blades based on microstructure characteristics. J. Alloys Compd. 2022, 890, 161710. [Google Scholar] [CrossRef]
- Qiu, C.L.; Attallah, M.M.; Wu, X.H.; Andrews, P. Influence of hot isostatic pressing temperature on microstructure and tensile properties of a nickel-based superalloy powder. Mater. Sci. Eng. A 2013, 564, 176–185. [Google Scholar] [CrossRef]
- Teng, Q.; Xie, Y.; Sun, S.; Xue, P.; Long, A.; Wu, T.; Cai, C.; Guo, J.; Wei, Q. Understanding on processing temperature-metallographic microstructure-tensile property relationships of third-generation nickel-based superalloy WZ-A3 prepared by hot isostatic pressing. J. Alloys Compd. 2022, 909, 164668. [Google Scholar] [CrossRef]
- Ma, W.; Liu, G.; Hu, B.; Zhang, Y.; Liu, J. Effect of Hf on carbides of FGH4096 superalloy produced by hot isostatic pressing. Mater. Sci. Eng. A 2013, 587, 313–319. [Google Scholar] [CrossRef]
- Zhao, J.P.; Yu, T.; Yuan, S.Q.; Jia, J.; Han, S.B. The problem of prior particle boundary precipitation in P/M superalloys. Powder Metall. Ind. 2010, 20, 43–49. [Google Scholar] [CrossRef]
- Chang, L.; Sun, W.; Cui, Y.; Yang, R. Preparation of hot-isostatic-pressed powder metallurgy superalloy Inconel 718 free of prior particle boundaries. Mater. Sci. Eng. A 2017, 682, 341–344. [Google Scholar] [CrossRef]
- Rao, G.A.; Srinivas, M.; Sarma, D.S. Effect of solution treatment temperature on microstructure and mechanical properties of hot isostatically pressed superalloy Inconel*718. Mater. Sci. Technol. 2004, 20, 1161–1170. [Google Scholar] [CrossRef]
- Tan, L.; Li, Y.; Liu, F.; Nie, Y.; Jiang, L. Microstructure evolutions of a powder metallurgy superalloy during high-strain-rate deformation. J. Alloys Compd. 2019, 789, 506–517. [Google Scholar] [CrossRef]
- Higashi, M.; Kanno, N. Evaluation of hot workability of powder metallurgy Ni-based superalloy with different initial microstructures. Metall. Mater. Trans. 2021, 52, 181–193. [Google Scholar] [CrossRef]
- Tan, L.M.; Li, Y.P.; Liu, C.Z.; Yang, C.; Ding, H.H.; Huang, L.; Liu, F.; Qin, Z.J.; Jiang, L. The evolution history of superalloy powders during hot consolidation and powders plastic deformation. Mater. Charact. 2018, 140, 30–38. [Google Scholar] [CrossRef]
- Darling, K.A.; Kapoor, M.; Kotan, H.; Hornbuckle, B.C.; Walck, S.D.; Thompson, G.B.; Tschopp, M.A.; Kecskes, L.J. Structure and mechanical properties of Fe–Ni–Zr oxide-dispersion-strengthened (ODS) alloys. J. Nucl. Mater. 2015, 467, 205–213. [Google Scholar] [CrossRef] [Green Version]
- Barton, D.J.; Kale, C.; Hornbuckle, B.C.; Darling, K.A.; Solanki, K.N.; Thompson, G.B. Microstructure and dynamic strain aging behavior in oxide dispersion strengthened 91Fe-8Ni-1Zr (at%) alloy. Mater. Sci. Eng. A 2018, 725, 503–509. [Google Scholar] [CrossRef]
- Kotan, H.; Darling, K.A.; Luckenbaugh, T. High Temperature Mechanical Properties and Microstructures of Thermally Stabilized Fe-Based Alloys Synthesized by Mechanical Alloying Followed by Hot Extrusion. Met. Mater. Int. 2021, 27, 1790–1797. [Google Scholar] [CrossRef]
- Song, K.; Aindow, M. Grain growth and particle pinning in a model Ni-based superalloy. Mater. Sci. Eng. A 2008, 479, 365–372. [Google Scholar] [CrossRef]
- Central South University, Shenzhen Wedge Central South Research Institute Co., Ltd. A Nickel Base Superalloy and Its Preparation Methods. China Patent CN106282667A, 4 January 2017. Available online: https://d.wanfangdata.com.cn/patent/ChJQYXRlbnROZXdTMjAyMTAxMDkSEENOMjAxNTEwMzIyOTMyLjIaCDl4YmZ5aGRt (accessed on 4 January 2017).
- Liu, L.R.; Jin, T.; Zhao, N.R.; Sun, X.F.; Guan, H.R.; Hu, Z.Q. Formation of carbides and their effects on stress rupture of a Ni-base single crystal superalloy. Mater. Sci. Eng. A 2003, 361, 191–197. [Google Scholar] [CrossRef]
- Matysiak, H.; Zagorska, M.; Andersson, J.; Balkowiec, A.; Cygan, R.; Rasinski, M.; Pisarek, M.; Andrzejczuk, M.; Kubiak, K.; Kurzydlowski, K.J. Microstructure of Haynes((R)) 282((R)) Superalloy after Vacuum Induction Melting and Investment Casting of Thin-Walled Components. Materials 2013, 6, 5016–5037. [Google Scholar] [CrossRef] [Green Version]
- Li, F.; Fu, R.; Yin, F.; Feng, D.; Wang, H.; Du, G.; Feng, Y. Impact of γ′(Ni3(Al,Ti)) phase on dynamic recrystallization of a Ni-based disk superalloy during isothermal compression. J. Alloys Compd. 2017, 693, 1076–1082. [Google Scholar] [CrossRef]
- Yang, J.; Luo, J.; Li, X.; Li, M. Evolution mechanisms of recrystallized grains and twins during isothermal compression and subsequent solution treatment of GH4586 superalloy. J. Alloys Compd. 2021, 850, 156732. [Google Scholar] [CrossRef]
- Zhou, X.; Ma, T.F.; Li, Y.L.; Li, L.; Wang, K.X.; Zhang, Y.S.; Lai, Y.J.; Zhang, P.X. Secondary γ′ evolution and relationship to hot deformation behavior of a supersolvus-treated superalloy with high precipitate volume fraction. Mater. Sci. Eng. A 2019, 761, 138046. [Google Scholar] [CrossRef]
- Rui, S.-S.; Han, Q.-N.; Wang, X.; Li, S.; Ma, X.; Su, Y.; Cai, Z.; Du, D.; Shi, H.-J. Correlations between two EBSD-based metrics Kernel Average Misorientation and Image Quality on indicating dislocations of near-failure low alloy steels induced by tensile and cyclic deformations. Mater. Today Commun. 2021, 27, 102445. [Google Scholar] [CrossRef]
- Tian, S.; Xie, J.; Zhou, X.; Qian, B.; Lun, J.; Yu, L.; Wang, W. Microstructure and creep behavior of FGH95 nickel-base superalloy. Mater. Sci. Eng. A 2011, 528, 2076–2084. [Google Scholar] [CrossRef]
- He, L.Z.; Zheng, Q.; Sun, X.F.; Guan, H.R.; Hu, Z.Q.; Tieu, A.K.; Lu, C.; Zhu, H.T. Effect of carbides on the creep properties of a Ni-base superalloy M963. Mater. Sci. Eng. A 2005, 397, 297–304. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Co | Cr | Mo | W | Al | Ti | Nb | Ta | Hf | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 0.026 | 19.05 | 13.03 | 4.03 | 3.98 | 3.03 | 3.66 | 1.22 | 0.94 | 0.19 | Bal. |
| Solution Temperature/°C | 950 | 1050 | 1150 |
|---|---|---|---|
| Solution time/h | 4 | 2 | 0.5 |
| 8 | 4 | 1 | |
| 12 | 6 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jin, Y.; Chen, S.; Wu, X.; Guo, J.; Zhang, L. Comparative Study of Prior Particle Boundaries and Their Influence on Grain Growth during Solution Treatment in a Novel Nickel-Based Powder Metallurgy Superalloy with/without Hot Extrusion. Metals 2023, 13, 17. https://doi.org/10.3390/met13010017
Jin Y, Chen S, Wu X, Guo J, Zhang L. Comparative Study of Prior Particle Boundaries and Their Influence on Grain Growth during Solution Treatment in a Novel Nickel-Based Powder Metallurgy Superalloy with/without Hot Extrusion. Metals. 2023; 13(1):17. https://doi.org/10.3390/met13010017
Chicago/Turabian StyleJin, Yancheng, Shiyao Chen, Xiaoke Wu, Jianzheng Guo, and Lijun Zhang. 2023. "Comparative Study of Prior Particle Boundaries and Their Influence on Grain Growth during Solution Treatment in a Novel Nickel-Based Powder Metallurgy Superalloy with/without Hot Extrusion" Metals 13, no. 1: 17. https://doi.org/10.3390/met13010017
APA StyleJin, Y., Chen, S., Wu, X., Guo, J., & Zhang, L. (2023). Comparative Study of Prior Particle Boundaries and Their Influence on Grain Growth during Solution Treatment in a Novel Nickel-Based Powder Metallurgy Superalloy with/without Hot Extrusion. Metals, 13(1), 17. https://doi.org/10.3390/met13010017