
Numerical Simulation Analysis on Surface Quality of Aluminum Foam Sandwich Panel in Plastic Forming
Abstract
:1. Introduction
2. Surface Quality Defect of AFSP in Plastic Forming
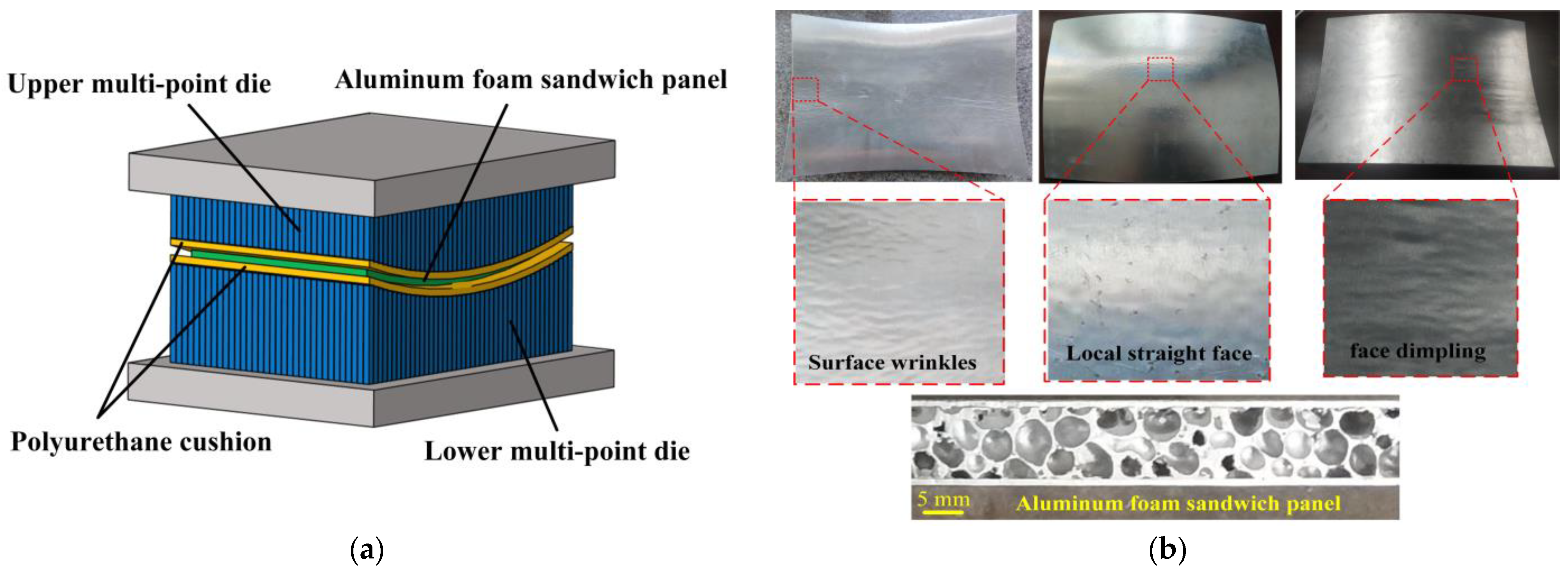
2.1. Plastic Forming of AFSP
2.2. Surface Quality Evaluation of AFSP
3. Numerical Simulation and Analysis
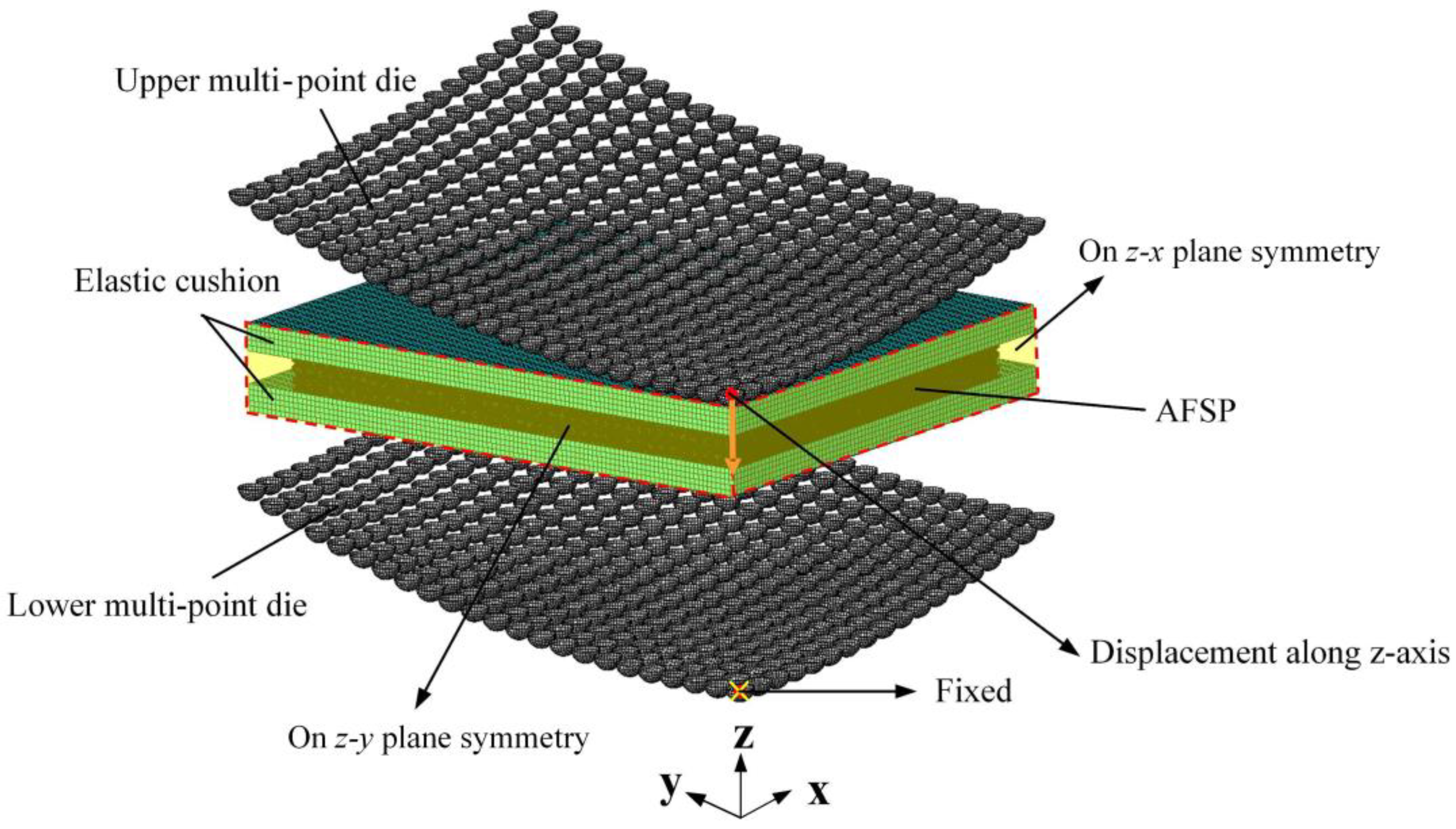
3.1. Finite Element Modeling of MPF
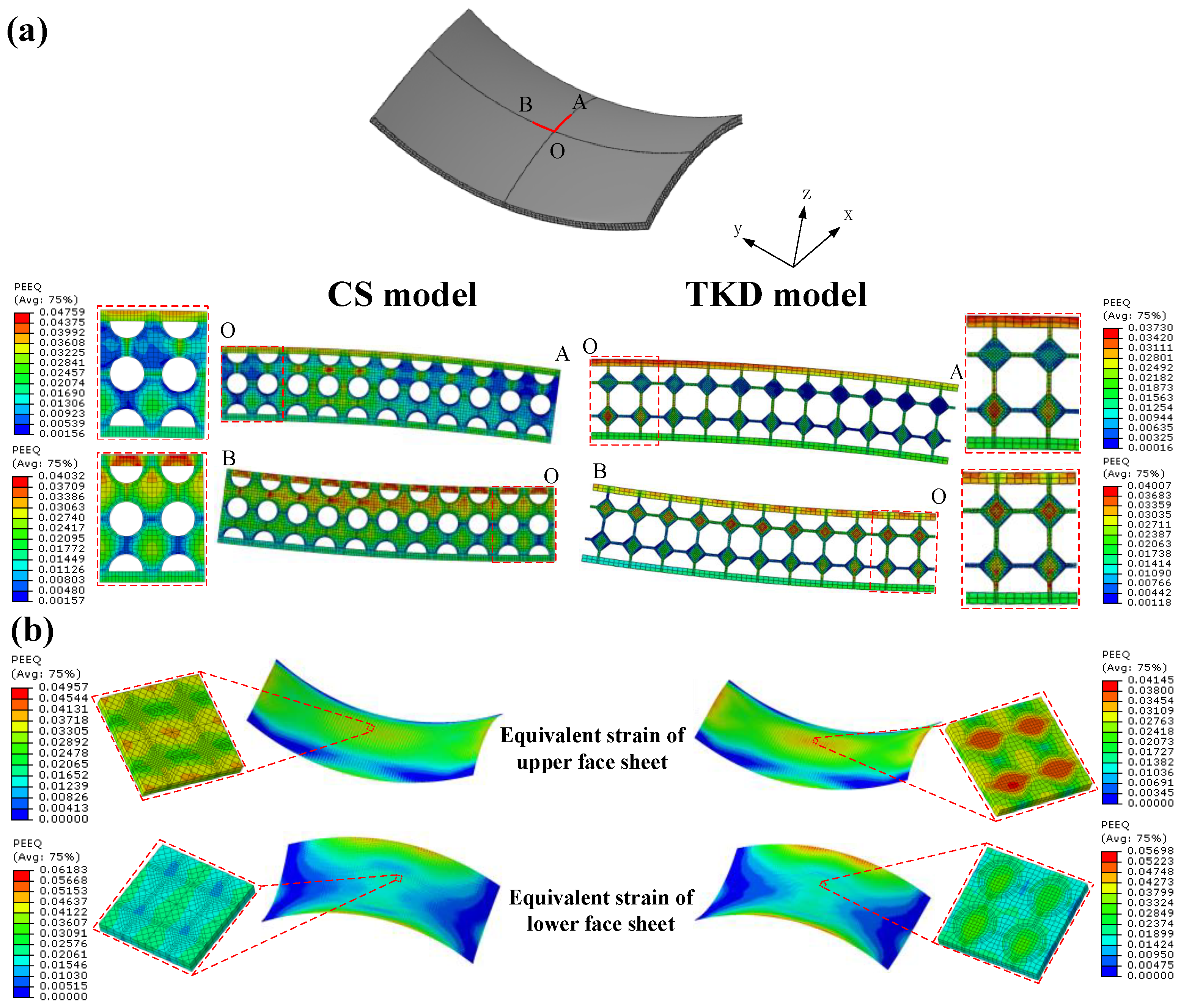
3.2. Strain Analysis of Spherical and Saddle-Shaped AFSPs
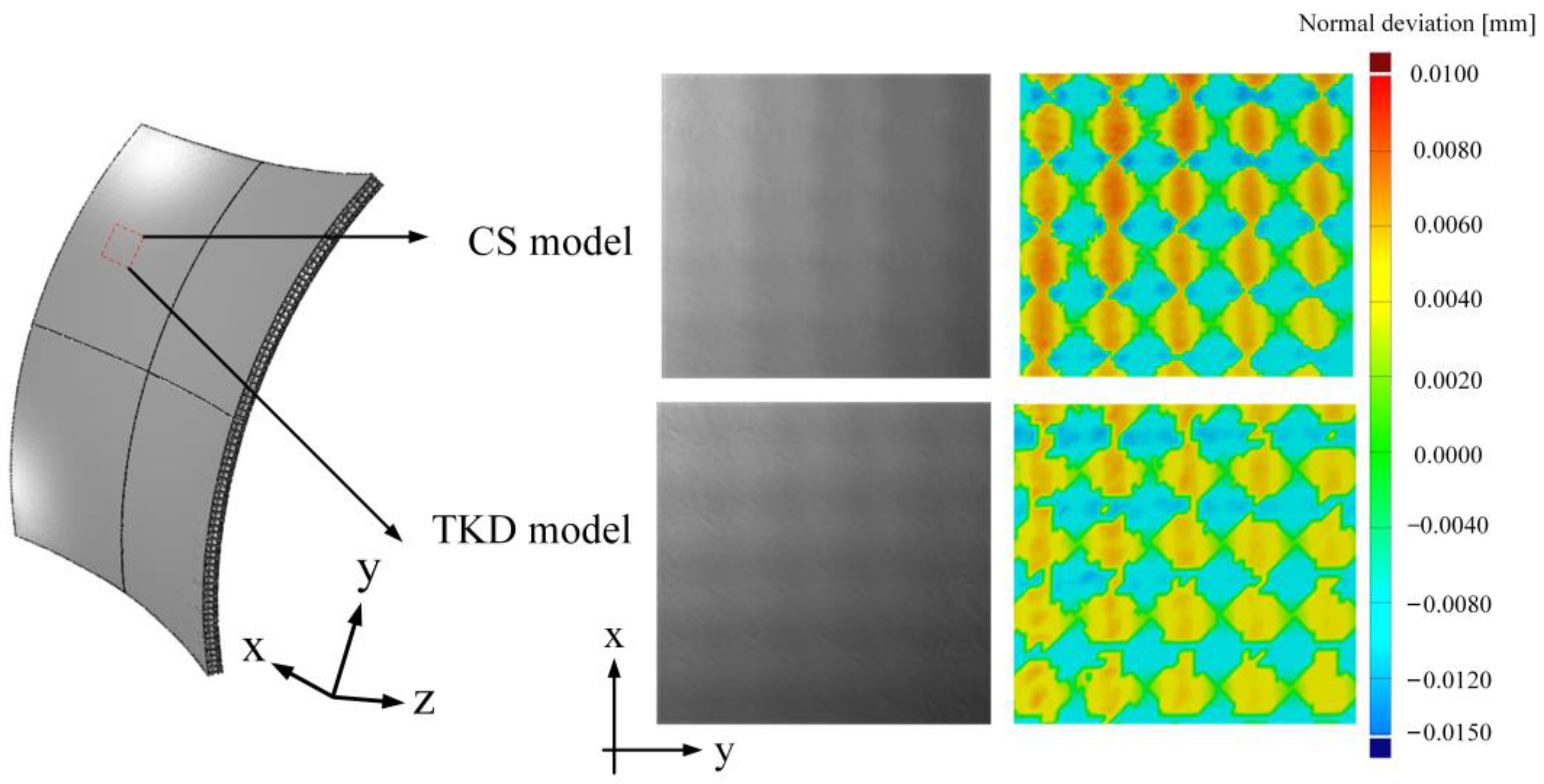
3.3. Surface Defects of Numerical Simulation
4. Experimental Verification and Parameter Analysis
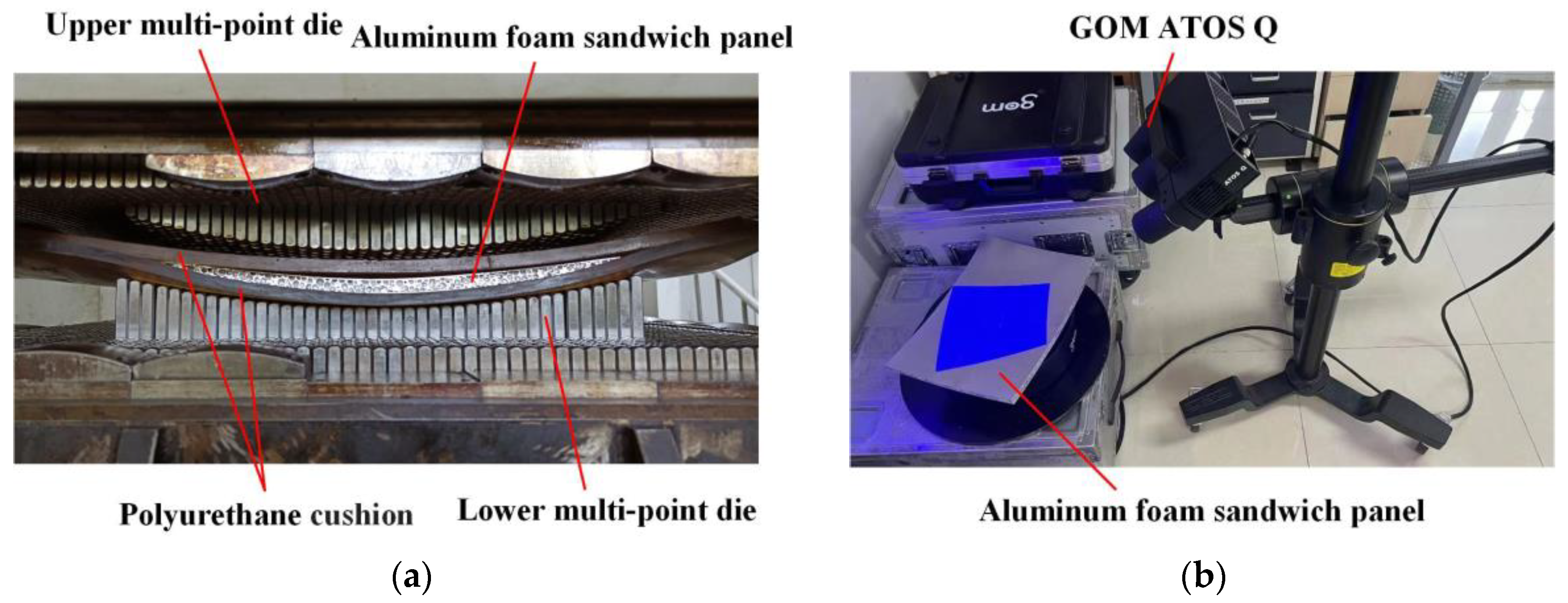
4.1. MPF and 3D Scanning Equipment
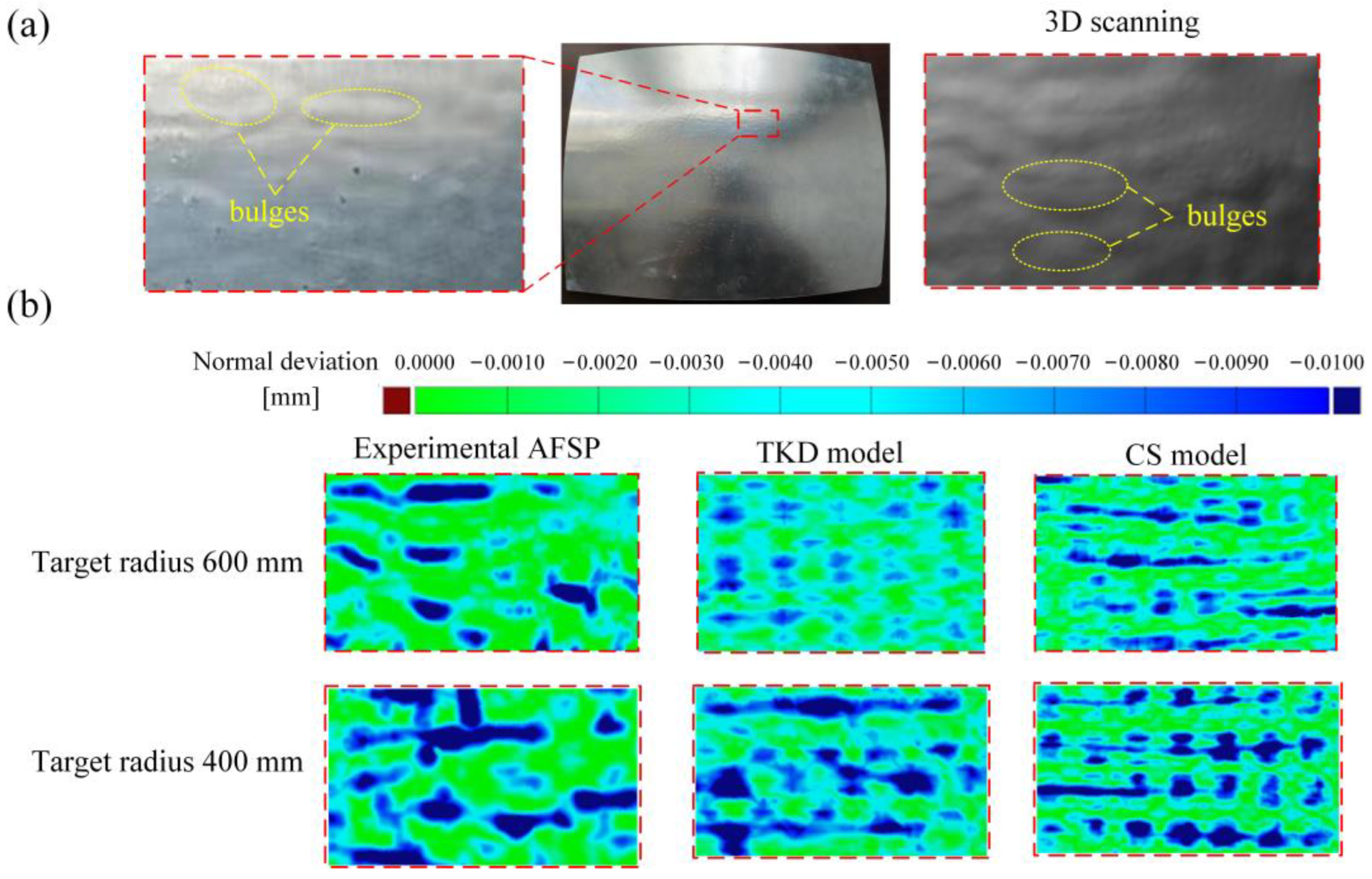
4.2. Comparison between Simulated and Experimental Results
4.3. Parameter Analysis
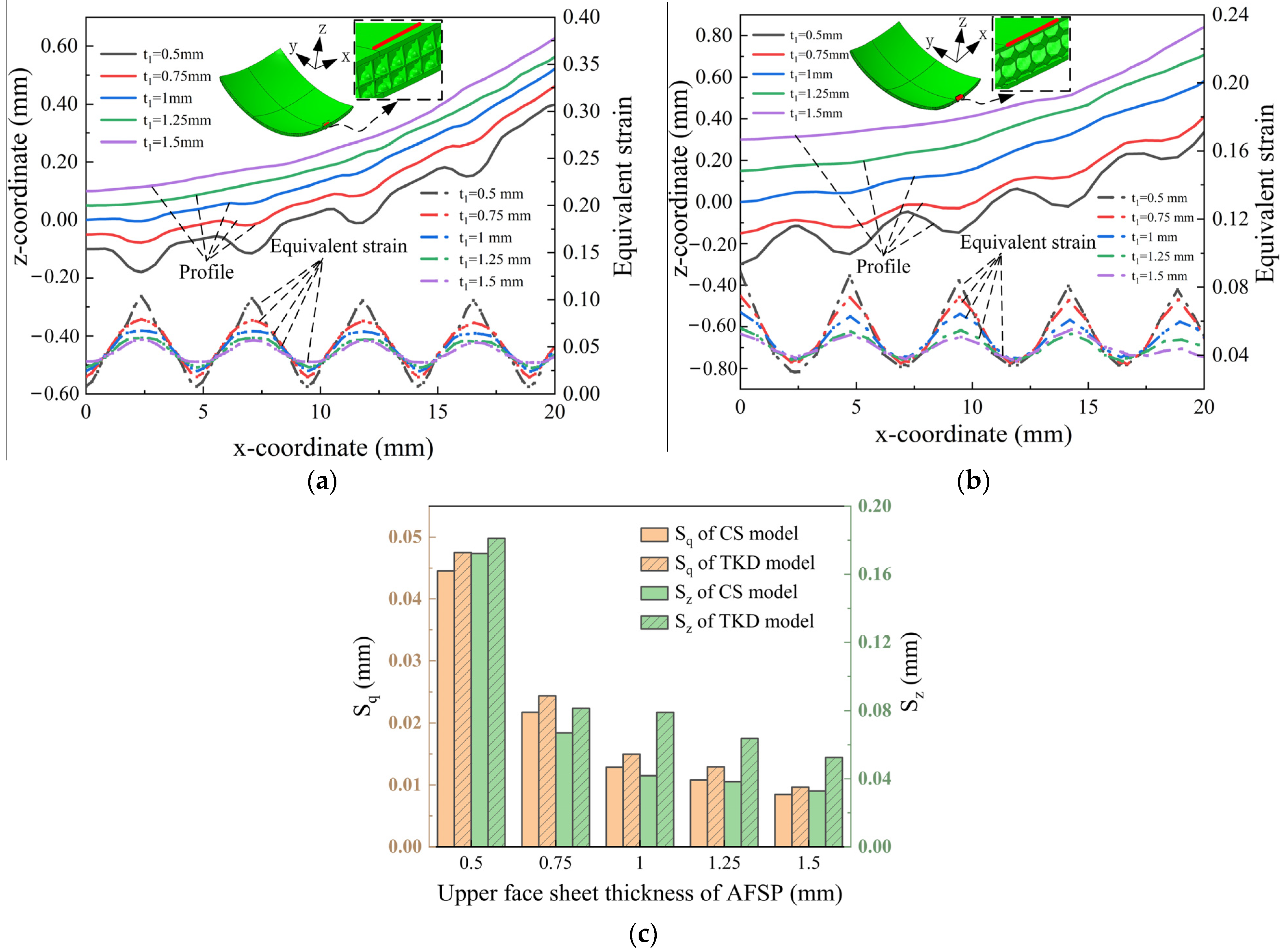
4.3.1. Influence of Face Sheet Thickness
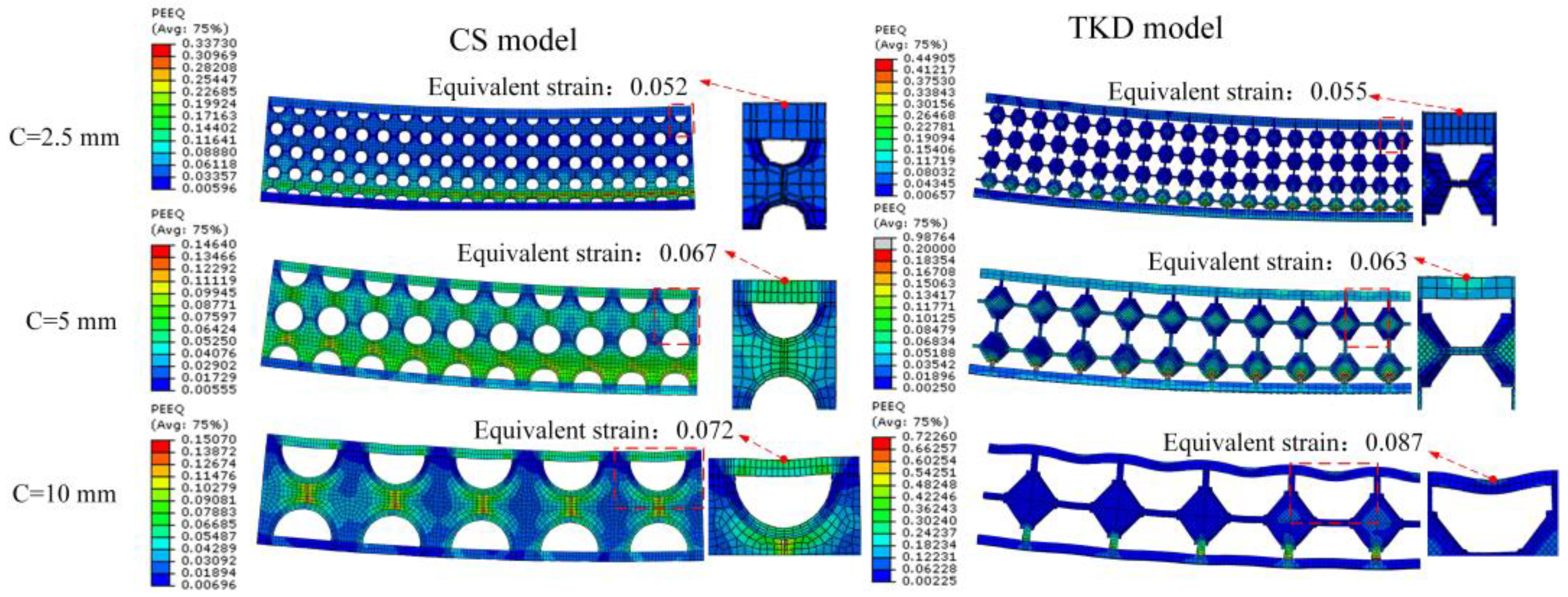
4.3.2. Influence of Core Cell Size
5. Conclusions
- In AFSP plastic forming, the distribution of the AFSP equivalent strain of the CS model and the TKD model shows a similar trend. The equivalent strain of the face sheet in the pore area is larger than that of the face sheet with core wall support. When forming spherical AFSP, the strain of the upper face sheet subjected to biaxial compression force at the four edges is large, and the strain of the lower face sheet subjected to biaxial tension force at the center is large. When forming saddle-shaped AFSP, there are large equivalent strains in the four boundary and central regions of the upper and lower face sheet.
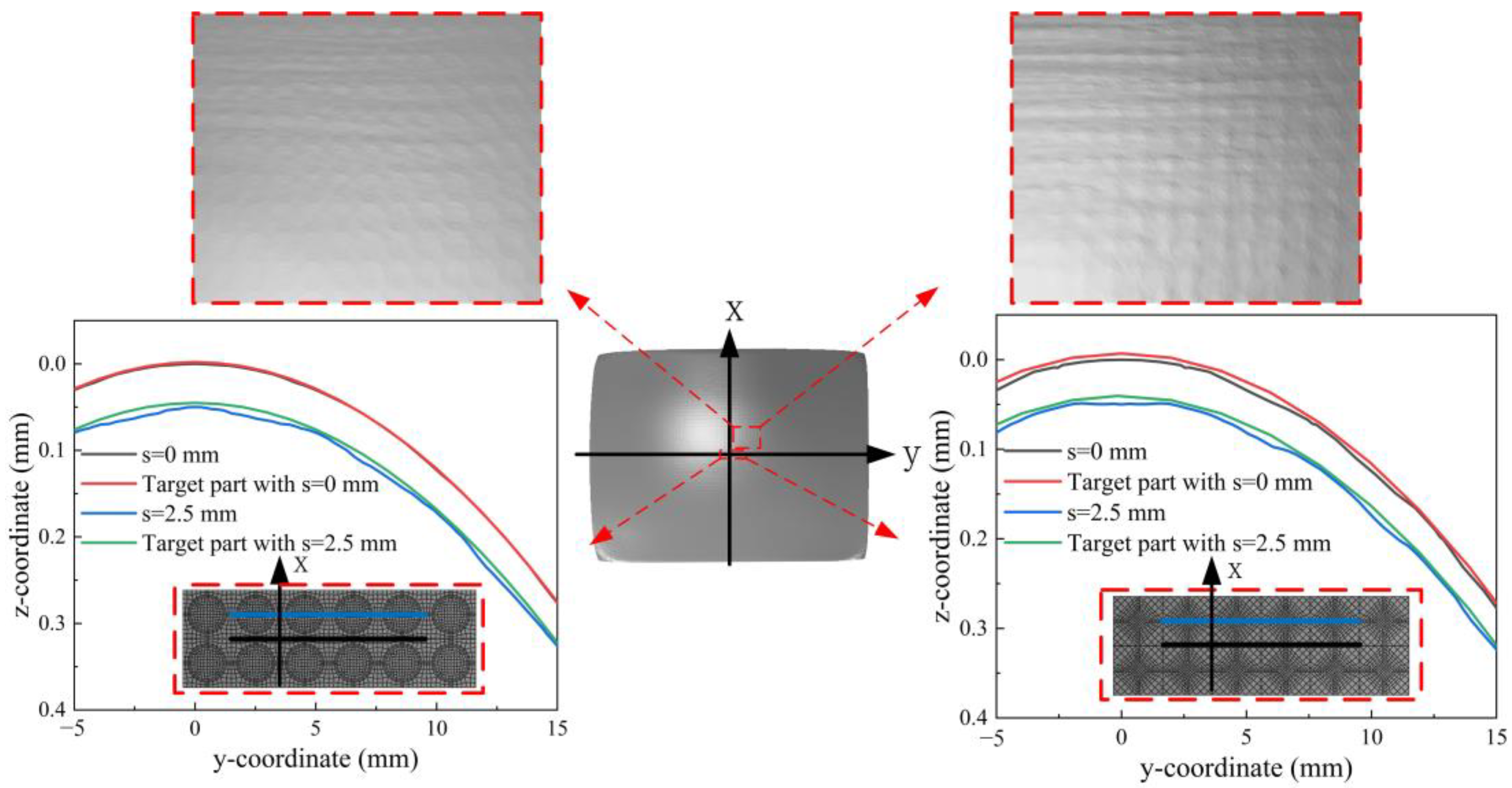
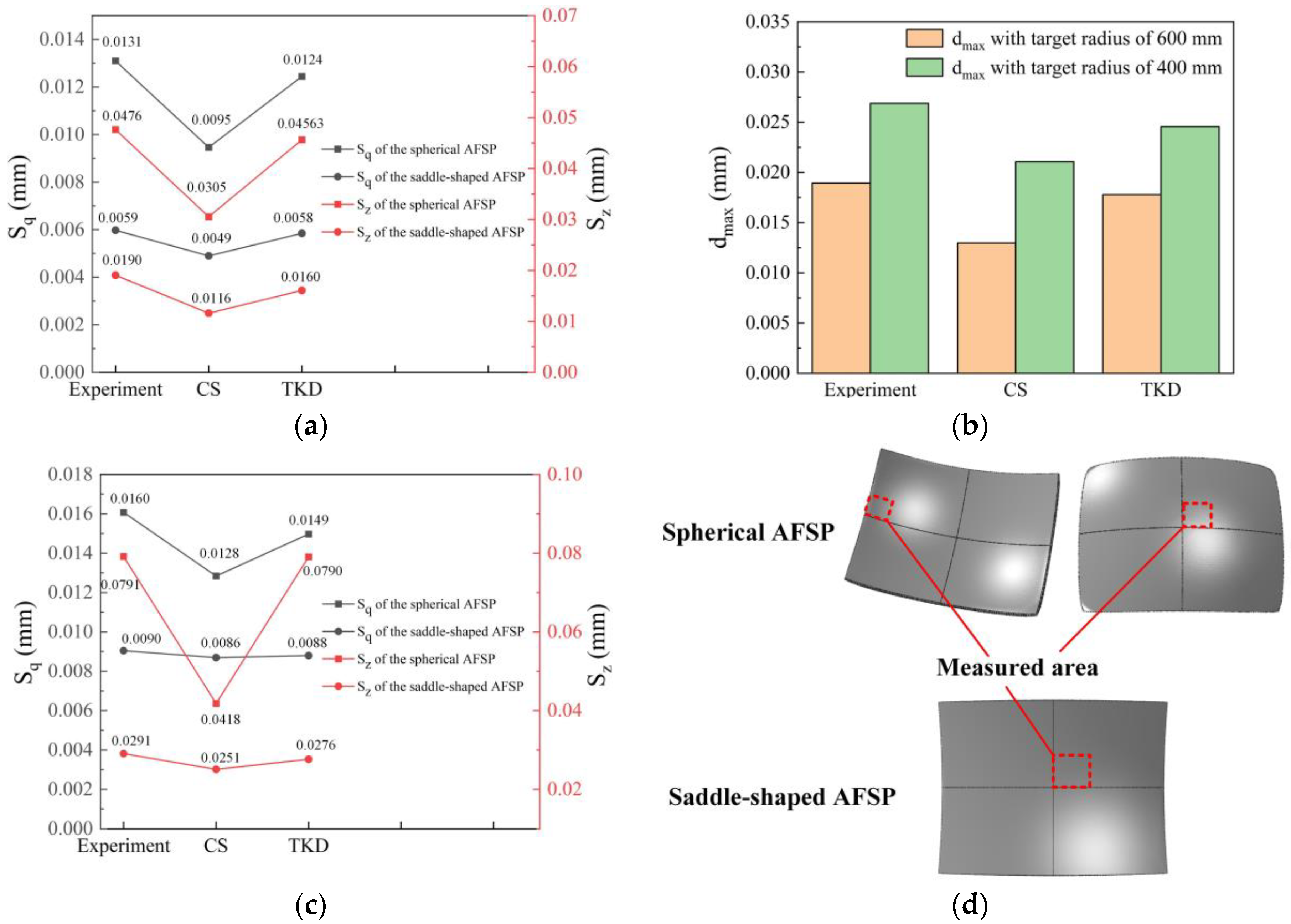
- The AFSP numerical simulation results of CS model and TKD model show the same surface defects as the experimental AFSP after plastic forming, including surface wrinkles, local straight surface effects and surface depressions. From the results of normal deviation and surface quality evaluation parameters , and , the AFSP results of the TKD model are more consistent with the experimental AFSP results.
- From the normal deviation and 3D scanning results, the values of the surface quality evaluation parameters , and can well correspond to the normal deviation degree and can be used to quantitatively evaluate the surface quality of AFSP. Under the same target radius, the equivalent strain and surface quality evaluation parameters of saddle-shaped AFSP are smaller than those of spherical AFSP. For spherical AFSP forming, the larger the target radius, the smaller the normal deviation, and the better the surface quality of AFSP.
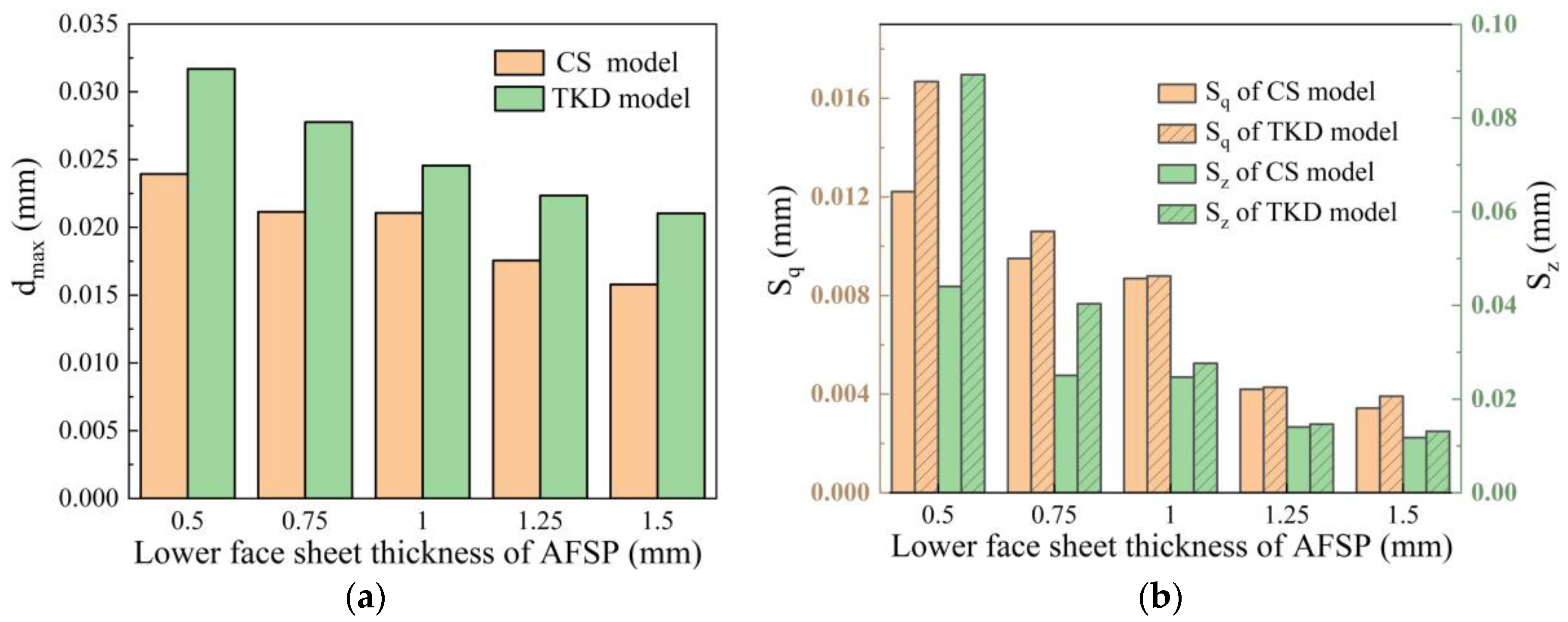
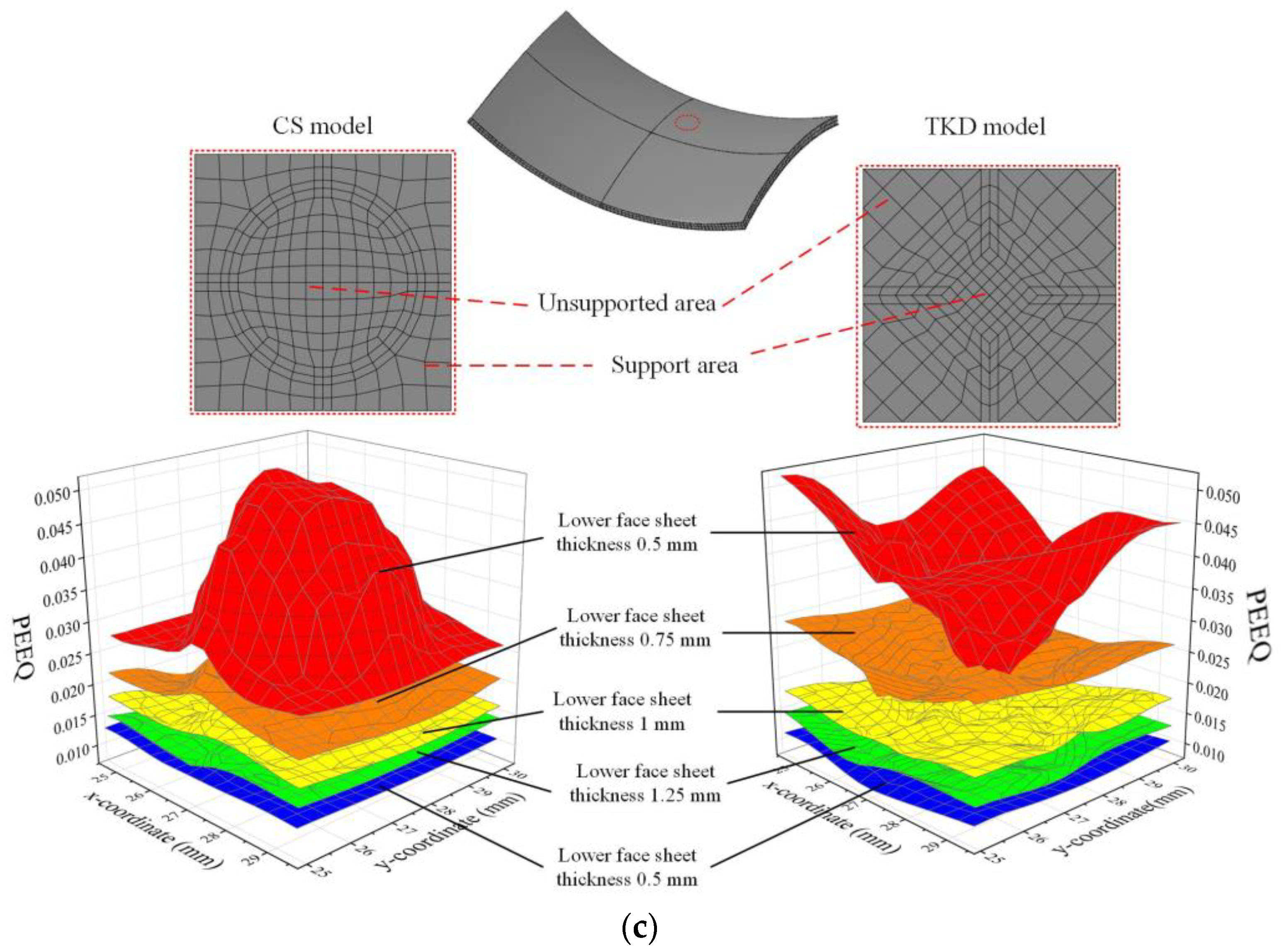
- When the thickness of the upper face sheet increases, the variation range of the distribution curve of the equivalent strain decreases, the values of and decrease, and the surface quality improves. When the thickness of the upper face sheet is larger than 1 mm, the surface of the AFSP is smooth, and the AFSP with a large core cell size shows a larger equivalent strain in the unsupported area, showing obvious surface wrinkles. When the thickness of the lower face sheet increases, the values of , and decrease for both the formed spherical AFSP and saddle-shaped AFSP. Increasing the thickness of the upper and lower face sheets of the AFSP and reducing the size of the core cell can effectively improve the surface quality.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Damghani, M.N.; Gonabadi, A.M. Numerical study of energy absorption in aluminum foam sandwich panel structures using drop hammer test. J. Sandw. Struct. Mater. 2019, 21, 3–18. [Google Scholar] [CrossRef]
- Banhart, J.; Seeliger, H.W. Recent Trends in Aluminum Foam Sandwich Technology. Adv. Eng. Mater. 2012, 14, 1082–1087. [Google Scholar] [CrossRef]
- Claar, T.D.; Yu, C.J.; Hall, I.; Banhart, J.; Seeliger, W. Ultra-Lightweight Aluminum Foam Materials for Automotive Applications. Int. J. Powder Metall. 2000, 109, 98–106. [Google Scholar]
- Vodenitcharova, T.; Hoffman, M. Response of aluminium foam-cored sandwich panels to bending load. Compos. Part B Eng. 2014, 64, 24–32. [Google Scholar]
- Contorno, D.; Filice, L.; Fratini, L.; Micari, F. Forming of aluminum foam sandwich panels: Numerical simulations and experimental tests. J. Mater. Process. Technol. 2006, 177, 364–367. [Google Scholar] [CrossRef]
- Zhang, W.; Qin, Q.; Li, J.; Li, K.; Zhao, J. Deformation and failure of hybrid composite sandwich beams with a metal foam core under quasi-static load and low-velocity impact. Compos. Struct. 2020, 242, 112175. [Google Scholar] [CrossRef]
- Sun, Z.Z.; He, W.F.; Chen, H.B.; Chen, S.G.; Li, R.Y. Study on V-Bending of Aluminium Foam Sandwich Panels. Adv. Mater. Res. 2011, 181–182, 281–286. [Google Scholar] [CrossRef]
- Weiss, M.; Abeyrathna, B.; Pereira, M. Roll formability of aluminium foam sandwich panels. Int. J. Adv. Manuf. Technol. 2018, 97, 953–965. [Google Scholar] [CrossRef]
- Wang, J.; Yang, C.-K. Failure analysis of hydroforming of sandwich panels. J. Manuf. Process. 2013, 15, 256–262. [Google Scholar] [CrossRef]
- Nassar, H.; Albakri, M.; Pan, H.; Khraisheh, M. On the gas pressure forming of aluminium foam sandwich panels: Experiments and numerical simulations. CIRP Ann.-Manuf. Technol. 2012, 61, 243–246. [Google Scholar] [CrossRef]
- Jackson, K.P.; Allwood, J.M.; Landert, M. Incremental forming of sandwich panels. J. Mater. Process. Technol. 2008, 204, 290–303. [Google Scholar] [CrossRef]
- Guglielmotti, A.; Quadrini, F.; Squeo, E.A.; Tagliaferri, V. Laser Bending of Aluminum Foam Sandwich Panels. Adv. Eng. Mater. 2009, 11, 902–906. [Google Scholar] [CrossRef]
- Jaafar, M.; Makich, H.; Nouari, M. A new criterion to evaluate the machined surface quality of the Nomex® honeycomb materials. J. Manuf. Process. 2021, 69, 567–582. [Google Scholar] [CrossRef]
- Reyno, T.; Marsden, C.; Wowk, D. Surface damage evaluation of honeycomb sandwich aircraft panels using 3D scanning technology. NDT E Int. 2018, 97, 11–19. [Google Scholar] [CrossRef]
- Harhash, M.; Palkowski, H. Incremental sheet forming of steel/polymer/steel sandwich composites. J. Mater. Res. Technol. 2021, 13, 417–430. [Google Scholar] [CrossRef]
- Chang, Z.; Chen, J. Analytical model and experimental validation of surface roughness for incremental sheet metal forming parts. Int. J. Mach. Tools Manuf. 2019, 146, 103453. [Google Scholar] [CrossRef]
- Doluk, E.; Rudawska, A.; Kuczmaszewski, J.; Pieśko, P. Influence of Cutting Parameters on the Surface Quality of Two-Layer Sandwich Structures. Materials 2020, 13, 1664. [Google Scholar] [CrossRef] [Green Version]
- Cai, Z.-Y.; Zhang, X.; Liang, X.-B. Multi-point forming of sandwich panels with egg-box-like cores and failure behaviors in forming process: Analytical models, numerical and experimental investigations. Mater. Des. 2018, 160, 1029–1041. [Google Scholar] [CrossRef]
- Liang, X.-B.; Cai, Z.-Y.; Zhang, X.; Gao, J.-X. Plastic forming of the doubly curved surfaces of sandwich plates with bi-directionally trapezoidal cores of different sizes. Thin-Walled Struct. 2020, 146, 106188. [Google Scholar] [CrossRef]
- Kundrak, J.; Gyani, K.; Bana, V. Roughness of ground and hard-turned surfaces on the basis of 3D parameters. Int. J. Adv. Manuf. Technol. 2008, 38, 110–119. [Google Scholar] [CrossRef]
- Nwaogu, U.C.; Tiedje, N.S.; Hansen, H.N. A non-contact 3D method to characterize the surface roughness of castings. J. Mater. Process. Technol. 2013, 213, 59–68. [Google Scholar] [CrossRef]
- Dong, W.P.; Sullivan, P.J.; Stout, K.J. Comprehensive study of parameters for characterising three-dimensional surface topography: III: Parameters for characterising amplitude and some functional properties. Wear 1994, 178, 29–43. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, Q.-M.; Cai, Z.-Y. Prediction and prevention of fracture defect in plastic forming for aluminum foam sandwich panel. J. Mater. Res. Technol. 2021, 15, 1145–1154. [Google Scholar] [CrossRef]
- Chai, H.W.; Xie, Z.L.; Xiao, X.H.; Xie, H.L.; Huang, J.Y.; Luo, S.N. Microstructural characterization and constitutive modeling of deformation of closed-cell foams based on in situ x-ray tomography. Int. J. Plast. 2020, 131, 102730. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Q.; Wang, M.; Zhang, X.; Cai, Z. Plastic Forming of Sandwich Panels and Numerical Analyses of the Forming Processes Based on Elastoplastic Equivalent Model. Materials 2021, 14, 4955. [Google Scholar] [CrossRef] [PubMed]
- Sun, G.; Wang, E.; Zhao, T.; Zheng, G.; Li, Q. Inverse identification of cell-wall material properties of closed-cell aluminum foams based upon Vickers nano-indentation tests. Int. J. Mech. Sci. 2020, 176, 105524. [Google Scholar] [CrossRef]
- Hasan, M.D.A. An Improved Model for FE Modeling and Simulation of Closed Cell Al-Alloy Foams. Adv. Mater. Sci. Eng. 2010, 2010, 567390. [Google Scholar] [CrossRef] [Green Version]
- Ye, W.; Barbier, C.; Zhu, W.; Combescure, A.; Baillis, D. Macroscopic multiaxial yield and failure surfaces for light closed-cell foams. Int. J. Solids. Struct. 2015, 69–70, 60–70. [Google Scholar] [CrossRef]
- Zhang, X.; Cai, Z.-Y.; Liang, X.-B.; Gao, J.-X. Numerical investigation on the plastic forming of aluminum foam sandwich panel based on three-dimensional mesoscopic and macroscopic models. Int. J. Adv. Manuf. Technol. 2020, 109, 1431–1445. [Google Scholar] [CrossRef]
- Zhang, Q.; Dean, T.A.; Wang, Z.R. Numerical simulation of deformation in multi-point sandwich forming. Int. J. Mach. Tools Manuf. 2006, 46, 699–707. [Google Scholar] [CrossRef]
- Cai, Z.-Y.; Wang, S.-H.; Li, M.-Z. Numerical investigation of multi-point forming process for sheet metal: Wrinkling, dimpling and springback. Int. J. Adv. Manuf. Technol. 2008, 37, 927–936. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Definition | Equation |
|---|---|---|
| Arithmetic mean deviation of measuring points | ||
| Root mean square deviation of measuring point | ||
| Ten points height in the evaluation area | ||
| Skewness of topography height distribution in the evaluation area | ||
| Kurtosis of topography height distribution in the evaluation area |
| Density (g/cm3) | Young’s Modulus (MPa) | Yield Stress (MPa) | Poisson’s Ratio | |
|---|---|---|---|---|
| Face sheet | 2.71 | 70,300 | 193 | 0.330 |
| Form Core | 2.70 | 63,000 | 63 | 0.330 |
| Elastic cushion | 1.26 | 100 | / | 0.499 |
| No. | Upper Face Sheet Thickness (mm) | Lower Face Sheet Thickness (mm) | Core Cell Size (mm) |
|---|---|---|---|
| 1 | 1 | 1 | 5 |
| 2 | 0.5 | 1 | 5 |
| 3 | 0.75 | 1 | 5 |
| 4 | 1.25 | 1 | 5 |
| 5 | 1.5 | 1 | 5 |
| 6 | 1 | 0.5 | 5 |
| 7 | 1 | 0.75 | 5 |
| 8 | 1 | 1.25 | 5 |
| 9 | 1 | 1.5 | 5 |
| 10 | 1 | 1 | 2.5 |
| 11 | 1 | 1 | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Cai, Z.; Zhang, X.; Gao, J.; Wang, M.; Chen, Q. Numerical Simulation Analysis on Surface Quality of Aluminum Foam Sandwich Panel in Plastic Forming. Metals 2023, 13, 65. https://doi.org/10.3390/met13010065
Zhang W, Cai Z, Zhang X, Gao J, Wang M, Chen Q. Numerical Simulation Analysis on Surface Quality of Aluminum Foam Sandwich Panel in Plastic Forming. Metals. 2023; 13(1):65. https://doi.org/10.3390/met13010065
Chicago/Turabian StyleZhang, Weiguang, Zhongyi Cai, Xi Zhang, Jiaxin Gao, Mingwei Wang, and Qingmin Chen. 2023. "Numerical Simulation Analysis on Surface Quality of Aluminum Foam Sandwich Panel in Plastic Forming" Metals 13, no. 1: 65. https://doi.org/10.3390/met13010065