
Enhanced Coal Fly Ash Desilication Using Atmospheric NaOH Leaching with Simultaneous Magnetic Separation


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Experimental Procedure
2.3. Analysis
3. Results and Discussion
3.1. Effects of Leaching Parameters on Al, Si Extraction, Fe Recovery, and Na2O Content in the Solid Residue
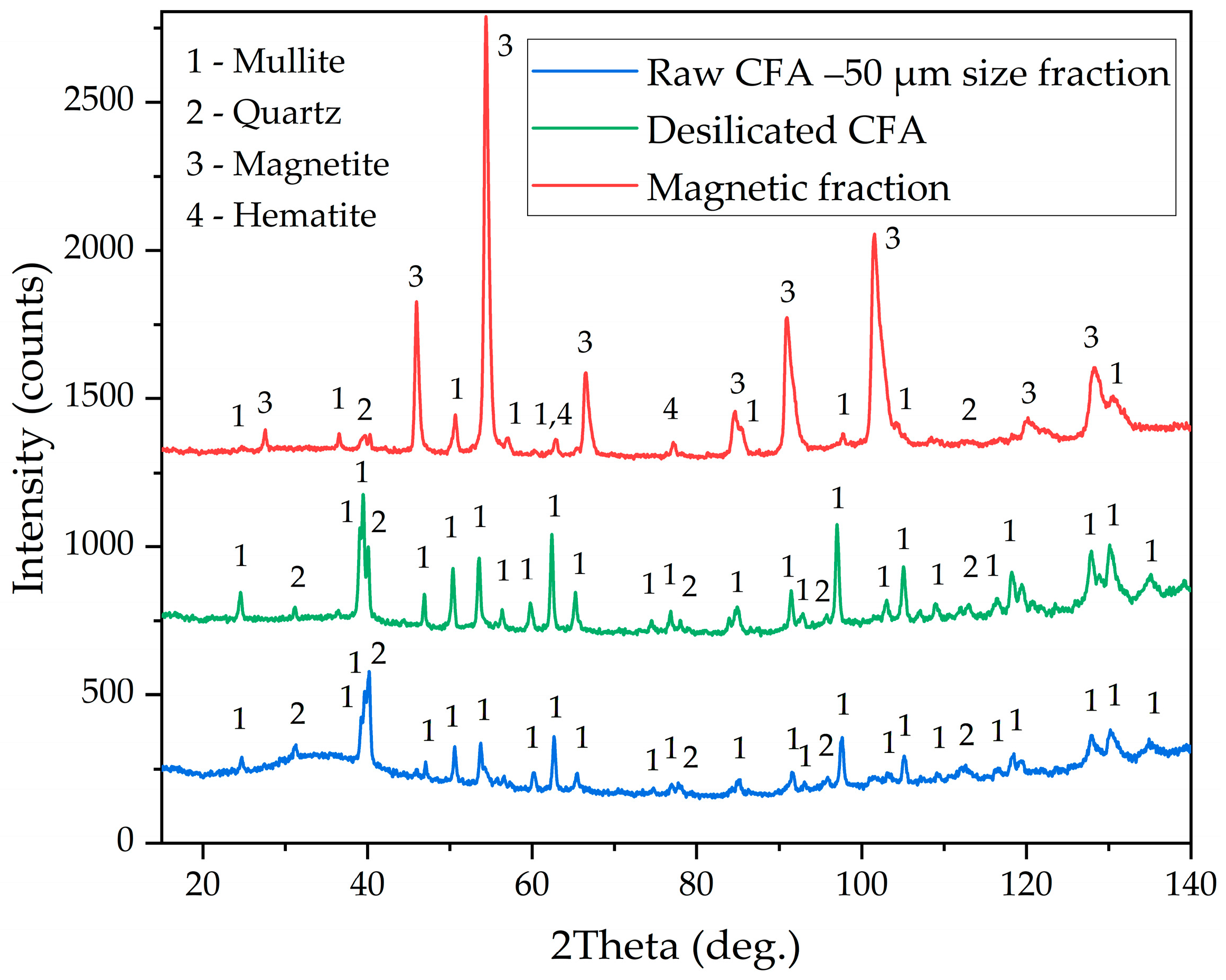
3.2. Solid Residue Characterization
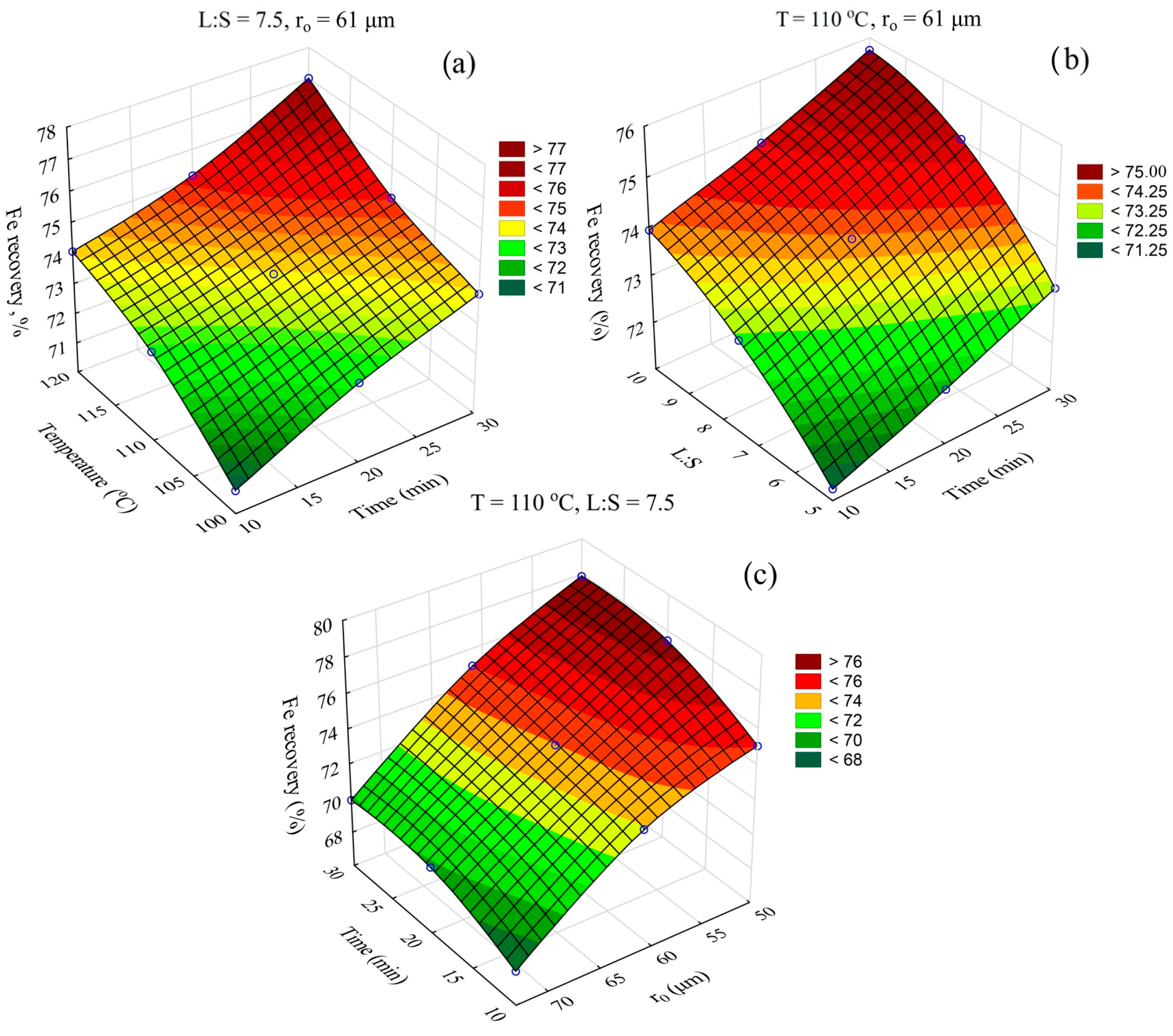
3.3. Effects of Leaching Parameters on Fe Recovery from the Nonmagnetic Fraction Obtained by Conventional Magnetic Separation
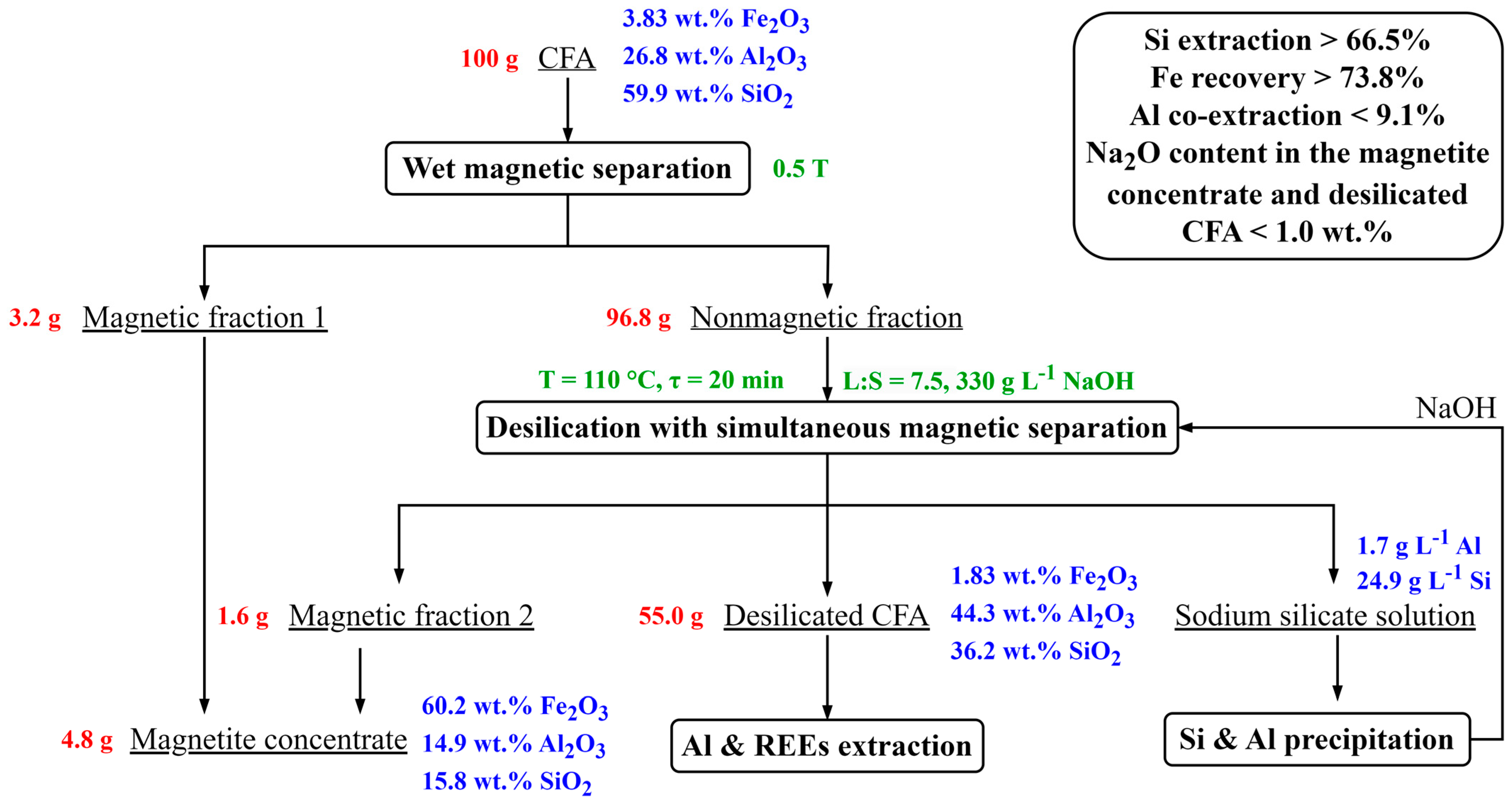
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yu, X.; Cui, Y.; Chen, Y.; Chang, I.-S.; Wu, J. The Drivers of Collaborative Innovation of the Comprehensive Utilization Technologies of Coal Fly Ash in China: A Network Analysis. Environ. Sci. Pollut. Res. 2022, 29, 56291–56308. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Wang, Z.; Xie, G.; Li, Z.; Fan, X.; Zhang, W.; Xing, F.; Tang, L.; Ren, J. Resource Utilization of Municipal Solid Waste Incineration Fly Ash—Cement and Alkali-Activated Cementitious Materials: A Review. Sci. Total Environ. 2022, 852, 158254. [Google Scholar] [CrossRef]
- Bhatt, A.; Priyadarshini, S.; Acharath Mohanakrishnan, A.; Abri, A.; Sattler, M.; Techapaphawit, S. Physical, Chemical, and Geotechnical Properties of Coal Fly Ash: A Global Review. Case Stud. Constr. Mater. 2019, 11, e00263. [Google Scholar] [CrossRef]
- Kelechi, S.E.; Adamu, M.; Uche, O.A.U.; Okokpujie, I.P.; Ibrahim, Y.E.; Obianyo, I.I. A Comprehensive Review on Coal Fly Ash and Its Application in the Construction Industry. Cogent Eng. 2022, 9, 2114201. [Google Scholar] [CrossRef]
- Sasui, S.; Kim, G.; Nam, J.; Koyama, T.; Chansomsak, S. Strength and Microstructure of Class-C Fly Ash and GGBS Blend Geopolymer Activated in NaOH & NaOH + Na2SiO3. Materials 2019, 13, 59. [Google Scholar] [CrossRef]
- Finkelman, R.B.; Wolfe, A.; Hendryx, M.S. The Future Environmental and Health Impacts of Coal. Energy Geosci. 2021, 2, 99–112. [Google Scholar] [CrossRef]
- Khan, I.; Umar, R. Environmental Risk Assessment of Coal Fly Ash on Soil and Groundwater Quality, Aligarh, India. Groundw. Sustain. Dev. 2019, 8, 346–357. [Google Scholar] [CrossRef]
- Santamarina, J.C.; Torres-Cruz, L.A.; Bachus, R.C. Why Coal Ash and Tailings Dam Disasters Occur. Science 2019, 364, 526–528. [Google Scholar] [CrossRef]
- Huang, S.; Ning, S.; Zhang, D.; Cai, Y.; Yan, X.; Liu, K.; Xu, X. Rare Earth Element Characteristics in Coal Ash from the Jungar Energy Gangue Power Plant, Inner Mongolia, China. Minerals 2023, 13, 1212. [Google Scholar] [CrossRef]
- Bai, G.; Teng, W.; Wang, X.; Qin, J.; Xu, P.; Li, P. Alkali Desilicated Coal Fly Ash as Substitute of Bauxite in Lime-Soda Sintering Process for Aluminum Production. Trans. Nonferrous Met. Soc. China 2010, 20, s169–s175. [Google Scholar] [CrossRef]
- Blissett, R.S.; Rowson, N.A. A Review of the Multi-Component Utilisation of Coal Fly Ash. Fuel 2012, 97, 1–23. [Google Scholar] [CrossRef]
- Shoppert, A.; Valeev, D.; Napol’skikh, J.; Loginova, I.; Pan, J.; Chen, H.; Zhang, L. Rare-Earth Elements Extraction from Low-Alkali Desilicated Coal Fly Ash by (NH4)2SO4 + H2SO4. Materials 2023, 16, 6. [Google Scholar] [CrossRef] [PubMed]
- Smith, P. The Processing of High Silica Bauxites—Review of Existing and Potential Processes. Hydrometallurgy 2009, 98, 162–176. [Google Scholar] [CrossRef]
- Apua, M.C.; Nkazi, B.D. Leaching of Coal Fly Ash with Sulphuric Acid for Synthesis of Wastewater Treatment Composite Coagulant. Can. Metall. Q. 2022, 61, 309–331. [Google Scholar] [CrossRef]
- Guo, Y.; Zhao, Z.; Zhao, Q.; Cheng, F. Novel Process of Alumina Extraction from Coal Fly Ash by Pre-Desilicating—Na2CO3 Activation—Acid Leaching Technique. Hydrometallurgy 2017, 169, 418–425. [Google Scholar] [CrossRef]
- Tripathy, A.K.; Behera, B.; Aishvarya, V.; Sheik, A.R.; Dash, B.; Sarangi, C.K.; Tripathy, B.C.; Sanjay, K.; Bhattacharya, I.N. Sodium Fluoride Assisted Acid Leaching of Coal Fly Ash for the Extraction of Alumina. Miner. Eng. 2019, 131, 140–145. [Google Scholar] [CrossRef]
- Li, X.; Ma, B.; Wang, C.; Chen, Y.; Yang, W.; Zhang, W. A Sustainable Process to Recycle Aluminum from Coal Fly Ash for Simultaneous Removal of Iron: Solid Waste Management and Evaluation. Miner. Eng. 2022, 184, 107638. [Google Scholar] [CrossRef]
- Zong, Y.; Li, F.; Chen, W.; Liu, Z. Extraction of Alumina from High-Alumina Coal Ash Using an Alkaline Hydrothermal Method. SN Appl. Sci. 2019, 1, 783. [Google Scholar] [CrossRef]
- Li, S.; Bo, P.; Kang, L.; Guo, H.; Gao, W.; Qin, S. Activation Pretreatment and Leaching Process of High-Alumina Coal Fly Ash to Extract Lithium and Aluminum. Metals 2020, 10, 893. [Google Scholar] [CrossRef]
- Li, X.; Wang, H.; Zhou, Q.; Qi, T.; Liu, G.; Peng, Z. Efficient Separation of Silica and Alumina in Simulated CFB Slag by Reduction Roasting-Alkaline Leaching Process. Waste Manag. 2019, 87, 798–804. [Google Scholar] [CrossRef]
- Yan, L.; Shang, J.; Wang, Y.; Li, J.; Liu, H.; Qu, T.; Zhang, C. Experimental Parameter Optimization Study on the Acid Leaching of Coal Fly Ash. Desalination Water Treat. 2016, 57, 10894–10904. [Google Scholar] [CrossRef]
- Shoppert, A.; Valeev, D.; Loginova, I.; Chaikin, L. Complete Extraction of Amorphous Aluminosilicate from Coal Fly Ash by Alkali Leaching under Atmospheric Pressure. Metals 2020, 10, 1684. [Google Scholar] [CrossRef]
- Pan, J.; Long, X.; Zhang, L.; Shoppert, A.; Valeev, D.; Zhou, C.; Liu, X. The Discrepancy between Coal Ash from Muffle, Circulating Fluidized Bed (CFB), and Pulverized Coal (PC) Furnaces, with a Focus on the Recovery of Iron and Rare Earth Elements. Materials 2022, 15, 8494. [Google Scholar] [CrossRef]
- Fan, X.; Xia, J.; Zhang, D.; Nie, Z.; Liu, Y.; Zhang, L.; Zhang, D. Highly-Efficient and Sequential Recovery of Rare Earth Elements, Alumina and Silica from Coal Fly Ash via a Novel Recyclable ZnO Sinter Method. J. Hazard. Mater. 2022, 437, 129308. [Google Scholar] [CrossRef]
- Li, Q.; Ji, B.; Xiao, Z.; Zhang, W. Alkali Pretreatment Effects on Acid Leaching Recovery of Rare Earth Elements from Coal Waste of the Western Kentucky No. 13 and Fire Clay Seams. Min. Min. Mater. 2022, 1, 7. [Google Scholar] [CrossRef]
- Wu, G.; Wang, T.; Chen, G.; Shen, Z.; Pan, W.-P. Coal Fly Ash Activated by NaOH Roasting: Rare Earth Elements Recovery and Harmful Trace Elements Migration. Fuel 2022, 324, 124515. [Google Scholar] [CrossRef]
- Gong, Y.; Sun, J.; Sun, S.-Y.; Lu, G.; Zhang, T.-A. Enhanced Desilication of High Alumina Fly Ash by Combining Physical and Chemical Activation. Metals 2019, 9, 411. [Google Scholar] [CrossRef]
- Aphane, M.E.; Doucet, F.J.; Kruger, R.A.; Petrik, L.; van der Merwe, E.M. Preparation of Sodium Silicate Solutions and Silica Nanoparticles from South African Coal Fly Ash. Waste Biomass Valor. 2019, 11, 4403–4417. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, X.; Guo, Y.; Cheng, F. Extraction of Valuable Metals and Preparation of Mesoporous Materials from Circulating Fluidized Bed-Derived Fly Ash via an Acid–Alkali-Based Alternate Method. ACS Omega 2020, 5, 31295–31305. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, S.; Zhang, H.; Cheng, F. Novel Extraction of Valuable Metals from Circulating Fluidized Bed-Derived High-Alumina Fly Ash by Acid–Alkali–Based Alternate Method. J. Clean. Prod. 2019, 230, 302–313. [Google Scholar] [CrossRef]
- Nugroho, N.D.; Rosita, W.; Perdana, I.; Bendiyasa, I.M.; Mufakhir, F.R.; Astuti, W. Iron Bearing Oxide Minerals Separation from Rare Earth Elements (REE) Rich Coal Fly Ash. IOP Conf. Ser. Mater. Sci. Eng. 2019, 478, 012026. [Google Scholar] [CrossRef]
- Shi, Y.; Jiang, K.; Zhang, T.; Zhu, X. Simultaneous Separation of Fe & Al and Extraction of Fe from Waste Coal Fly Ash: Altering the Charge Sequence of Ions by Electrolysis. Waste Manag. 2022, 137, 50–60. [Google Scholar] [CrossRef]
- Fu, B.; Hower, J.C.; Zhang, W.; Luo, G.; Hu, H.; Yao, H. A Review of Rare Earth Elements and Yttrium in Coal Ash: Content, Modes of Occurrences, Combustion Behavior, and Extraction Methods. Prog. Energy Combust. Sci. 2022, 88, 100954. [Google Scholar] [CrossRef]
- Trinh, H.B.; Kim, S.; Lee, J. Recovery of Rare Earth Elements from Coal Fly Ash Using Enrichment by Sodium Hydroxide Leaching and Dissolution by Hydrochloric Acid. Geosystem Eng. 2022, 25, 53–62. [Google Scholar] [CrossRef]
- Rosita, W.; Bendiyasa, I.M.; Perdana, I.; Anggara, F. Sequential Particle-Size and Magnetic Separation for Enrichment of Rare-Earth Elements and Yttrium in Indonesia Coal Fly Ash. J. Environ. Chem. Eng. 2020, 8, 103575. [Google Scholar] [CrossRef]
- Zhou, C.; Li, C.; Li, W.; Sun, J.; Li, Q.; Wu, W.; Liu, G. Distribution and Preconcentration of Critical Elements from Coal Fly Ash by Integrated Physical Separations. Int. J. Coal Geol. 2022, 261, 104095. [Google Scholar] [CrossRef]
- Zinoveev, D.V.; Delicyn, L.M.; Ryabov, Y.V.; Kulumbegov, R.V.; Zakunov, A.S.; Dyubanov, V.G. Magnetite Concentrate from Coal Fly Ash of Kashirskaya GRES- the Raw Material for the Production of Metal Products by Reduction Smelting. J. Phys. Conf. Ser. 2021, 1942, 012048. [Google Scholar] [CrossRef]
- Sommerville, R.; Blissett, R.; Rowson, N.; Blackburn, S. Producing a Synthetic Zeolite from Improved Fly Ash Residue. Int. J. Miner. Process. 2013, 124, 20–25. [Google Scholar] [CrossRef]
- Vasilyev, A.M.; Kuskov, V.B. Specific Features of the Concentration Process for Fine-Grained Materials in a Short-Cone Hydrocyclone. Obogashchenie Rud 2018, 2, 30–34. [Google Scholar] [CrossRef]
- Kanarskii, A.V.; Adamov, E.V.; Krylova, L.N. Flotation Concentration of the Sulfide Antimony-Arsenic Gold-Bearing Ore. Russ. J. Non-Ferr. Met. 2012, 53, 120–124. [Google Scholar] [CrossRef]
- Valeev, D.; Bobylev, P.; Osokin, N.; Zolotova, I.; Rodionov, I.; Salazar-Concha, C.; Verichev, K. A Review of the Alumina Production from Coal Fly Ash, with a Focus in Russia. J. Clean. Prod. 2022, 363, 132360. [Google Scholar] [CrossRef]
- Shoppert, A.; Valeev, D.; Diallo, M.M.; Loginova, I.; Beavogui, M.C.; Rakhmonov, A.; Ovchenkov, Y.; Pankratov, D. High-Iron Bauxite Residue (Red Mud) Valorization Using Hydrochemical Conversion of Goethite to Magnetite. Materials 2022, 15, 8423. [Google Scholar] [CrossRef] [PubMed]
- Tuutijärvi, T.; Lu, J.; Sillanpää, M.; Chen, G. As(V) Adsorption on Maghemite Nanoparticles. J. Hazard. Mater. 2009, 166, 1415–1420. [Google Scholar] [CrossRef] [PubMed]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product | Components (wt.%) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | FeO | TiO2 | MgO | Na2O | K2O | LOI * | C | |
| −50 μm | 59.89 | 26.79 | 1.60 | 2.63 | 1.10 | 1.11 | 0.43 | 0.57 | 0.82 | 3.99 | 1.90 |
| −61 μm | 62.73 | 24.31 | 1.63 | 2.27 | 1.04 | 1.09 | 0.44 | 0.68 | 0.91 | 3.90 | 1.78 |
| −73 μm | 62.43 | 24.66 | 1.60 | 2.29 | 1.05 | 1.12 | 0.43 | 0.72 | 0.94 | 3.70 | 1.60 |
| +73 μm | 63.87 | 24.27 | 1.84 | 1.56 | 0.68 | 0.82 | 0.53 | 0.76 | 0.90 | 3.60 | 1.60 |
| Product | Specific Surface Area (BET) (m2 g−1) | Total Pore Volume (cm3 g−1) | Pore Diameter (nm) | Median Particle Size (μm) |
|---|---|---|---|---|
| CFA −50 μm-sized fraction | 5.70 | 12.0 | 15.2 | 28.30 |
| Nonmagnetic fraction | 15.12 | 28.0 | 23.5 | 14.59 |
| Magnetic fraction | 11.60 | 25.0 | 18.7 | 16.24 |
| Product | Major Components (wt.%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | TiO2 | MgO | Na2O | K2O | LOI * | C | |
| Nonmagnetic fraction −50 µm | 37.00 | 43.04 | 3.51 | 2.50 | 1.92 | 0.87 | 0.98 | 0.08 | 7.20 | 2.60 |
| Nonmagnetic fraction −73 µm | 40.35 | 41.77 | 3.21 | 2.73 | 2.03 | 0.83 | 0.75 | 0.13 | 7.90 | 2.78 |
| Magnetic fraction −50 µm | 14.99 | 13.59 | 2.44 | 62.64 | 0.53 | 2.03 | 1.32 | 0.05 | 1.70 | 0.79 |
| Magnetic fraction −73 µm | 21.23 | 19.92 | 3.88 | 48.33 | 0.81 | 1.79 | 1.68 | 0.08 | 1.80 | 0.93 |
| Spectral Number | O | Al | Si | Fe | Ti | Ca | Na | Mg | K |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 14.8 | 5.3 | 4.2 | 68.2 | 2.3 | 3.8 | 1.5 | - | |
| 2 | 52.4 | 24.0 | 17.7 | 1.3 | 0.3 | 2.1 | 1.8 | 0.3 | |
| 3 | 54.6 | 26.8 | 14.6 | 2.0 | 0.6 | 1.1 | - | - | 0.2 |
| 4 | 28.9 | 1.3 | 1.1 | 65.6 | - | 0.6 | - | 1.0 | - |
| 5 | 30.9 | 5.9 | 4.0 | 53.6 | 0.8 | 2.2 | - | 1.6 |
| Product | Major Components (wt.%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | TiO2 | MgO | Na2O | K2O | LOI | C | |
| Desilicated CFA | 36.17 | 44.30 | 3.40 | 1.83 | 1.85 | 0.86 | 0.92 | 0.08 | 7.30 | 2.67 |
| Magnetic fraction | 15.81 | 14.89 | 2.54 | 60.15 | 0.50 | 2.01 | 1.5 | 0.05 | 1.70 | 0.85 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shoppert, A.; Valeev, D.; Loginova, I.; Chaikin, L.; Pan, J. Enhanced Coal Fly Ash Desilication Using Atmospheric NaOH Leaching with Simultaneous Magnetic Separation. Metals 2023, 13, 1647. https://doi.org/10.3390/met13101647
Shoppert A, Valeev D, Loginova I, Chaikin L, Pan J. Enhanced Coal Fly Ash Desilication Using Atmospheric NaOH Leaching with Simultaneous Magnetic Separation. Metals. 2023; 13(10):1647. https://doi.org/10.3390/met13101647
Chicago/Turabian StyleShoppert, Andrei, Dmitry Valeev, Irina Loginova, Leonid Chaikin, and Jinhe Pan. 2023. "Enhanced Coal Fly Ash Desilication Using Atmospheric NaOH Leaching with Simultaneous Magnetic Separation" Metals 13, no. 10: 1647. https://doi.org/10.3390/met13101647
APA StyleShoppert, A., Valeev, D., Loginova, I., Chaikin, L., & Pan, J. (2023). Enhanced Coal Fly Ash Desilication Using Atmospheric NaOH Leaching with Simultaneous Magnetic Separation. Metals, 13(10), 1647. https://doi.org/10.3390/met13101647