
Achieving High Plasticity and High Toughness of Low-Carbon Low-Alloy Steel through Intercritical Heat Treatment

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
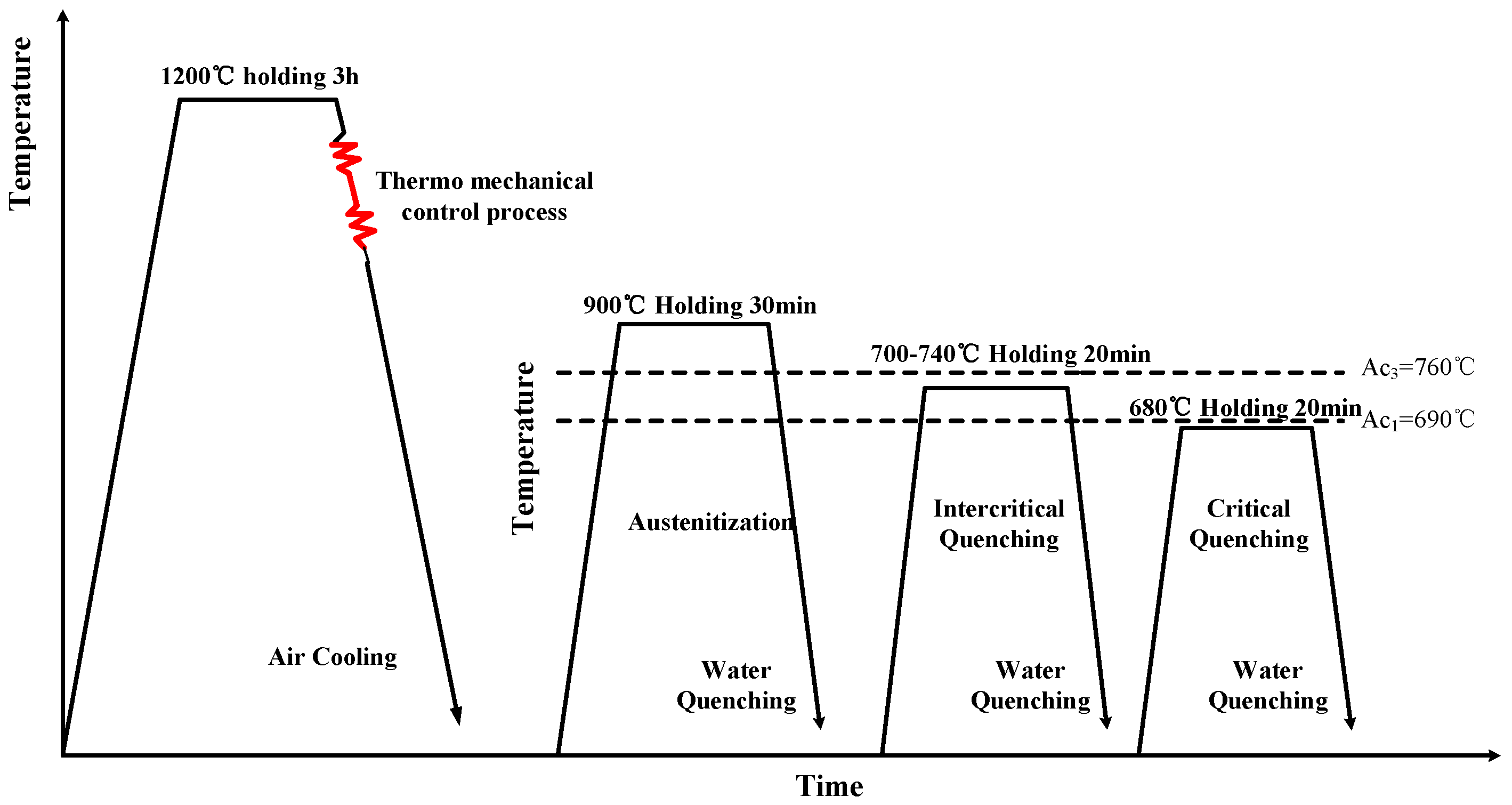
2. Materials and Experimental Procedure
3. Results and Discussion
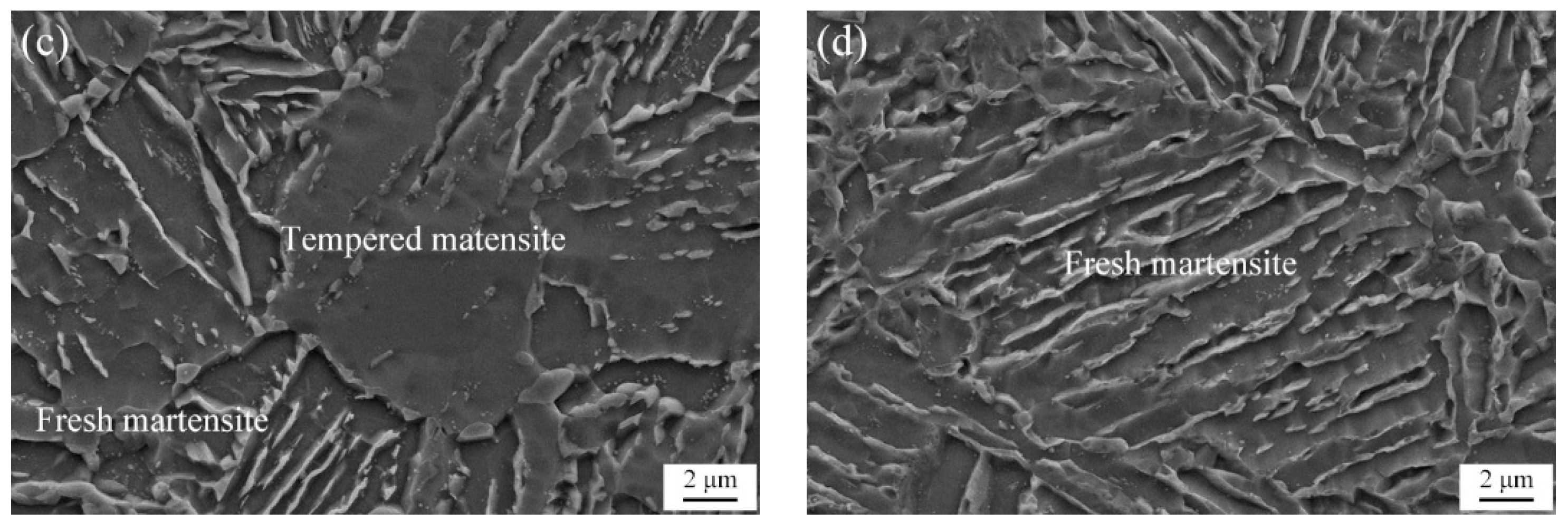
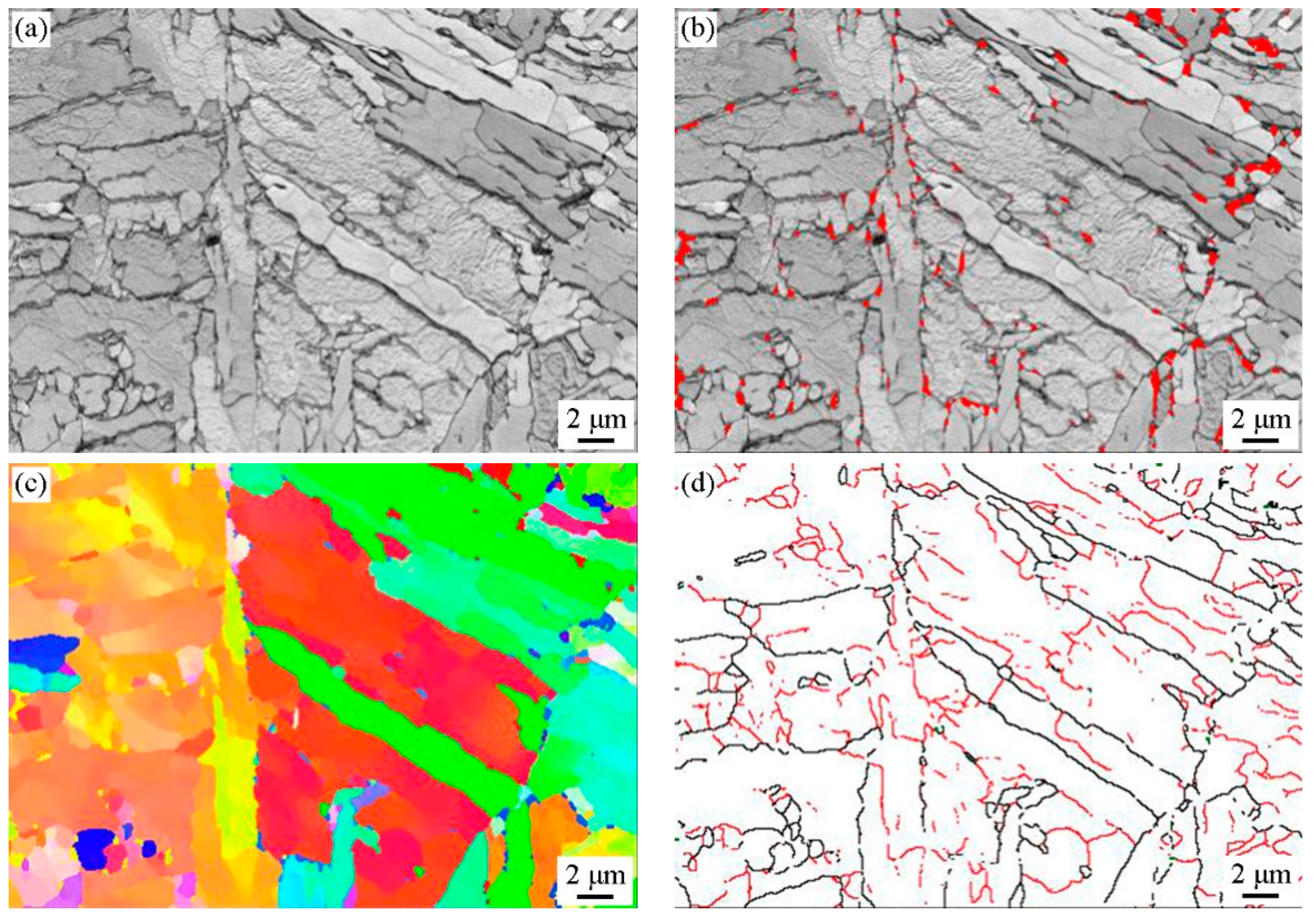
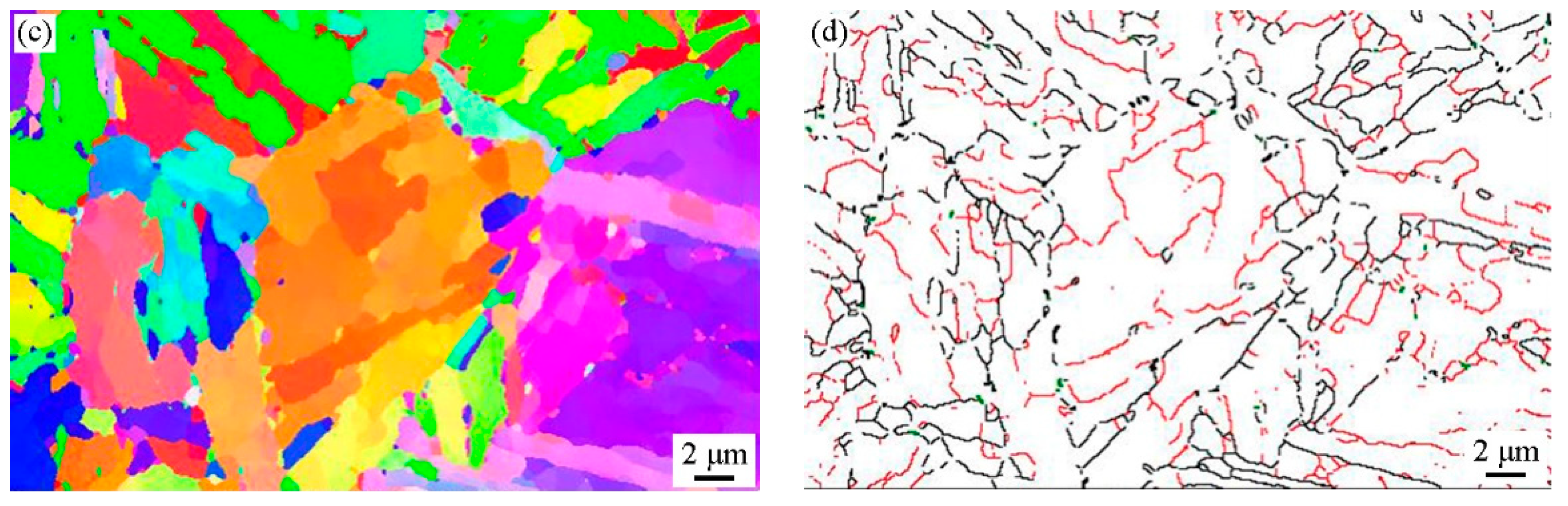
3.1. Microstructure Characterization
3.2. Mechanical Properties
4. Conclusions
- (1)
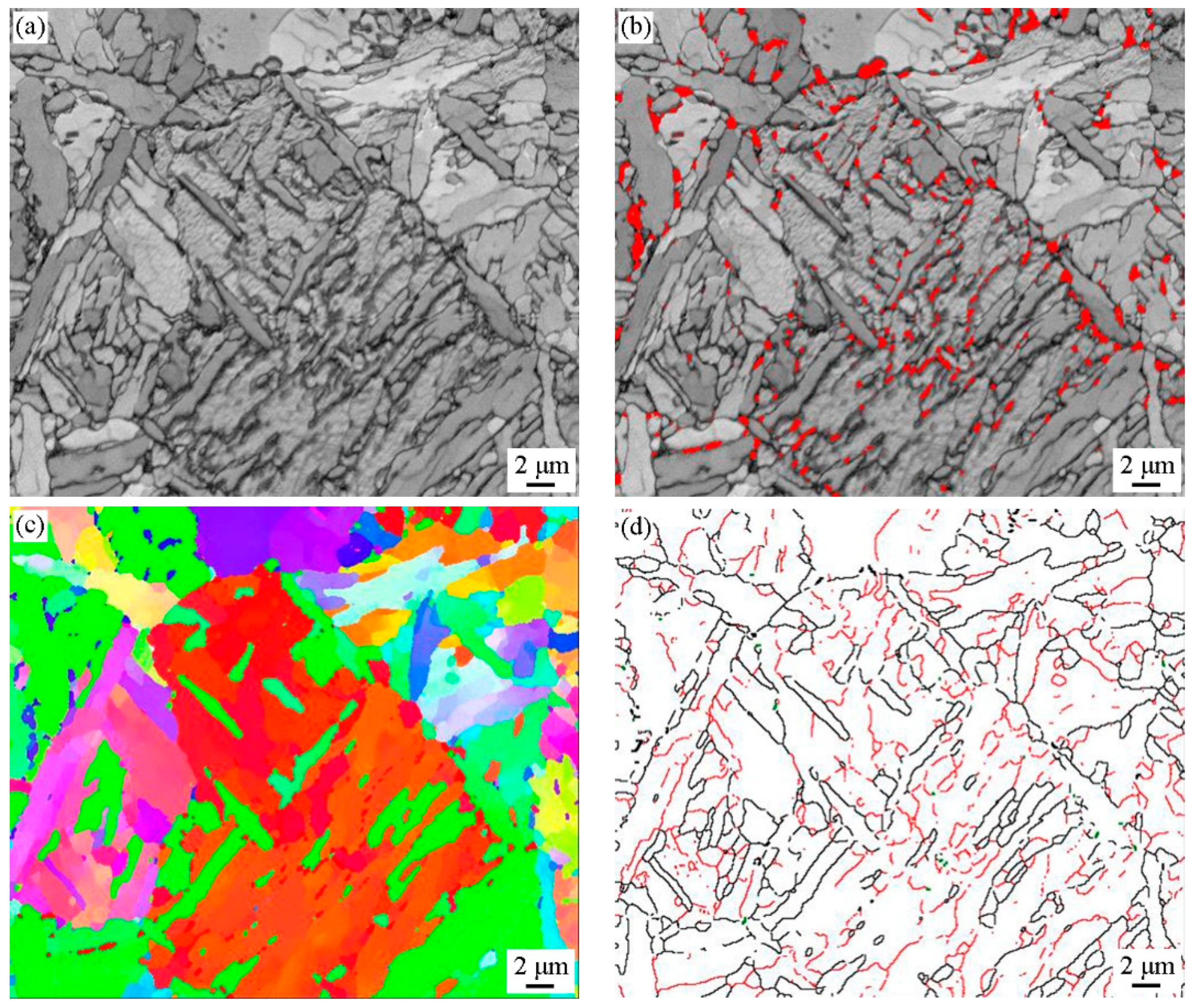
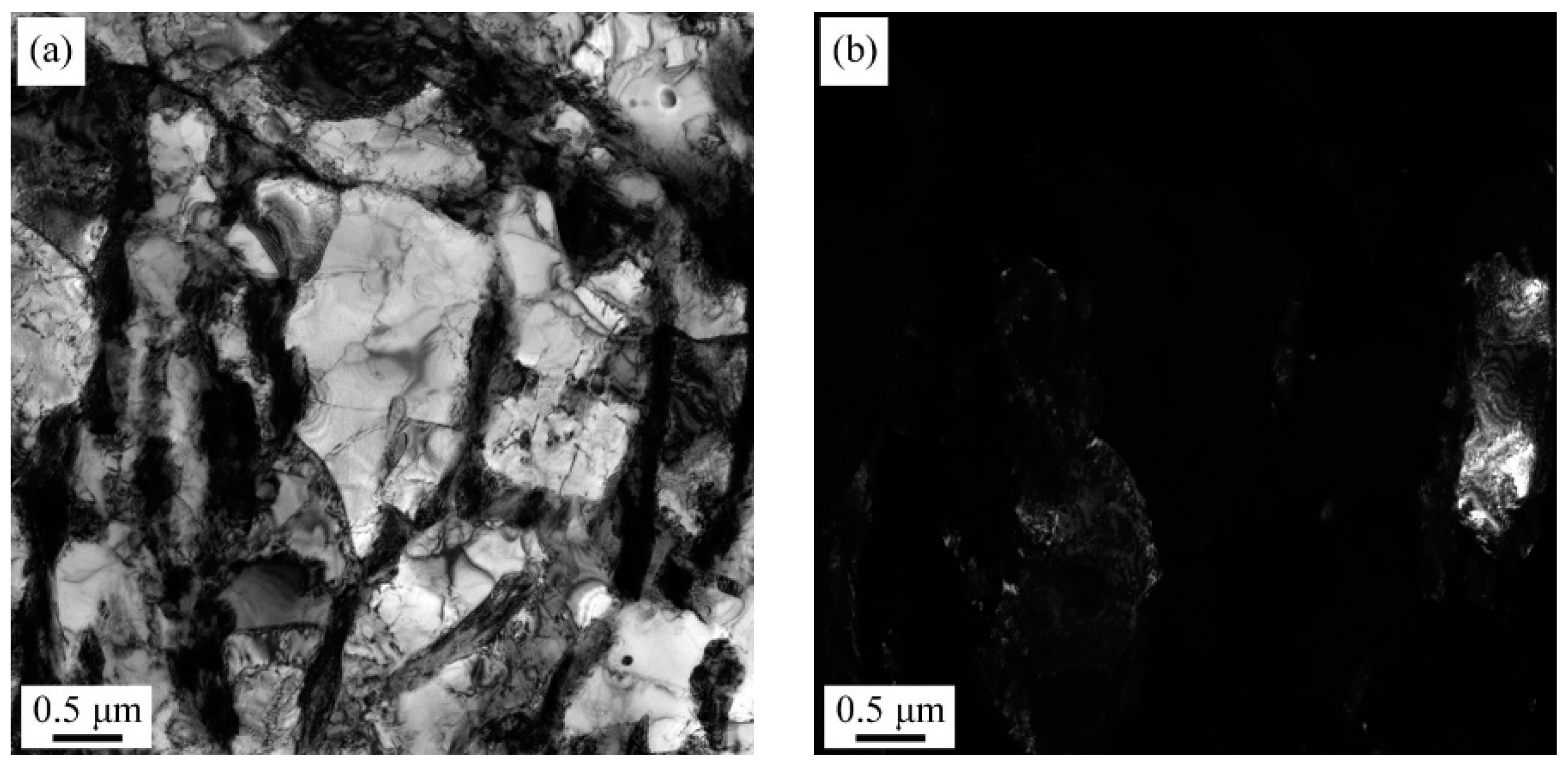
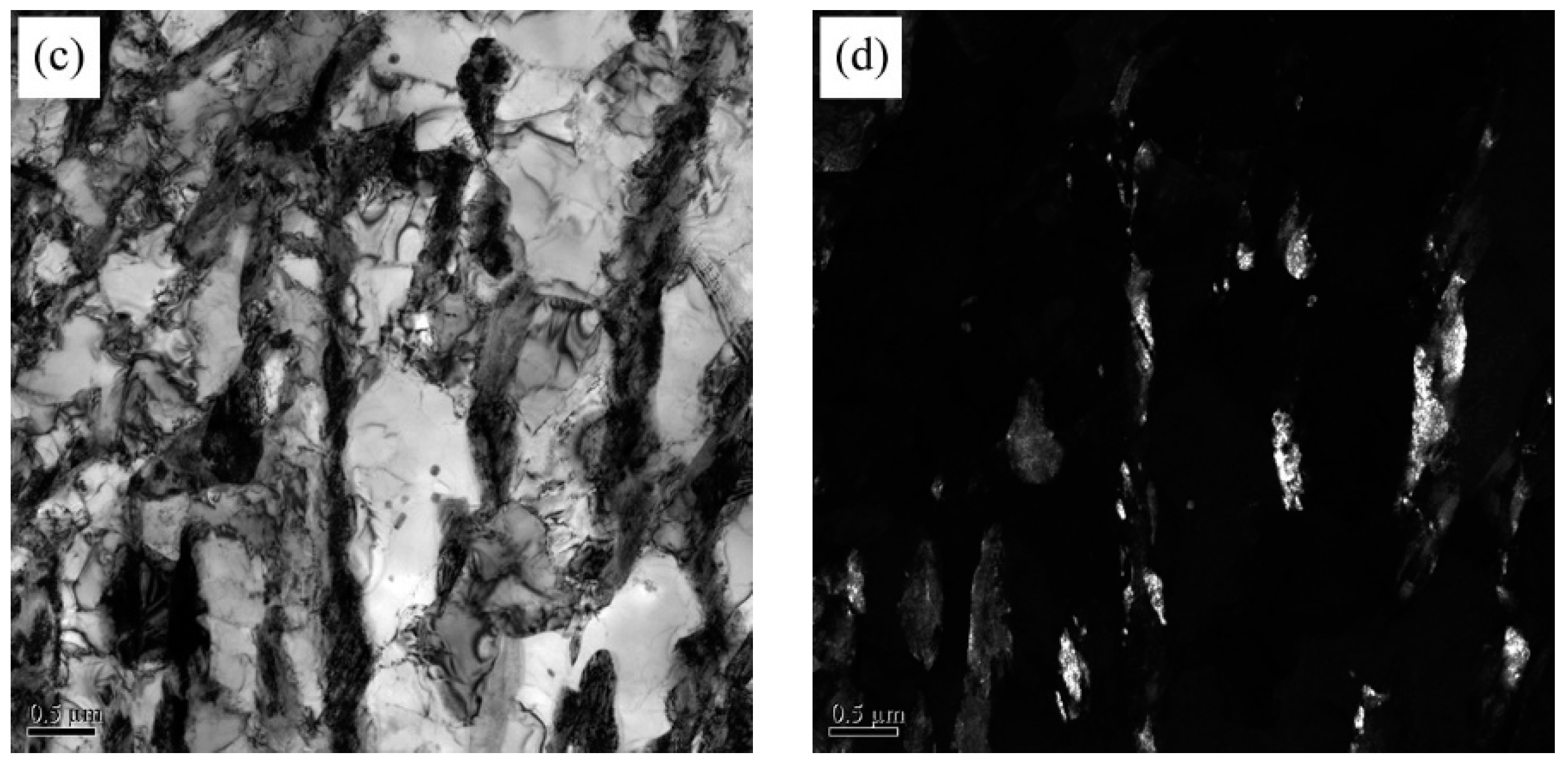
- The intercritical quenching temperature had a significant impact on the content, domain size, morphology, and distribution of retained austenite. With increasing intercritical quenching temperature, the content of retained austenite increased, the domain size increased first and then decreased, the distribution extended from the grain boundary to the martensite lath boundary, and the morphology developed from blocks to strips;
- (2)
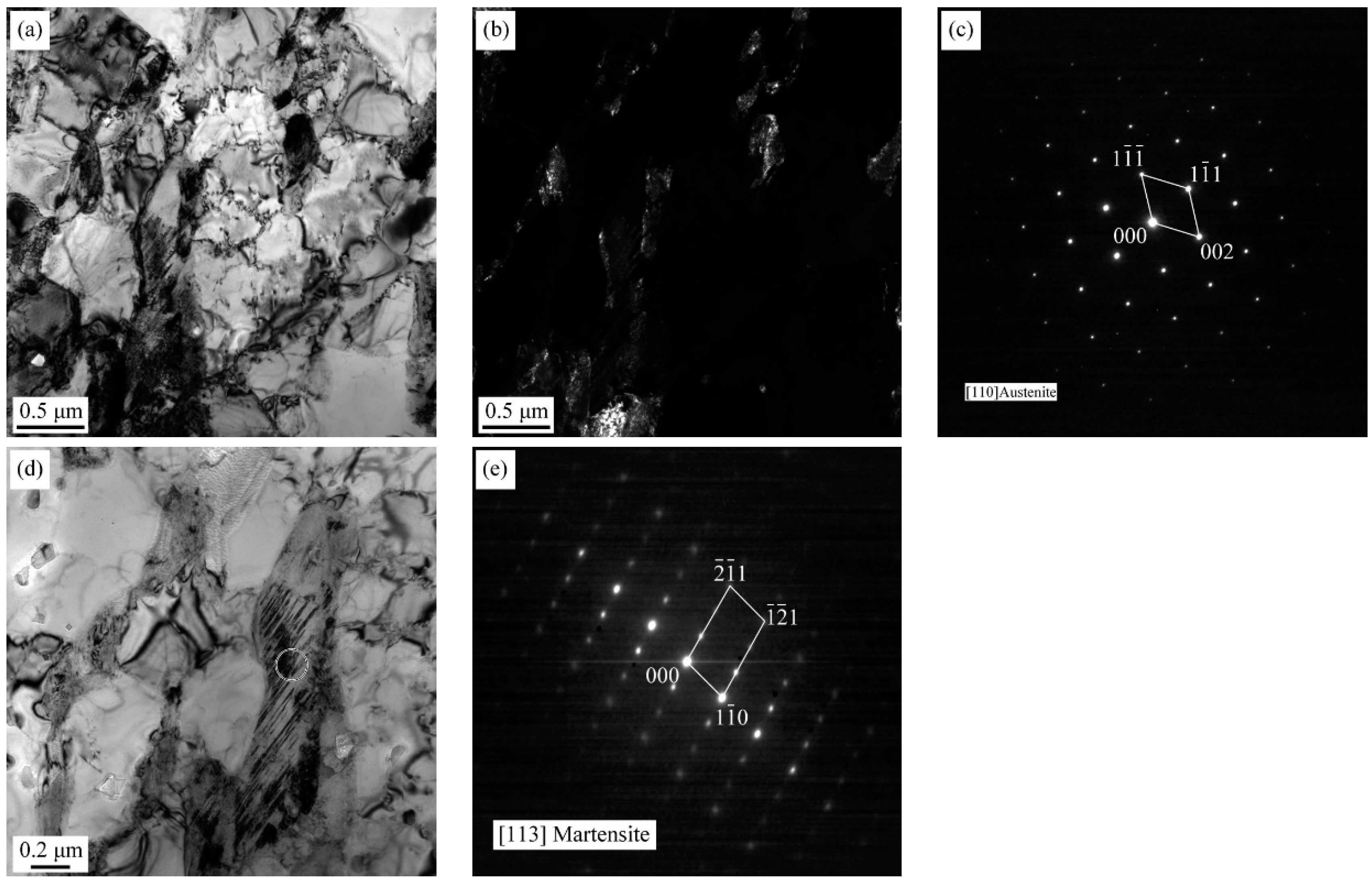
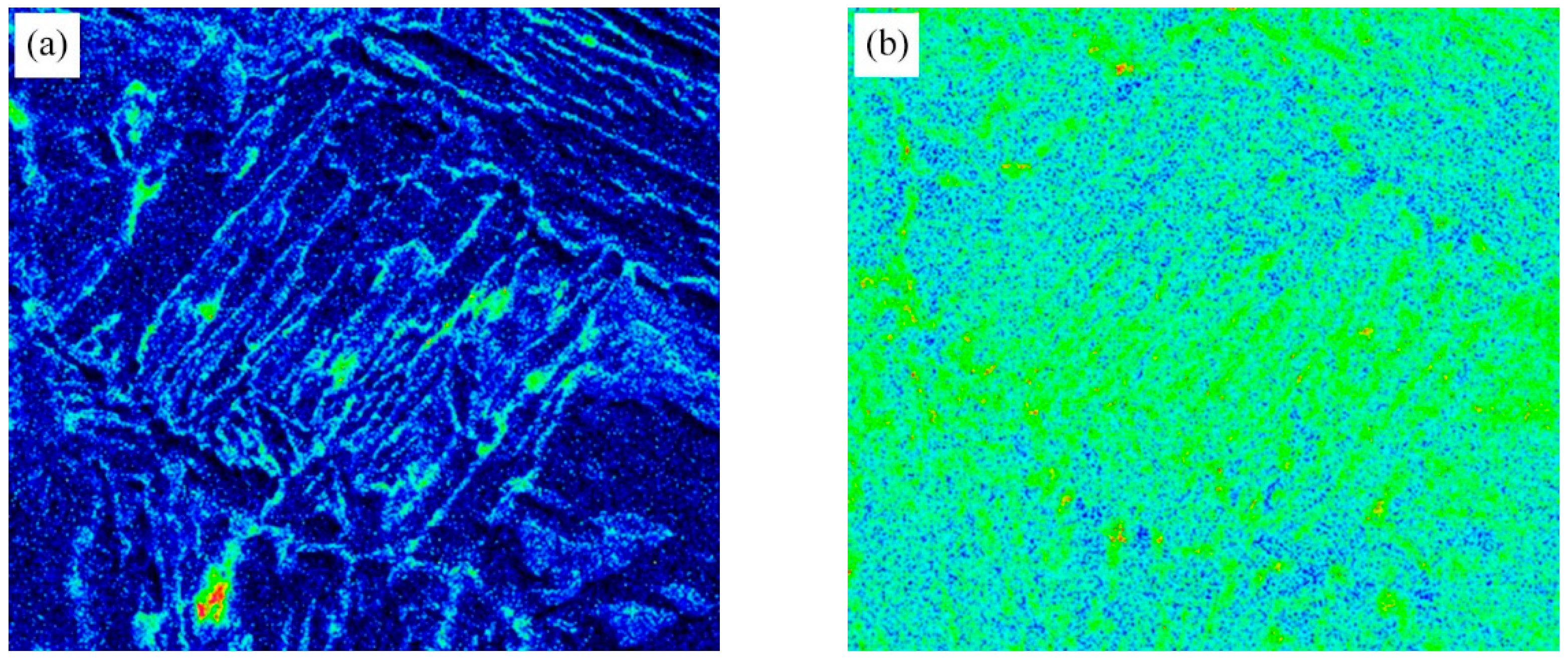
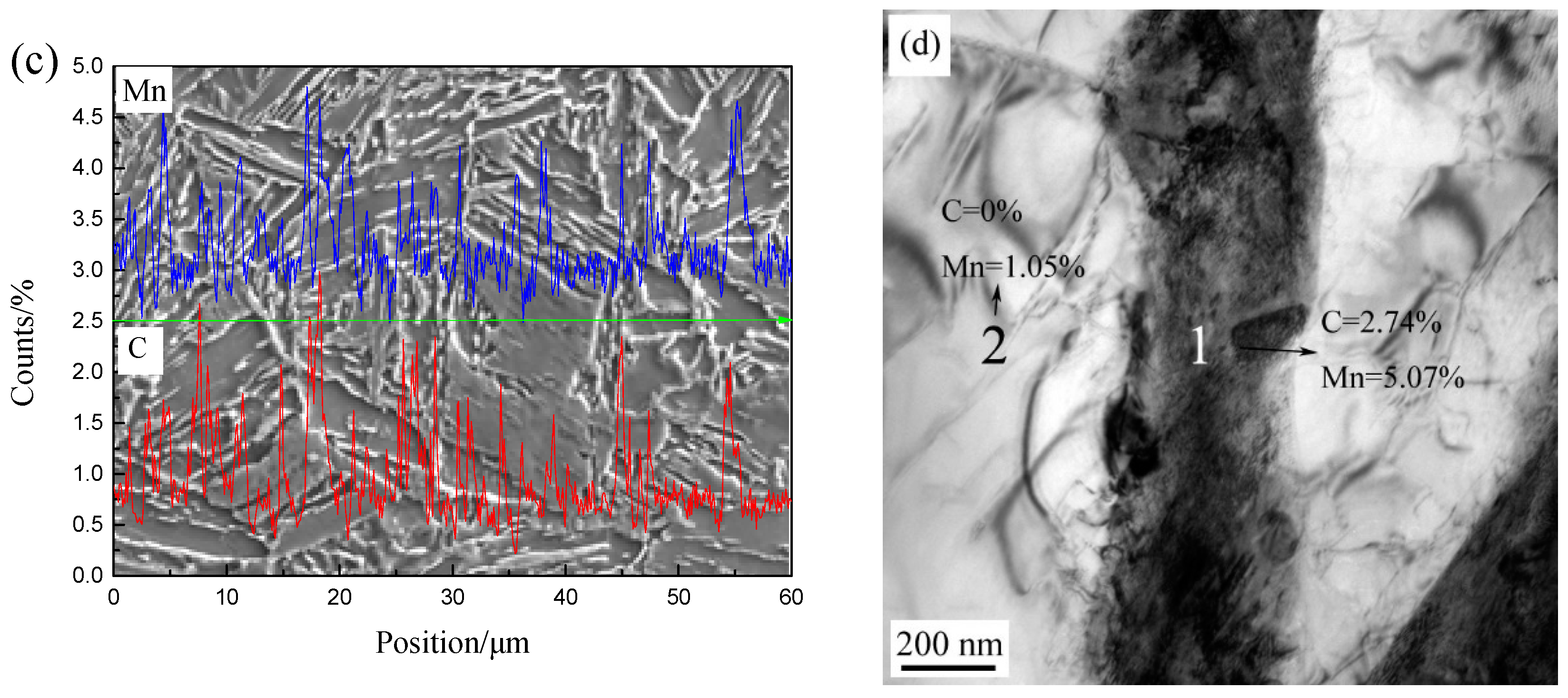
- During the critical heat treatment process, significant element aggregation occurred, and a large amount of C and Mn from the surrounding structure accumulated in the retained austenite, which made it stable at room temperature and even low temperatures;
- (3)
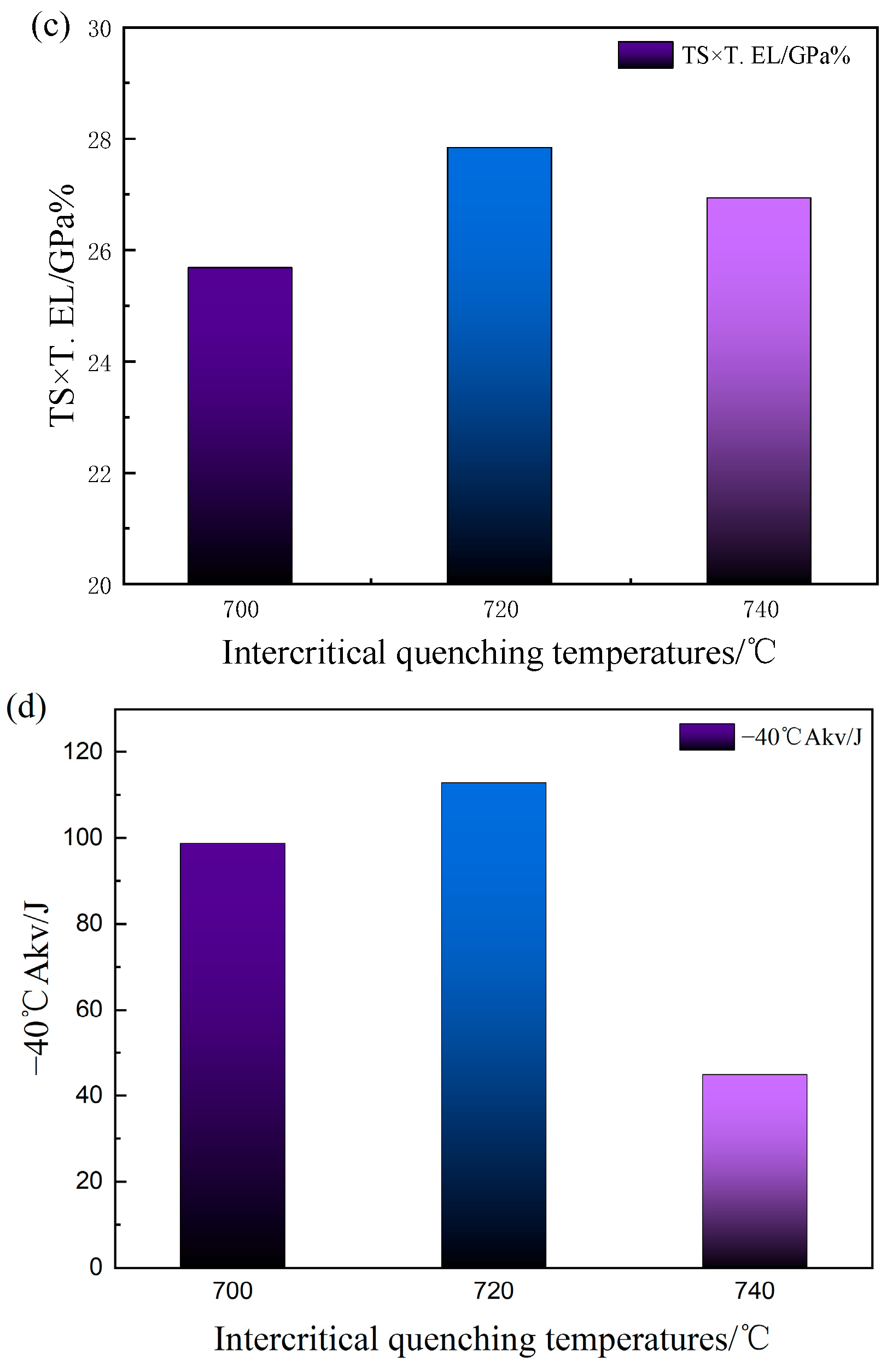
- The characteristics of retained austenite had a small effect on the tensile properties, but they had a significant impact on low-temperature impact properties. The impact energy of IQ720 at −40 °C reached 110 J, while the impact energy of IQ740 with the highest retained austenite content was only 40 J, which was closely related to the stability of the retained austenite;
- (4)
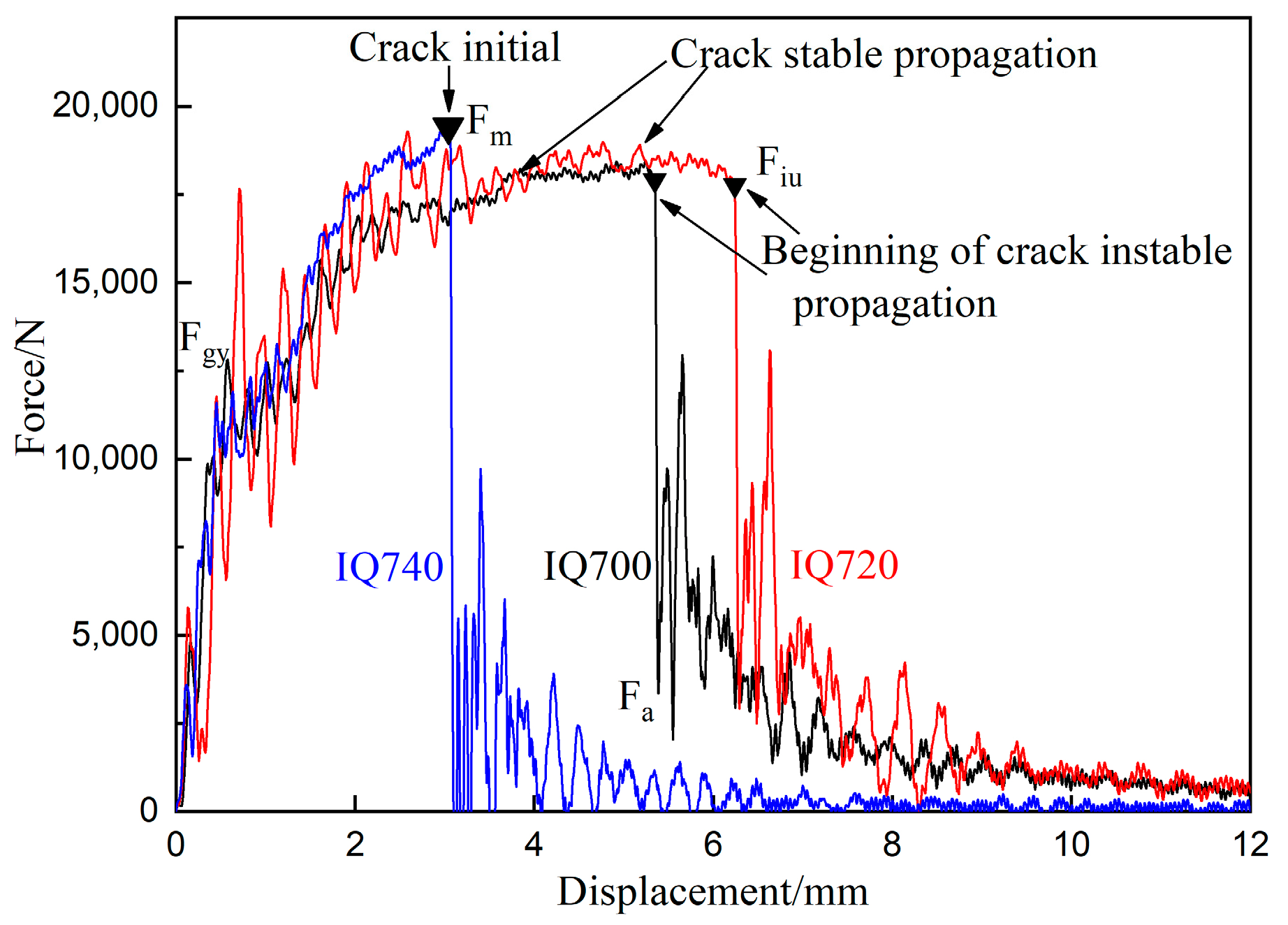
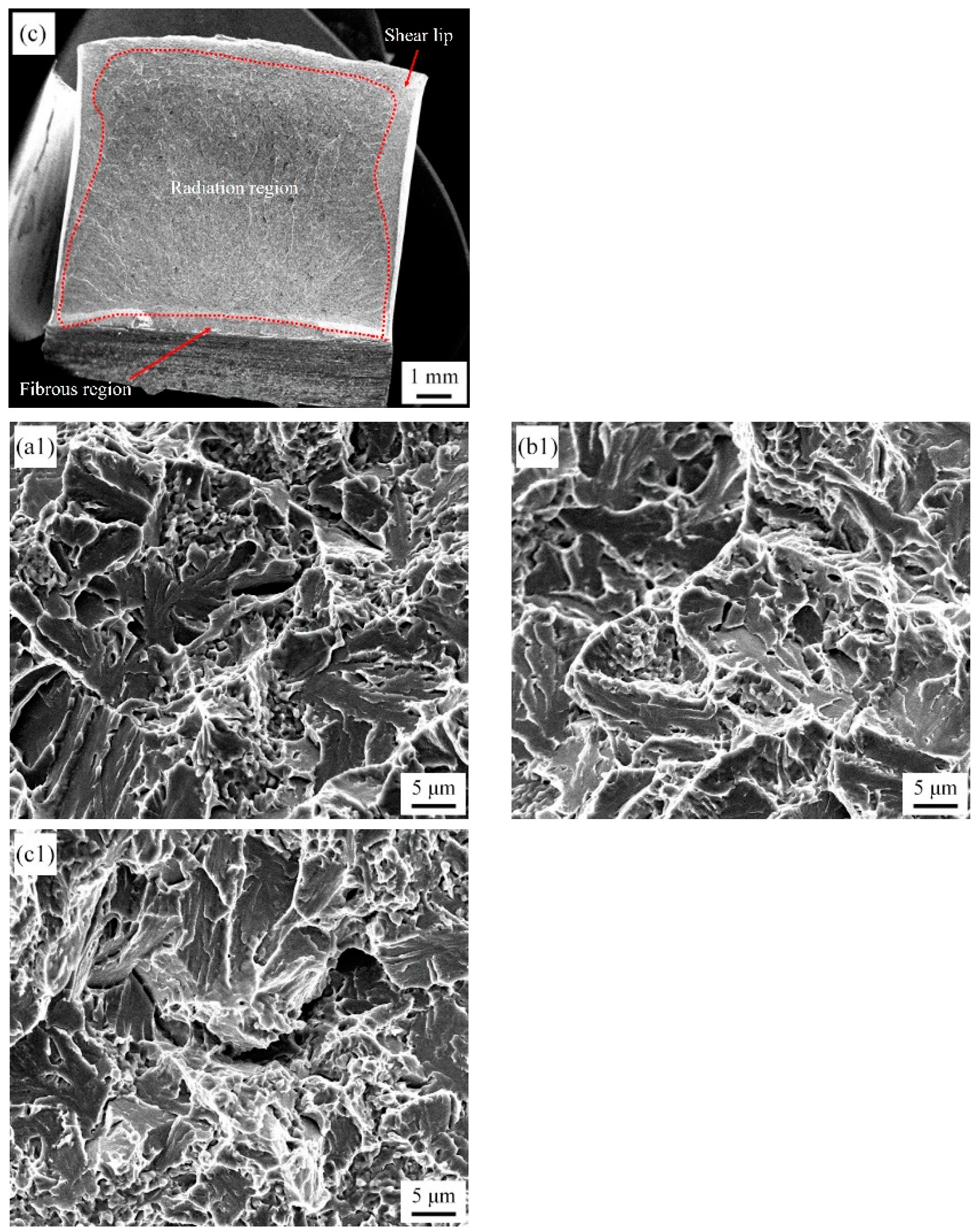
- The crack formation absorption energy of IQ740 was relatively small, and the corresponding fiber region of the impact fracture was small. This indirectly indicated that retained austenite transformed into brittle high-carbon martensite, which did not hinder crack growth but became the nucleation site of the crack. The retained austenite in IQ720 was stable at low temperatures, which hindered crack propagation and improved the impact performance of the steel;
- (5)
- The use of medium manganese steel is greatly limited by its welding performance. Subsequent research may mainly focus on improving the welding performance of medium manganese steel to meet the needs of industrial applications. Appropriately reducing the manganese content may be a good solution.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Suh, D.W.; Kim, S.J. Medium Mn transformation-induced plasticity steels: Recent progress and challenges. Scri. Mater. 2017, 126, 63–67. [Google Scholar] [CrossRef]
- Field, D.M.; Magagnosc, D.J.; Hornbuckle, B.C.; Lloyd, J.T.; Limmer, K.R. Tailoring γ-austenite stability to improve strength and toughness of a medium-Mn steel. Metall. Mater. Trans. A 2022, 53, 2530–2543. [Google Scholar] [CrossRef]
- Kwok, T.W.J.; Gong, P.; Xu, X.; Nutter, J.; Rainforth, W.M.; Dye, D. Microstructure evolution and tensile behaviour of a cold rolled 8wt pct Mn medium manganese steel. Metall. Mater. Trans. A 2021, 53, 597–609. [Google Scholar] [CrossRef]
- Yang, D.P.; Du, P.J.; Wu, D.; Yi, H.L. The microstructure evolution and tensile properties of medium-Mn steel heat-treated by a two-step annealing process. J. Mater. Sci. Technol. 2021, 75, 205–215. [Google Scholar] [CrossRef]
- Li, Z.C.; Ding, H.; Misra, R.D.K.; Cai, Z.H. Microstructure-mechanical property relationship and austenite stability in medium-Mn TRIP steels: The effect of austenite-reverted transformation and quenching-tempering treatments. Mater. Sci. Eng. A 2017, 682, 211–219. [Google Scholar] [CrossRef]
- Kwiatkowski da Silva, A.; Inden, G.; Kumar, A.; Ponge, D.; Gault, B.; Raabe, D. Competition between formation of carbides and reversed austenite during tempering of a medium-manganese steel studied by thermodynamic-kinetic simulations and atom probe tomography. Acta Mater. 2018, 147, 165–175. [Google Scholar]
- Yoon, Y.C.; Lee, S.I.; Oh, D.K.; Hwang, B. Microstructure and low-temperature toughness of intercritically annealed Fe–9Mn-0.2C Medium-Mn steels containing Al, Cu, and Ni. Mater. Sci. Eng. A 2022, 854, 143804. [Google Scholar] [CrossRef]
- Wu, R.M.; Xu, Y.; Li, K.C. Role of metastable austenite on crack resistance of quenching and partitioning sheet steels. Metals 2023, 13, 762. [Google Scholar] [CrossRef]
- Shin, S.H.; Yoon, Y.C.; Lee, S.I.; Hwang, B. Improvement in low-temperature toughness of Fe-6.5Mn-0.08C Medium-Mn steel by multi-step heat treatment. J. Mater. Res. Technol. 2023, 26, 3558–3570. [Google Scholar] [CrossRef]
- Jing, S.Y.; Ding, H.; Ren, Y.P.; Cai, Z.H. A new insight into annealing parameters in tailoring the mechanical properties of a medium Mn steel. Scripta Mater. 2021, 202, 114019. [Google Scholar] [CrossRef]
- Wan, X.H.; Liu, G.; Yang, Z.G.; Chen, H. Flash annealing yields a strong and ductile medium Mn steel with heterogeneous microstructure. Scripta Mater. 2021, 198, 113819. [Google Scholar] [CrossRef]
- Kim, D.H.; Kang, J.H.; Ryu, J.H.; Kim, S.J. Effect of austenitization of cold-rolled 10 wt% Mn steel on microstructure and discontinuous yielding. Mater. Sci. Eng. A 2020, 774, 138930. [Google Scholar] [CrossRef]
- Stadler, M.; Schnitzer, R.; Gruber, M.; Steineder, K.; Hofer, C. Microstructure and Local Mechanical Properties of the Heat-Affected Zone of a Resistance Spot Welded Medium-Mn Steel. Materials 2021, 14, 3362. [Google Scholar] [CrossRef] [PubMed]
- Pouranvari, M.; Marashi, S.P.H. Critical review of automotive steels spot welding: Process, structure and properties. Sci. Technol. Weld. Joi. 2013, 18, 361–403. [Google Scholar] [CrossRef]
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Clarke, A.J.; Speer, J.G.; Miller, M.K.; Hackenberg, R.E.; Edmonds, D.V.; Matlock, D.K.; Rizzo, F.C.; Clarke, K.D.; De Moor, E. Carbon partitioning to austenite from martensite or bainite during the quench and partition (Q&P) process: A critical assessment. Acta Mater. 2008, 56, 16–22. [Google Scholar]
- Wu, R. Effect of Retained Austenite on the Fracture Toughness of Quenching and Partitioning (Q&P)-Treated Sheet Steels. Metall. Mater. Trans. A 2014, 45, 1892–1902. [Google Scholar]
- Jin, X.; Totten, G.E.; Colas, R. Encyclopedia of Iron, Steel, and Their Alloys; CRC Press: Boca Raton, FL, USA, 2016; pp. 2761–2775. [Google Scholar]
- Wang, F.; Zhu, Y.; Zhou, H.; Jiang, B.; Wang, G. A novel microstructural design and heat treatment technique based on gradient control of carbon partitioning between austenite and martensite for high strength steels. Sci. China Technol. Sci. 2013, 56, 1847–1857. [Google Scholar] [CrossRef]
- Zhong, N.; Wang, X.D.; Wang, L.; Rong, Y.H. Enhancement of the mechanical properties of a Nb-microalloyed advanced high-strength steel treated by quenching–partitioning–tempering process. Mater. Sci. Eng. A 2009, 506, 111–116. [Google Scholar] [CrossRef]
- Yi, H.L.; Chen, P.; Hou, Z.Y.; Hong, N.; Cai, H.L.; Xu, Y.B.; Wu, D.; Wang, G.D. A novel design: Partitioning achieved by quenching and tempering (Q–T & P) in an aluminium-added low-density steel. Scripta Mater. 2013, 68, 370–374. [Google Scholar]
- Kuziak, R.; Kawalla, R.; Waengler, S. Advanced high strength steels for automotive industry. Arch. Civ. Mech. Eng. 2008, 8, 103–117. [Google Scholar] [CrossRef]
- Luo, H.W.; Dong, H. New ultrahigh-strength Mn-alloyed TRIP steels with improved formability manufactured by intercritical annealing. Mater. Sci. Eng. A 2015, 626, 207–212. [Google Scholar] [CrossRef]
- Grassel, O.; Krüger, L.; Frommeyer, G.; Meyer, L.W. High strength Fe–Mn–(Al, Si) TRIP/TWIP steels development—Properties—Application. Int. J. Plast. 2000, 16, 1391–1409. [Google Scholar] [CrossRef]
- De Cooman, B.C. Structure–properties relationship in TRIP steels containing carbide-free bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 285–303. [Google Scholar] [CrossRef]
- Dai, Z.B.; Chen, H.; Ding, R.; Lu, Q.; Zhang, C.; Yang, Z.G.; van der Zwaag, S. Fundamentals and application of solid-state phase transformations for advanced high strength steels containing metastable retained austenite. Mater. Sci. Eng. R 2021, 143, 100590. [Google Scholar] [CrossRef]
- Sun, B.H.; Fazeli, F.; Scott, C.; Brodusch, N.; Gauvin, R.; Yue, S. The influence of silicon additions on the deformation behavior of austenite-ferrite duplex medium manganese steels. Acta Mater. 2018, 148, 249–262. [Google Scholar] [CrossRef]
- Hu, B.; Luo, H.W. A novel two-step intercritical annealing process to improve mechanical properties of medium Mn steel. Acta Mater. 2019, 176, 250–263. [Google Scholar] [CrossRef]
- Xie, Z.J.; Ren, Y.Q.; Zhou, W.H.; Yang, J.R.; Shang, C.J.; Misra, R.D.K. Stability of retained austenite in multi-phase microstructure during austempering and its effect on the ductility of a low carbon steel. Mater. Sci. Eng. A 2014, 603, 69–75. [Google Scholar] [CrossRef]
- Han, J.; Kang, S.H.; Lee, S.J.; Lee, Y.K. Fabrication of bimodal-grained Al-free medium Mn steel by double intercritical annealing and its tensile properties. J. Alloys Compd. 2016, 681, 580–588. [Google Scholar] [CrossRef]
- Zhou, W.H.; Challa, V.S.A.; Guo, H.; Shang, C.J.; Misra, R.D.K. Structure-mechanical property relationship in a low carbon Nb-Cu microalloyed steel processed through a three-step heat treatment: The effect of tempering process. Mater. Sci. Eng. A 2015, 620, 454–462. [Google Scholar] [CrossRef]
- Arlazarov, A.; Gouné, M.; Bouaziz, O.; Hazotte, A.; Petitgand, G.; Barges, P. Evolution of microstructure and mechanical properties of medium Mn steels during double annealing. Mater. Sci. Eng. A 2012, 152, 31–39. [Google Scholar] [CrossRef]
- Xu, Y.B.; Hu, Z.P.; Zou, Y.; Tan, X.D.; Han, D.T.; Chen, S.Q.; Ma, D.G.; Misra, R.D.K. Effect of two-step intercritical annealing on microstructure and mechanical properties of hot-rolled medium manganese TRIP steel containing δ-ferrite. Mater. Sci. Eng. A 2017, 688, 40–55. [Google Scholar] [CrossRef]
- Zou, Y.; Xu, Y.B.; Hu, Z.P.; Gu, X.L.; Peng, F.; Tan, X.D.; Chen, S.Q.; Han, D.T.; Misra, R.D.K.; Wang, G.D. Austenite stability and its effect on the toughness of a high strength ultra-low carbon medium manganese steel plate. Mater. Sci. Eng. A 2016, 675, 153–163. [Google Scholar] [CrossRef]
- Hu, B.J.; Zheng, Q.Y.; Lu, Y.; Jia, C.N.; Liang, T.; Zheng, C.W.; Li, D.Z. Stabilizing austenite via intercritical Mn partitioning in a medium Mn steel. Scripta Mater. 2023, 225, 115162. [Google Scholar] [CrossRef]
- Zhou, S.B.; Hu, F.; Zhou, W.; Cheng, L.; Hu, C.Y.; Wu, K.M. Effect of retained austenite on impact toughness and fracture behavior of medium carbon submicron-structured bainitic steel. J. Mater. Res. Technol. 2021, 14, 1021–1034. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, L.; Liu, J.; Deng, X.; Wang, Z. Achieving High Plasticity and High Toughness of Low-Carbon Low-Alloy Steel through Intercritical Heat Treatment. Metals 2023, 13, 1737. https://doi.org/10.3390/met13101737
Huang L, Liu J, Deng X, Wang Z. Achieving High Plasticity and High Toughness of Low-Carbon Low-Alloy Steel through Intercritical Heat Treatment. Metals. 2023; 13(10):1737. https://doi.org/10.3390/met13101737
Chicago/Turabian StyleHuang, Long, Jia Liu, Xiangtao Deng, and Zhaodong Wang. 2023. "Achieving High Plasticity and High Toughness of Low-Carbon Low-Alloy Steel through Intercritical Heat Treatment" Metals 13, no. 10: 1737. https://doi.org/10.3390/met13101737
APA StyleHuang, L., Liu, J., Deng, X., & Wang, Z. (2023). Achieving High Plasticity and High Toughness of Low-Carbon Low-Alloy Steel through Intercritical Heat Treatment. Metals, 13(10), 1737. https://doi.org/10.3390/met13101737