Abstract
Super 13Cr steels, which combine high strength and excellent corrosion resistance, are the optimal choice for developing and exploiting complex oil and gas wells, particularly in high-CO2 environments. In this study, we conducted a corrosion assessment of several high-strength steels of the 13Cr type with different alloying systems. We identified the primary parameters responsible for the corrosion resistance of these steels based on our research findings and suggested ways to optimize their chemical composition and select the most economically viable option. We demonstrate the importance of selecting the appropriate alloying system and the impact of non-metallic inclusions (NMIs) on the corrosion properties of the high strength 13Cr material.
1. Introduction
In most cases, pipe failures in the oil and gas industry occur due to internal corrosion [1]. With traditional oil and gas reserves depleting, the production of hard-to-recover oil is increasing, leading to the utilization of new methods [2,3,4,5,6,7]. This development leads to the exploitation of materials in extreme conditions [8,9,10,11,12], resulting in premature equipment failure [13,14,15,16,17,18] when operating in aggressive environments containing chlorine ions (Cl−), carbon dioxide (CO2), and hydrogen sulfide (H2S). Sulfide stress corrosion cracking (SSC), which is typical for materials in a hydrogen sulfide-containing environment, causes metal cracking under the action of corrosion and tensile stresses in the presence of moisture and hydrogen sulfide [9,18,19,20,21].
Economic challenges have led to a new impulse for the development of new materials for tubing which possess high mechanical characteristics and increased resistance to sulfide stress corrosion cracking and general and local corrosion in CO2-saturated environments. Consequently, the current state of development of the oil and gas complex demands that consumers require high-quality and reliable tubular products [22] with constantly increasing requirements [23].
In challenging downhole environments characterized by high temperature, high pressure, and CO2 saturation, along with the possibility of low H2S concentrations, 13Cr corrosion-resistant steels (API 5CT) are commonly used as tubing and casing materials. In such aggressive conditions, the use of low-alloy steels is not recommended as hydrogen from H2S diffuses into the metal and significantly reduces the fracture resistance of carbon steels [24]. Additionally, the resistance of steels to sulfide stress corrosion cracking is dependent on the environmental pH. For example, at pH < 3.0, crack initiation can occur at a chloride concentration of 600 ppm [25,26]. Therefore, careful selection of materials and operating conditions is crucial for ensuring the reliability and safety of oil and gas wells.
In the pipe industry, martensitic corrosion-resistant steels are commonly used for aggressive downhole conditions saturated with CO2 and H2S at high pressure and high temperature. Currently, two subclasses of martensitic corrosion-resistant steels are utilized in the pipe industry. The well-known steels AISI 410S and AISI 420 have a simple alloying system and low cost but are limited in strength (L80, R95), corrosion resistance, and impact strength, especially at low temperatures. On the other hand, low carbon supermartensitic steels contain several expensive alloying elements that provide high cost, increased tensile strength (R95, P110, Q135), high impact strength, and corrosion resistance. However, these materials are not economical solutions for end users. Alternatively, highly resistant alloyed steel grades, such as duplex (22Cr-5Ni-3Mo) or super duplex (25Cr-7Ni-3Mo), are considered, but they are even more expensive and could be implemented for specific applications [27].
The properties of supermartensitic 13Cr steels are greatly improved compared to traditional martensitic-ferritic stainless steel (such as AISI 410S) due to the presence of residual austenite in the matrix structure of low-carbon martensite without δ-ferrite. These steels typically contain 12–14% Cr, 4–6% Ni, 0.5–2% Mo, and less than 0.03% carbon, with additional elements, such as titanium, vanadium, and niobium, to prevent softening during tempering and improve impact strength, especially at low temperatures [1,2,8,13,14,19,28]. Tungsten and copper are also added for further enhancement of the mechanical properties [3,4,9].
The properties of 13Cr steels are significantly influenced by the carbon content. With a decrease in the carbon content, the ductility of the steel increases, the impact resistance increases, and the machinability improves, while the hardness and strength decrease. Additional alloying of steels of the supermartensitic 13Cr type with strong carbide-forming elements in an amount of up to 0.05% contributes to a significant increase in strength properties due to secondary hardening without a negative effect on the ductile and corrosion properties [29,30,31].
The carbon content significantly affects the ductility, impact resistance, machinability, hardness, and strength of steel [32]. Steels with a low carbon concentration, known as supermartensitic 13Cr, exhibit better properties but are expensive to produce and not suitable for tubing applications. The studied steels have a transitional composition between conventional 13Cr and supermartensitic 13Cr, and this work aims to determine the optimal chemical composition of 13Cr steels for corrosion resistance and mechanical properties.
The study evaluates the corrosion resistance of martensitic 13Cr P110 tubing after operation. For studying steel options that exhibit satisfactory properties, several new grades of martensitic 13Cr stainless steel types were developed (13Cr-4Ni-1Mo (P110), 13Cr-3Ni-1Mo (P110), 13Cr-5Ni-2Mo (P110), and 13Cr-5Ni-2Mo (Q135)) and manufactured without the vacuum oxygen degasser (VD/VOD) processes, with [C] = 0.06–0.09%. The entire life cycle, from melting to the final pipe, was simulated during the laboratory sample production process. Corrosion properties of the samples during laboratory testing were assessed under simulated operational conditions. The objectives are to evaluate corrosion properties, electrochemical performance, resistance to sulfide cracking, and non-metallic inclusions and their effect on corrosion resistance.
2. Materials and Methods
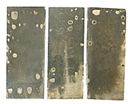
At the beginning, studies were conducted on samples of a production tubing made of 13Cr-2Ni steel with a strength group of P110 (Table 1) after operation. Numerous pittings were observed on the tubing after operation (Figure 1). The tubing was used in an oil well. The operating conditions involved a combination of approximately 1% H2S, 1.5% CO2, and a total mineralization of produced water at 50,000 mg/L.

Table 1.
The mechanical properties.

Figure 1.
Surface of the tubing after operation: (a) local corrosion, ×50; (b) local corrosion, ×25.
For comparison, experimental closest analogues with additional Ni and Mo-alloyed 13Cr stainless steels were chosen. The properties of the investigated steels are presented in Table 2. For a preliminary assessment of the corrosion resistance, we calculated the pitting resistance equivalent number (PREN). Numbers, shown in Table 3, based on the actual chemical composition, according to the formula PREN = % Cr + 3.3 (% Mo + % 0.5 W) + % 16 N, where % is the mass fraction of the element, expressed as a percentage.
Table 2.
The mechanical properties of the investigated steels.
Table 3.
Results of chemical analysis of corrosion products from the EDS data.
The specimens were etched by Vilella’s etchant, which contained 5 mL hydrochloric + 4 g picric acid + 100 mL ethyl alcohol. The microstructure was assessed using optical microscopy at ×500 magnifications on a Reichert-Jung MeF3A5 (Reichert Inc., Depew, NY, USA) microscope. Microstructures of the samples were evaluated at different distances from the external wall of the tubing. For metallographic analysis of corrosion products, longitudinal specimens were obtained from the pitting depicted in Figure 1a. The extraction was carried out using an erosion machine with a corrosion-neutral cutting fluid to minimize the deleterious effects of corrosion products. Studies of corrosion products on the surface of the tubing were conducted using electron microscopy on a TESCAN VEGA scanning electron microscope (SEM, TESCAN, Brno, Czech Republic) equipped with an INCA X-Max-50 energy dispersive X-ray spectrometer (EDS, Oxford Instruments, Oxford, UK).
Electrochemical studies were carried out using a Versa Princeton Applied Research potentiostat (AMETEK Inc., Berwyn, PA, USA) equipped with specialized software (AMETEK Inc., Berwyn, PA, USA) on three-electrode cells according to ASTM G3, G59, and G102. A 3% NaCl solution was used as the working electrolyte under conditions of natural electrolyte deaeration and at room temperature (~23 °C) with a pH of 3, 6.5, and 11. When the cell was saturated with CO2 or H2S, the solution was deaerated. Based on the results of these tests, the most aggressive environment was chosen for subsequent critical-condition tests. Thus, evaluation of the electrochemical characteristics presented in Table 2 was carried out in a 3% NaCl solution saturated with CO2 with a pH value of 2.8–3.0 at a temperature of 60 °C on samples in the form of plates. The analyzed surface area of all samples was 1 cm2. Surface preparation was carried out by grinding and polishing. The research procedure consisted of immersing the sample in the test environment, measuring the equilibrium corrosion potential (Eq) for 55 min (3300 s), and carrying out subsequent linear polarization in the potential range from −250 to 250 mV with a sweep rate of 0.16 mV/s to obtain a polarization curve. The corrosion current density was determined graphically to determine the corrosion rate using the Tafel equation.
The operating conditions were simulated using an autoclave; 50 by 30 by 5 mm plate samples were immersed in a solution of 5% NaCl and 0.5% acetic acid with a solution pH of 3–4. The vessel was sealed, deaerated with nitrogen, saturated with carbon dioxide up to a total pressure of 3 MPa, and heated to a temperature of 80 °C. The tests were carried out for 240 h. After exposure, the samples were removed from the autoclave and rinsed with flowing water to remove corrosion products. Subsequently, they were dried using paper and organic solvents (acetone). Any remaining corrosion residues were removed using gentle abrasives (erasers). The weight loss of the samples was determined and visually evaluated (according to ASTM G1).
The corrosion rate was calculated using the formula:
where 1.129 is the coefficient for steels of the martensitic class of type 13Cr for converting the dimension of the rate of general corrosion in g/m2h into the dimension of mm/year; is the mass of the sample before testing, g; is the mass of the sample after testing, g; is the surface area of the sample, m2; and t-test duration, hours.
Sulfide stress corrosion cracking resistance was evaluated according to NACE TM0177, method A, on cylindrical samples in a solution of 5% NaCl plus 0.5% acetic acid, with pH of 3, and then saturated with 10% H2S. The duration of the tests was 720 h. The applied stress on the samples was 80% of the standard minimum yield strength (SMYS). After testing, it was assessed visually for cracks.
The influence of the type and composition of non-metallic inclusions (NMIs) on the quality of the steel was evaluated using electrolytic etching, which involves the dissolution of the matrix and residue analysis.
Metal samples were used for three-dimensional (3-D) investigations of non-metallic inclusions extracted using the electrolytic extraction (EE) technique. The electrolytic extractions were carried out at the KTH Royal Institute of Technology (Stockholm, Sweden) by using the following extraction parameters: electrolyte, 10%AA (10% acetylacetone-1% tetramethyl-ammonium chloride-methanol); electric current, 40~60 mA; voltage, 2.9~3.8 V. After an electrolytic dissolution of metal matrix, the non-metallic inclusions, which did not dissolve in the given electrolyte, were collected on a surface of a membrane polycarbonate film filter (with a 0.4 µm open-pore diameter) during filtration of the electrolyte after the completed EE [20,31]. The characteristics of inclusions (such as size, morphology, and chemical composition) were analyzed by using an SEM combined with EDS. The NMIs were investigated on film filters and on surfaces of metal samples after EE.
The types of inclusions, their sizes, and the coefficient of dissolution of the metallic matrix around the inclusion () were determined:
where is the areas of inclusion, and is the areas of craters.
3. Results
3.1. Investigations of the Pipe Sample after Operation
During the investigation of the microstructure of the samples at different distances from the external wall of the pipe, no critical structural features were observed. The steel structure corresponded to tempered martensite (Figure 2).
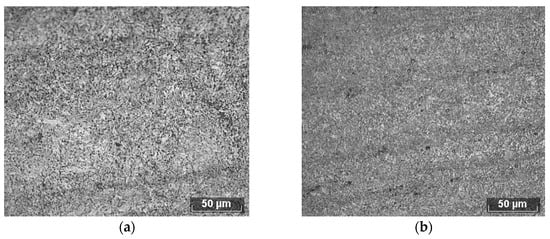
Figure 2.
Microstructure in the sample, ×200: (a) in the middle; (b) on the surface.
Figure 3 shows an electronic photograph of corrosion damage, while Table 3 lists the chemical compositions of the corrosion products.
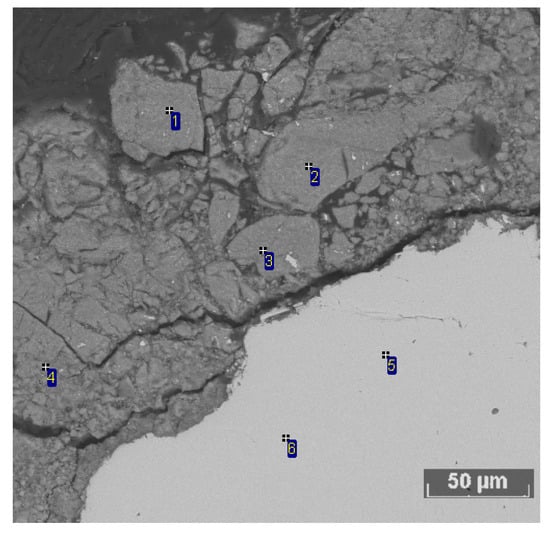
Figure 3.
SEM image of corrosion products.
The corrosion products contain the following elements: S is found in the products resulting from the interaction of iron with H2S or SO42−; Ca replaces iron and nickel atoms during corrosion; an increase in Cr concentration above the specified 13% is attributed to iron dissolution; Cr, Fe, O and S are present as iron and chromium oxide oxidation products (Cr2O3, FeS, FeO and FeCO3). These components in the table indicate the existence of two gases in the operating environment—H2S and CO2 with the presence of chlorides. For 13Cr steels, these conditions can lead to premature failure. To assess the impact of the operating environment parameters as well as the presence of hydrogen sulfide and carbon dioxide, electrochemical tests were conducted under variable conditions.
Figure 4 depicts polarization curves plotted in coordinates of potential versus current density. The studies were conducted to assess the influence of various parameters—presence of CO2, H2S or in the open cell (without saturation and deaeration, “air”) with different pH values—on the corrosion resistance of the samples from the investigated pipe.
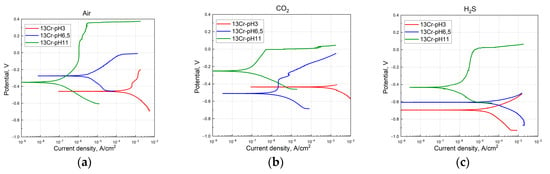
Figure 4.
Polarization curves for 13Cr-2Ni sample: (a) in open cell, (b) saturated with CO2, (c) saturated with H2S.
The results revealed high corrosion resistance of the P110-13Cr steel in an environment with pH 11 and no gas saturation. However, when the pH is lowered to 6.5, the corrosion rate increases to 0.04 mm/year, and corrosion exhibits a localized nature. Further reduction of pH to 3 significantly elevates the corrosion rate to 1.5 mm/year, and corrosion becomes more general.
In an environment with pH 11 and CO2 saturation, the metal remains passive and corrosion-resistant. Nevertheless, when the pH is reduced to 6.5, the corrosion rate increases to 0.02 mm/year, and corrosion exhibits a pitting. With a pH decrease to 3, along with CO2 saturation, the corrosion rate escalates to 2.2 mm/year, and corrosion becomes more general.
In an environment with pH 11 and H2S saturation, the metal remains passive, and the corrosion rate is 0.001 mm/year. However, when the pH is lowered to 7-3, the corrosion rate increases to 0.86–1.5 mm/year, and corrosion proceeded more through the general mechanism rather than the local.
Subsequently, the theoretical corrosion rates of the investigated samples were calculated and recorded in Table 4.
Table 4.
Results of electrochemical studies.
From the results presented in Figure 4 and Table 4, it is evident that pH critically influences the material’s resistance in the environment. In the case of low pH, this steel did not exhibit stainless properties and dissolved in any medium. The highest average corrosion rate (~2.2 mm/year) was observed for the investigated steel in a CO2 environment at pH 3. This environment was selected for further testing.
Steel with a chromium content of 13% forms a passive protective film on its surface, preventing the dissolution of the base metal in the electrolyte medium. However, this film can be damaged and dissolved in the presence of chlorides. This process accelerates as the pH of the solution decreases. The authors of [33] demonstrated that reducing the pH below 3.5, down to 1, leads to the deceleration and, sometimes, complete exclusion of the repassivation process of the Cr2O3 film on the material’s surface. The breakdown of the passive film in an aerated electrolyte results in the formation of pits and an increased rate of material dissolution.
3.2. Autoclave Tests
Corrosion rate resistance autoclave test results are provided in Table 5.
Table 5.
Corrosion rate after autoclave in 5% NaCl plus 0.5% acetic acid with pH 3–4.
The 13Cr-3Ni-1Mo specimens after autoclave testing have a dark layer of nearly uniform corrosion products on the surface that indicates the absence of passivation state in the testing conditions. After cleaning, there were no visually detected corrosion damages (pits).
All samples, except for the last one, exhibited low corrosion rates, with occasional instances of pitting corrosion. The 13Cr-5Ni-2Mo (P110) steel type performed the best among all samples.
Based on the results of autoclave tests conducted in an acidic environment with the presence of carbon dioxide, all variants of martensitic 13Cr alloying demonstrate resistance in terms of dissolution. Pits on the samples are one of the factors for assessment and comparison. Thus, the presence of surface defects, local structural heterogeneity, and non-metallic inclusions can be potential causes for the formation of pitting.
3.3. Electrochemical Tests
The calculated values can be used provided that the corresponding elements are in solid solution. The results are presented in Table 6 and Figure 5.
Table 6.
Results of electrochemical tests.
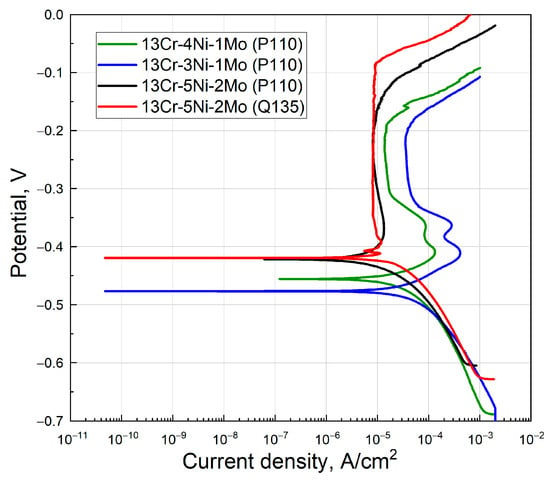
Figure 5.
Polarization curves.
The potential sweeps obtained during the research process are nearly constant over time, exhibiting minimal deviations not exceeding 20 mV from the mean corrosion potential. This stability signifies the corrosion potential’s resilience for the investigated materials in this environment, enabling an evaluation of the material’s corrosion resistance capability.
Based on the obtained corrosion potential data, it can be hypothesized that the 13Cr-3Ni-1Mo steel samples exhibit lower corrosion resistance compared to the others in the same environment. In this context, the corrosion resistance correlates well with the PREN. When comparing other characteristics, such as theoretical corrosion rate and pitting potential, no significant observations can be made.
On the polarization curves for all the studied steels, there is a passive region (plateau), typically within the potential range of −350 mV to −150 mV. This region is characterized by a relatively constant current as the potential increases. The presence of such a plateau on the polarization curve indicates the onset of passivity in the examined steel. Thus, it can be inferred that these steel grades exhibit passivity, signifying their corrosion resistance under the study conditions.
In the case of the 13Cr-5Ni-2Mo (Q135) sample (red curve), it is noteworthy that there are several breakdowns before reaching the passive region. This could be attributed to the presence of non-corrosion-resistant inclusions on the surface. Initially, during the active passivation process of the surface, a breakdown occurred involving the dissolution of the inclusion, characterized by a sharp change in the current density direction towards an increase. Subsequently, the passivation process continued until reaching the pitting potential.
Therefore, based on the results of the conducted electrochemical investigations, it can be concluded that the 13Cr-5Ni-2Mo (P110) steel exhibits the lowest corrosion rate in a CO2-saturated environment.
3.4. Resistance to Sulfide Stress Cracking
The test conditions were according to NACE MR0175, Section 3. Test results made on triplicate specimens are provided in Table 7. Images of samples after testing are provided in Figure 6.
Table 7.
SSC test results.
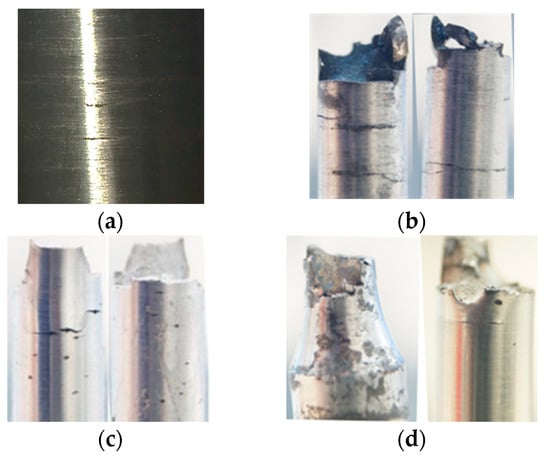
Figure 6.
Specimens after SSC test: (a) 13Cr-4Ni-1Mo (P110), (b) 13Cr-5Ni-2Mo (P110), (c) 13Cr-5Ni-2Mo (Q135), (d) 13Cr-3Ni-1Mo (P110).
The results of the study demonstrated the susceptibility of the examined steels—namely, 13Cr-5Ni-2Mo of both strength grades and 13Cr-3Ni-1Mo—to sulfide stress cracking (SSC). Visual examination of the samples revealed the presence of multiple cracks and pittings on their surfaces, as illustrated in Figure 6b–d. However, the 13Cr-4Ni-1Mo samples exhibited a crack-free surface, although some pittings were observed (Figure 6a).
It should be noted that while pittings are not considered a definitive criterion for SSC according to NACE TM0177, their presence suggests lower corrosion resistance in the tested environment and may serve as potential stress points for further crack initiation, as depicted in Figure 6c. Interestingly, no pittings were observed on the surface of the 13Cr-5Ni-2Mo specimen following the testing procedure.
Even though 13Cr-5Ni-2Mo specimens have the highest strength level (Q135 grade), the time before failure was longer for 13Cr-5Ni-2Mo (P110) (170 h and 150 h, respectively).
In addition to convenient SSC cracks directed perpendicular to tensile stresses, cracks parallel to the direction of the applied load were found for 13Cr-3Ni-1Mo, as shown in Figure 6. This type of cracking is attributed to stress-oriented hydrogen-induced cracking (SOHIC).
As we can see from Figure 7, the dissolution of the material exhibits a selective pass. Studies of non-metallic inclusions near the metal surface using electrolytic extraction methods allow for determining their influence on environmental resistance. They also enable the assessment of the degree of material dissolution under environmental exposure.
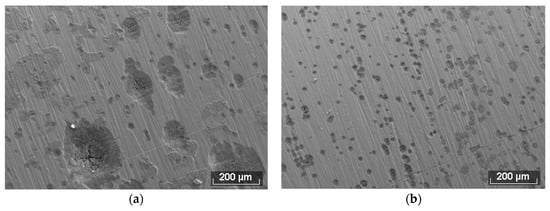
Figure 7.
Damages and pits on the sample 13Cr-3Ni-1Mo after SSC tests: (a) side #1; (b) side #2.
3.5. The Assessment of NMIs Using the Electrolytic Extraction Method
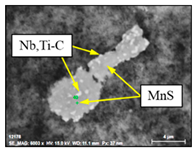
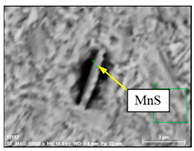
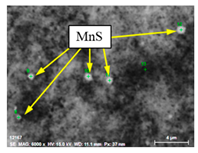
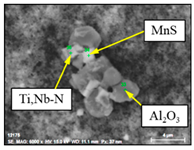
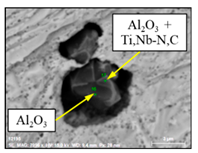
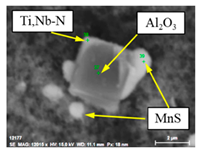
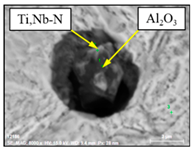
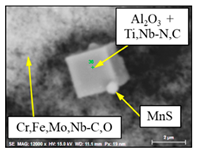
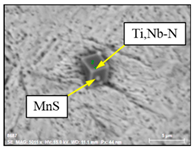
Table 8 presents the results of inclusion extraction using electrolytic extraction and subsequent analysis using SEM. In all steels, manganese sulfide inclusions were found. In the 13Cr-3Ni-1Mo steel, MnS inclusions have an irregular shape and reach a length of 14.6 μm, while in the 13Cr-4Ni-1Mo and 13Cr-5Ni-2Mo steels, the inclusions are rounded with a diameter not exceeding 6.5 μm. The 13Cr-5Ni-2Mo samples are characterized by the presence of manganese sulfides and molybdenum-containing carbides, which can reduce pitting resistance. Meanwhile, the 13Cr-4Ni-1Mo sample exhibits more characteristic titanium and niobium nitride inclusions, which have a lesser effect on the reduction of corrosion resistance.
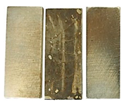
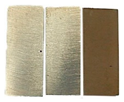
Table 8.
Electrolytic etching: 1a, 2a—13Cr-3Ni-1Mo; 1b, 2b—13Cr-4Ni-1Mo; 3—13Cr-5Ni-2Mo.
Inclusions in steels act as stress concentrators and deteriorate their mechanical properties. The stronger the deviation of the inclusion shape from spherical and the larger its size, the more it reduces the mechanical properties of the steel. Additionally, some non-metallic inclusions can act as pitting nucleation sites—corrosion-active non-metallic inclusions. The values of the metal matrix dissolution coefficient around the inclusions (KD) in the 13Cr-3Ni-1Mo steel (KD(a)~4.5–5.0; KD(b)~2.1–5.4) on average exceed the corresponding values for the steels 13Cr-4Ni-1Mo (KD~1.5–4.1) and 13Cr-5Ni-2Mo (KD~1.7–3.3), indicating that the composition of these inclusions may have a greater influence on the corrosion process.
The results of electrolytic etching should be carefully assessed in conjunction with the results of electrochemical studies. For instance, in the case of the 13Cr-5Ni-2Mo (Q135) samples, sulfides with molybdenum-containing carbo-nitride inclusions are observed. This confirms the earlier assumptions regarding the influence of inclusions on passivation processes. In comparison, the 13Cr-3Ni-1Mo sample exhibits less favorable inclusion characteristics than the 13Cr-4Ni-1Mo sample, including size and dissolution coefficient.
The high values of KD, as well as the presence of large inclusions, explain the occurrence of pits on the surface of the 13Cr-3Ni-1Mo steel sample after SSC testing.
4. Discussion
Electrochemical studies of the samples of P110 tubing made of 13Cr-2Ni-grade steel after service revealed that pH critically affects the material’s resistance in the corrosion-active environment. The most aggressive environment for this material was found to be a 3% NaCl solution saturated with CO2, with a pH value less than 3.0 at a temperature of 60 °C. In this environment, four experimental closest analogs of 13Cr-Ni-Mo-alloyed steels were tested for comparison: 13Cr-4Ni-1Mo (P110), 13Cr-5Ni-2Mo (P110), 13Cr-5Ni-2Mo (Q135), and 13Cr-3Ni-1Mo (P110). Based on the results of the conducted electrochemical investigations, it can be concluded that 5Ni-2Mo (P110/Q135) steels exhibit the lowest corrosion rate in a CO2-saturated environment (0.056–0.100 mm/year), while 13Cr-3Ni-1Mo steel shows the highest corrosion rate (0.409 mm/year). The corrosion rate of 13Cr-4Ni-1Mo steel was the median—0.156 mm/year.
The results of autoclave tests in a 5% NaCl and 0.5% acetic acid solution with a pH of 3–4 at a temperature of 80 °C for 240 h showed that the samples of 13Cr-4Ni-1Mo steel (0.0019 mm/year), 13Cr-5Ni-2Mo—P110 (0.0007 mm/year), and 13Cr-5Ni-2Mo—Q135 (0.0025 mm/year) exhibited low corrosion rates without critical pittings. For the samples of 13Cr-3Ni-1Mo steel, passivation was absent under the conditions of the autoclave tests, which was manifested by the presence of a uniform layer of corrosion products on the surface. The corrosion rate of 13Cr-3Ni-1Mo steel was 0.0106 mm/year.
The resistance to sulfide stress cracking (SSC) was evaluated according to NACE TM0177, Method A, on cylindrical samples immersed in a solution of 5% NaCl and 0.5% acetic acid, saturated with 10% H2S, for 720 h. The results showed that only the sample of 13Cr-4Ni-1Mo steel did not fracture during the testing. The samples of 13Cr-5Ni-2Mo (P110), 13Cr-5Ni-2Mo (Q135), and 13Cr-3Ni-1Mo (P110) steels exhibited a high susceptibility to SSC, fracturing after 150, 170, and 250 h of testing, respectively. Secondary cracks were observed on all fractured samples, and pitting was observed on the samples of 13Cr-5Ni-2Mo (P110) and 13Cr-3Ni-1Mo steels.
The evaluation of non-metallic inclusions (NMIs) using the electrolytic extraction method showed that the samples of 13Cr-4Ni-1Mo steel contained inclusions of more favorable shape, size, and chemical composition compared to the other steels. The occurrence of pitting in 13Cr-3Ni-1Mo steel after SSC testing can be attributed to the presence of large manganese sulfide inclusions. The pitting in 13Cr-5Ni-2Mo (Q135) steel after SSC testing can be attributed to the presence of corrosion-active molybdenum carbide inclusions.
Based on the results of the study, increasing the nickel and molybdenum content in steels of this class does not lead to a directly proportional increase in corrosion resistance in a model environment approximating operational conditions. The research has shown that high-strength 13Cr materials, slightly inferior to supermartensitic ones, due to increased carbon content, may still exhibit satisfactory resistance in CO2 environments and low concentrations of H2S. Furthermore, metallurgical quality and chemical composition influence the formation of specific non-metallic inclusions, relevant to this type of material, which have a significant impact on the corrosion resistance of stainless steel.
Thus, among the investigated steel types, 13Cr-4Ni-1Mo steel proves to be the most optimal, demonstrating high resistance to SSC, low corrosion rates under aggressive autoclave test conditions, satisfactory results in electrochemical testing, and containing more favorable types of small-sized non-metallic inclusions.
5. Conclusions
Tests were carried out to determine the corrosion characteristics of experimental steel grades with the determination of resistance to sulfide stress corrosion cracking, the determination of the corrosion rate in autoclave tests under conditions close to operational, and the determination of the corrosion-electrochemical characteristics in a CO2-saturated environment. The influence of the chemical composition, structure and metallurgical quality, and production technology on the corrosion properties of the studied steels is determined.
- Tests were carried out to determine the corrosion characteristics of experimental steel grades with the determination of resistance to sulfide stress corrosion cracking, the determination of the corrosion rate in autoclave tests in conditions close to operational, and the determination of the corrosion-electrochemical characteristics in a CO2-saturated environment.
- When tested to determine the resistance to sulfide cracking under stress in accordance with NACE TM-0177, Method A, at a load of 80% of the minimum yield strength, all test steels showed a tendency to crack. However, steel 13Cr-4Ni-1Mo (P110) did not fracture during the tests, although there are cracks on two of the three samples.
- According to the results of electrochemical studies carried out in a CO2-saturated environment at pH 2.8–3 and a temperature of 60 °C, it was shown that 13Cr-4Ni-1Mo (P110), 13Cr-5Ni-2Mo (P110), and 13Cr-5Ni-2Mo (Q135) steels have the lowest corrosion rate.
- The results of autoclave tests at a pH of 3–4 and a partial pressure of carbon dioxide of 3 MPa at a total pressure of 5 MPa in a CO2-saturated solution at a temperature of 80 °C are consistent with the results of electrochemical tests. It has also been shown that steel 13Cr-4Ni-1Mo (P110), 13Cr-5Ni-2Mo (P110), and 13Cr-5Ni-2Mo (Q135) have the highest corrosion resistance in a CO2-saturated environment. Steel 13Cr-3Ni-1Mo (P110) had the lowest corrosion resistance during autoclave tests.
- The metallurgical quality, shape, size, and type of non-metallic inclusions allow one to obtain an economically alloyed 13Cr-type steel of martensitic class with satisfactory resistance in CO2 and H2S environments: 13Cr-4Ni-1Mo.
Author Contributions
Conceptualization, A.D. and E.A.; data curation, O.S., N.D. and K.L.; investigation, A.D., E.A. and V.K.; methodology, A.D. and D.S.; project administration, A.D., E.A., N.D. and A.A.; resources, O.S., N.D. and K.L.; supervision, A.D., E.A. and K.L.; validation, A.D.; visualization, A.D. and V.K.; writing—original draft, A.D. and V.K.; writing—review and editing, A.D. and E.A. All authors have read and agreed to the published version of the manuscript.
Funding
The research is partially funded by the Ministry of Science and Higher Education of the Russian Federation as part of the World-class Research Center program: Advanced Digital Technologies (contract No. 075-15-2022-311 dated 20 April 2022).
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Askari, M.; Aliofkhazraei, M.; Afroukhteh, S. A comprehensive review on internal corrosion and cracking of oil and gas pipelines. J. Nat. Gas Sci. Eng. 2019, 71, 102971. [Google Scholar] [CrossRef]
- Blinov, P. Determining the stability of the borehole walls at drilling intervals of loosely coupled rocks considering zenith angle. J. Min. Inst. 2019, 236, 172–179. [Google Scholar] [CrossRef]
- Ding, M.; Wang, Y.; Han, Y.; Gao, M.; Wang, R. Interactions in bypassed oil-CO2 systems and their utilization in enhancing the recovery of bypassed oil. Fuel 2019, 237, 1068–1078. [Google Scholar] [CrossRef]
- Dvoynikov, M.; Nutskova, M.; Blinov, P. Developments made in the field of drilling fluids by Saint Petersburg mining University. Int. J. Eng. Trans. A Basics 2020, 33, 702–711. [Google Scholar] [CrossRef]
- Khosravi, M.; Bahramian, A.; Emadi, M.; Rostami, B.; Roayaie, E. Mechanistic investigation of bypassed-oil recovery during CO2 injection in matrix and fracture. Fuel 2014, 117, 43–49. [Google Scholar] [CrossRef]
- Kunshin, A.; Dvoynikov, M.; Blinov, P. Topology and dynamic characteristics advancements of liner casing attachments for horizontal wells completion. In Youth Technical Sessions Proceedings, 1st ed.; Litvinenko, V., Ed.; CRC Press: London, UK, 2019; pp. 376–381. [Google Scholar] [CrossRef]
- Salehpour, M.; Riazi, M.; Malayeri, M.R.; Seyyedi, M. CO2-saturated brine injection into heavy oil carbonate reservoirs: Investigation of enhanced oil recovery and carbon storage. J. Pet. Sci. Eng. 2020, 195, 107663. [Google Scholar] [CrossRef]
- Alzafin, Y.A.; Mourad, A.-H.I.; Zour, M.A.; Abuzeid, O.A. A study on the failure of pump casings made of ductile Ni-resist cast irons used in desalination plants. Eng. Fail. Anal. 2007, 14, 1294–1300. [Google Scholar] [CrossRef]
- Davydov, A.; Alekseeva, E.; Gaev, A. Specificity to the choice of materials for wellhead equipment. Mater. Today Proc. 2020, 30, 549–553. [Google Scholar] [CrossRef]
- Lea, J.F.; Wells, M.R.; Bearden, J.L.; Wilson, L.; Shepler, R.; Lannom, R. ESPs: On and offshore problems and solutions. Part 1. Pet. Eng. Int. 1995, 68, 131797. [Google Scholar]
- Peng, L.; Han, G.; Pagou, A.L.; Shu, J. Electric submersible pump broken shaft fault diagnosis based on principal component analysis. J. Pet. Sci. Eng. 2020, 191, 107154. [Google Scholar] [CrossRef]
- Smart, N.G.; Hitchman, M.L.; Ansell, R.O.; Fortune, J.D. A study of the electrochemical properties of NiResist in 3% sodium chloride solution. Corros. Sci. 1994, 36, 1473–1489. [Google Scholar] [CrossRef]
- Asadian, M.; Sabzi, M.; Anijdan, S.H.M. The effect of temperature, CO2, H2S gases and the resultant iron carbonate and iron sulfide compounds on the sour corrosion behaviour of ASTM A-106 steel for pipeline transportation. Int. J. Press. Vessel. Pip. 2019, 171, 184–193. [Google Scholar] [CrossRef]
- Cooney, G.; Littlefield, J.; Marriott, J.; Skone, T.J. Evaluating the Climate Benefits of CO2-Enhanced Oil Recovery Using Life Cycle Analysis. Environ. Sci. Technol. 2015, 49, 7491–7500. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Gao, X.; Du, L.; Li, J.; Li, P.; Yu, C.; Misra, R.D.K.; Wang, Y. Comparison of corrosion behaviour of low-alloy pipeline steel exposed to H2S/CO2-saturated brine and vapour-saturated H2S/CO2 environments. Electrochim. Acta 2017, 232, 528–541. [Google Scholar] [CrossRef]
- Wen, X.; Pengpeng, B.; Bingwei, L.; Shuqi, Z.; Changfeng, C. Review of recent progress in the study of corrosion products of steels in a hydrogen sulphide environment. Corros. Sci. 2018, 139, 124–140. [Google Scholar] [CrossRef]
- Yan, M.; Sun, C.; Xu, J.; Ke, W. Anoxic corrosion behavior of pipeline steel in acidic soils. Ind. Eng. Chem. Res. 2014, 53, 17615–17624. [Google Scholar] [CrossRef]
- Zhou, Y.; Zuo, Y. The Passivation Behavior of Mild Steel in CO2 Saturated Solution Containing Nitrite Anions. J. Electrochem. Soc. 2015, 162, 47–54. [Google Scholar] [CrossRef]
- Alkhimenko, A. Corrosion testing of experimental steels for oilfield pipelines. E3S Web Conf. 2019, 121, 01001. [Google Scholar] [CrossRef]
- Karasev, A.; Alekseeva, E.; Lukianov, A.; Jönsson, P.G. Characterization of non-metallic inclusions in corrosion-resistance nickel-based EP718 and 718 alloys by using electrolytic extraction method. E3S Web Conf. 2019, 121, 04004. [Google Scholar] [CrossRef]
- Ren, C.; Zeng, D.; Lin, J.; Shi, T.; Chen, W. Sour corrosion of C110 steel and its influence by galvanic couple and stress. Ind. Eng. Chem. Res. 2012, 51, 4894–4904. [Google Scholar] [CrossRef]
- Ermakov, B.S.; Shaposhnikov, N.O. Effect of Production Factors on Main Oil Pipeline Pipe Metal Property Formation. Metallurgist 2018, 62, 766–771. [Google Scholar] [CrossRef]
- Müller, M.A.; Klenke, K.; Müller, M. Properties of a 110 ksi 13 Cr SMSS produced by inductive re-heating and direct quenching. In Proceedings of the NACE European Area-2nd Conference & Expo, Genoa, Italy, 27–29 May 2018. [Google Scholar]
- Perez, T.E. Corrosion in the oil and gas industry: An increasing challenge for materials. Jom 2013, 65, 1033–1042. [Google Scholar] [CrossRef]
- Rozinoer, A.; Gayton, C.; Stolarz, J.; Wolski, K.; Bosch, C. Stress corrosion cracking study of a super martensitic stainless steel in sulfide environments. In Proceedings of the NACE European Area-2nd Conference & Expo, Genoa, Italy, 27–29 May 2018. [Google Scholar]
- Chauveau, E.; Koschel, D.; Bouvier, N.; Mesquita, T.J. Influence of Metallurgy and Chemical Composition on the Sulphide Stress Cracking Resistance of Two Supermartensitics Stainless Steels. In Proceedings of the NACE International, Corrosion 2012 Conference and Expo, Salt Lake City, UT, USA, 11–15 March 2012. [Google Scholar]
- Millet, C.; Richoux, V.; Decultieux, F.; Neel, G.; Song, S.; Evin, H. Development of a cost effective super martensitic stainless-steel solution for high CO2/H2S environment. In Proceedings of the NACE European Area-2nd Conference & Expo, Genoa, Italy, 27–29 May 2018. [Google Scholar]
- Hashizume, S. Effect of Mo on corrosion resistance of low C-13%Cr martensitic stainless steels in CO2 environment with a little amount of H2S at high temperature. In Proceedings of the 25th Anniversary International Caspian Oil & Gas, Baku, Azerbaijan, 29 May–1 June 2018. [Google Scholar]
- Laev, K. Effect of Alloying and Heat Treatment on the Structure and Properties of Corrosion-Resistant High-Chrome Steels of Martensitic and Super Martensitic Classes for Oil and Gas Pipe Production; South Ural State University (SUSU): Chelyabinsk, Russia, 2016; p. 142. [Google Scholar]
- Davydov, A.; Zhitenev, A.; Alhimenko, A.; Devyaterikova, N.; Laev, K. Causes of Structural Heterogeneity in High-Strength OCTG Tubes and Minimizing Their Impact on Sulfide Stress Corrosion Cracking Resistance. Metals 2021, 11, 1843. [Google Scholar] [CrossRef]
- Alekseeva, E.; Karasev, A.; Jönsson, P.G.; Alkhimenko, A. Effect of Inclusions on the Corrosion Properties of the Nickel-Based Alloys 718 and EP718. Metals 2020, 10, 1177. [Google Scholar] [CrossRef]
- Zhitenev, A.I.; Fedorov, A.S.; Kovalev, P.V.; Strekalovskaya, D.A.; Al’khimenko, A.A. Cast structure and properties of duplex stainless steels. Izv. Ferr. Metall. 2022, 65, 323–332. (In Russian) [Google Scholar] [CrossRef]
- Mujanović, E.; Zajec, B.; Legat, A.; Kosec, T. Depassivation and repassivation of stainless steels by stepwise pH change. Mater. Corros. 2021, 72, 421–433. [Google Scholar] [CrossRef]

Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).