1. Introduction
The electrification strategy takes place at various levels and sectors. Several recent publications focus on the demand-driven control of energy supply via smart grids [
1], as well as on temporary or buffer storage via high-performance battery systems and capacitors [
2,
3], and the conversion of electrical into mechanical energy via electric motors. Strengthening the use of electric machines in industry and mobility is a significant lever to reduce greenhouse gas emissions and address climate change on a global scale. As industry continuously moves towards a more sustainable future, the efficient and environmentally friendly production and energy-efficient use of electric machines have become increasingly important [
4,
5]. This transformation to sustainable value creation is necessary for both society and the economy because electrification leads to lower greenhouse gas emissions in diverse areas. The use of electrical generators in wind turbines can replace power generation from gas or coal. Battery electric vehicles (BEV) powered by electric motors can replace internal combustion engines (ICE) and electrical machines are increasing the efficiency of industrial applications and buildings. The already high efficiency of electric motors should be further improved in order to limit the amount of primary energy consumption [
6].
For two reasons, many research and development projects start at this point. On the one hand, stator and rotor sheet packages, which account for around 50% of the weight of an electric motor, are the most relevant components for material savings [
7]. Since electrical sheets are stamped out of a rolled coil in conventional motor production, a large amount of waste, approx. 50%, accrues in the manufacturing process [
8]. On the other hand, the hysteresis and eddy current losses occurring in stator cores cause the highest proportion of losses in electric machines at middle and high frequencies [
9]. The development of innovative material combinations, new motor designs or optimized magnetic sheets can significantly improve the efficiency of electric motors. These potentials can be achieved by using additive manufacturing (AM) technologies.
Currently, 3D-printed stator and rotor laminations are being investigated using various AM processes and materials for different application fields. Stornelli et al. investigate the properties of additively manufactured iron cores with an increased silicon content of 6.5% in combination with design optimization by segmentation using laser powder bed fusion (L-PBF) [
10]. Tiismus, H. et al. investigate the effect of selectively introduced air gaps via selective laser melting (SLM) on AC core losses at 50 Hz frequency [
11]. Cramer, C. et al. and Pham, T. et al. explore the Fe6Si potentials for binder jetting (BJ)-fabricated iron cores with high permeability, low coercivity and high electrical resistivity [
12,
13]. Co–Fe alloys as well as Ni–Fe alloys are also currently being investigated by Nartu, M. et al. [
14] and Chaudhary, V. et al. [
15], since they are characterized by the excellent combination of soft magnetic and mechanical properties. However, these materials are difficult to process.
The screen-printing process, using metallic pastes and a combined printing and sintering process, is already being used on a large scale for mechatronic products such as electronic circuit carriers [
16]. Thick-film flatbed screen printing is also state-of-the-art in the development and production of solar cells. Over 95% of c-Si solar cells produced worldwide are manufactured using flatbed screen printing [
17]. Tepner et al. demonstrate in Ref. [
18] the development of a knotless screen with an angle of 0° to maximize paste transfer and thus product efficiency. Initial research approaches for the screen-printing of electric motor components, and particularly for the soft magnetic core, investigate the applicability of materials and processes. Ref. [
19] conceptually demonstrates the holistic process chain of additively manufactured magnetic sheets from the powder to the component using screen-printing. Ref. [
20] highlights the advantage of maximum material utilization through the production of near-net-shape magnetic sheets via screen printing and investigates the competitiveness of three iron–silicon powders for use in electrical machines in comparison with conventional reference electrical sheets based on losses at various frequencies. Mix et al. investigate Fe-6.5Si powders for the screen printing of rotor laminations to increase the efficiency of electrical machines [
21].
Screen printing differs significantly from other additive manufacturing processes. The magnetic sheets are printed to near net shape via a planar high-throughput screen printing process using single-layer printing. This means that single sheets or even stator-/rotor layouts with particularly favorable magnetic properties are produced. These properties can be achieved because the screen printing process offers a high degree of freedom with respect to iron-based alloy composition, layer thickness and topology. The entire process chain is described in
Section 2.1. Near-net-shape screen printing aims to maximize resource efficiency in production by eliminating punching waste as well as minimizing iron losses during machine operation by reducing sheet thickness to around 100 µm. The screen printing process offers very high productivity, especially within the context of additive manufacturing processes [
22]. It enables flexible, cost-effective and short-term adaptation for the design of the final stator laminations according to the product requirements, since no complex tools are required.
This research addresses the key and conflicting challenges of achieving cycle time for serial production while maintaining high print quality and various interactions between the process steps. Therefore, several statistical Design of Experiments (DoEs) are systematically carried out and analyzed using the Minitab software package.
4. Conclusions
The flatbed screen-printing process represents an outstanding opportunity to produce near-net-shape green parts for stator laminations with high productivity and high flexibility. Within the entire process chain from powder to the sheet package, several target variables are to be classified as particularly relevant for screen printing. The layer thickness and its distribution over the geometry, as well as the total number and size of defects caused by printing errors, such as clogged screen meshes, are particularly important. Therefore, they represent the core points of this work and are summarized again below with the findings from the tests carried out.
The results illustrate that there are multidimensional interactions between the factors and the target variables. In addition, some of the target variables turn out to be directed in opposite directions. Based on the results of this preliminary investigation, it can be stated that, to achieve the quality targets instantaneously, an additional and extensive full factorial experimental design must be carried out, in which both new factors and factors from this investigation are systematically analyzed.
In DoE 1, squeegee velocity, take-off and roller mill are investigated. The squeegee speed can be selected as even higher than in this investigation and should be oriented to the maximum that is technically possible. An increase in squeegee velocity from the current maximum of 240 mm/s to up to 600 mm/s is conceivable and should be examined on a factor basis. This will reduce the cycle time and, at the same time, the coating thickness can be further increased. Due to the challenges mentioned, the take-off and roller mill should not be changed and defined as fixed influencing parameters in the future.
DoE 2 examines the printing mode. Here, the quality disadvantages become apparent with the print mode print–flood. In contrast, the cycle time can be reduced by print–flood. This factor should, therefore, be tested again in subsequent trials.
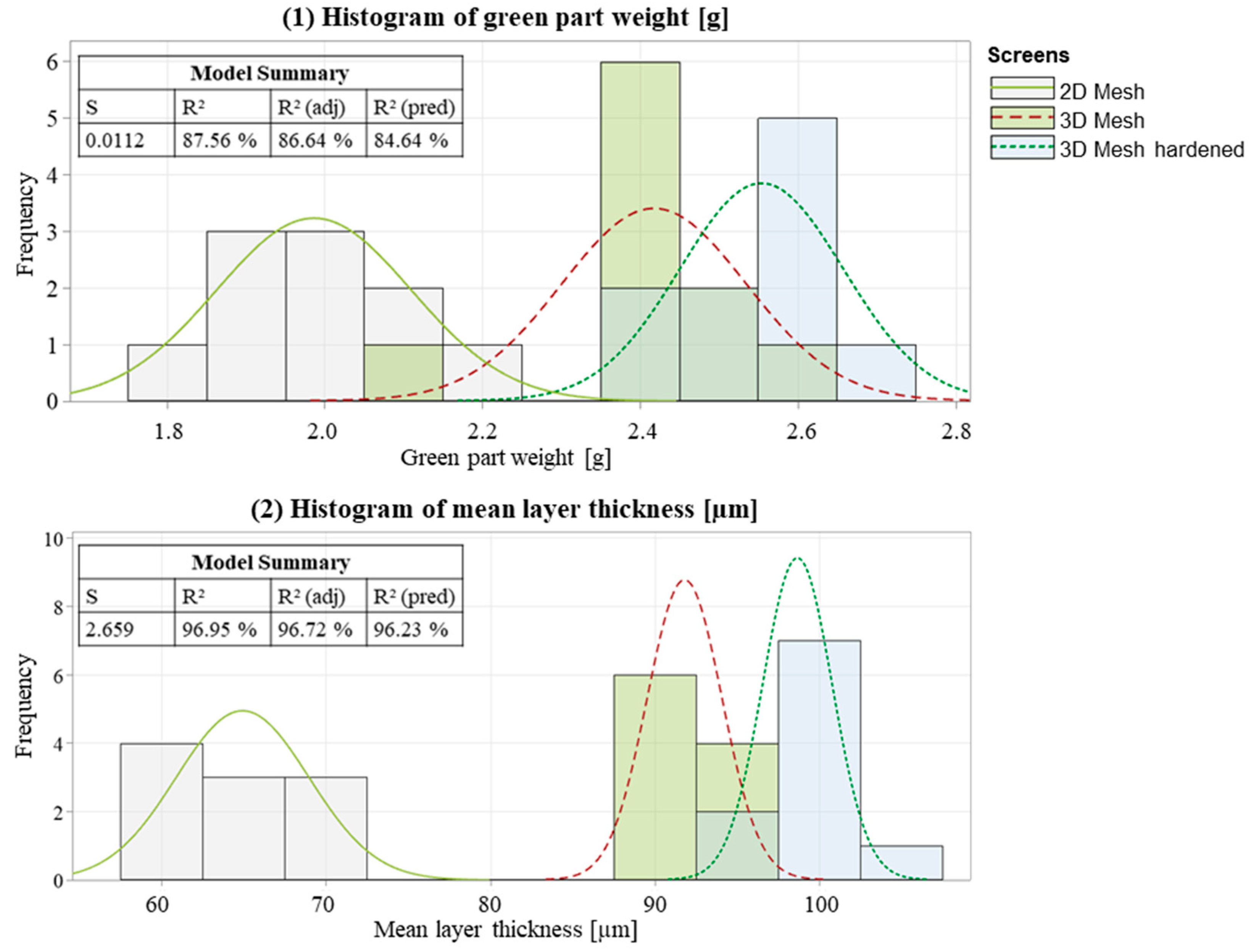
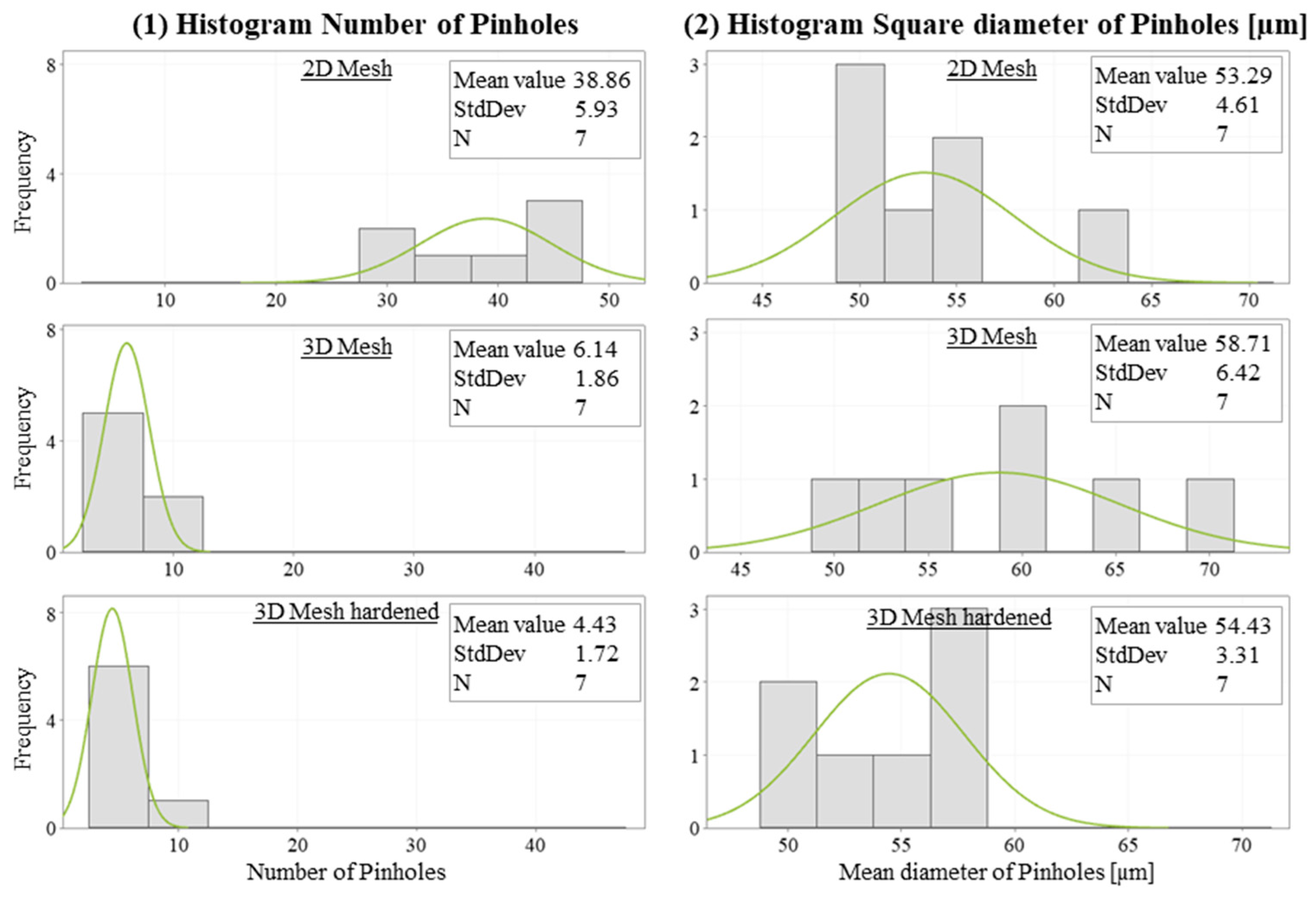
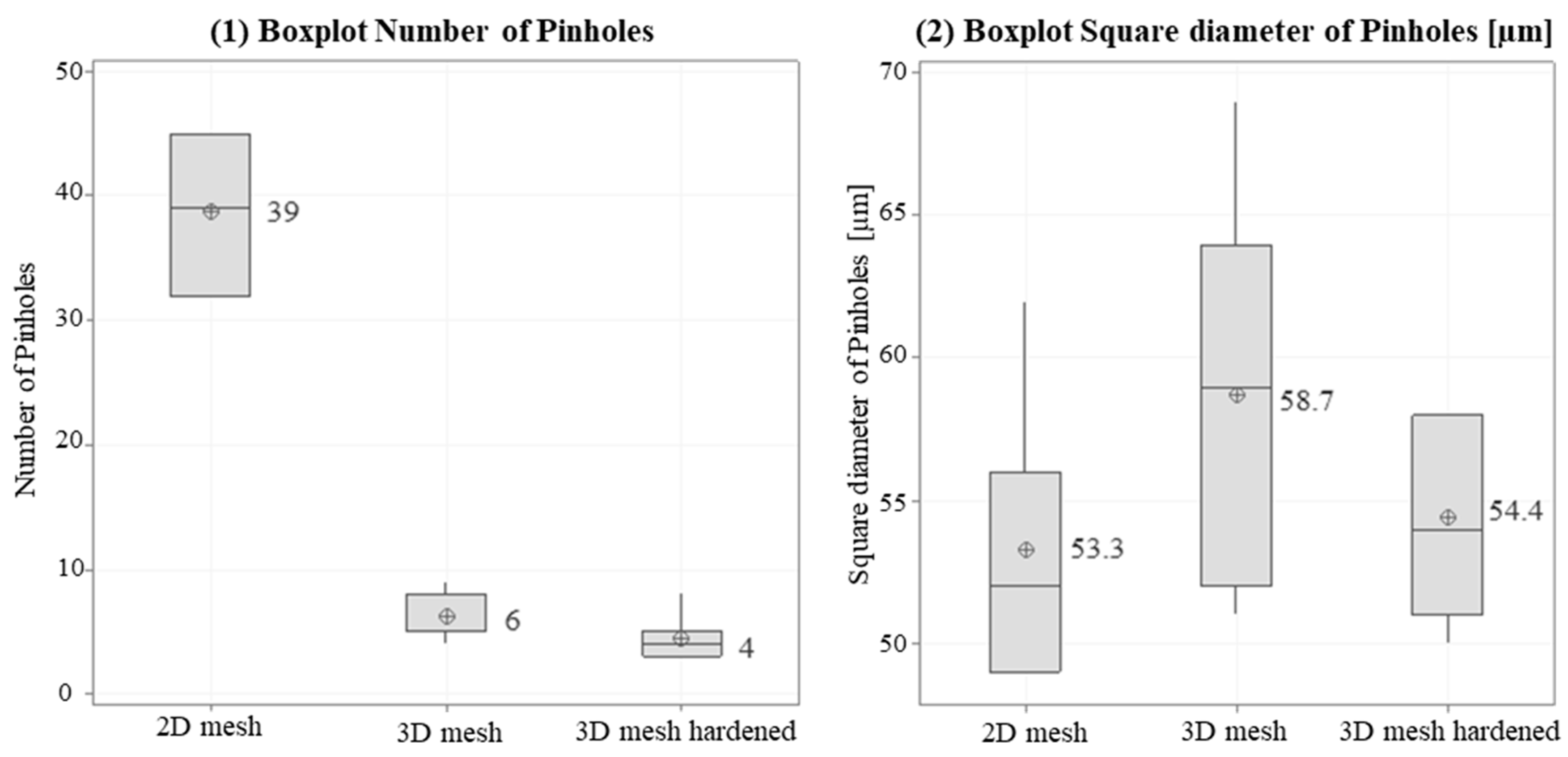
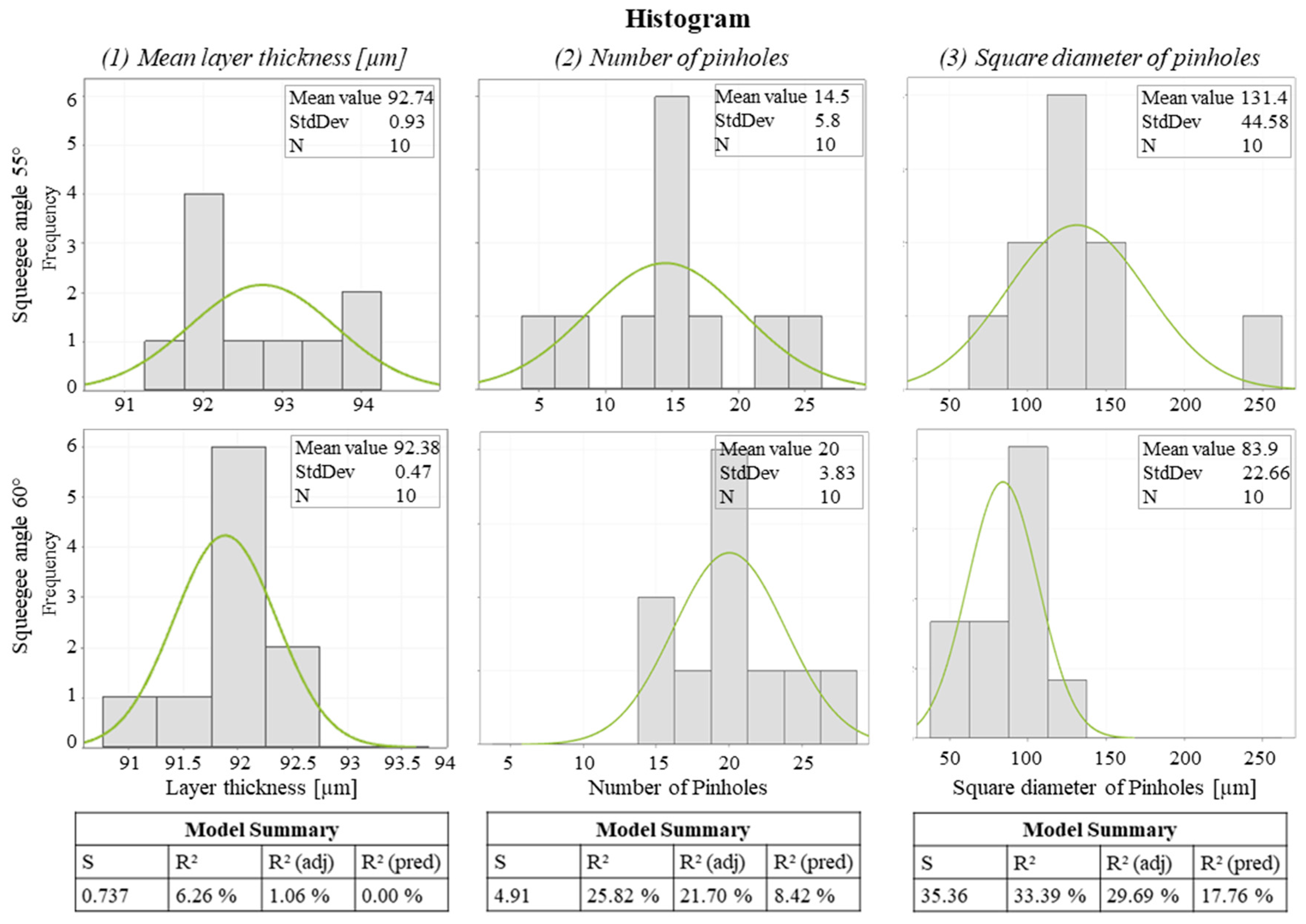
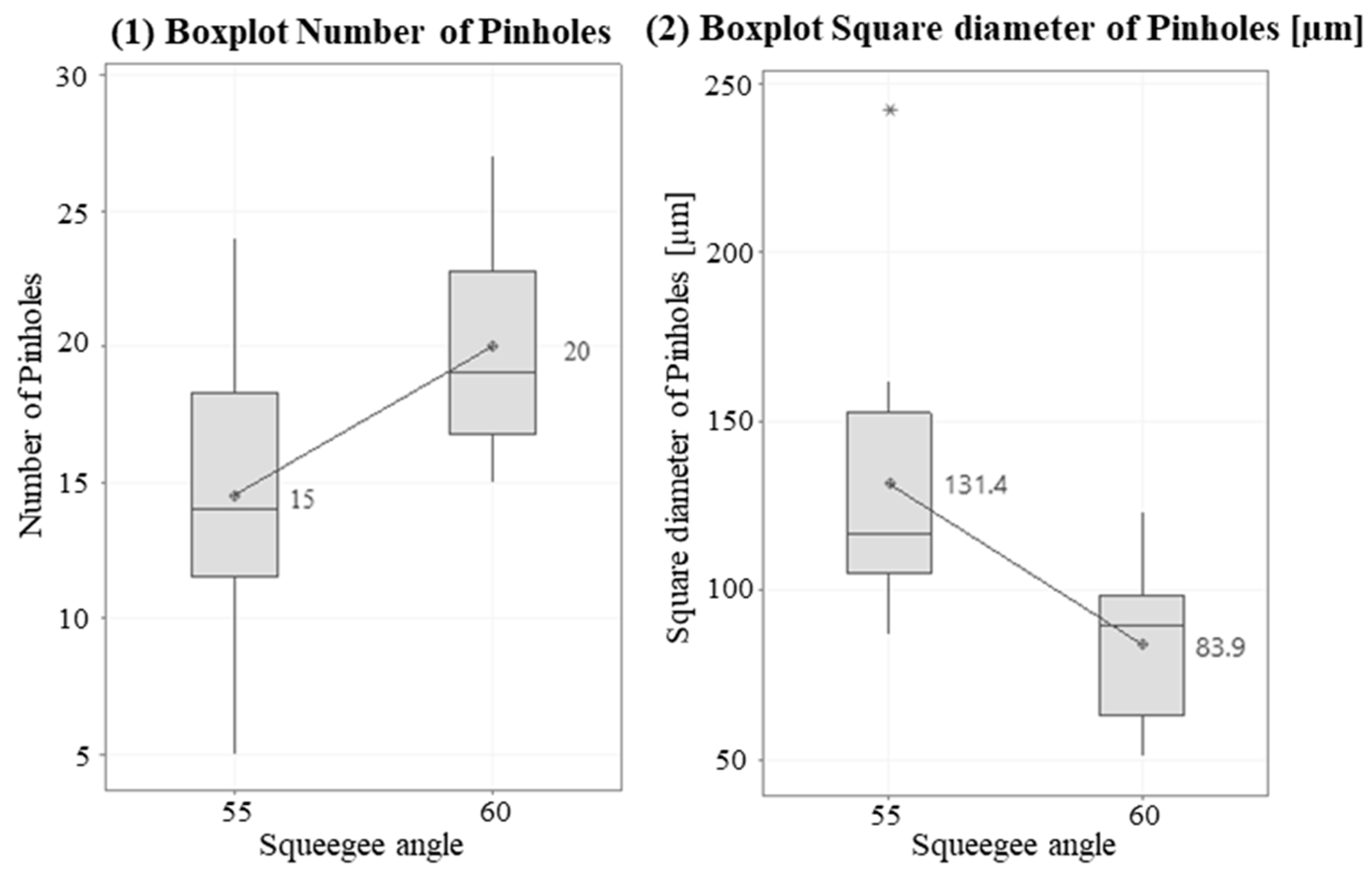
The most valuable effect in this study was achieved in DoE 3 using the 3D screens investigated. Increased theoretical ink volume, fabric hardening and calendaring improve several target parameters at the same time. The quality of the green parts increases because the number of defects decreases and, simultaneously, the variation in defects is reduced. In addition, the target layer thickness of 100 µm is achieved more accurately. For subsequent investigations, the screen design 3D mesh hardened is to be fixed. DoE 4 investigates different squeegee angles. The two squeegee angles investigated do not allow a statement to be made as to whether a smaller or larger squeegee angle is to be preferred. This factor should be deferred to future investigations, since no significant changes are to be expected compared to other parameters. If the squeegee angle becomes part of further investigations, then a larger difference between the factors should be selected.
In this study, the iron powder particle-containing paste is not varied. During the execution of the study, it was shown that paste batches with the same alloying constituents already have a significant influence on the target values. It can therefore be assumed that a specific change in viscosity significantly influences the process. Process changes can thus be brought about by systematically varying the paste and the particle shape and size of the iron powder. In this case, there is a risk of significantly affecting the process stability.
Author Contributions
Literature research, A.S., N.W., J.S., S.D., J.F. and A.K.; conceptualization, A.S. and A.K.; methodology, A.S.; software, Minitab (V19).; validation, A.S.; investigation, A.S. and S.D.; data curation, A.S.; writing—original draft preparation, A.S. and N.W.; writing—review and editing, A.S., J.S. and J.F.; visualization, A.S.; scientific supervision, A.K.; supervision, J.F. All authors have read and agreed to the published version of the manuscript.
Funding
This work is supported by the German Federal Ministry of Economic Affairs and Climate Action (BMWK) within the funding program Application-oriented non-nuclear R&D in the 7th Energy Research Program under the contract number 03EN4013 (EffiBlech).
Data Availability Statement
Data are available on request due to restrictions, e.g., the privacy and intellectual property rights held by Siemens AG. The data presented in this study are available on request from the corresponding author.
Acknowledgments
The authors would like to thank all participating colleagues at Siemens Technology, namely R. Männer, G. Rieger, C. Schuh, T. Soller and J. Thamm, and the project partners from the public funded project EffiBlech.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
References
- Ouramdane, O.; Elbouchikhi, E.; Amirat, Y.; Sedgh Gooya, E. Optimal Sizing and Energy Management of Microgrids with Vehicle-to-Grid Technology: A Critical Review and Future Trends. Energies 2021, 14, 4166. [Google Scholar] [CrossRef]
- Martyushev, N.V.; Malozyomov, B.V.; Khalikov, I.H.; Kukartsev, V.A.; Kukartsev, V.V.; Tynchenko, V.S.; Tynchenko, Y.A.; Qi, M. Review of Methods for Improving the Energy Efficiency of Electrified Ground Transport by Optimizing Battery Consumption. Energies 2023, 16, 729. [Google Scholar] [CrossRef]
- Kapetanović, M.; Vajihi, M.; Goverde, R.M.P. Analysis of Hybrid and Plug-In Hybrid Alternative Propulsion Systems for Regional Diesel-Electric Multiple Unit Trains. Energies 2021, 14, 5920. [Google Scholar] [CrossRef]
- Europa.eu. European Commission. Available online: https://op.europa.eu/en/publication-detail/-/publication/158e48ba-a1c7-11e8-99ee-01aa75ed71a1/language-sl (accessed on 7 July 2023).
- European Environment Agency (EEA). Verkehr. Available online: https://www.eea.europa.eu/de/themes/transport/intro (accessed on 21 July 2023).
- Waide, P.; Brunner, C. Energy-Efficiency Policy Opportunities for Electric Motor-Driven Systems International; Working Paper; International Energy Agency (IEA): Paris, France, 2011. [Google Scholar]
- Chapman, S.J. Electric Machinery Fundamentals, 5th ed.; McGraw-Hill: New York, NY, USA, 2005; Volume 1999, p. 1991. ISBN 978-0-07-352954-7. [Google Scholar]
- Libert, F.; Soulard, J. Manufacturing Methods of Stator Cores with Concentrated Windings. In Proceedings of the 3rd IET International Conference on Power Electronics, Machines and Drives—PEMD, Dublin, Ireland, 4–6 April 2006. [Google Scholar]
- Lamprecht, E.; Hömme, M.; Albrecht, T. Investigations of eddy current losses in laminated cores due to the impact of various stacking processes. In Proceedings of the 2nd International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 15–18 October 2012; pp. 1–8. [Google Scholar] [CrossRef]
- Stornelli, G.; Faba, A.; di Schino, A.; Folgarait, P.; Ridolfi, M.R.; Cardelli, E.; Montanari, R. Properties of Additively Manufactured Electric Steel Powder Cores with Increased Si Content. Materials 2021, 14, 1489. [Google Scholar] [CrossRef] [PubMed]
- Tiismus, H.; Kallaste, A.; Belahcen, A.; Tarraste, M.; Vaimann, T.; Rassõlkin, A.; Asad, B.; Shams Ghahfarokhi, P. AC Magnetic Loss Reduction of SLM Processed Fe-Si for Additive Manufacturing of Electrical Machines. Energies 2021, 14, 1241. [Google Scholar] [CrossRef]
- Cramer, C.; Yan, P.; Evans, S.F.; Elliott, A.M.; Chinnasamy, C.; Paranthaman, M.P. Binder jet additive manufacturing method to fabricate near net shape crack-free highly dense Fe-6.5 wt.% Si soft magnets. Heliyon 2019, 5, e02804. [Google Scholar] [CrossRef] [PubMed]
- Pham, T.; Suen, H.; Kwon, P.; Foster, S. Characterization of Magnetic Anisotropy for Binder Jet Printed Fe 93.25 Si 6.75. In Proceedings of the IEEE Energy Conversion Congress and Exposition (ECCE), Baltimore, MD, USA, 29 September–3 October 2019. [Google Scholar] [CrossRef]
- Nartu, M.S.K.K.Y.; Jagetia, A.; Chadhary, V.; Mantri, S.A.; Ivanov, E.; Dahotre, N.B.; Ramanujan, R.V.; Banerjee, R. Magnetic and mechanical properties of an additively manufactured equiatomic CoFeNi complex concentrated alloy. Scr. Mater. 2020, 187, 30–36. [Google Scholar] [CrossRef]
- Chadhary, V.; Nartu, M.S.K.K.Y.; Mantri, S.A.; Dasari, S.; Jagetia, A.; Ramanujan, R.V.; Banerjee, R. Additive manufacturing of functionally graded Co–Fe and Ni–Fe magnetic materials. J. Alloys Compd. 2020, 823, 153817. [Google Scholar] [CrossRef]
- Wasąg, J.; Grabarczyk, M. Copper Film Modified Glassy Carbon Electrode and Copper Film with Carbon Nanotubes Modified Screen-Printed Electrode for the Cd(II) Determination. Materials 2021, 14, 5148. [Google Scholar] [CrossRef] [PubMed]
- ITRPV, International Technology Roadmap for Photovoltaic (ITRPV): 2017 Results, 9th ed.; VDMA Photovoltaic Equipment: Frankfurt, Germany, 2018.
- Tepner, S.; Ney, L.; Linse, M.; Lorenz, A.; Pospischil, M.; Clement, F. Studying Knotless Screen Patterns for Fine-line Screen Printing of Si-Solar Cells. IEEE J. Photovolt. 2020, 10, 319–325. [Google Scholar] [CrossRef]
- Schmidt, A.; Ziegler, M.; Franke, J.; Kuehl, A. Development of Magnetic Sheets for CO2 Efficient Electric Drives Using an Additive Manufacturing Approach. In Manufacturing Driving Circular Economy. GCSM 2022; Lecture Notes in Mechanical Engineering; Kohl, H., Seliger, G., Dietrich, F., Eds.; Springer: Cham, Switzerland, 2023. [Google Scholar] [CrossRef]
- Bräuer, P. 3D Screen Printing Technology–Opportunities to use Revolutionary Materials and Machine Designs. In Proceedings of the 2nd International Electric Drives Production Conference, Nuernberg, Germany, 15–68 October 2012. [Google Scholar]
- Mix, T.; Gröninger, M.; Zhengyi, J.; Reuter, K.; Studnitzky, T.; Lindemann-Geipel, I.; Weissgaerber, T. Additive manufacturing of low loss electrical steel sheets for high efficiency electrical devices. IEEE Trans. Transp. Electrif. 2023. [Google Scholar] [CrossRef]
- Singh, M.; Patkar, M.; Vinchurkar, M.; Baghini, M.S. Cost Effective Soil pH Sensor Using Carbon-Based Screen-Printed Electrodes. IEEE Sens. J. 2020, 20, 47–54. [Google Scholar] [CrossRef]
- Weglinski, B.; Kaczmar, J. Effect of Fe3P addition on magnetic properties and structure of sintered iron. J. Powder Metall. 1980, 23, 210–216. [Google Scholar] [CrossRef]
- Phair, J.W.; Kaiser, A.F.J. Determination and assessment of the rheological properties of pastes for screen printing ceramics. In Proceedings of the Annual Transactions of the Nordic Rheology Society, Reykjavik, Iceland, 18–20 August 2009. [Google Scholar]
- Reinhardt, K.; Hofmann, N.; Eberstein, M. The importance of shear thinning, thixotropic and viscoelastic properties of thick film pastes to predict effects on printing performance. In Proceedings of the IEEE 21st European Microelectronics and Packaging Conference & Exhibition (EMPC), Warsaw, Poland, 10–13 September 2017; pp. 1–7. [Google Scholar]
- Schmidt, A.; Wieprecht, N.; Thamm, J.; Franke, J.; Kuehl, A. Continuous Improvement of the Screen printing Process of Magnetic Sheets for Electrical Machines by Statistical DoE. In Proceedings of the 32nd International Conference on Flexible Automation and Intelligent Manufacturing (FAIM), Porto, Portugal, 18–22 June 2023. [Google Scholar] [CrossRef]
- Asada Mesh Co., Ltd. Asada Mesh Guideline for A-Type Screen Printing. Available online: https://asadamesh-global.com/en/product-introduction/screen_printing_basics (accessed on 7 July 2023).
- DIN 32876-1:1999-06; Verification of Geometrical Parameters—Electrical Linear Measurement—Part 1: Analogue Reception of the Measured Quantity. Concepts, Requirements, Testing; Beuth Verlag: Berlin, Germany, 1999. [CrossRef]
- Tesa. Available online: https://tesatechnology.com/en-gb/products/afficheurs-et-interfaces-electroniques/afficheurs/tt80--tt90-digital-display-units_p47307.htm (accessed on 22 August 2023).
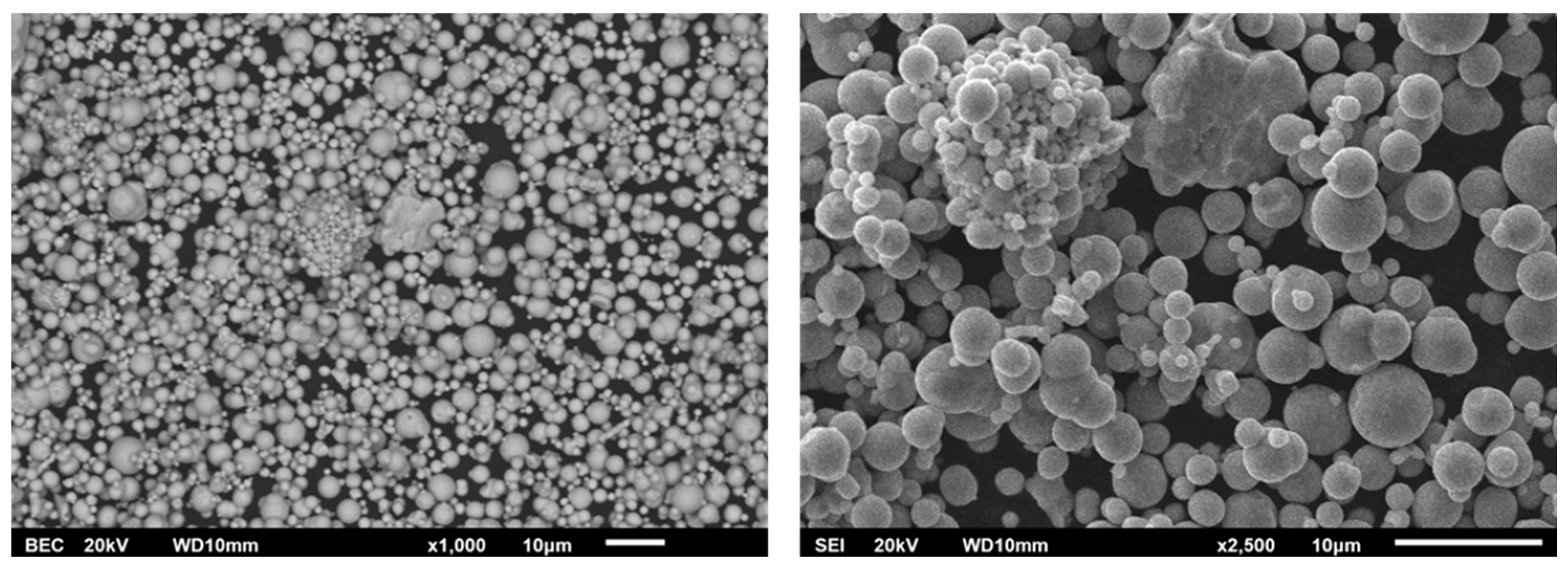
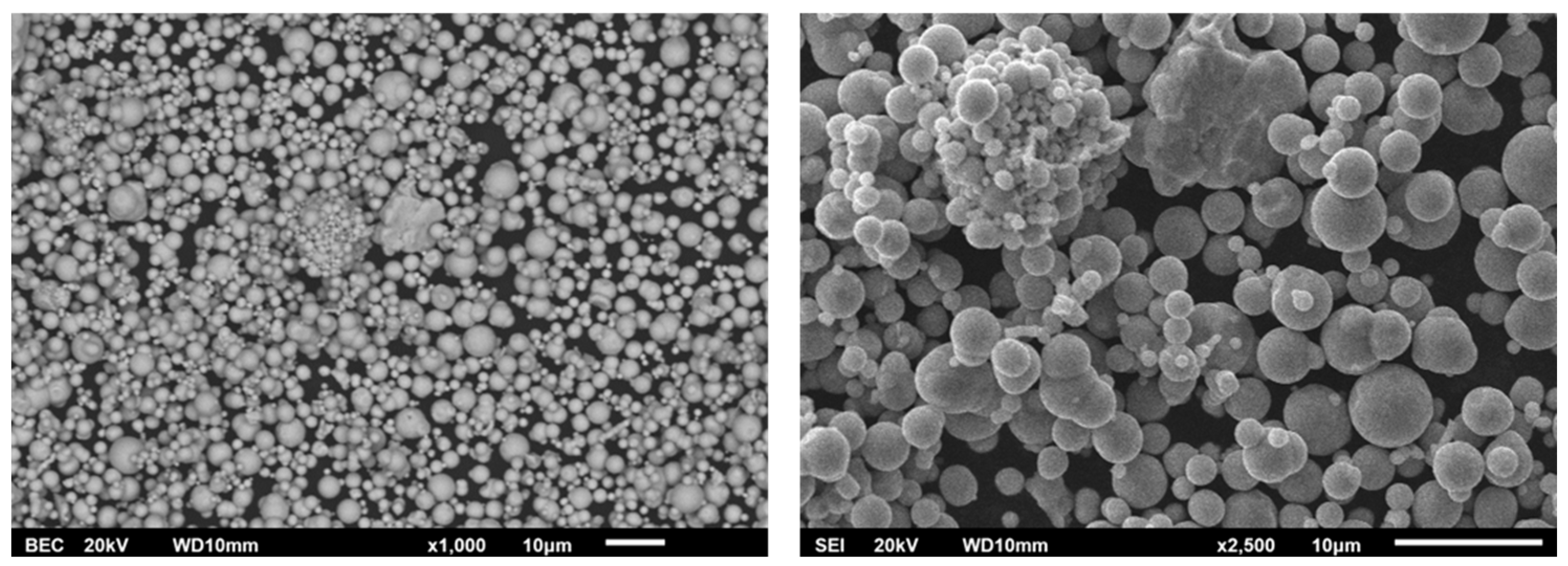
Figure 1.
Carbonyl iron powder distribution in raster electron microscope.
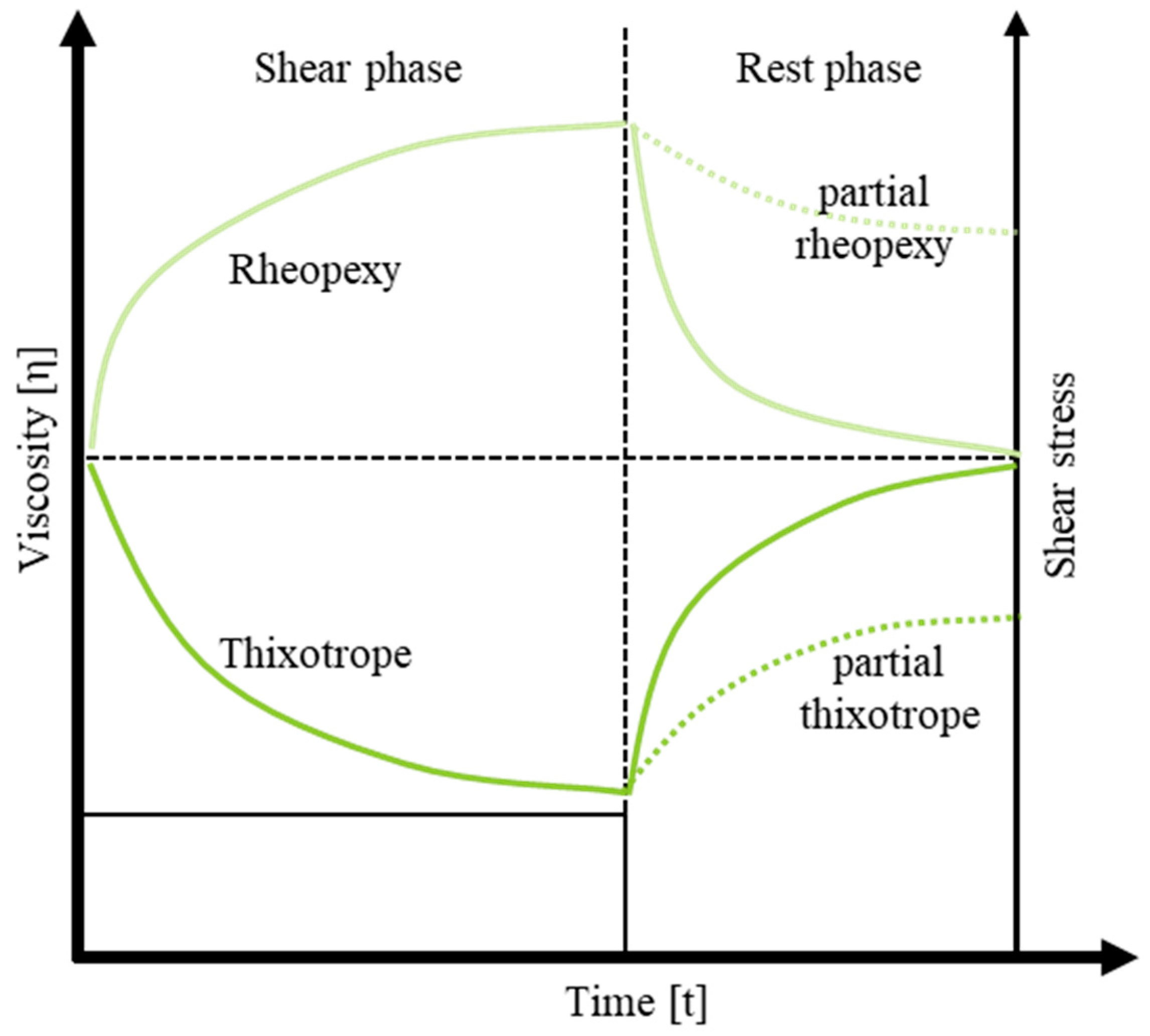
Figure 2.
Thixotropic behavior.
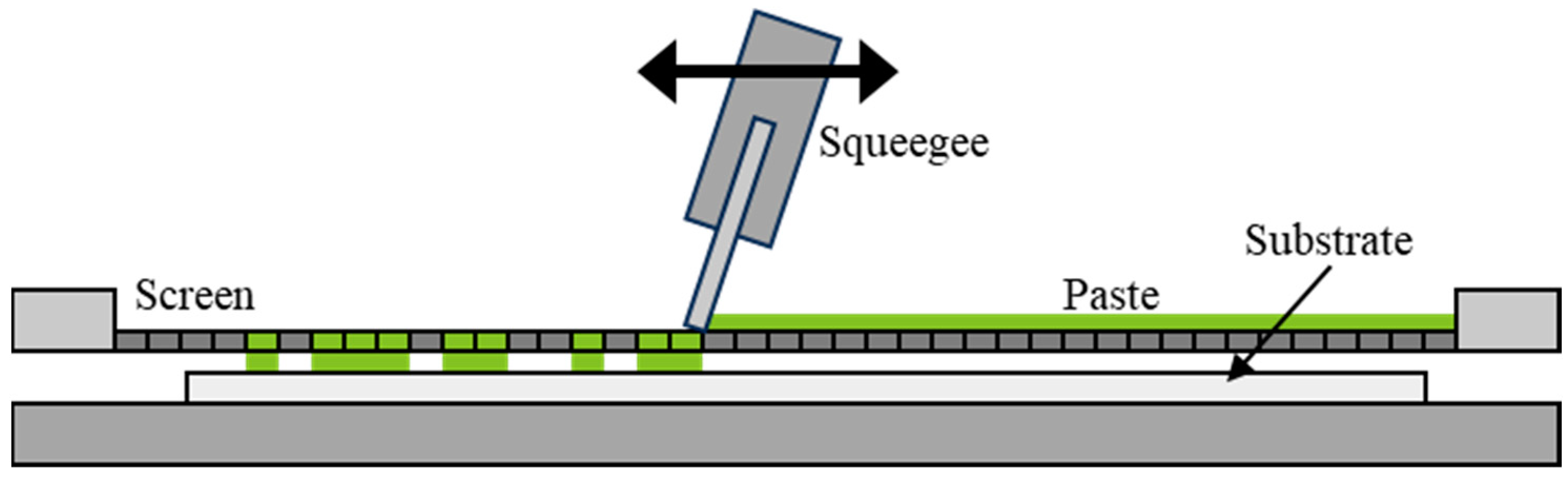
Figure 3.
Screen printing process.
Figure 4.
Screen printing process according to reference [
26].
Figure 5.
Phases of Six Sigma methodology DMAIC.
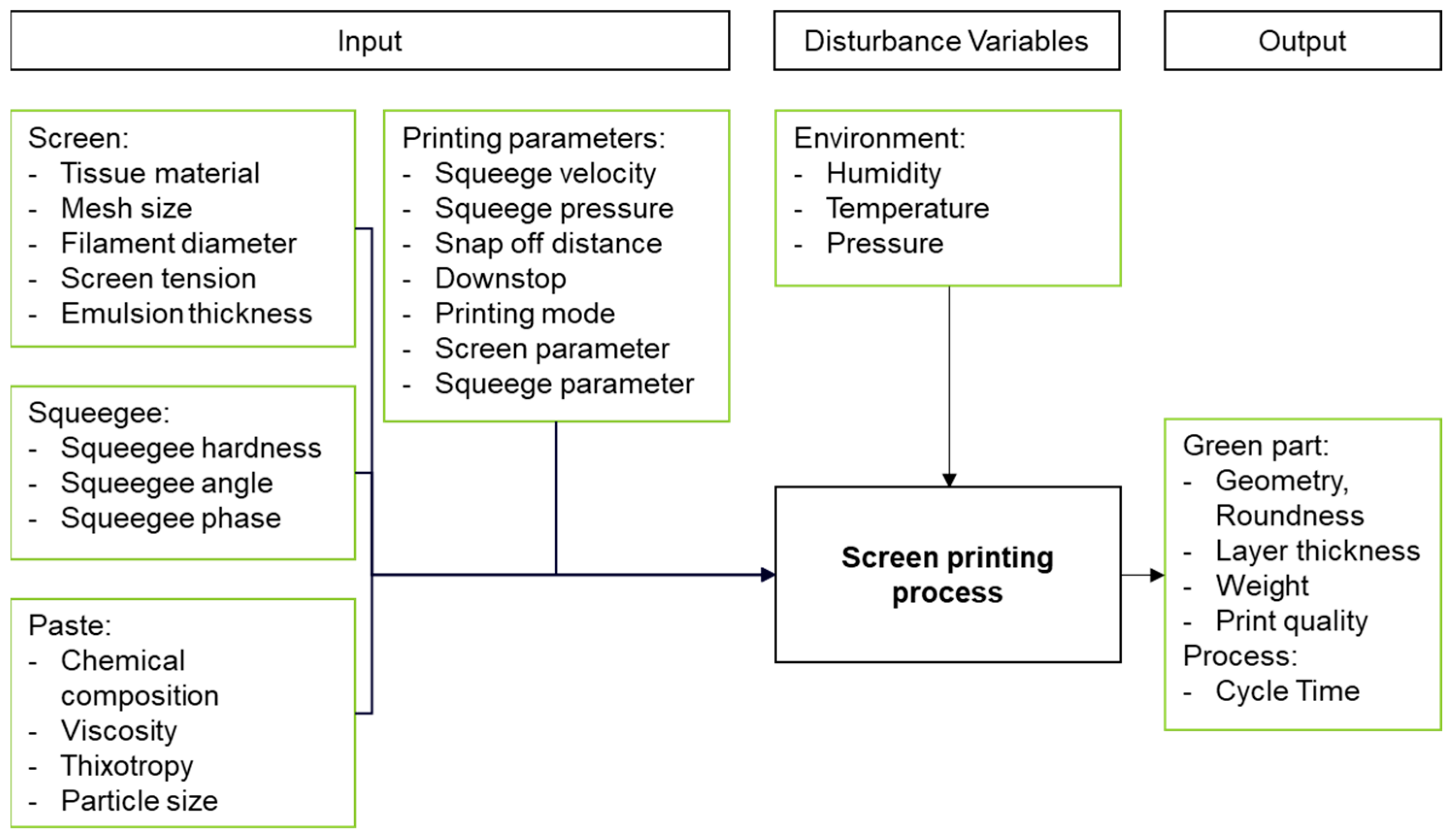
Figure 6.
White-box model screen-printing process.
Figure 7.
Histogram of (1) green part weight and (2) mean layer thickness.
Figure 8.
Pareto diagram of green part weight (1) and mean layer thickness (2) vs. squeegee velocity (A), take-off (B), roller mill (C).
Figure 9.
Green part weight (1) and layer thickness (2) vs. squeegee velocity, take-off, roller mill.
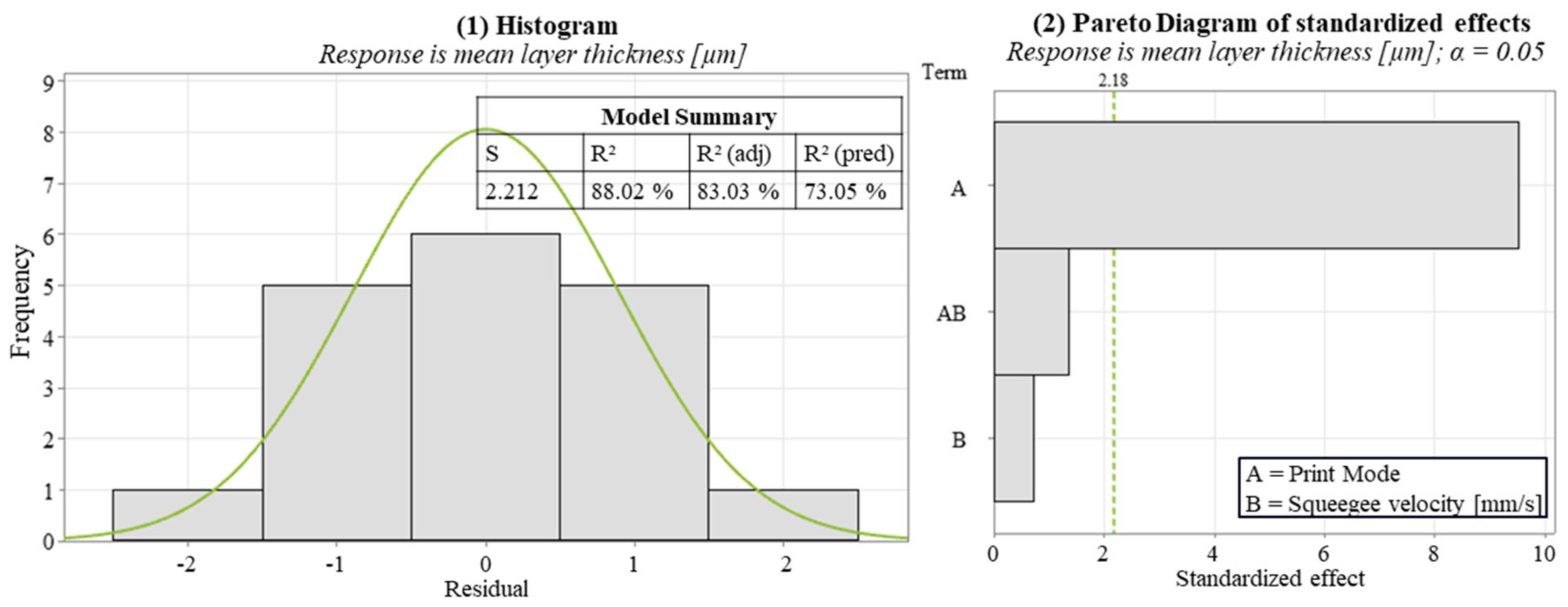
Figure 10.
Histogram (1) and Pareto diagram (2) of print mode (A) and squeegee velocity (B) vs. layer thickness.
Figure 11.
Image quality of the green part flood–print (a) vs. print–print (b).
Figure 12.
Histogram of green part weight (1) and mean layer thickness (2) vs. screens.
Figure 13.
Boxplot green part and layer thickness vs. screen type. (Outliers marked as *).
Figure 14.
Histogram of (1) number and (2) mean diameter of pinholes vs. screen type.
Figure 15.
Boxplot of (1) number and (2) square diameter of pinholes vs. screen type.
Figure 17.
Boxplot of (1) number and (2) square diameter of pinholes vs. squeegee angle. (Outliers marked as *).
Table 1.
Target values for green parts investigated in DoE.
| Target Parameter | Optimum | Target Value | Variables |
|---|
| Cycle time | ↓ | 6 s | Squeegee velocity, print mode |
| Layer thickness | → | 100 µm | Screen, Squeegee, Paste, Printing Parameters |
| Roundness | ↑ | 99.5% | Screen distortion |
| Image quality | ↑ | Qualitative | Screen, squeegee, paste, process parameters |
Table 2.
DoE default parameters.
| Variable | Standard Setting | Adaption in DoE |
|---|
| Squeegee velocity | 60 mm/s | 1 |
| Take-off | 3 mm | 1 |
| Roller-mill | Yes | 1 |
| Print mode | Flood–print | 2 |
| Screen type | 2D-mesh | 3 |
| Squeegee angle | 60° | 4 |
Table 3.
DoE 1: Variable screen printing parameters.
| Variable | Levels | Values | Unit |
|---|
| Squeegee velocity | 4 | 60; 120; 180; 240 | mm/s |
| Take-off | 2 | 2; 3 | mm |
| Roller-mill | 2 | Yes; No | - |
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).

 ,
, 
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


