
Effects of Stress on Loss and Magnetic Properties of Fe80Co3Si3B10P1C3 Amorphous Iron Cores
 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
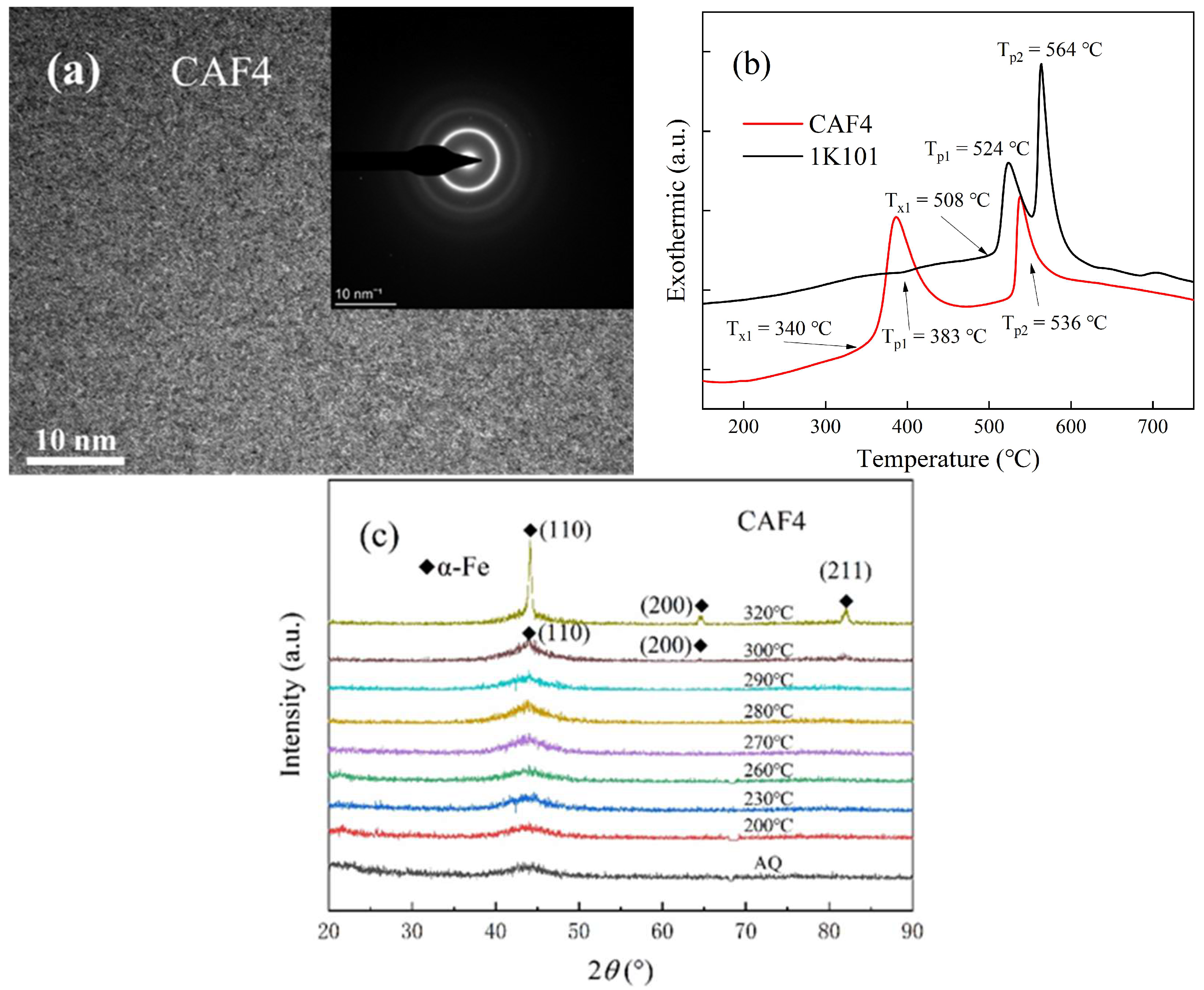
3.1. Structure and Performance Analysis of the CAF4 Strip
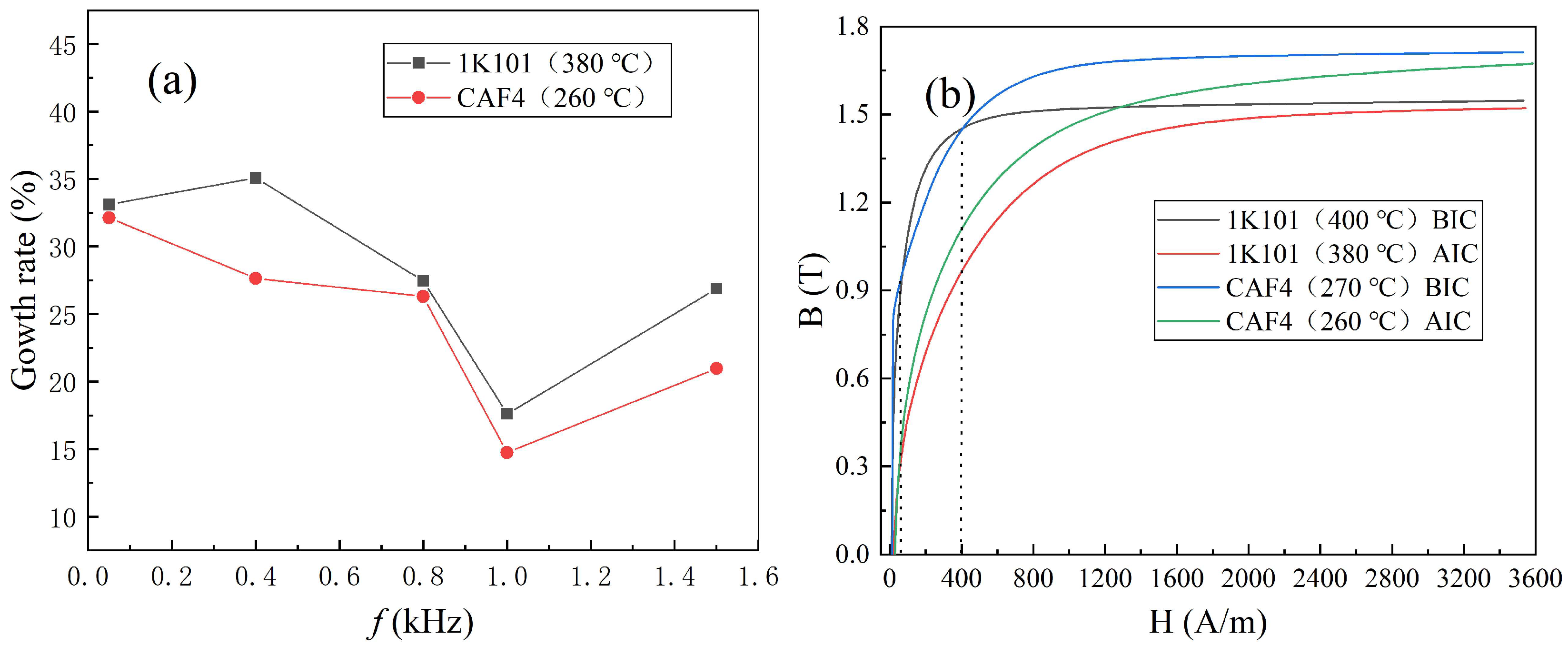
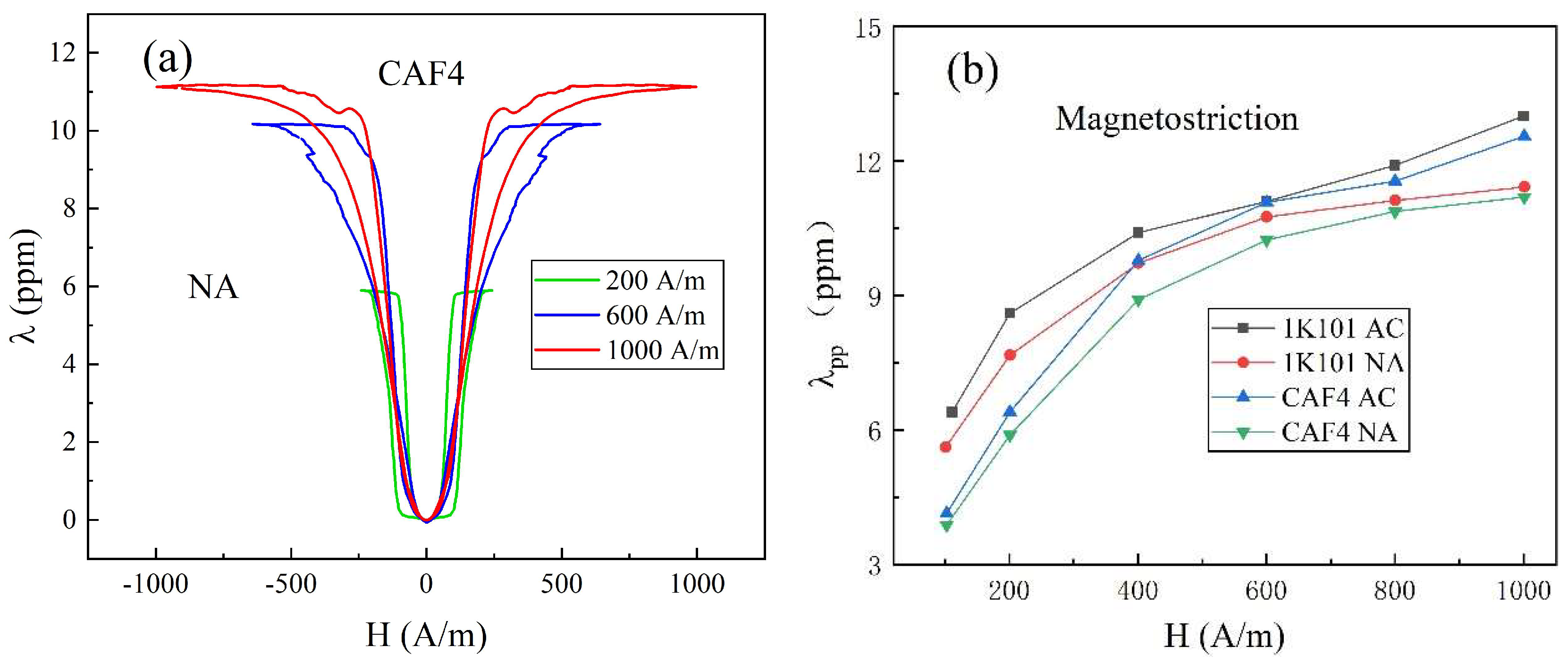
3.2. Effects of Stress Produced by Impregnation Curing on the Iron Core Properties
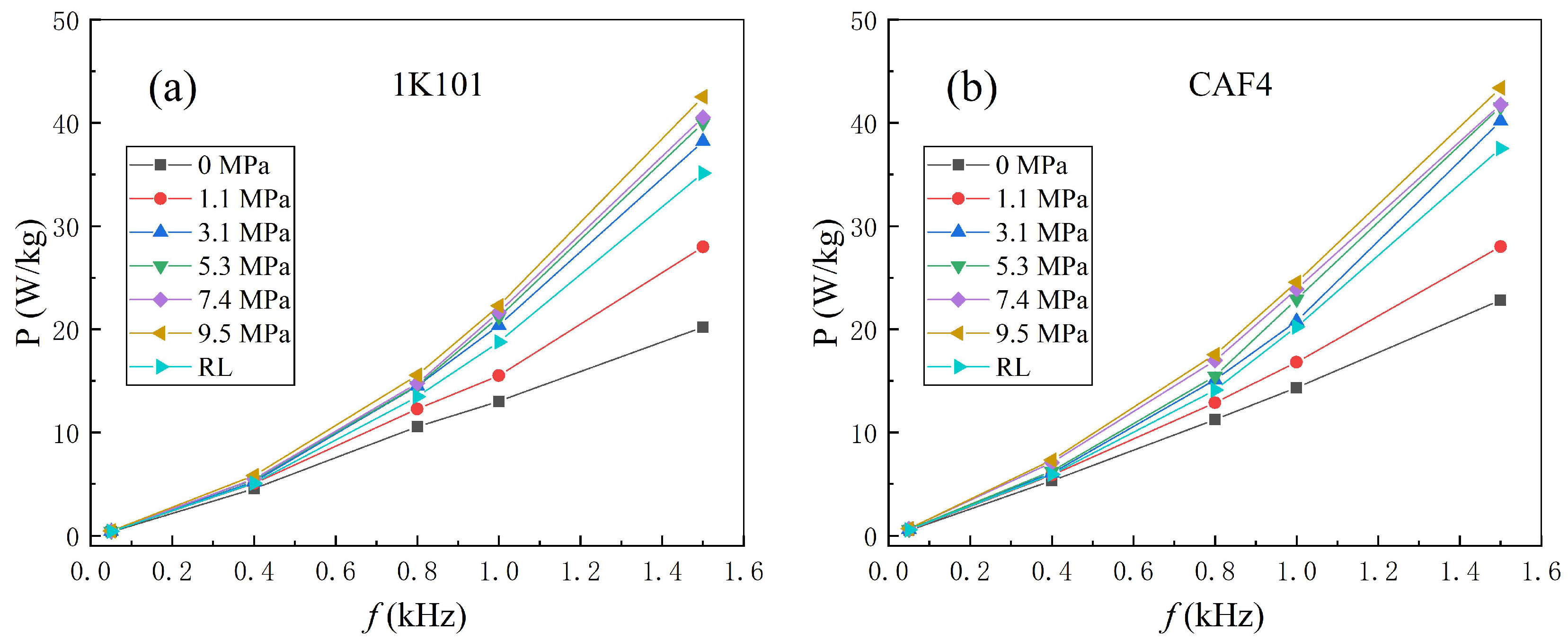
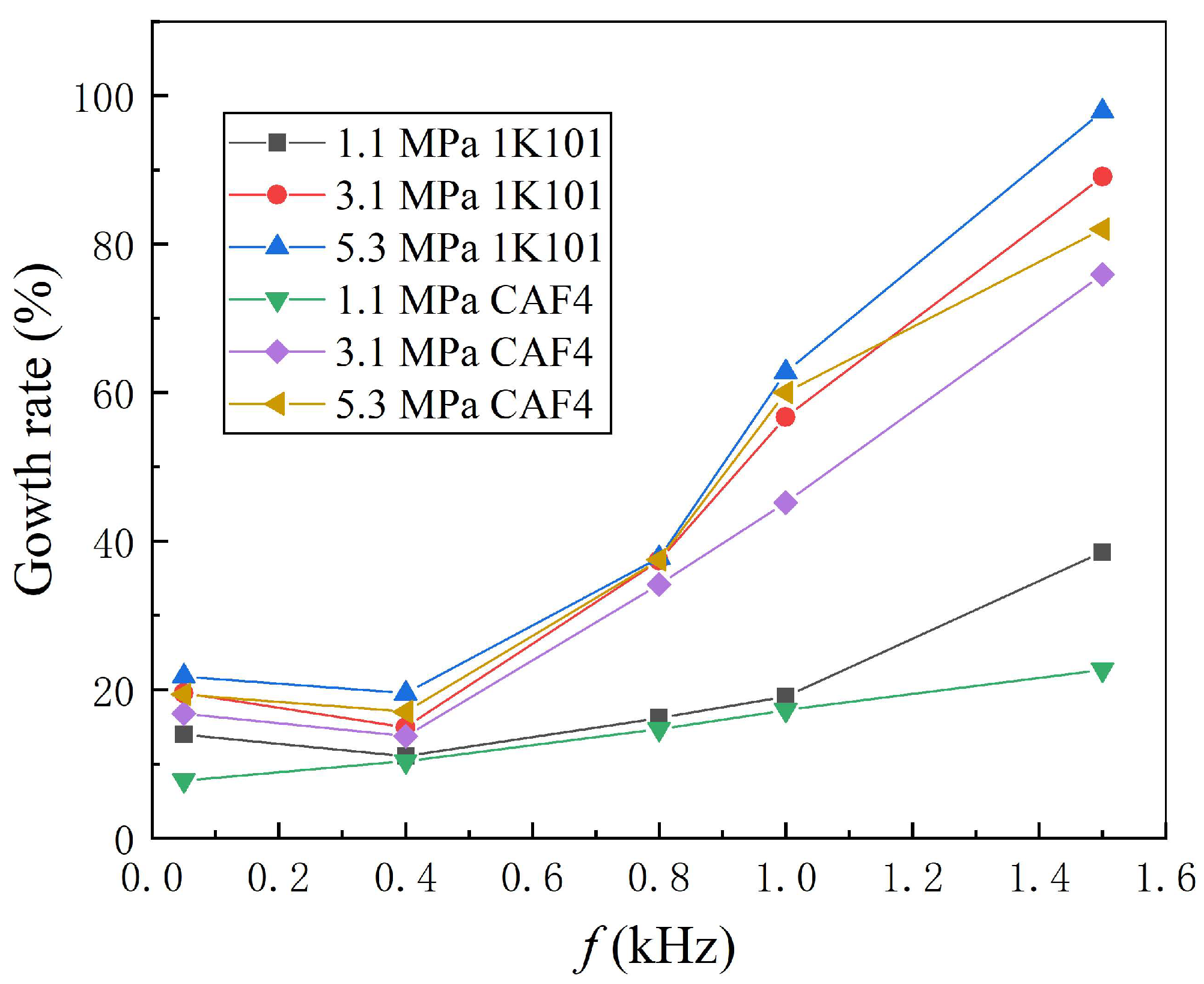
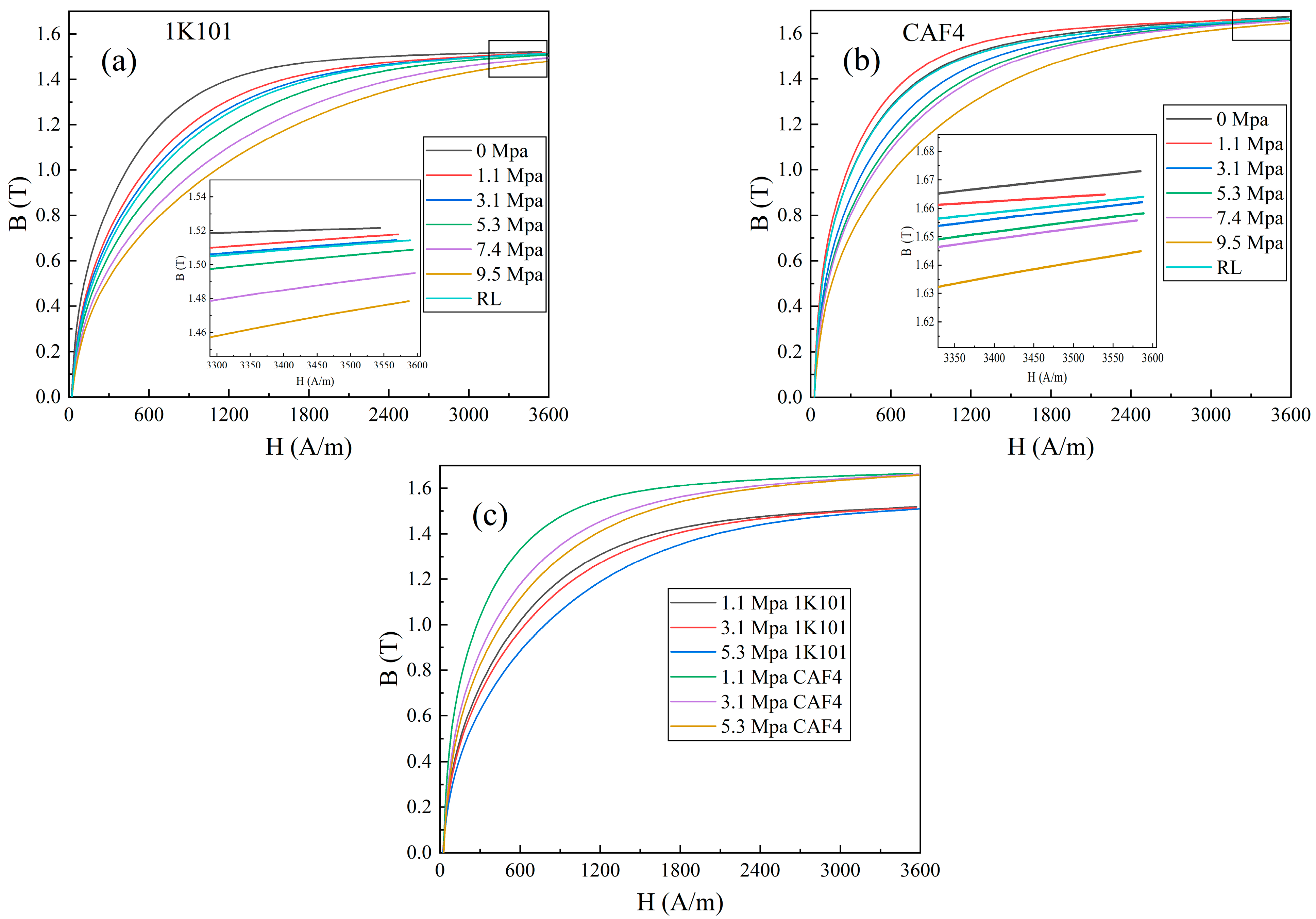
3.3. Loss and Magnetic Properties of Amorphous Iron Cores under the Interference Fit Pressure
4. Conclusions
- (1)
- After impregnation curing (AIC), the lowest loss of CAF4 occurred at 260 °C annealing, with P1.2T,1.5 kHz = 22.8 W/kg, representing a 21% increase compared to before-impregnation curing (BIC). Additionally, under an excitation of 1000 A/m and a frequency of 50 Hz, CAF4 exhibited a lower magnetostriction coefficient than 1K101.
- (2)
- With increasing internal stress from interference fits, the losses also increased. Within the commonly used interference fit range, CAF4 exhibited a lower percentage increase in losses compared to 1K101. It is important to note that even after removing the compressive stress, the internal stress did not fully return to its initial state, necessitating further stress relief treatments.
- (3)
- Within the commonly used interference fit range, CAF4 demonstrated superior magnetization performance compared to 1K101, offering advantages for lightweight and compact motor designs as well as reduced copper losses. Consequently, CAF4 amorphous iron cores present a more advantageous choice for motor cores.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Silveyra, J.M.; Ferrara, E.; Huber, D.L.; Monson, T.C. Soft magnetic materials for a sustainable and electrified world. Science 2018, 362, eaao0195. [Google Scholar] [CrossRef] [PubMed]
- Wang, W. Development and Implication of Amorphous Alloys. Bull. Chin. Acad. Sci. 2022, 37, 352–359. [Google Scholar] [CrossRef]
- Bazlov, A.; Strochko, I.; Ubyivovk, E.; Parkhomenko, M.; Magomedova, D.; Zanaeva, E. Structure and Properties of Amorphous Quasi High Entropy Fe-Co-Ni-Cr-(Mo,V)-B Alloys with Various Boron Content. Metals 2023, 13, 1464. [Google Scholar] [CrossRef]
- Huo, Z.; Zhang, G.; Han, J.; Wang, J.; Ma, S.; Wang, H. A Review of the Preparation, Machining Performance, and Application of Fe-Based Amorphous Alloys. Processes 2022, 10, 1203. [Google Scholar] [CrossRef]
- Shi, L.; Hu, X.; Li, Y.; Yuan, G.; Yao, K. The complementary effects of Fe and metalloids on the saturation magnetization of Fe-based amorphous alloys. Intermetallics 2021, 131, 107116. [Google Scholar] [CrossRef]
- Li, D.; Zhang, L.; Li, G.; Lu, Z.; Zhou, S. Reducing the core loss of amorphous cores for distribution transformers. Prog. Nat. Sci. Mater. Int. 2012, 3, 244–249. [Google Scholar] [CrossRef]
- Zhu, L.; Fan, B.; Han, X.; Tang, H. Effects of shrink fitting on iron losses of a permanent magnet synchronous motor with an amorphous core. IET Electr. Power Appl. 2022, 16, 996–1003. [Google Scholar] [CrossRef]
- Enomoto, Y.; Suzuki, K.; Okita, S.; Eto, K.; Katayama, E. Evaluation of a Motor with an Amorphous Iron Core Punched by a Die. IEEJ Trans. Ind. Appl. 2021, 141, 423–430. [Google Scholar] [CrossRef]
- Nie, W.; Yu, T.; Wang, Z.; Wei, X. High-performance core-shell-type FeSiCrMnZn soft magnetic composites for high-frequency applications. J. Alloys Compd. 2021, 864, 158215. [Google Scholar] [CrossRef]
- Zhu, F.; Zhang, J.; Wang, J.; Zhou, F.; Sun, H. Numerical simulation analysis of high-speed asynchronous motor based on Fe-based amorphous alloy and SMC stator. J. Phys. Conf. Ser. 2022, 23, 012104. [Google Scholar] [CrossRef]
- Kolano, R.; Krykowski, K.; Kolano-Burian, A.; Polak, M.; Szynowski, J.; Zackiewicz, P. Amorphous Soft Magnetic Materials for the Stator of a Novel High-Speed PMBLDC Motor. IEEE Trans. Magn. 2013, 49, 1367–1371. [Google Scholar] [CrossRef]
- Komeza, K.; Dems, M. Finite-element and analytical calculations of no-load core losses in energy-saving induction motors. IEEE Trans. Ind. Electron. 2011, 59, 2934–2946. [Google Scholar] [CrossRef]
- Cai, M.; Wang, J.; Wang, Q.; Guo, Z.; Luo, Q.; Zhou, J.; Liang, T.; Li, X.; Zeng, Q.; Shen, B. Improvement of soft-magnetic properties for Fe-based amorphous alloys with high saturation polarization by stress annealing. Mater. Res. Lett. 2023, 11, 595–603. [Google Scholar] [CrossRef]
- Han, L.; Maccari, F.; Souza Filho, I.R.; Peter, N.J.; Wei, Y.; Gault, B.; Gutfleisch, O.; Li, Z.; Raabe, D. A mechanically strong and ductile soft magnet with extremely low coercivity. Nature 2022, 608, 310–316. [Google Scholar] [CrossRef] [PubMed]
- Chiba, A.; Hayashi, H.; Nakamura, K.; Ito, S.; Tungpimolrut, K.; Fukao, T.; Rahman, M.A.; Yoshida, M. Test results of an SRM made from a layered block of heat-treated amorphous alloys. IEEE Trans. Ind. Appl. 2008, 44, 699–706. [Google Scholar] [CrossRef]
- Longfei, Z.; Jianguo, Z.; Wenming, T. Study on no-load losses of permanent magnet synchronous motor with amorphous alloy stator core. Electr. Mach. Control 2015, 19, 19–26. [Google Scholar] [CrossRef]
- Miyagi, D.; Maeda, N.; Ozeki, Y.; Miki, K.; Takahashi, N. Estimation of iron loss in motor core with shrink fitting using FEM analysis. IEEE Trans. Magn. 2009, 45, 1704–1707. [Google Scholar] [CrossRef]
- Takahashi, N.; Morimoto, H.; Yunoki, Y.; Miyagi, D. Effect of shrink fitting and cutting on iron loss of permanent magnet motor. J. Magn. Magn. Mater. 2008, 320, e925–e928. [Google Scholar] [CrossRef]
- Croccolo, D.; De Agostinis, M. Analytical solution of stress and strain distributions in press fitted orthotropic cylinders. Int. J. Mech. Sci. 2013, 71, 21–29. [Google Scholar] [CrossRef]
- Turnbull, D. Under what conditions can a glass be formed? Contemp. Phys. 1969, 10, 473–488. [Google Scholar] [CrossRef]
- Turnbull, D.; Cohen, M.H. Free-Volume Model of the Amorphous Phase: Glass Transition. J. Chem. Phys. 1961, 34, 120–125. [Google Scholar] [CrossRef]
- Zhang, W.; Meng, Y.; Wang, J.; Guan, S.; Zhang, T. Effect of continuous rapid annealing on the microstructure and properties of Fe85P11C2B2 amorphous alloy. Mater. Lett. 2022, 315, 131984. [Google Scholar] [CrossRef]
- Yu, H.; Li, J.; Li, J.; Chen, X.; Han, G.; Yang, J.; Chen, R. Enhancing the Properties of FeSiBCr Amorphous Soft Magnetic Composites by Annealing Treatments. Metals 2022, 12, 828. [Google Scholar] [CrossRef]
- Yin, L.; Zhu, Z.; Zheng, H.; Xu, X.; Liu, J. The coating with epoxy on Fe78Si9B13 amorphous alloy magnetic core and its influence on soft magnetic properties were studied. J. Funct. Mater. 2012, 43, 722–724. [Google Scholar] [CrossRef]
- Abrosimova, G.; Chirkova, V.; Matveev, D.; Pershina, E.; Volkov, N.; Aronin, A. Influence of a Protective Coating on the Crystallization of an Amorphous Fe78Si13B9 Alloy. Metals 2023, 13, 1090. [Google Scholar] [CrossRef]
- Qing, M.; Chong, T.; Jing, H.; Sun, B. Study on the Soft Magnetic Properties of FeSiB/EP Composites by Direct Ink Writing. Front. Mater. 2021, 8, 792768. [Google Scholar] [CrossRef]
- Cui, H.; Dong, B.; Xing, Y.; Cheng, Y.; Wang, L.; Zhou, S. Soft magnetic properties of FeCoSiBC amorphous alloys with high saturation magnetization. J. Mater. Sci. Mater. Electron. 2023, 34, 1801. [Google Scholar] [CrossRef]
- Duan, X.; Ju, S.; Li, Y.; Zhu, Z.; Zhang, H.; Zhang, W. Effects of B/P and Co/Fe substitutions on glass-forming ability and soft magnetic properties of a Fe80P13C7 metallic glass. J. Non-Cryst. Solids 2023, 615, 122480. [Google Scholar] [CrossRef]
- Luo, Q.; Li, D.; Cai, M.; Di, S.; Zhang, Z.; Zeng, Q.; Wang, Q.; Shen, B. Excellent magnetic softness magnetization synergy and suppressed defect activation in soft magnetic amorphous alloys by magnetic field annealing. J. Mater. Sci. Technol. 2022, 116, 72–82. [Google Scholar] [CrossRef]
- Li, S.; Li, L.; Li, D.; Lu, Z. Effect of magnetic annealing on magnetostrictive properties of Fe80Si9B11 amorphous alloys. J. Iron Steel Res. 2019, 9, 854–858. [Google Scholar] [CrossRef]
- Gong, W.; Zhang, Z.; Lin, A.; He, J.; Hou, R.; Xu, Z. Magnetostriction measurement in electrical steel and amorphous strip. In Proceedings of the 2018 Conference on Precision Electromagnetic Measurements, Paris, France, 8–13 July 2018; pp. 1–2. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Tx1 (°C) | Tp1 (°C) | Tp2 (°C) | ΔTp = Tp2 − Tp1 (°C) |
|---|---|---|---|---|
| 1K101 | 508 | 524 | 564 | 40 |
| CAF4 | 340 | 383 | 536 | 153 |
| Difference (T 1K101 − T CAF4) | 168 | 141 | 28 | — |
| Interference/mm | 0.05 | 0.1 | 0.2 | 0.25 | 0.3 |
| Pressure/MPa | 1–2 | 2–3 | 4–5 | 6–7 | 8–9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, W.; Zhang, G.; Zhang, Q.; Yu, H.; Li, Z.; Song, S.; Gu, M.; Zhou, S.; Qu, X. Effects of Stress on Loss and Magnetic Properties of Fe80Co3Si3B10P1C3 Amorphous Iron Cores. Metals 2023, 13, 1823. https://doi.org/10.3390/met13111823
Zheng W, Zhang G, Zhang Q, Yu H, Li Z, Song S, Gu M, Zhou S, Qu X. Effects of Stress on Loss and Magnetic Properties of Fe80Co3Si3B10P1C3 Amorphous Iron Cores. Metals. 2023; 13(11):1823. https://doi.org/10.3390/met13111823
Chicago/Turabian StyleZheng, Wei, Guangqiang Zhang, Qian Zhang, Haichen Yu, Zongzhen Li, Su Song, Mingyu Gu, Shaoxiong Zhou, and Xuanhui Qu. 2023. "Effects of Stress on Loss and Magnetic Properties of Fe80Co3Si3B10P1C3 Amorphous Iron Cores" Metals 13, no. 11: 1823. https://doi.org/10.3390/met13111823