
Review on the Application and Development of Biochar in Ironmaking Production


Abstract
:
1. Introduction
2. Development Status of Low Carbon Ironmaking Technology
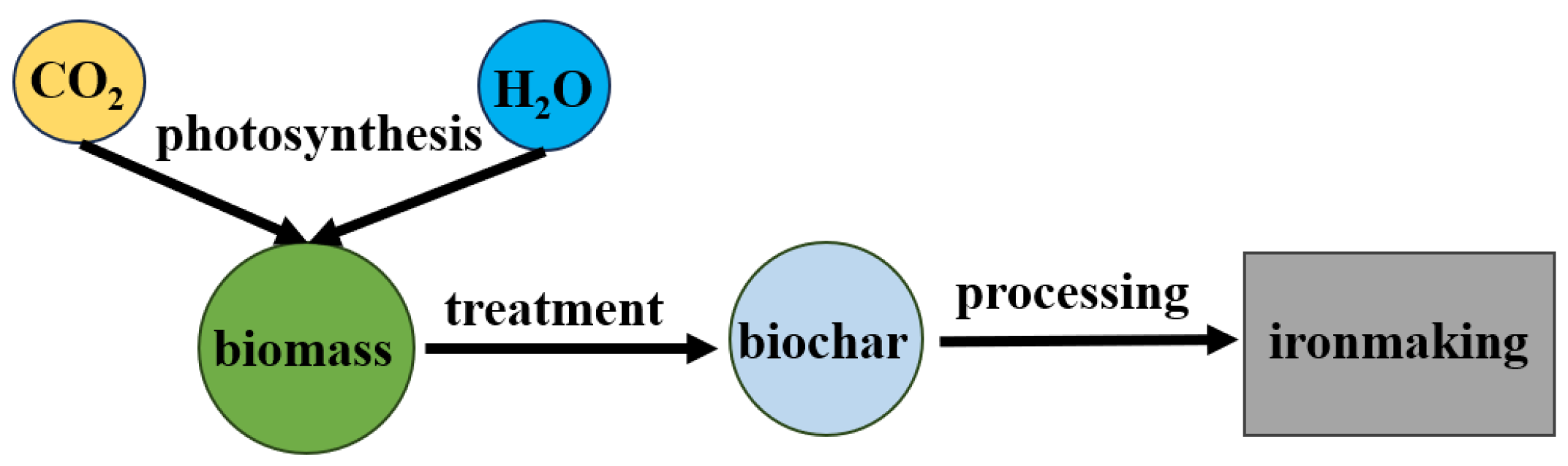
3. Summary of Biomass Resources
4. Preparation of Biochar
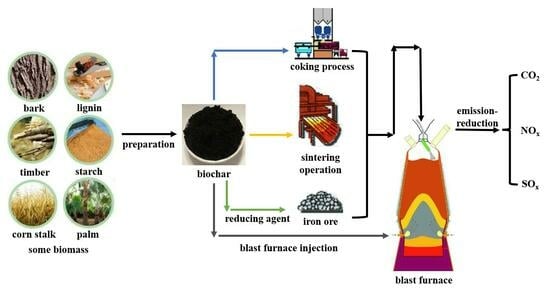
5. Application of Biochar in the Ironmaking Process
5.1. Application of Biochar in Coking Process
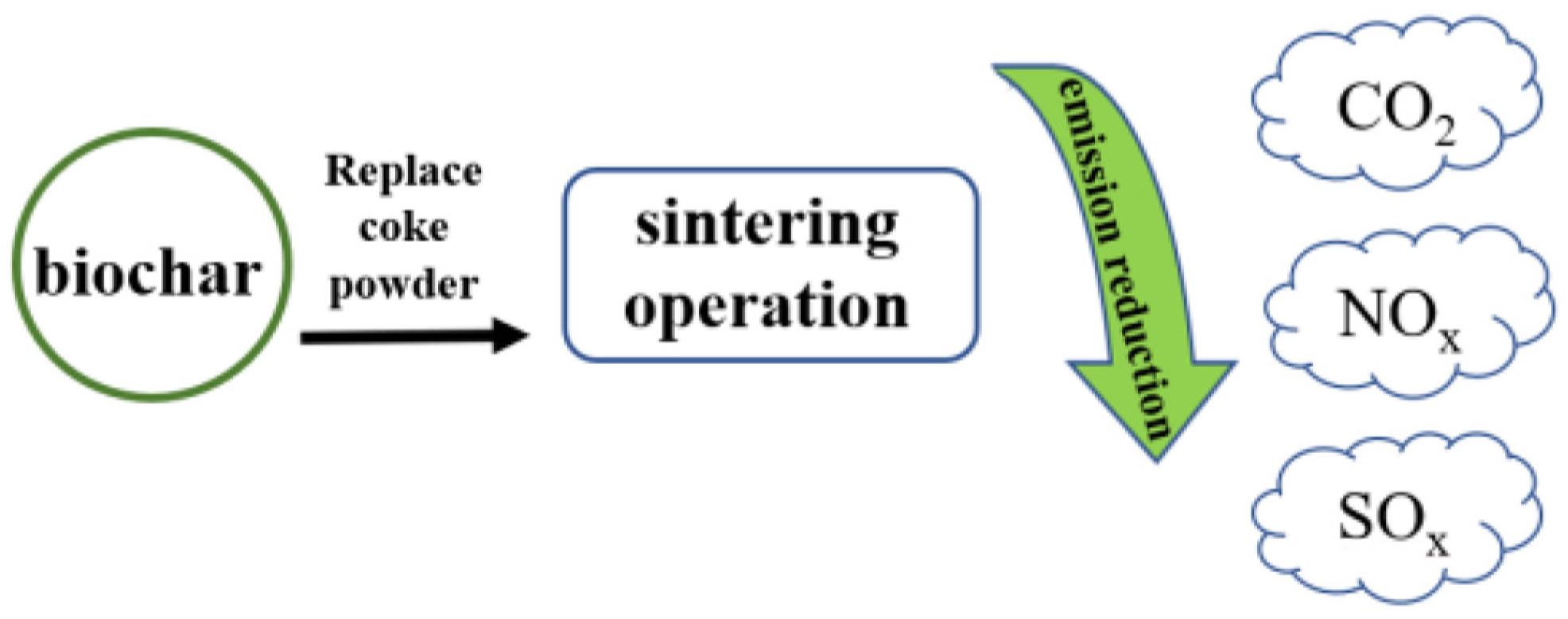
5.2. Application of Biochar in Sintering Operation
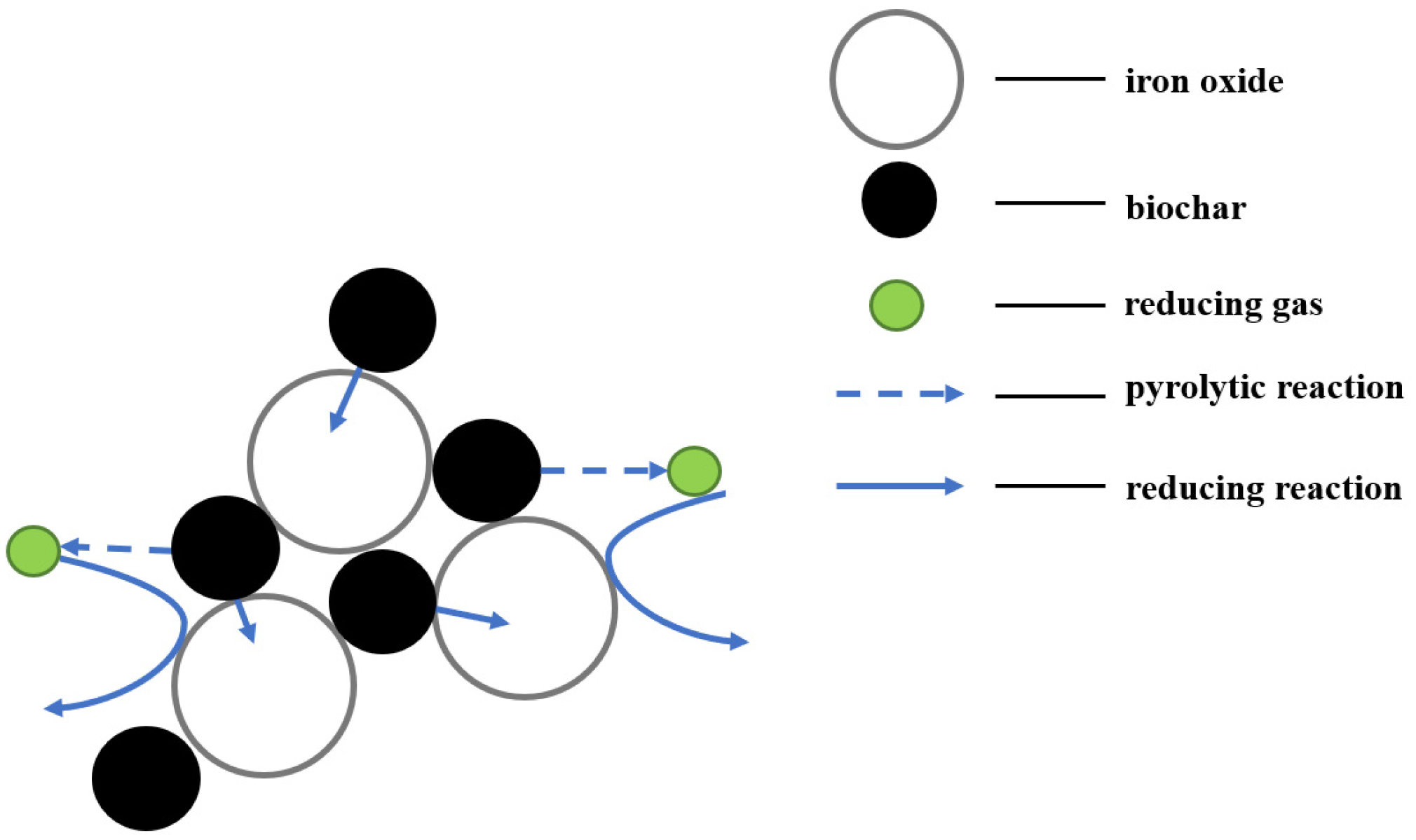
5.3. Application of Biochar in Iron Ore Reduction
5.4. Biochar Used in Blast Furnace Injection
6. Conclusions and Prospects
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, G.; Zhang, H.Q. Carbon emission status and carbon reduction prospect of iron and steel industry in China. Chem. Miner. Process. 2021, 50, 55–64. [Google Scholar]
- In 2021 China’s raw coal production will reach 4.13 billion tons. China Coal News, 1 March 2022.
- He, K.; Wang, L. Development and current situation of energy consumption in iron and steel industry in China. China Metall. 2021, 31, 26–35. [Google Scholar]
- Birat, J.P. Society, Materials, and the Environment: The Case of Steel. Metals 2020, 10, 331. [Google Scholar] [CrossRef]
- Mousa, E.; Wang, C.; Riesbeck, J.; Larsson, M. Biomass applications in iron and steel industry: An overview of challenges and opportunities. Renew. Sustain. Energy Rev. 2016, 65, 1247–1266. [Google Scholar] [CrossRef]
- Liu, W.Q. Research on low carbon ironmaking technology. China Environ. Prot. Ind. 2011, 01, 20–25. [Google Scholar]
- Wang, D.W. Development status and future prospects of ‘hydrogen metallurgy’. Metall. Manag. 2021, 14, 47–49. [Google Scholar]
- Wei, R.F.; Zhu, Y.L.; Long, H.M.; Xu, C.B. Research status and prospect of biomass iron ore pellets. Sintered Pellet. 2022, 47, 29–37. [Google Scholar]
- Machado, J.G.M.S.; Oso’rio, E.; Vilela, A.C.F.; Babich, A.; Senk, D.; Gudenau, H.W. Reactivity and conversion behaviour of brazilian and imported coals, charcoal and blends in view of their injection into blast furnaces. Steel Res. Int. 2010, 81, 9–16. [Google Scholar] [CrossRef]
- Nwachukwu, C.M.; Olofsson, E.; Lundmark, R.; Wetterlund, E. Evaluating fuel switching options in the Swedish iron and steel industry under increased competition for forest biomass. Appl. Energy 2022, 324, 119878. [Google Scholar] [CrossRef]
- Mandova, H.; Leduc, S.; Wang, C.; Wetterlund, E.; Patrizio, P.; Gale, W.; Kraxner, F. Possibilities for CO2 emission reduction using biomass in European integrated steel plants. Biomass Bioenergy 2018, 115, 231–243. [Google Scholar] [CrossRef]
- Ladanai, S.; Vinterbäck, J. Global Potential of Sustainable Biomass for Energy; Department of Energy and Technology, Swedish University of Agriculture Sciences: Uppsala, Sweden, 2009; pp. 1654–9406. [Google Scholar]
- Hammerschmid, M.; Müller, S.; Fuchs, J.; Hofbauer, H. Evaluation of biomass-based production of below zero emission reducing gas for the iron and steel industry. Biomass Convers. Biorefinery 2021, 11, 169–187. [Google Scholar] [CrossRef]
- Zhou, M.C.; Liu, W. Carbon emission reduction and biomass resource utilization. Chem. Des. 2022, 32, 11–14. [Google Scholar]
- Wang, X.D.; Shang, G.Q.; Xing, Y.; Hou, C.J.; Tian, J.L. Research on the low-carbon development technology route of iron and steel enterprises under the ‘double carbon. Chin. J. Eng. 2023, 45, 853–862. [Google Scholar]
- Zhang, Q.; Zhang, W.; Wang, Y.L. Energy saving and emission reduction potential of China’s iron and steel industry and ways to improve energy efficiency. Steel 2019, 54, 7–14. [Google Scholar]
- Zhang, J.L.; Liu, Z.J.; Li, K.J. ‘Double carbon’ strategy under the green low carbon development of ironmaking industry in China. Ironmaking 2022, 41, 1–10. [Google Scholar]
- Zhang, S.R.; Pan, G.Y.; Liu, M. The development path of ironmaking technology in China under the goal of ‘double carbon’. Ironmaking 2022, 41, 1–7. [Google Scholar]
- Oyama, N.; Iwami, Y.; Yamamoto, T. Development of secondary-fuel injection technology for energy reduction in the iron ore sintering process. ISIJ Int. 2011, 51, 913–921. [Google Scholar] [CrossRef]
- Zhang, F.M. The development and prospect of green low-carbon ironmaking technology in ShouGang. Steel 2020, 55, 11–18. [Google Scholar]
- Suopajärvi, H.; Kemppainen, A.; Haapakangas, J. Extensive review of the opportunities to use biomass-based fuels in iron and steel-making processes. J. Clean. Prod. 2017, 148, 709–734. [Google Scholar] [CrossRef]
- Pinto, R.G.D.; Szklo, A.S.; Rathmann, R. CO2 emissions mitigation strategy in the Brazilian iron and steel sector–from structural to intensity effects. Energy Policy 2018, 114, 380–393. [Google Scholar] [CrossRef]
- Liu, Y.; Shen, Y. CFD study of charcoal combustion in a simulated iron-making blast furnace. Fuel Process. Technol. 2019, 191, 152–167. [Google Scholar] [CrossRef]
- Ng, K.W.; Giroux, L.; MacPhee, T.; Todoschuk, T. Direct injection of biofuel in blast furnace iron-making. In Proceedings of the AISTech—Iron and Steel Technology Conference Proceedings, Pittsburgh, PA, USA, 3–6 May 2010; pp. 643–652. [Google Scholar]
- Tian, Y.H.; Shan, M.; Kong, G.; Ma, L.W.; Shao, S. Research on the development strategy of biomass economy in China. China Eng. Sci. 2021, 23, 133–140. [Google Scholar]
- Du, S.W.; Chen, W.H.; Lucas, J.A. Pretreatment of biomass by torrefaction and carbonization for coal blend used in pulverized coal injection. Bioresour. Technol. 2014, 161, 333–339. [Google Scholar] [CrossRef] [PubMed]
- Yao, J.N. The potential of biomass energy utilization in China is about 460 million tons of standard coal. China Energy News, 20 September 2021; p. 019. [Google Scholar]
- Huo, L.L.; Zhao, L.X.; Yao, Z.L. Greenhouse gas emission reduction potential of agricultural biomass energy. Acta Agric. Eng. 2021, 37, 179–187. [Google Scholar]
- Peng, W.M.; Wu, Q.Y. Biomass Pyrolysis Fuel Production. New Energy 2000, 22, 39–44. [Google Scholar]
- Wei, R.F.; Zhang, L.L.; Cang, D.Q.; Li, J.X.; Li, X.W.; Xu, C.C. Current status and potential of biomass utilization in ferrous metallurgical industry. Renew. Sustain. Energy Rev. 2017, 68, 511–524. [Google Scholar] [CrossRef]
- Seo, M.W.; Jeong, H.M.; Lee, W.J.; Yoon, S.J.; Ra, H.W.; Kim, Y.K.; Lee, D.; Han, S.W.; Kim, S.D. Carbonization characteristics of biomass/coking coal blends for the application of bio-coke. Chem. Eng. J. 2020, 394, 124943. [Google Scholar] [CrossRef]
- Yuuki, M.; Naoto, T. Preparation of coke from biomass char modified by vapour deposition of tar generated during pyrolysis of woody biomass. Ironmak. Steelmak. 2022, 49, 646–657. [Google Scholar]
- Khasraw, D.; Spooner, S.; Hage, H.; Meijer, K.; Li, Z. Devolatilisation characteristics of coal and biomass with respect to temperature and heating rate for HIsarna alternative ironmaking process. Fuel 2020, 284, 119101. [Google Scholar] [CrossRef]
- MacPhee, J.A.; Gransden, J.F.; Giroux, L.; Price, J.T. Possible CO2 mitigation via addition of charcoal to coking coal blends. Fuel Process. Technol. 2009, 90, 16–20. [Google Scholar] [CrossRef]
- Gan, M.; Fan, X.; Ji, Z.; Chen, X.; Jiang, T.; Yu, Z. Effect of biomass fuel distribution in pellets on iron ore sintering and NOx emission. Iron Steelmak. 2014, 41, 430–434. [Google Scholar] [CrossRef]
- Gan, M.; Fan, X.; Ji, Z.; Jiang, T.; Chen, Z.Y.; Li, G.; Yin, L. The application of biomass fuel in iron ore sintering: Influence mechanism and emission reduction. Iron Steelmak. 2015, 42, 27–33. [Google Scholar] [CrossRef]
- Gan, M.; Fan, X.H.; Chen, X.Y.; Ji, Z.Y.; Lv, W.; Wang, Y.; Yu, W.; Jiang, T. Reduction of pollutant emission in iron ore sintering process by applying biomass fuels. ISIJ Int. 2012, 52, 1574–1578. [Google Scholar] [CrossRef]
- Wang, G.W. The structural characteristics and gasification reactivity of biochar pyrolyzed in different atmospheres at high temperature. Energy 2018, 147, 25–35. [Google Scholar] [CrossRef]
- Lu, Y.C.; Brabie, L.; Karasev, A.V.; Wang, C. Applications of Hydrochar and Charcoal in the Iron and Steelmaking Industry—Part 2: Carburization of Liquid Iron by Addition of Iron–Carbon Briquettes. Sustainability 2022, 14, 5383. [Google Scholar] [CrossRef]
- Kieush, L.; Koveria, A.; Boyko, M.; Yahonlnuyk, M.; Hrubiak, A.; Molchanov, L.; Moklyak, V. Influence of biocoke on iron ore sintering performance and strength properties of sinter. Min. Miner. Depos. 2022, 2, 55–63. [Google Scholar] [CrossRef]
- Gan, M.; Li, H.R.; Fan, X.H. Combustion characteristics of core biochar and its emission reduction behavior in sintering. Sintered Pellets 2022, 47, 65. [Google Scholar]
- Liu, C.; Zhang, Y.Z.; Zhao, K.; Xing, H.W.; Kang, Y. Modified biomass fuel instead of coke for iron ore sintering. Ironmak. Steelmak. 2020, 47, 188–194. [Google Scholar] [CrossRef]
- Jha, G.; Soren, S. Study on applicability of biomass in iron ore sintering process. Renew. Sustain. Energy Rev. 2017, 80, 399–407. [Google Scholar] [CrossRef]
- Frohlichova, M.; Legemza, J.; Findorak, R. Biomass as a source of energy in iron ore agglomerate production process. Arch. Metall. Mater. 2014, 59, 815–820. [Google Scholar] [CrossRef]
- Lu, L.M.; Adam, M.; Killburn, M.; Hapugoda, S.; Somerville, M.; Jahanshahi, S. Substitution of charcoal for coke breeze in iron ore sintering. ISIJ Int. 2013, 53, 1067–1616. [Google Scholar] [CrossRef]
- Oci, T.C.; Aries, E.; Ewan, B.C.R.; Thompson, D.; Anderson, D.R.; Fisher, R.; Fray, T.; Tognarelli, D. The study of sunflower seed husks as a fuel in the iron ore sintering process. Miner. Eng. 2008, 21, 167–177. [Google Scholar]
- Huang, Z.C.; Jin, Y.Y.; Yi, L.Y. Pyrolysis characteristics of biomass and its reduction of iron concentrate. Sintered Pellets 2021, 46, 65–71. [Google Scholar]
- Han, H.; Duan, D.; Yuan, P.; Li, D. Biomass reducing agent utilisation in rotary hearth furnace process for DRI production. Ironmak. Steelmak. 2015, 42, 579–584. [Google Scholar] [CrossRef]
- Fan, X.; Ji, Z.; Gan, M.; Chen, X.; Li, Q.; Liang, T. Influence of charcoal replacing coke on microstructure and reduction properties of iron ore sinter. Ironmak. Steelmak. 2016, 43, 5–10. [Google Scholar] [CrossRef]
- Nayak, D.; Dash, N.; Ray, N.; Rath, S.S. Utilization of waste coconut shells in the reduction roasting of overburden from iron ore mines. Powder Technol. 2019, 353, 450–458. [Google Scholar] [CrossRef]
- Zhang, J.L.; Guo, J.; Wang, G.W.; Xu, T.; Chai, Y.F.; Zheng, C.L.; Xu, R.S. Kinetics of petroleum coke/biomass blends during co-gasification. Int. J. Miner. Metall. Mater. 2016, 23, 1001–1010. [Google Scholar] [CrossRef]
- Guo, D.; Zhu, L.; Guo, S.; Cui, B.; Luo, S.; Laghari, M.; Chen, Z.; Ma, C.; Zhou, Y.; Chen, J.; et al. Direct reduction of oxidized iron ore pellets using biomass syngas as the reducer. Fuel Process. Technol. 2016, 148, 276–281. [Google Scholar] [CrossRef]
- Guo, D.B.; Li, B.Y.; Cui, B.H.; Chen, Z.H.; Luo, S.P. Direct reduction of iron ore/biomass composite pellets using simulated biomass-derived syngas: Experimental analys-is and kinetic modelling. Chem. Eng. J. 2017, 327, 822–830. [Google Scholar] [CrossRef]
- Guo, D.B.; Hu, M.; Pu, C.X.; Xiao, B.; Hu, Z.Q.; Liu, S.M. Kinetics and mechanisms of direct reduction of iron ore-biomass composite pellets with hydrogen gas. Int. J. Hydrogen Energy 2015, 40, 4733–4740. [Google Scholar] [CrossRef]
- Chen, W.H.; Wu, J.S. An evaluation on rice husks and pulverized coal blends using a drop tube furnace and a thermogravimetric analyzer for application to a blast furnace. Energy 2009, 34, 1458–1466. [Google Scholar] [CrossRef]
- Ng, W.K.; Giroux, L.; Todoschuk, T. Value-in-use of biocarbon fuel for direct injection in blast furnace ironmaking. Ironmak. Steelmak. 2018, 45, 1457837. [Google Scholar] [CrossRef]
- Wang, P.; Wang, G.W.; Zhang, J.L.; Lee, J.Y.; Li, Y.J.; Wang, C. Co-combustion characteristics and kinetic study of anthracite coal and palm kernel shell char. Appl. Therm. Eng. 2018, 143, 736–745. [Google Scholar] [CrossRef]
- Li, J.H.; Xu, R.S.; Wang, G.W.; Zhang, J.L.; Song, B.; Liang, W.; Wang, C. Study on the feasibility and co-combustion mechanism of mixed injection of biomass hydrochar and anthracite in blast furnace. Fuel 2021, 304, 121465. [Google Scholar] [CrossRef]
- Zheng, W.C.; Xu, C.B.; Wei, R.F. Research progress of biochar injection into blast furnace. J. Iron Steel Res. 2021, 33, 1–8. [Google Scholar]
- Xu, R.S.; Zheng, H.; Wang, W.; Jiang, X. Effect of carbonization temperature on microstructure of bamboo charcoal for blast furnace injection. J. Iron Steel Res. 2018, 30, 515–522. [Google Scholar]
- Jiang, Y.Y.; Zheng, L.; Liu, Z.L. Effect of co-injection of biomass fuels on combustion rate. Sichuan Metall. 2019, 41, 18–21. [Google Scholar]
- Wijayanta, A.; Alam, S.; Nakaso, K.; Fukai, J.; Kunitomo, K.; Shimizu, M. Combustibility of biochar injected into the raceway of a blast furnace. Fuel Process. Technol. 2014, 117, 53–59. [Google Scholar] [CrossRef]
- Wang, C.; Larsson, M.; Lövgren, J.; Nilsson, L.; Mellin, P.; Yang, W.; Salman, H. Injecting solid biomass products into blast furnaces and their potential impact on integrated steel plants. Energy Program. Energy Program 2014, 61, 2184–2187. [Google Scholar]
- Mathieson, J.G.; Rogers, H.; Somerville, M.; Ridgeway, P.; Jahanshahi, S. The use of biomass in the steel industry—Australian perspective. In Proceedings of the 1st International Conference on Energy Efficiency and CO2 Reduction in the Steel Industry (EECR Steel 2011), Dusseldorf, Germany, 27 June–1 July 2011. [Google Scholar]
- Wang, G.W.; Zhang, J.L.; Jui, Y.L.; Mao, X.M.; Ye, L.; Xu, W.R. Hydrothermal carbonization of corn stover for hydrochar production and its injection into blast furnaces. Appl. Energy 2020, 266, 114818. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Physical Resources × 108 t | Total Energy Potential × 1019 J | Theory Can Obtain Energy × 1019 J |
|---|---|---|---|
| Straw | 7.28 | 1.05 | 0.52 |
| Animal manure | 39.26 | 5.51 | 0.30 |
| Forestry biomass | 21.75 | 3.64 | 0.49 |
| Municipal waste | 1.55 | 0.06 | 0.03 |
| Municipal wastewater | 482.40 | 0.03 | 0.01 |
| Amounta to | 552.24 | 10.29 | 1.35 |
| Pyrolysis Type | low Speed | Fast | Flash |
|---|---|---|---|
| Residence time (s) | 500~6500 | 0.4~6 | <1 |
| Particle size (mm) | 5~50 | <1 | <0.030 |
| Heating rate (°C/s) | 0.05~1 | 5~200 | 1000 |
| Reaction temperature (°C) | 300~700 | 600~1150 | 400~900 |
| Production | G, L, S | L | L |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Chai, Y.; Wang, Y.; Luo, G.; An, S. Review on the Application and Development of Biochar in Ironmaking Production. Metals 2023, 13, 1844. https://doi.org/10.3390/met13111844
Wang S, Chai Y, Wang Y, Luo G, An S. Review on the Application and Development of Biochar in Ironmaking Production. Metals. 2023; 13(11):1844. https://doi.org/10.3390/met13111844
Chicago/Turabian StyleWang, Shijie, Yifan Chai, Yici Wang, Guoping Luo, and Shengli An. 2023. "Review on the Application and Development of Biochar in Ironmaking Production" Metals 13, no. 11: 1844. https://doi.org/10.3390/met13111844
APA StyleWang, S., Chai, Y., Wang, Y., Luo, G., & An, S. (2023). Review on the Application and Development of Biochar in Ironmaking Production. Metals, 13(11), 1844. https://doi.org/10.3390/met13111844