
Effect of Piercing Temperature on Stress—Strain Distribution and Dimensional Accuracy for Ti80 Titanium Alloy Seamless Tubes Based on Numerical Simulation


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Thermal Simulation Experiment
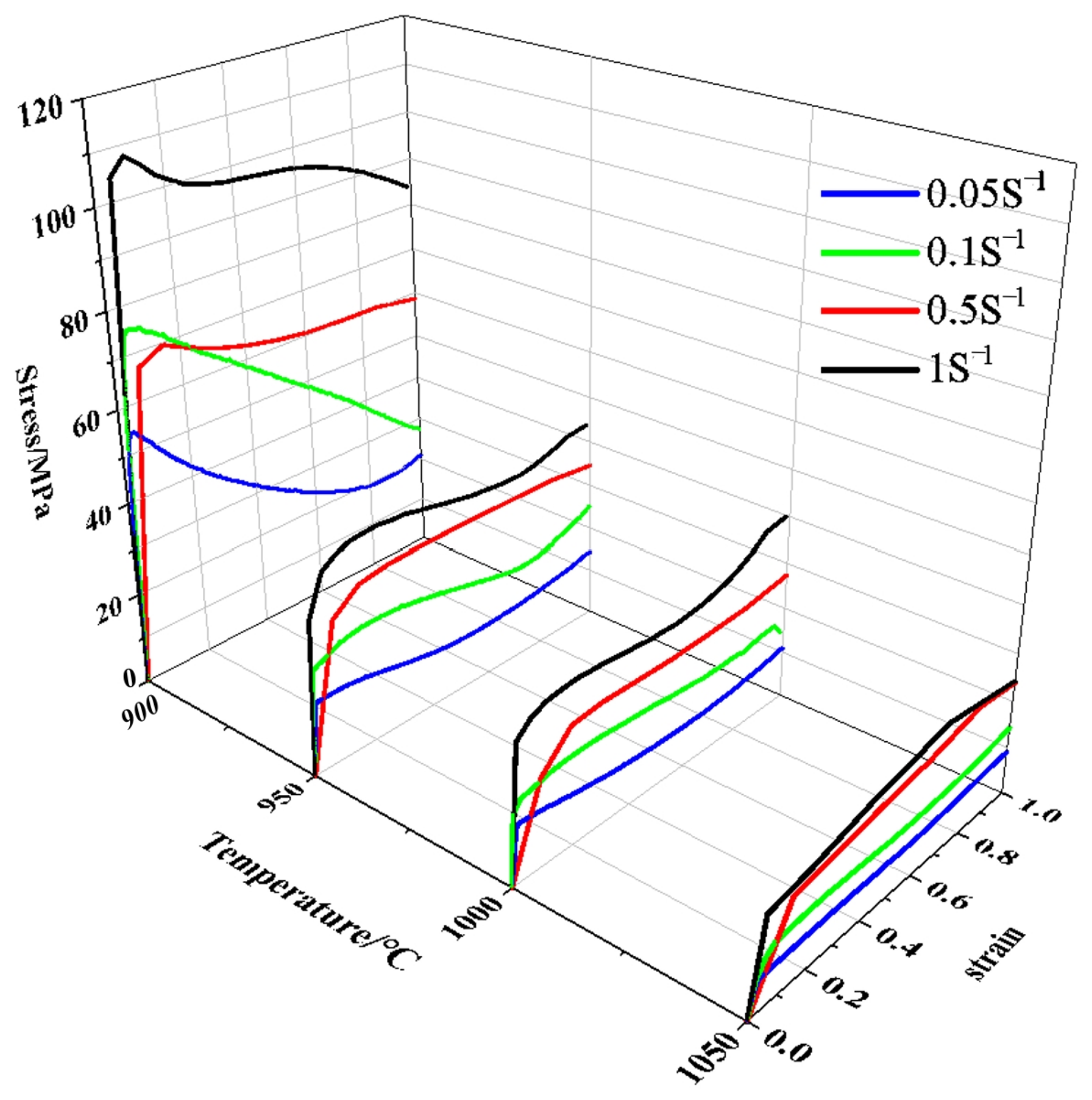
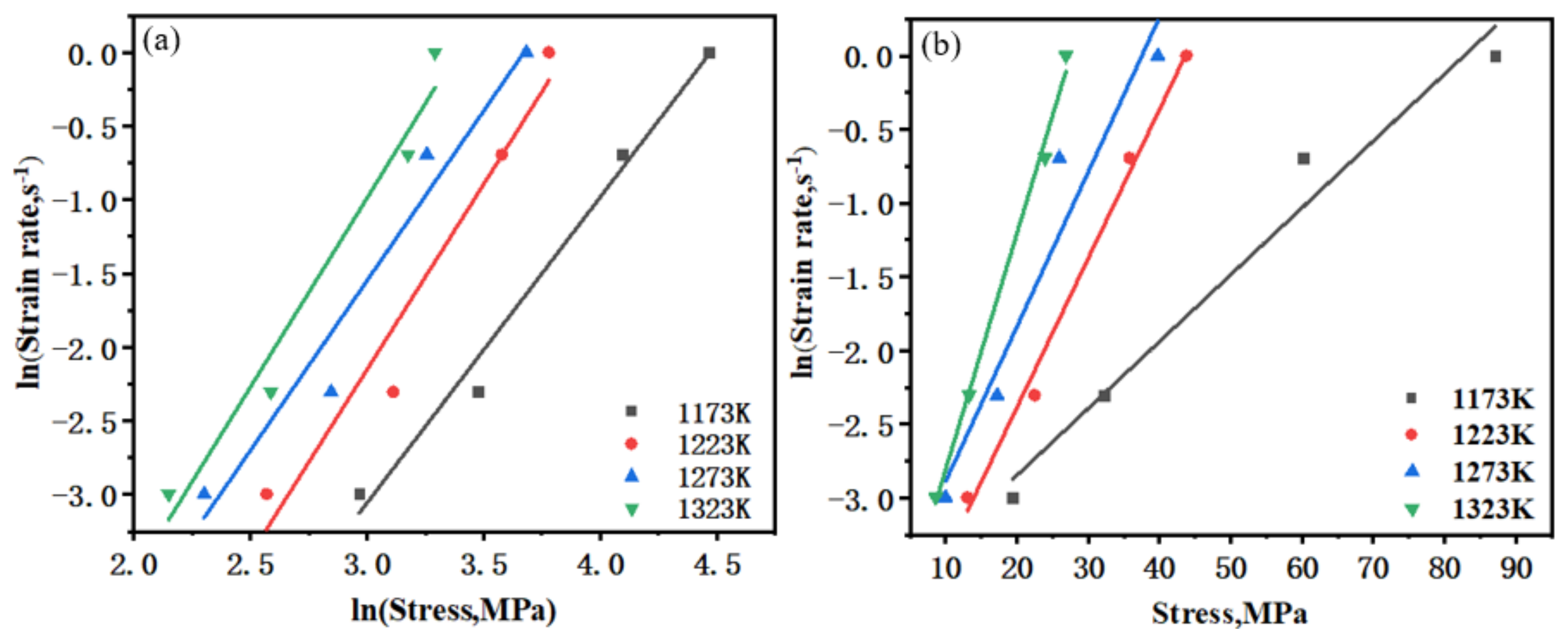
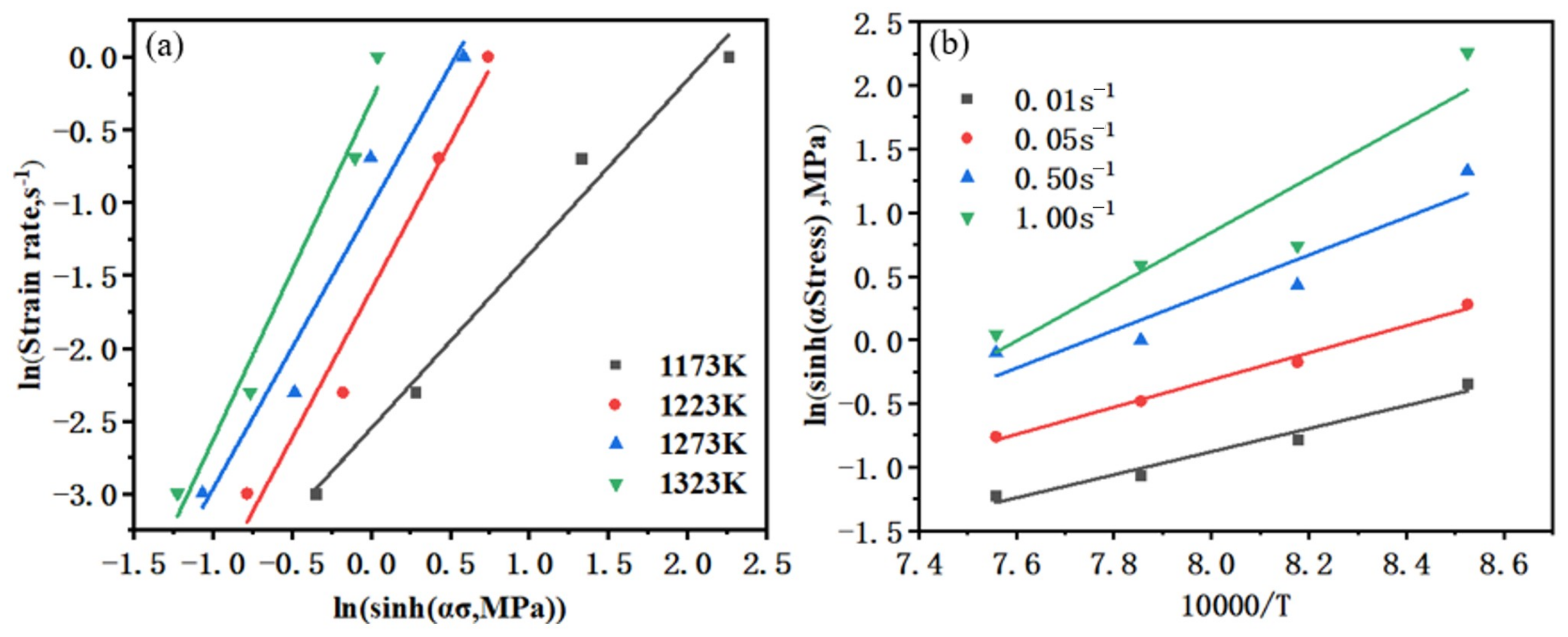
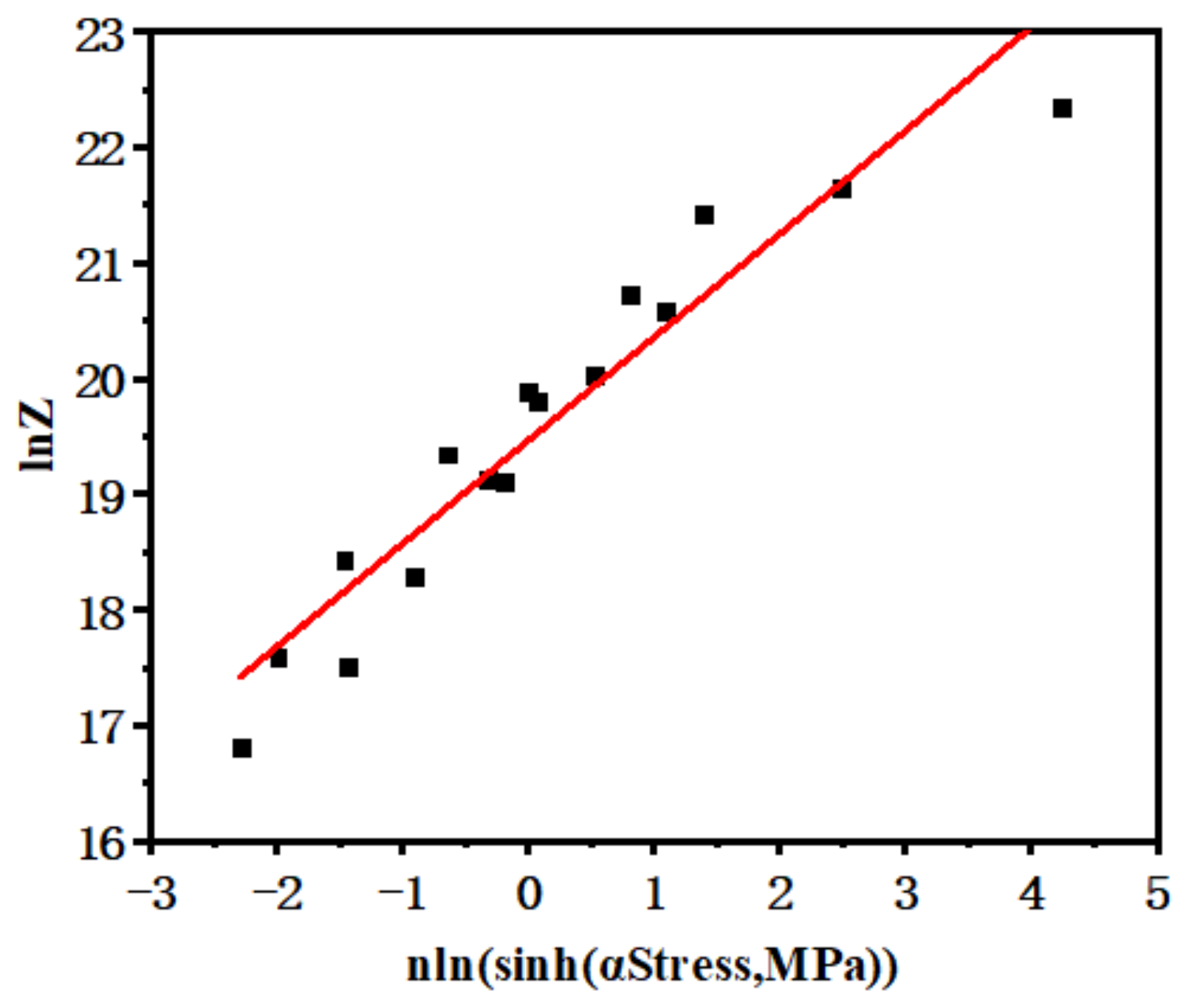
2.2. The Material Model of Ti80 Alloy
- (1)
- Low stress stage (ασ < 0.8):
- (2)
- High stress stage (ασ > 0.8):
- (3)
- Whole stress range:
2.3. The FE Simulation and Characterization of Cross-Rolling Perforation
3. Results and Discussion
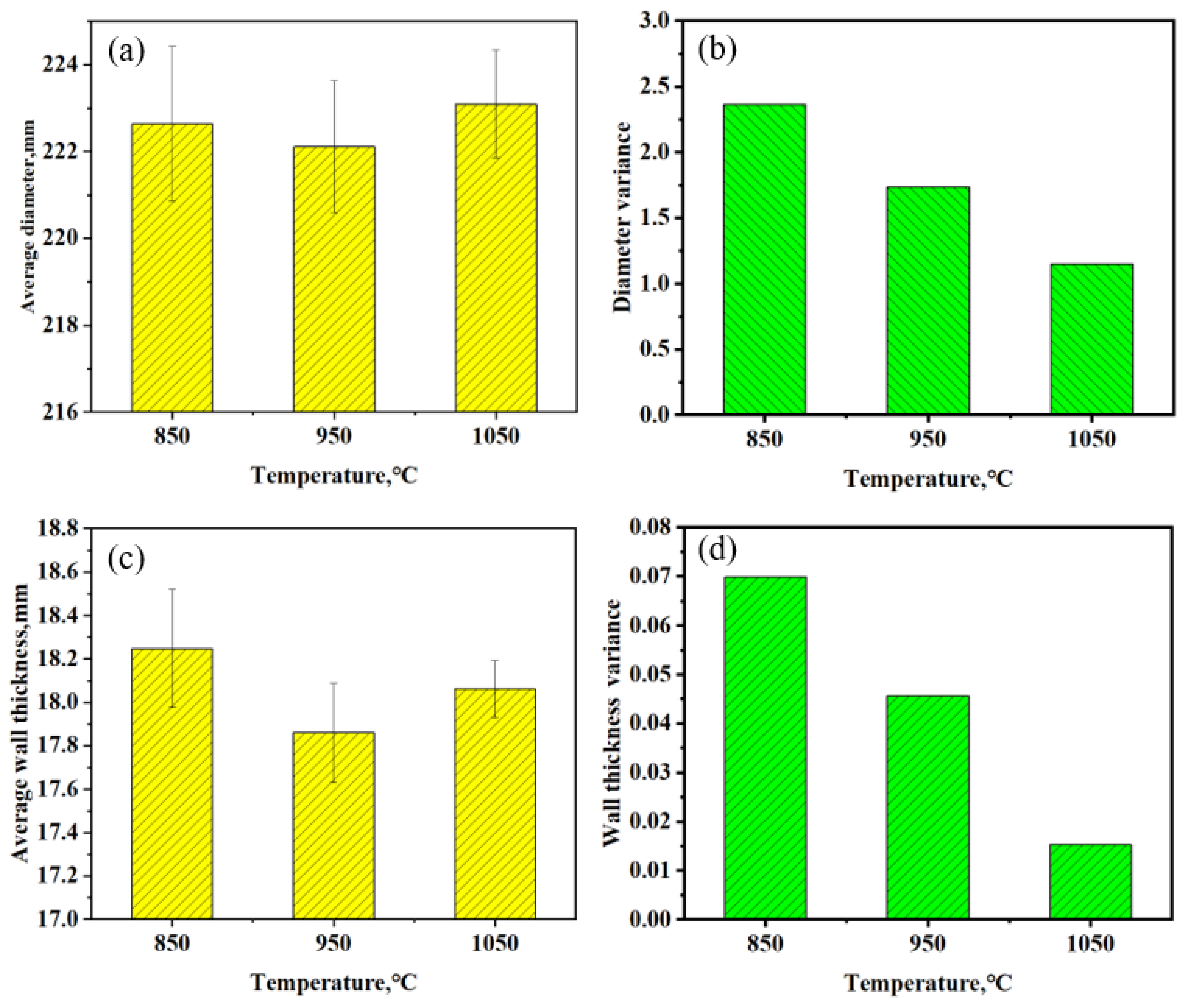
3.1. The Effect of Piercing Temperature on Capillary Size
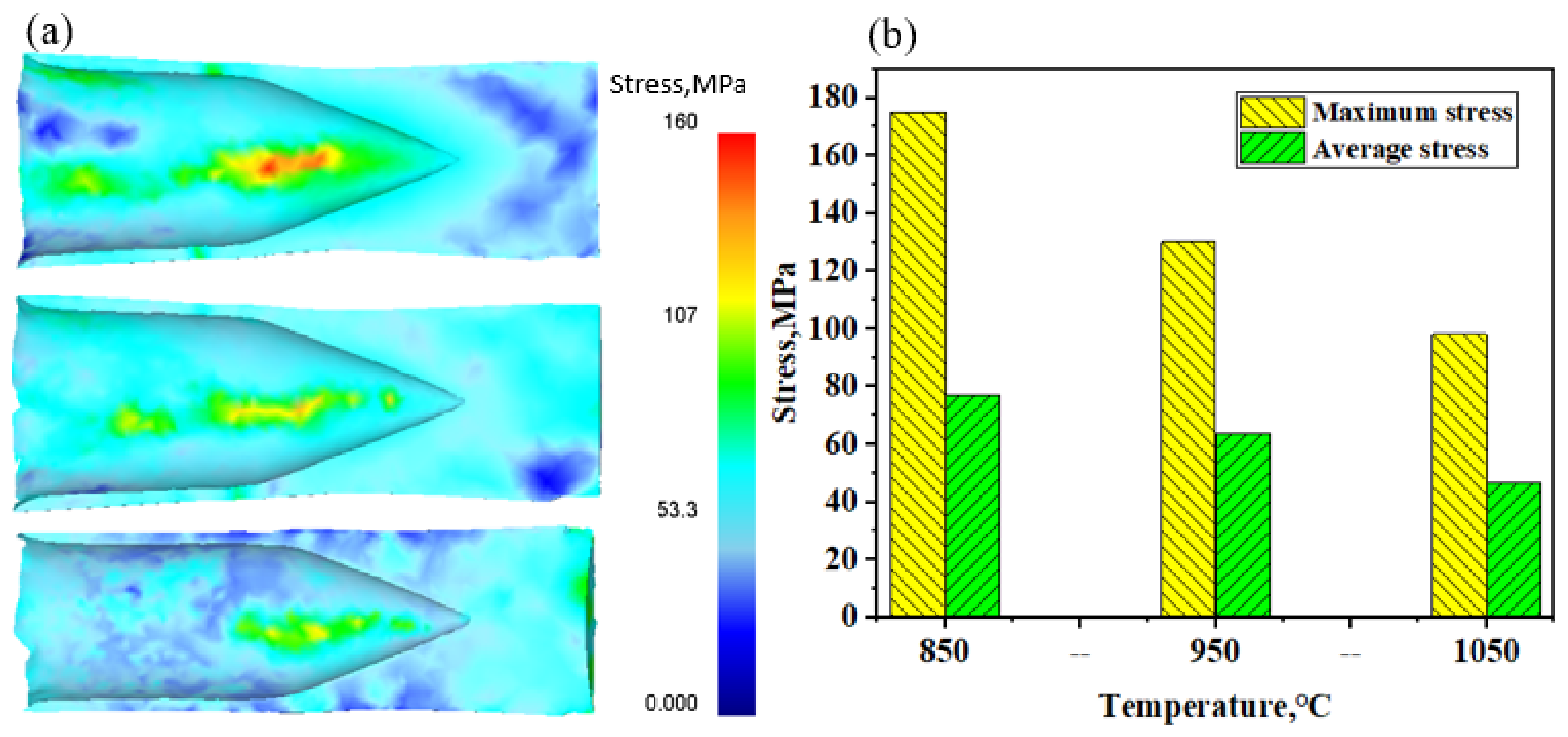
3.2. The Effect of Piercing Temperature on Stress Distribution
3.3. The Effect of Piercing Temperature on Rolling Load
3.4. Experimental Verification of Piercing for Ti80 Seamless Tubes
4. Conclusions
- (1)
- The plastic work transformed into the proportions of heat of Ti80 titanium alloy were 7.92%, 90.59% and 3.19% for 850 °C, 950 °C and 1050 °C, respectively. At the cross-rolling piercing process, the friction heat generation was the only factor affecting the temperature at 1050 °C. At 950 °C, most plastic work transformed into heat quantity, which affected the processing temperature.
- (2)
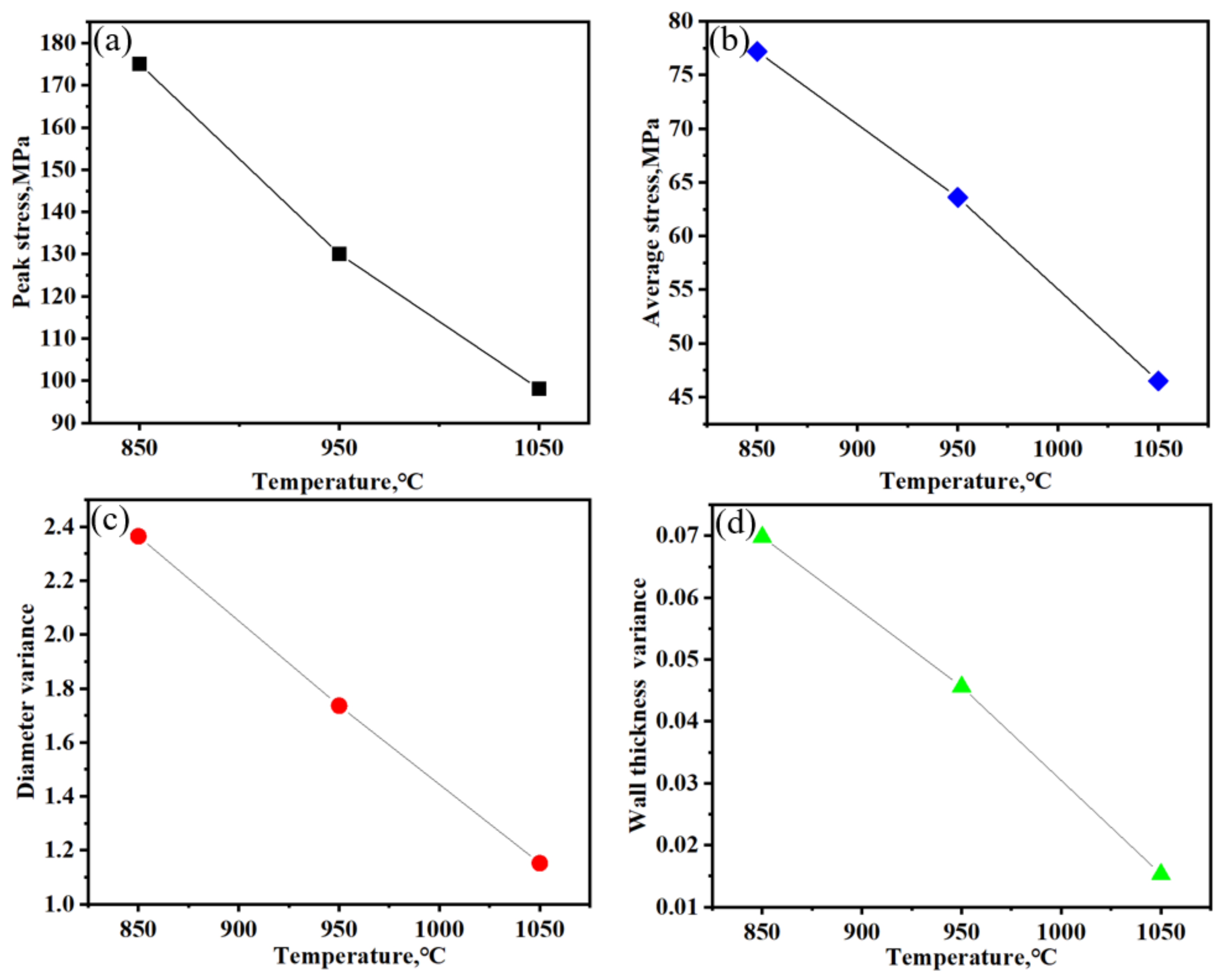
- In the stable perforation section, the peak stress, average stress, diameter variance and wall thickness variance of the blank showed linear downward trends with an increase in temperature. As the temperature increased, the roll load and axial force of the plug decreased, which improved the dimensional accuracy of the seamless tubes.
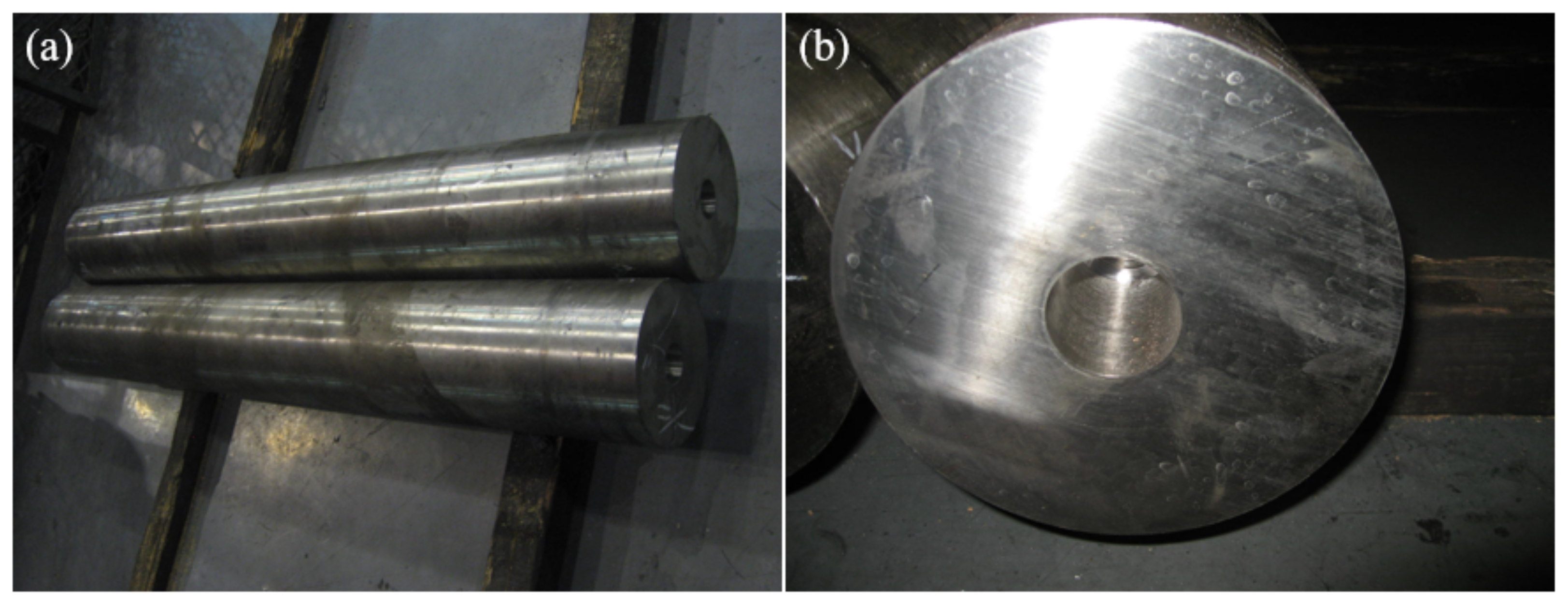
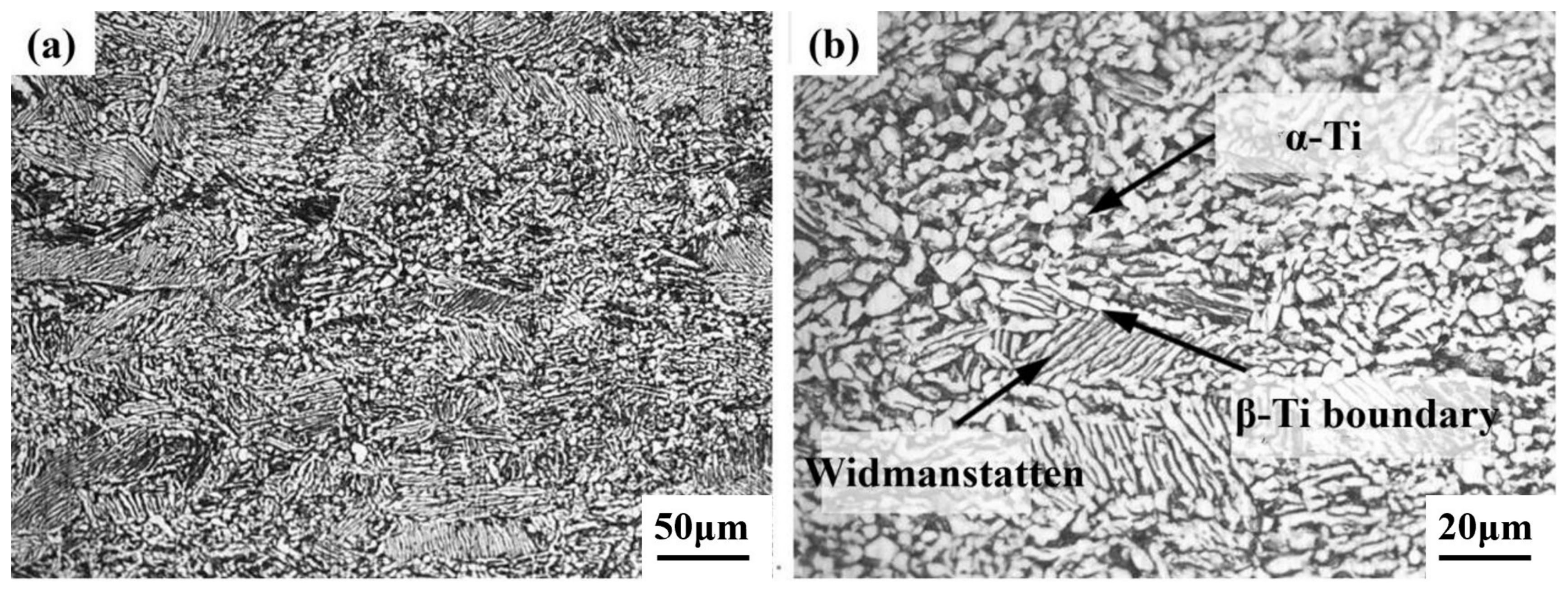
- (3)
- Based on the FE simulation, the threading experiment of Ti80 seamless tubes was successfully processed at the initial temperature of 1050 °C. The microstructure of the tubes was layered α-Ti, grain boundary β-Ti and a Widmannstatten structure. The tensile strength, yield strength and absorbed energy were 867 MPa, 692 MPa and 52 J, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Quan, S.; Song, K.; Zhang, B.; Wang, Q.; Zheng, K.H.; Zhang, D.D. Effect of heat treatment process on microstructure of Ti80 alloy. Trans. Mater. Heat Treat. 2018, 39, 44–52. [Google Scholar]
- Pumpyanskiy, D.A.; Illarionov, A.G.; Vodolazskiy, F.V.; Kosmatskiy, Y.I.; Popov, A.A. Promising Titanium Alloys for Cold-Worked Pipe Manufacture. Metallurgist 2023, 67, 1–16. [Google Scholar] [CrossRef]
- Qinyang, Z.; Qiaoyan, S.; Shewei, X.; Yongnan, C.; Cong, W.; Huan, W.; Jianwei, X.; Mingpan, W.; Weidong, Z.; Yongqing, Z. High-strength titanium alloys for aerospace engineering applications: A review on melting-forging process. Mater. Sci. Eng. A 2022, 845, 143260. [Google Scholar]
- Peng, X.; Yu, H.; Lian, Z.; Zhang, Q. Experimental and theoretical study on the mechanical properties of titanium alloy drill pipe in short radius and long horizontal wells. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 416. [Google Scholar] [CrossRef]
- Yan, S.; Song, G.-L.; Li, Z.; Wang, H.; Zheng, D.; Cao, F.; Horynova, M.; Dargusch, M.S.; Zhou, L. A state-of-the-art review on passivation and biofouling of Ti and its alloys in marine environments. J. Mater. Sci. Technol. 2018, 34, 421–435. [Google Scholar] [CrossRef]
- Yu, Z.Y.; Yu, Z.T.; Liu, H.Y. Research and application status of titanium alloy seamless tube. Hot Work. Process 2018, 47, 6–9. [Google Scholar]
- Liu, W.; Zhang, Y.B.; Hou, Z.J. Research status of rolling process for titanium and titanium alloy tubes. Metal World 2019, 6, 5–7. [Google Scholar]
- Choi, B.-J.; Moon, I.Y.; Oh, Y.-S.; Kang, S.-H.; Kim, S.-J.; Jung, J.; Kim, J.-H.; Kim, D.-K.; Lee, H.W. Die Design for Extrusion Process of Titanium Seamless Tube Using Finite Element Analysis. Metals 2021, 11, 1338. [Google Scholar] [CrossRef]
- Li, G.; He, Z.; Ma, J.; Yang, H.; Li, H. Springback Analysis for Warm Bending of Titanium Tube Based on Coupled Thermal-Mechanical Simulation. Materials 2021, 14, 5044. [Google Scholar] [CrossRef]
- Wei, D.; Chen, Y.; Li, H.; Yang, J. Residual stress evolution and tailoring of cold pilgered Ti-3Al-2.5V tube. Int. J. Mech. Sci. 2022, 225, 107366. [Google Scholar] [CrossRef]
- He, S.; Zeng, W.; Zhao, Z.; Xu, J.; Zhou, D. Analysis of anisotropy mechanism in relation with slip activity in near α titanium alloy pipe after Pilger cold rolling. J. Alloys Compd. 2022, 909, 164785. [Google Scholar] [CrossRef]
- Shuang, Y.H.; Wang, F.J.; Wang, Q.H. Exploration of Continuous Cross Rolling Technology and Equipment for Seamless Steel tube. J. Mech. Eng. 2017, 53, 18–24. [Google Scholar] [CrossRef]
- Jie, W.F.; Hua, S.Y.; Hua, H.J.; Qing, W.; Chao, S.J. Explorative study of tandem skew rolling process for producing seamless steel tubes. J. Mater. Process. Technol. 2014, 214, 8. [Google Scholar]
- Dai, G.; Cui, Y.; Zhou, D.; Guo, Y.; Chang, H.; Zhou, L. Hot Deformation Behavior and Mechanistic Understanding of New TF400 Titanium Alloy. Metals 2019, 9, 1277. [Google Scholar] [CrossRef]
- Zhang, Y.Q.; Zhan, M.; Fan, X.G.; Yang, K. Formig of pure titanium tubes by combined spinning-ultrasonic surface rolling process: Microstructure and mechanical properties. J. Manuf. Process. 2023, 105, 70–83. [Google Scholar] [CrossRef]
- Zhou, D.D.; Zeng, W.D.; Xu, W.J. Process Analysis of Ti80 Alloy Seamless tube Preparation by Cross Rolling Perforation Method. Rare Metal Mater. Eng. 2020, 49, 1045–1050. [Google Scholar]
- Ding, X.F.; Shuang, Y.H.; Wang, Q.H. AZ31 Research on the New Process of Skew Rolling Perforation for Magnesium Alloy Seamless tube. Rare Metal Mater. Eng. 2018, 47, 357–362. [Google Scholar]
- Shi, J.; Yu, W.; Dong, E.; Wang, J. Finite element simulation for hot continuous-rolled TC4 alloy seamless pipe. Adv. Mater. Process. 2018, 18, 705–716. [Google Scholar]
- Ebrahimi, M.; Tabei, K.H.; Naseri, R.; Djavanroodi, F. Effect of flow-forming parameters on surface quality, geometrical precision and mechanical properties of titanium tube. J. Process. Mech. Eng. 2017, 232, 702–708. [Google Scholar] [CrossRef]
- Chen, C.; Chen, J.; Shuang, Y.; Li, C. Short-Flow Rolling Process and Heat Treatment of Seamless Titanium Alloy Tube. Metals 2023, 13, 527. [Google Scholar] [CrossRef]
- Romancev, B.A.; Goncharuk, A.V.; Aleshchenko, A.S.; Gamin, Y.V. Production of hollow thick-walled profiles and pipes made of titanium alloys by screw rolling. Russ. J. Non-Ferrous Met. 2015, 56, 522–526. [Google Scholar] [CrossRef]
- Li, C.; Shuang, Y.; Chen, J.; Zhou, Y.; Wang, C.; Chen, C.; Guo, Y.; Dong, B. Research on the impact of mandrels in titanium tubes during tube continuous rolling. Mater. Res. Express 2023, 10, 086512. [Google Scholar] [CrossRef]
- Radionova, L.V.; Lisovskiy, R.A.; Sarafanov, A.E.; Faizov, S.R.; Erdakov, I.N. Analysis of deformation behavior for titanium alloys at elevated temperature. In Proceedings of the 9th International Conference on Industrial Engineering, Sochi, Russia, 26–28 May 2023; pp. 800–809. [Google Scholar]
- Muhammad, I.S.; Can, L.; Lihui, L.; Yingjian, G.; Ali, M.H.; Fazal, H.; Sergei, A.; Jun, J.; Huijing, H. An investigation into Arrhenius type constitutive models to predict complex hot deformation behavior of TC4 alloy having bimodal microstructure. Mater. Today Commun. 2022, 31, 103622. [Google Scholar]
- Mou, Y.; Lian, Z.; Li, W.; Zhong, X.; Li, J.; He, Y.; Cao, J.; Eliaz, N. The effect of friction welding on the mechanical properties and corrosion fatigue resistance of titanium alloy drill pipe. Fatigue Fract. Eng. Mater. Struct. 2021, 45, 466–481. [Google Scholar] [CrossRef]
- Wu, D.-S.; Huang, J.-L.; Kong, L.; Hua, X.-M.; Wang, M.; Li, H.; Liu, S.-T. Numerical analysis of arc and molten pool behaviors in high speed tandem TIG welding of titanium tubes. Trans. Nonferrous Met. Soc. China 2023, 33, 1768–1778. [Google Scholar] [CrossRef]
- Liu, Q.; Tong, K.; Zhu, G.-C.; Tan, Y.; Zhang, J.; Xu, X.; Li, X.; Song, S.-Y. Investigation of fracture causes of the titanium alloy drill pipe in ultra-short radius horizontal well drilling. Eng. Fail. Anal. 2022, 140, 106516. [Google Scholar] [CrossRef]
- Aghabeyki, F.; Mirnia, M.J.; Elyasi, M. Cold and warm flaring of thin-walled titanium tube using single-point incremental forming. Int. J. Adv. Manuf. Technol. 2021, 114, 3357–3376. [Google Scholar] [CrossRef]
- Kosmatsky, Y.I.; Barichko, B.V.; Fokin, N.V.; Nikolenko, V.D. Application of the Gleeble 3800 system in developing hot pipe extrusion and pipe end upsetting technoligies. Metallurgist 2021, 65, 404–411. [Google Scholar] [CrossRef]
- Zhou, D.D.; Zeng, W.D.; Xu, W.J. Temperature prediction of new titanium alloy cross rolling perforation based on machining diagram. Rare Metal Mater. Eng. 2019, 48, 2531–2536. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Parameters | Numerical Value |
|---|---|
| Test temperature/°C | 900, 950, 1000, 1050 |
| Strain rate/s−1 | 0.05, 0.10, 0.5, 1.0 |
| Total deformation | 60% |
| Heating rate °C/s | 10 |
| Holding time/s | 60 |
| Process Parameters | Numerical Value |
|---|---|
| Initial temperature of tube blank/°C | 850, 950, 1050 |
| Ratio of plastic work to heat βint | 7.92%, 90.59%, 3.19% |
| Process Parameters | Numerical Value |
|---|---|
| Billet diameter Rd/mm | 210 |
| Tube blank length L1/mm | 150 |
| Plug diameter Rd/mm | 166 |
| Ejector rod diameter R0/mm | 163.9 |
| Feed angle α/° | 9 |
| Rolling angle β/° | 15 |
| Roll speed nd/rpm | 82.35 |
| Speed of guide plate nd/rpm | 24.22 |
| Head extension L2/mm | 75 |
| Roll distance L3/mm | 182 |
| Guide plate size D/mm | 1726 |
| Process Parameters | Numerical Value |
|---|---|
| Room temperature/°C | 20 |
| Roll temperature/°C | 150 |
| Guide plate temperature/ °C | 150 |
| Surface thermal conductivity/W·m−2·°C−1 | 15 |
| Thermal convection coefficient/W·m−2·°C−1 | 0.02 |
| Friction coefficient μ | 0.7 |
| Temperature | P1P2 | P3P4 | P5P6 | P7P8 |
|---|---|---|---|---|
| 850 °C | 224.23 | 220.21 | 222.47 | 223.64 |
| 950 °C | 224.20 | 221.73 | 221.94 | 220.56 |
| 1050 °C | 224.06 | 222.19 | 221.87 | 224.26 |
| Temperature | P1 | P2 | P3 | P4 | P5 | P6 | P7 | P8 |
|---|---|---|---|---|---|---|---|---|
| 850 °C | 18.81 | 17.98 | 18.01 | 18.37 | 18.17 | 18.26 | 18.35 | 18.03 |
| 950 °C | 18.12 | 17.56 | 17.98 | 18.01 | 17.78 | 17.75 | 17.56 | 18.11 |
| 1050 °C | 17.95 | 18.11 | 18.12 | 18.23 | 18.15 | 17.84 | 18.14 | 17.95 |
| Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Absorbed Energy (J) |
|---|---|---|---|
| 867 ± 2 | 692 ± 9 | 7 ± 1 | 52 ± 6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, X.; Fu, W.; Li, C.; Cheng, F. Effect of Piercing Temperature on Stress—Strain Distribution and Dimensional Accuracy for Ti80 Titanium Alloy Seamless Tubes Based on Numerical Simulation. Metals 2023, 13, 1893. https://doi.org/10.3390/met13111893
Zhou X, Fu W, Li C, Cheng F. Effect of Piercing Temperature on Stress—Strain Distribution and Dimensional Accuracy for Ti80 Titanium Alloy Seamless Tubes Based on Numerical Simulation. Metals. 2023; 13(11):1893. https://doi.org/10.3390/met13111893
Chicago/Turabian StyleZhou, Xiaofeng, Wen Fu, Chengning Li, and Fangjie Cheng. 2023. "Effect of Piercing Temperature on Stress—Strain Distribution and Dimensional Accuracy for Ti80 Titanium Alloy Seamless Tubes Based on Numerical Simulation" Metals 13, no. 11: 1893. https://doi.org/10.3390/met13111893
APA StyleZhou, X., Fu, W., Li, C., & Cheng, F. (2023). Effect of Piercing Temperature on Stress—Strain Distribution and Dimensional Accuracy for Ti80 Titanium Alloy Seamless Tubes Based on Numerical Simulation. Metals, 13(11), 1893. https://doi.org/10.3390/met13111893