
Influence of Heat Treatment on Microstructure and Mechanical Properties of Direct-Quenched Fe-0.06C-0.2Si-2.0Mn Steel

Abstract
:1. Introduction
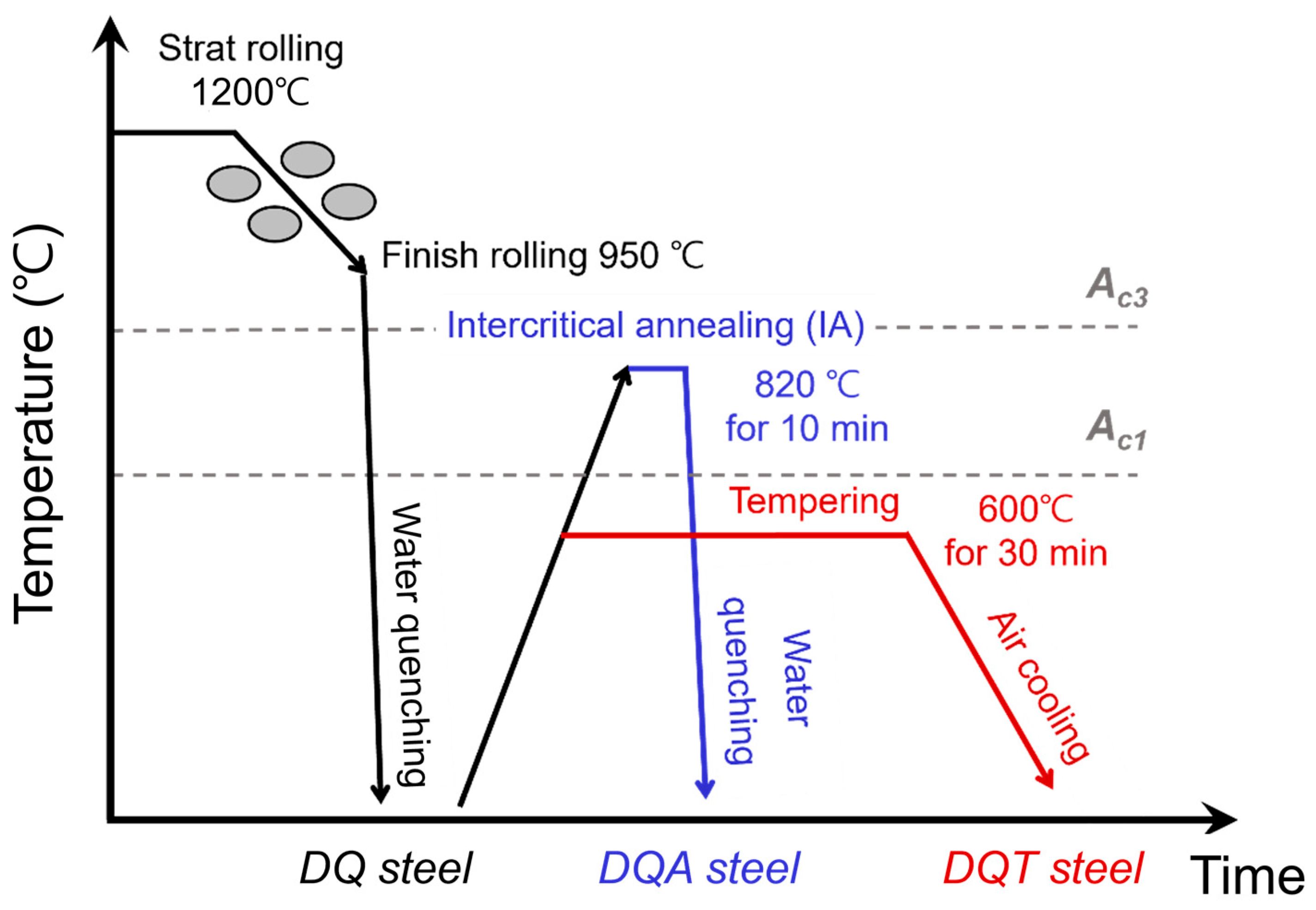
2. Materials and Methods
3. Results and Discussion
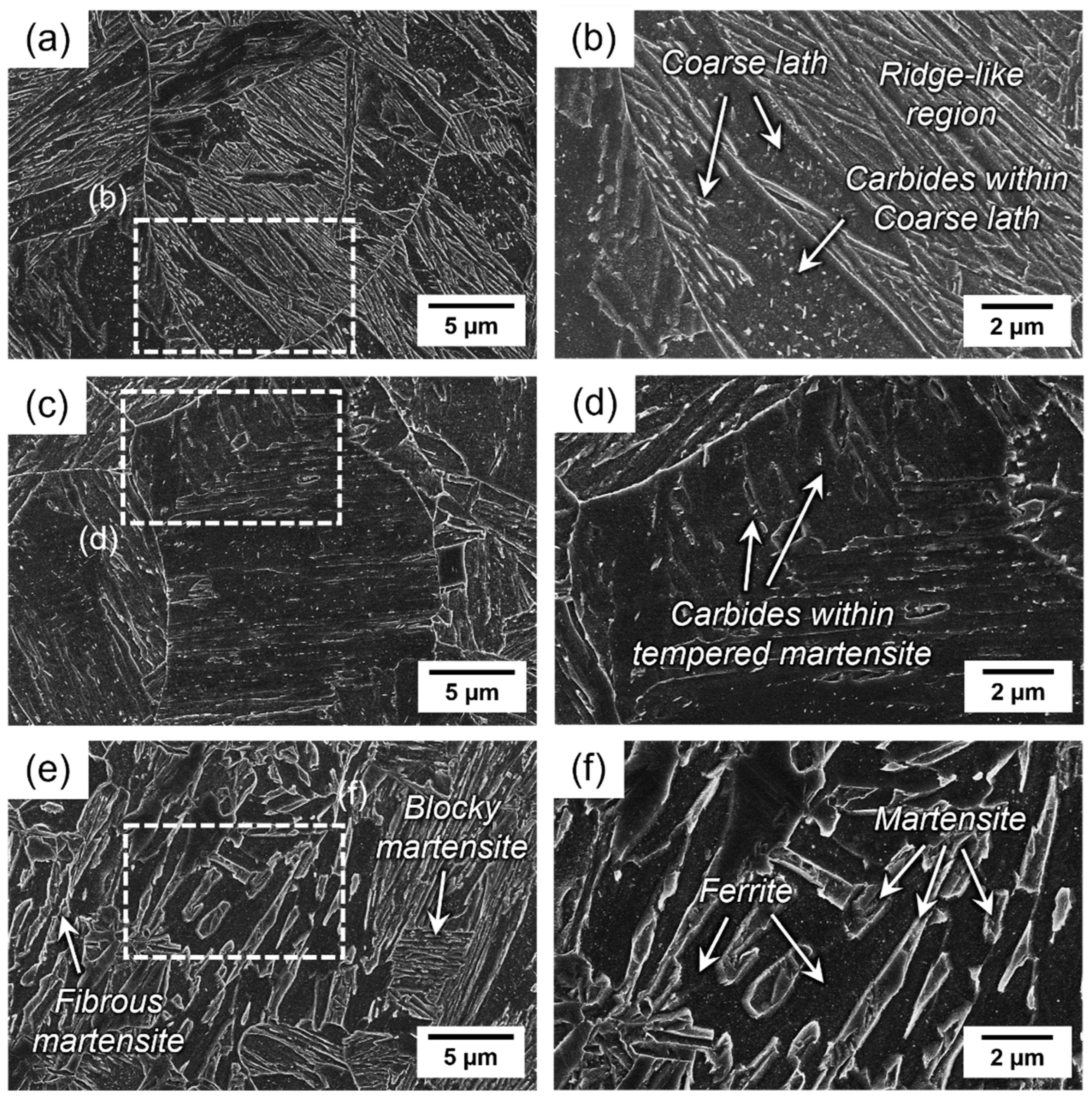
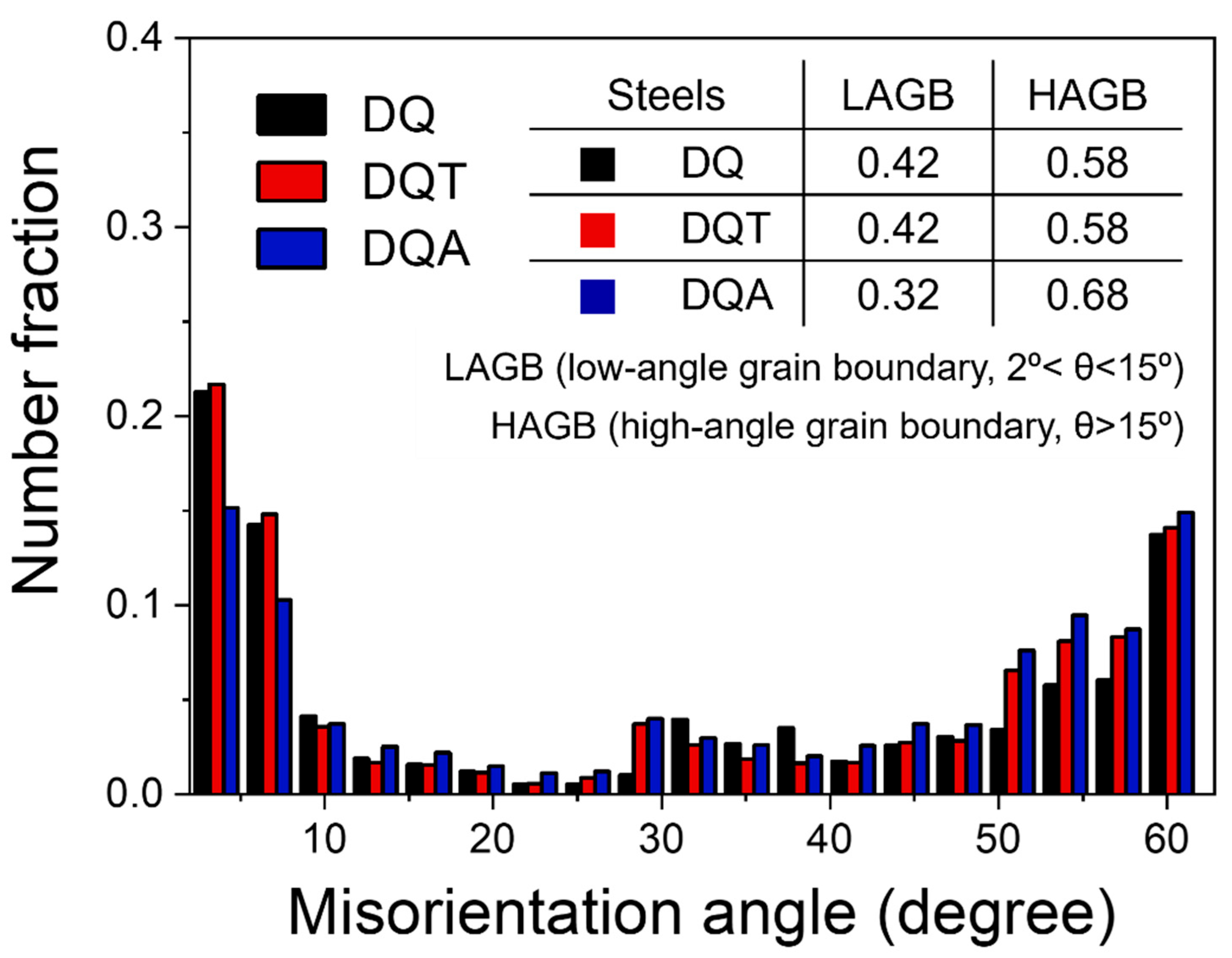
3.1. Microstructure
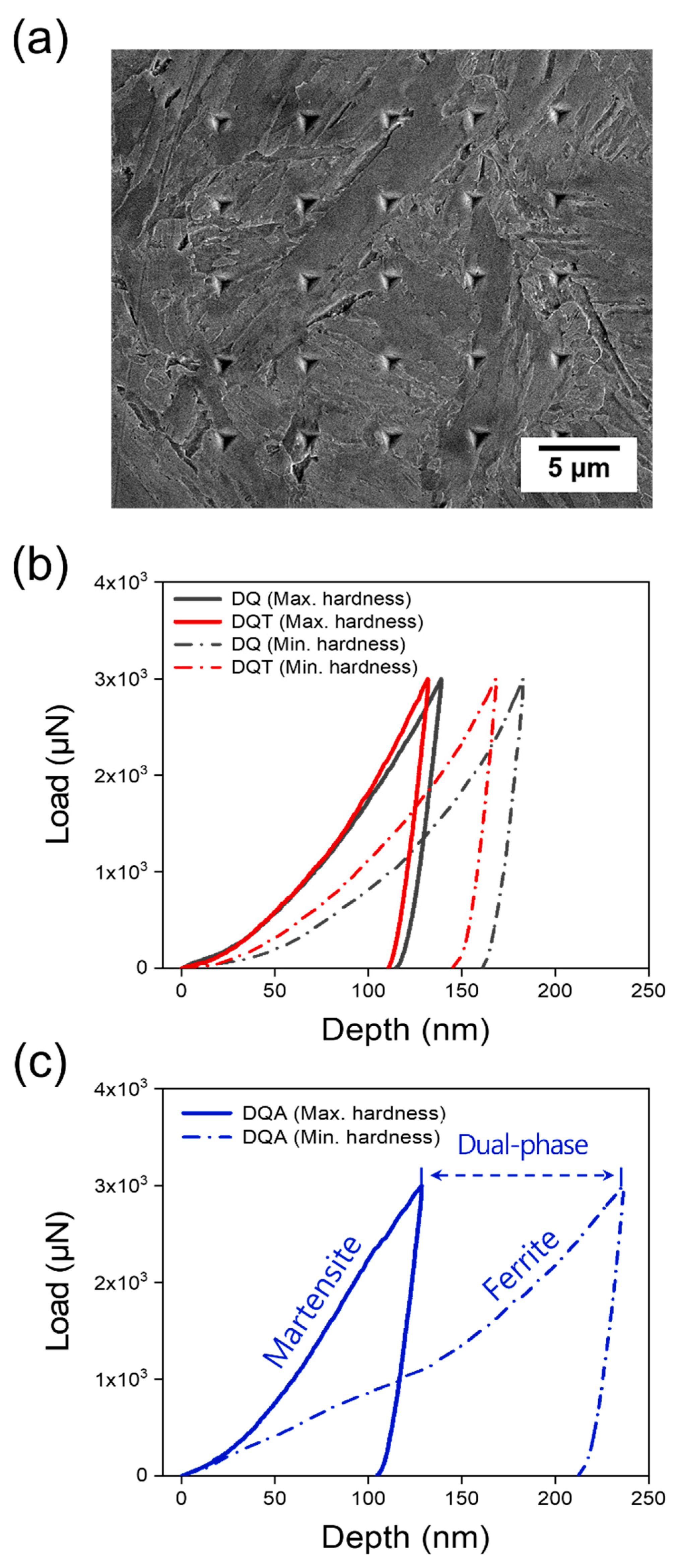
3.2. Nanoindentation Hardness
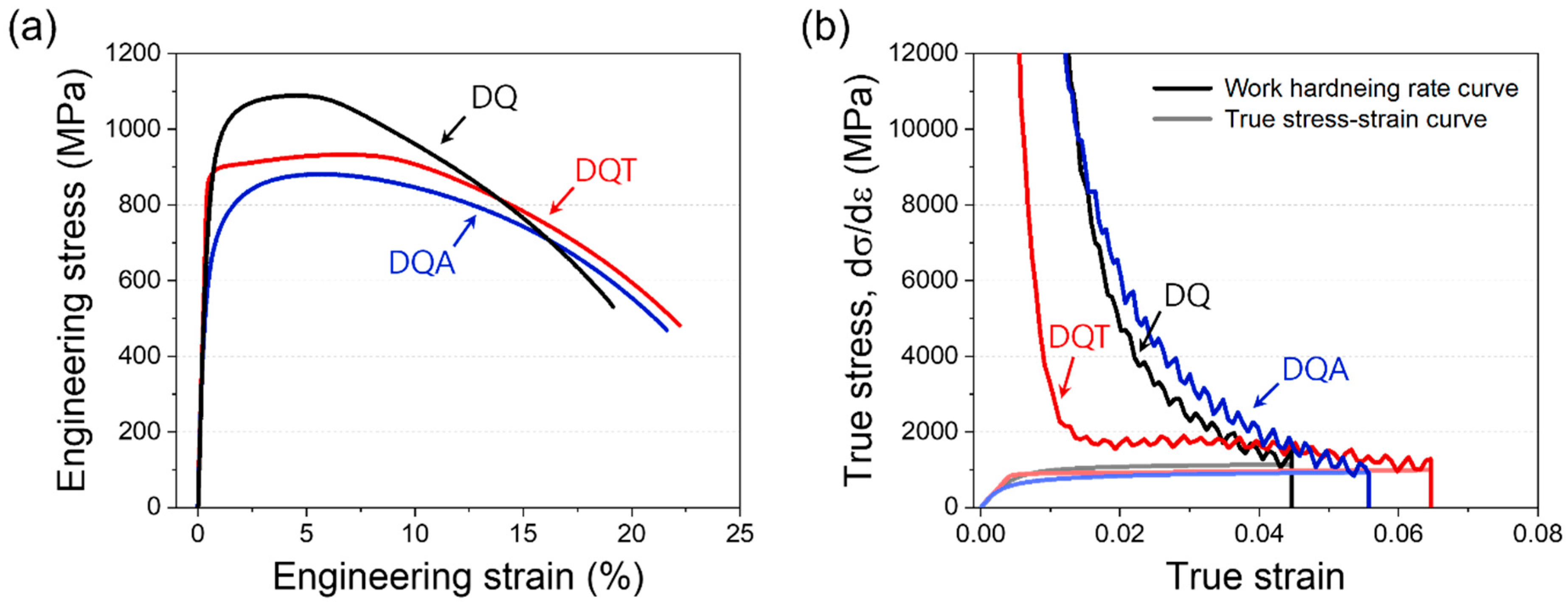
3.3. Tensile Properties
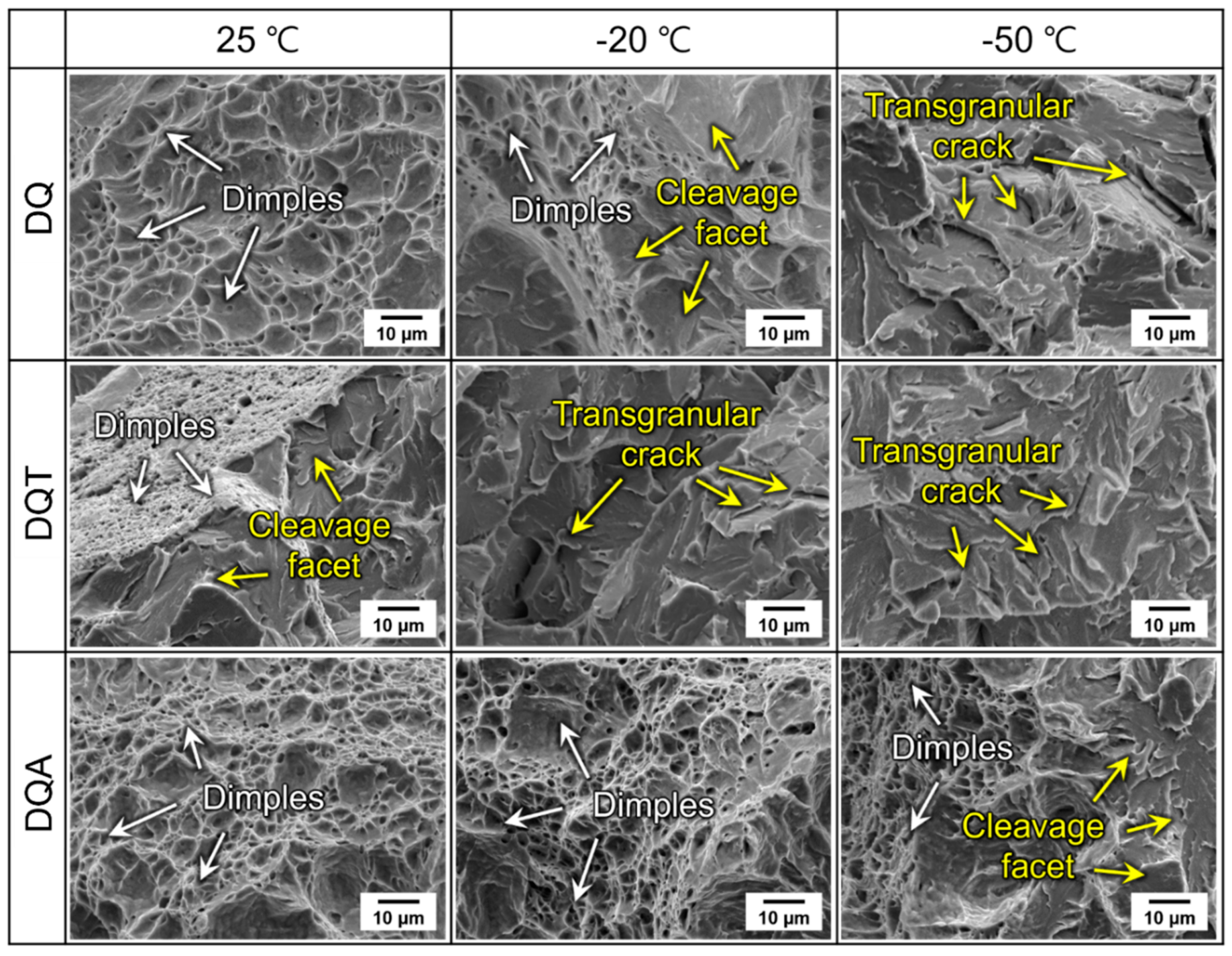
3.4. Ductile-to-Brittle Transition Behavior and Low-Temperature Toughness
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, S.I.; Lee, J.; Hwang, B. Microstructure-based prediction of yield ratio and uniform elongation in high-strength bainitic steels using multiple linear regression analysis. Mater. Sci. Eng. A 2019, 758, 56–59. [Google Scholar] [CrossRef]
- Lee, S.I.; Lee, S.Y.; Han, J.; Hwang, B. Deformation behavior and tensile properties of an austenitic Fe-24Mn-4Cr-0.5C high-manganese steel: Effect of grain size. Mater. Sci. Eng. A 2018, 742, 334–343. [Google Scholar] [CrossRef]
- Lee, S.I.; Hwang, B. Correlation of microstructure with tensile behavior and properties of API X70 pipeline steels subjected to strain aging. J. Iron Steel. Res. Int. 2020, 27, 319–324. [Google Scholar] [CrossRef]
- Hwang, B.; Kim, Y.M.; Lee, S.; Kim, N.J.; Ahn, S.S. Correlation of microstructure and fracture properties of API X70 pipeline steels. Metall. Mater. Trans. A 2005, 36, 725–739. [Google Scholar] [CrossRef]
- Hwang, B.; Lee, C.G.; Kim, S.J. Low-Temperature Toughening Mechanism in Thermomechanically Processed High-Strength Low-Alloy Steels. Metall. Mater. Trans. A 2011, 42, 717–728. [Google Scholar] [CrossRef]
- Lee, S.Y.; Lee, S.I.; Hwang, B. Effect of strain rate on tensile and serration behaviors of an austenitic Fe-22Mn-0.7C twinning-induced plasticity steel. Mater. Sci. Eng. A 2018, 711, 22–28. [Google Scholar] [CrossRef]
- Lee, S.I.; Lee, S.Y.; Lee, S.G.; Jung, H.G.; Hwang, B. Effect of Strain Aging on Tensile Behavior and Properties of API X60, X70, and X80 Pipeline Steels. Met. Mater. Int. 2018, 24, 1221–1231. [Google Scholar] [CrossRef]
- Cho, Y.H.; Lee, J.; Choo, W.Y.; Kang, J.; Han, N.H. Effect of Separation on the Fracture Surface of Pipeline Steels with Ferrite–Bainite Dual Phases During Drop Weight Tear Test. Met. Mater. Int. 2022, 28, 1340–1348. [Google Scholar] [CrossRef]
- Hong, T.W.; Lee, S.I.; Shim, J.H.; Lee, M.G.; Lee, J.; Hwang, B. Artificial Neural Network for Modeling the Tensile Properties of Ferrite-Pearlite Steels: Relative Importance of Alloying Elements and Microstructural Factors. Met. Mater. Int. 2021, 27, 3935–3944. [Google Scholar] [CrossRef]
- Amirjani, N.; Ketabchi, M.; Eskandari, M.; Hizombor, M. Effect of Accelerated Cooling Rate and Finish Rolling Temperature on the Occurrence of Arrowhead Markings in Drop-Weight Tear Test of API 5LX70 Linepipe Nb–V–Ti Steel Plate. Met. Mater. Int. 2021, 27, 4802–4813. [Google Scholar] [CrossRef]
- Sohrabi, M.J.; Mirzadeh, H.; Mehranpour, M.S.; Heydarinia, A.; Razi, R. Aging kinetics and mechanical properties of copper- bearing low-carbon HSLA-100 microalloyed steel. Arch. Civ. Mech. Eng. 2019, 19, 1409–1418. [Google Scholar] [CrossRef]
- Wang, S.T.; Yang, S.W.; Gao, K.W.; He, X.L. Corrosion behavior and corrosion products of a low-alloy weathering steel in Qingdao and Wanning. Int. J. Miner. Metall. Mater. 2009, 16, 58–64. [Google Scholar] [CrossRef]
- Ali, M.; Khosravifard, A.; Hamada, A.; Mattar, T.; Eissa, M.; Komi, J. Promotion of thermomechanical processing of 2-GPa low-alloyed ultrahigh-strength steel and physically based modelling of the deformation behaviour. Mater. Sci. Eng. A 2023, 867, 144747. [Google Scholar] [CrossRef]
- Tirumalasetty, G.K.; Huis, M.A.; Fang, C.M.; Xu, Q.; Tichelaar, F.D.; Hanlon, D.N.; Sietsma, J.; Zandbergen, H.W. Characterization of NbC and (Nb, Ti)N nanoprecipitates in TRIP assisted multiphase steels. Acta Mater. 2011, 59, 7406–7415. [Google Scholar] [CrossRef]
- Funakawa, Y.; Shiozaki, T.; Tomita, K.; Yamamoto, T.; Maeda, E. Development of High Strength Hot-rolled Sheet Steel Consisting of Ferrite and Nanometer-sized Carbides. ISIJ Int. 2004, 44, 1945–1951. [Google Scholar] [CrossRef]
- Yu, Y.; Hu, B.; Gao, M.L.; Xie, Z.; Rong, X.; Han, G.; Guo, H.; Shang, C. Determining role of heterogeneous microstructure in lowering yield ratio and enhancing impact toughness in high-strength low-alloy steel. Int. J. Miner. Metall. Mater. 2021, 28, 816–825. [Google Scholar] [CrossRef]
- Xi, X.; Wang, J.; Li, X.; Chen, L.; Wang, Z. The Role of Intercritical Annealing in Enhancing Lowtemperature Toughness of Fe-C-Mn-Ni-Cu Structural Steel. Metall. Mater. Trans. A 2019, 50, 2912–2921. [Google Scholar] [CrossRef]
- Calcagnotto, M.; Ponge, D.; Rabbe, D. Ultrafine Grained Ferrite/Martensite Dual Phase Steel Fabricated by Large Strain Warm Deformation and Subsequent Intercritical Annealing. ISIJ Int. 2008, 48, 1011–1096. [Google Scholar] [CrossRef]
- Zhou, Y.; Jia, T.; Zhang, X.; Liu, Z.; Misra, R.D.K. Investigation on tempering of granular bainite in an offshore platform steel. Mater. Sci. Eng. A 2015, 626, 352–361. [Google Scholar] [CrossRef]
- Frichtl, M.; Anwar, Y.; Strifas, A.; Ankem, S. Improving the Low-Temperature Toughness of a High-Strength, Low-Alloy Steel with a Lamellarization Heat Treatment. Met. Mater. Int. 2023, 29, 879–891. [Google Scholar] [CrossRef]
- Zhong, N.; Wang, X.D.; Wang, L.; Rong, Y.H. Enhancement of the mechanical properties of a Nb-microalloyed advanced high-strength steel treated by quenching–partitioning–tempering process. Mater. Sci. Eng. A 2009, 25, 111–116. [Google Scholar] [CrossRef]
- Raabe, D.; Sun, B.; Silva, A.K.; Gault, B.; Yen, H.; Sedighiani, S.; Sukumar, P.T.; Filho, I.R.S.; Katnagallu, S.; Jagle, E.; et al. Current Challenges and Opportunities in Microstructure-Related Properties of Advanced High-Strength Steels. Metall. Mater. Trans. A 2020, 51, 5517–5586. [Google Scholar] [CrossRef]
- Atreya, V.; Dokkum, J.S.V.; Bos, C.; Santofimia, M.J. Effect of the anisotropy of martensitic transformation on ferrite deformation in Dual-Phase steels. Mater. Des. 2022, 219, 110805. [Google Scholar] [CrossRef]
- Park, K.; Nishiyama, M.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Effect of the martensite distribution on the strain hardening and ductile fracture behaviors in dual-phase steel. Mater. Sci. Eng. A 2014, 604, 135–141. [Google Scholar] [CrossRef]
- Zhang, J.; Di, H.; Deng, Y.; Misra, R.D.K. Effect of martensite morphology and volume fraction on strain hardening and fracture behavior of martensite–ferrite dual phase steel. Mater. Sci. Eng. A 2015, 627, 230–240. [Google Scholar] [CrossRef]
- Atreya, V.; Bos, C.; Santofimia, M.J. Understanding ferrite deformation caused by austenite to martensite transformation in dual phase steels. Scr. Mater. 2021, 202, 114032. [Google Scholar] [CrossRef]
- Wang, J.; Li, W.; Zhu, X.; Zhang, L. Effect of martensite morphology and volume fraction on the low-temperature impact toughness of dual-phase steels. Mater. Sci. Eng. A 2022, 832, 142424. [Google Scholar] [CrossRef]
- Zhang, C.-Y.; Wang, Q.-F.; Kong, J.-L.; Xie, G.-Z.; Wang, M.-Z.; Zhang, F.-C. Effect of martensite morphology on impact toughness of ultra-high strength 25CrMo48V steel seamless tube quenched at different temperatures. J. Iron Steel Res. Int. 2013, 20, 62–67. [Google Scholar] [CrossRef]
- ASTM E8/E8M-08; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2008.
- Colla, V.; De Sanctis, M.; Dimatteo, A.; Lovicu, G.; Solina, A.; Valentini, R. Strain hardening behavior of dual-phase steels. Metall. Mater. Trans. A 2009, 40, 2557–2567. [Google Scholar] [CrossRef]
- ASTM E23–16b; Standard Test Methods for Notched Bar Impact Testing of Metallic Materials, ASTM Book of Standards. ASTM International: West Conshohocken, PA, USA, 2016.
- Morsdorf, L.; Tasan, C.C.; Ponge, D.; Raabe, D. 3D structural and atomic-scale analysis of lath martensite: Effect of the transformation sequence. Acta Mater. 2015, 95, 366–377. [Google Scholar] [CrossRef]
- Babu, S.R.; Nyyssonen, T.; Jaskari, M.; Jarvenpaa, A.; Davis, T.P.; Pallaspuro, S.; Komi, J.; Porter, D. Observations on the Relationship between Crystal Orientation and the Level of Auto-Tempering in an As-Quenched Martensitic Steel. Metals 2019, 9, 1255. [Google Scholar] [CrossRef]
- Krauss, G. Tempering of Lath Martensite in Low and Medium Carbon Steels: Assessment and Challenges. Steel Res. Int. 2017, 88, 170038. [Google Scholar] [CrossRef]
- Chakraborti, P.C.; Mitra, M.K. Microstructure and tensile properties of high strength duplex ferrite–martensite (DFM) steels. Mater. Sci. Eng. A 2007, 466, 123–133. [Google Scholar] [CrossRef]
- Brands, D.; Balzani, D.; Scheunemann, L.; Schroder, J.; Richter, H.; Raabe, D. Computational modeling of dual-phase steels based on representative three-dimensional microstructures obtained from EBSD data. Arch. Appl. Mech. 2016, 86, 575–598. [Google Scholar] [CrossRef]
- Ryde, L. Application of EBSD to analysis of microstructures in commercial steels. Mater. Sci. Technol. 2006, 22, 1297–1306. [Google Scholar] [CrossRef]
- Chang, Y.; Lin, M.; Hangen, U.; Richter, S.; Haase, C.; Bleck, W. Revealing the relation between microstructural heterogeneities and local mechanical properties of complex-phase steel by correlative electron microscopy and nanoindentation characterization. Mater. Des. 2021, 203, 109620. [Google Scholar] [CrossRef]
- Matsuno, T.; Ando, R.; Yamashita, N.; Yokota, H.; Goto, K.; Watanabe, I. Analysis of preliminary local hardening close to the ferrite–martensite interface in dual-phase steel by a combination of finite element simulation and nanoindentation test. Int. J. Mech. Sci. 2020, 180, 105663. [Google Scholar] [CrossRef]
- Khosravani, A.; Caliendo, M.C.; Kalidindi, S.R. New Insights into the Microstructural Changes During the Processing of Dual-Phase Steels from Multiresolution Spherical Indentation Stress–Strain Protocols. Metals 2020, 10, 18. [Google Scholar] [CrossRef]
- Matsuda, H.; Mizuno, R.; Funakawa, Y.; Seto, K.; Matsuoka, S.; Tanaka, Y. Effects of auto-tempering behaviour of martensite on mechanical properties of ultra high strength steel sheets. J. Alloys Compd. 2013, 577, 661–667. [Google Scholar] [CrossRef]
- Shin, S.H.; Yoon, Y.C.; Lee, S.I.; Hwang, B. Improvement in Low-Temperature Toughness of Fe-6.5Mn-0.08C Medium-Mn Steel by Multi-Step Heat Treatment. J. Mater. Res. Technol. 2023, 26, 3558–3570. [Google Scholar] [CrossRef]
- Bag, A.; Ray, K.K. A new model to explain the unusual tensile behavior of high martensite dual-phase steels. Metall. Mater. Trans. A 2001, 32, 2400–2403. [Google Scholar] [CrossRef]
- Shin, S.H.; Oh, D.K.; Yoon, Y.C.; Hwang, B. Correlation of Microstructure with Anisotropy of Low-Temperature Toughness in Two API X70 Pipeline Steels. Steel Res. Int. 2023, 94, 2200429. [Google Scholar] [CrossRef]
- Gladman, T.; Pickering, F.B. The Effect of Grain Size on the Mechanical Properties of Ferrous Materials. In Yield, Flow and Fracture of Polycrystals; Baker, T.N., Ed.; Applied Science Publishers: London, UK; New York, NY, USA, 1982. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | Yield Strength, (MPa) | Tensile Strength, (MPa) | Yield-to-Tensile Strength Ratio | Total Elongation (%) | Work Hardening Exponent (n) |
|---|---|---|---|---|---|
| DQ | 862 ± 3 | 1090 ± 20 | 0.79 ± 0.00 | 18.9 ± 0.2 | 0.13 ± 0.00 |
| DQT | 879 ± 7 | 962 ± 9 | 0.94 ± 0.00 | 21.0 ± 2.6 | 0.05 ± 0.00 |
| DQA | 606 ± 6 | 892 ± 6 | 0.68 ± 0.01 | 21.7 ± 0.1 | 0.17 ± 0.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, S.-H.; Oh, D.-K.; Hwang, B. Influence of Heat Treatment on Microstructure and Mechanical Properties of Direct-Quenched Fe-0.06C-0.2Si-2.0Mn Steel. Metals 2023, 13, 1912. https://doi.org/10.3390/met13121912
Shin S-H, Oh D-K, Hwang B. Influence of Heat Treatment on Microstructure and Mechanical Properties of Direct-Quenched Fe-0.06C-0.2Si-2.0Mn Steel. Metals. 2023; 13(12):1912. https://doi.org/10.3390/met13121912
Chicago/Turabian StyleShin, Seung-Hyeok, Dong-Kyu Oh, and Byoungchul Hwang. 2023. "Influence of Heat Treatment on Microstructure and Mechanical Properties of Direct-Quenched Fe-0.06C-0.2Si-2.0Mn Steel" Metals 13, no. 12: 1912. https://doi.org/10.3390/met13121912