1. Introduction
René 80 is a nickel superalloy mainly used in the aerospace field to produce blades for low-pressure aeronautical turbines [
1]. This alloy was developed in the 1980s by General Electric to have a castable alloy with high rupture strength, thermal fatigue, and hot corrosion resistance. As for most Ni superalloys, the high-temperature properties are guaranteed by: (a) the precipitation of reinforcing γ′, which can reach 40% in volume [
2]; (b) the presence of solid solution strengtheners such as Cr, Co, Mo, W; and (c) the formation of MC and M
23C
6 carbides, reinforcing the grain boundaries [
3].
Nevertheless, the presence of many alloying elements can also negatively affect processability with traditional techniques [
4]. This alloy is hardly deformable and workable due to its high thermal stability. In addition, aerospace parts can have a highly complex shape; therefore, this alloy is typically processed via investment casting [
5]. Although this process allows for excellent dimensional accuracy, the manufacturing costs are high [
4]. Furthermore, post-processing requires long homogenization treatment to remove segregation before the final heat treatment [
5]. In addition, repair by welding is used. The latter restores the initial geometry by adding material in the damaged zone. As for all the welding processes, defects such as cracks and pores can alter the melted regions and the heat-affected zone (HAZ) [
6], based also on the welding parameters [
7]. In superalloys, weldability is related to the amount of γ′ or, in other words, the content of γ′ forming elements (Al, Ti, Ta). DuPont et al. showed that γ′ precipitation in the HAZ leads to crack formation [
8]. Therefore, it is possible to classify superalloys into two groups: weldable alloys, e.g., IN718, IN625, Hastelloy X, and low weldable alloys, e.g., IN738LC, CM247LC, RR1000 and René 80. In particular, in the latter work, it is explained that low weldability is reached when the empirical threshold value of Al + 0.5Ti = 3 is overcome. Further to this mechanism, there are other factors to be considered: (1) solidification cracking, i.e., interdendritic channels closed by rapid solidification not allowing the liquid to fill the voids left by solidification; (2) liquation cracking, given by low melting eutectic phases melted during rapid heating; and (3) ductility dip cracking, consisting in loss of ductility at the midrange of heat treatment temperature [
8].
To overcome the manufacturing issues of casting, additive manufacturing is considered a promising technological alternative. Among the additive manufacturing (AM) techniques defined in the ISO/ASTM 52911, the laser powder–bed fusion (L-PBF) gained massive interest to process superalloys in the last decades [
9], especially for aerospace applications. L-PBF is based on melting powder layers, slice by slice, to create a near-net-shape part [
10]. Essentially, it is an iterated welding process through the entire component. Therefore, this process has many similarities to welding, and the issues related to the material are almost the same. On the other hand, the melting and solidification of melt pools are much faster than in conventional welding; hence, the final achievable microstructures are different [
11]. As it comes to micro-cracking in L-PBF parts, three main approaches can be used to mitigate the problem: (1) alloy design, (2) process parameter optimization and (3) post-processing [
12]. In this paper, the second route was followed and investigated. As far as additive manufacturing is concerned, process parameters are finely adjusted to obtain parts with specific physical properties such as densification, surface roughness, residual stresses, etc. [
13]. The most studied parameters are laser power, scanning speed, scanning strategy, hatching distance and layer thickness. For example, Tomus et al. [
14] focused on scan speed, while Carter et al. [
15] considered the energy density given to the powder bed. There are many studies about parameter optimization for Ni superalloys processed via L-PBF in the literature. Most of the studied materials are easy-to-weld grades, such as In718 [
16,
17], In625 [
18] and Hastelloy X [
19], for which the effect of alloying elements on cracking behavior was also studied [
20]. Furthermore, hard-to-weld compositions have been investigated, such as CM247 LC [
21,
22], CMSX486 [
23], In738 [
24] and In939 [
25]. René 80 is also a hard-to-weld alloy, but to the best of the authors’ knowledge, there are no articles reporting its AM processing except for the one by Acharya et al. [
26], where selective laser epitaxy (SLE) was used to produce a single layer repair on a René 80 substrate with no cracks and good bonding.
Different approaches were proposed for process optimization in AM. Carter et al. [
27] and Rickenbacher et al. [
28] optimized the process parameters focusing on reducing the number of cracks and pores in CM247 LC and In738 LC, respectively. They also studied processability with the modulation of volume energy density (VED), a compact parameter that summarizes the laser setup. They found that those superalloys cannot be processed beneath a certain value of VED. Gange et al. [
29] tried to reduce the crack density in In738 LC parts, correlating the process parameters with melt pool shape and size. They found that the melt pool shape must be regular, and the size affects the grains’ growth along the building direction. Therefore, finding a set of parameters leading to small and regular melt pools also reduces the crack density. Another approach is given by Hilal et al. [
30], who studied the effect of post-processing on CM247 LC. Since the post-processing heat treatment can develop macro-cracks in the samples, the authors correlated the process parameters of L-PBF with the post-treated part’s integrity. They found that increasing the beam power and reducing the scan speed can mitigate the macro-crack development in the post-processing steps. A different framing is given by Dowling et al. [
31]. The authors analyzed the issues of reproducibility and repeatability in L-PBF part properties, highlighting three primary sources of uncertainty: (a) the powder feedstock, (b) the laser–powder interaction and (c) post processes. In the latter review, it is highlighted how parameter optimization mainly focuses on the maximization or minimization of a certain property, without considering the effects on repeatability of the process. In the present work, the authors aim to perform a full optimization, considering the effect of different parameter sets on repeatability of the L-PBF process.
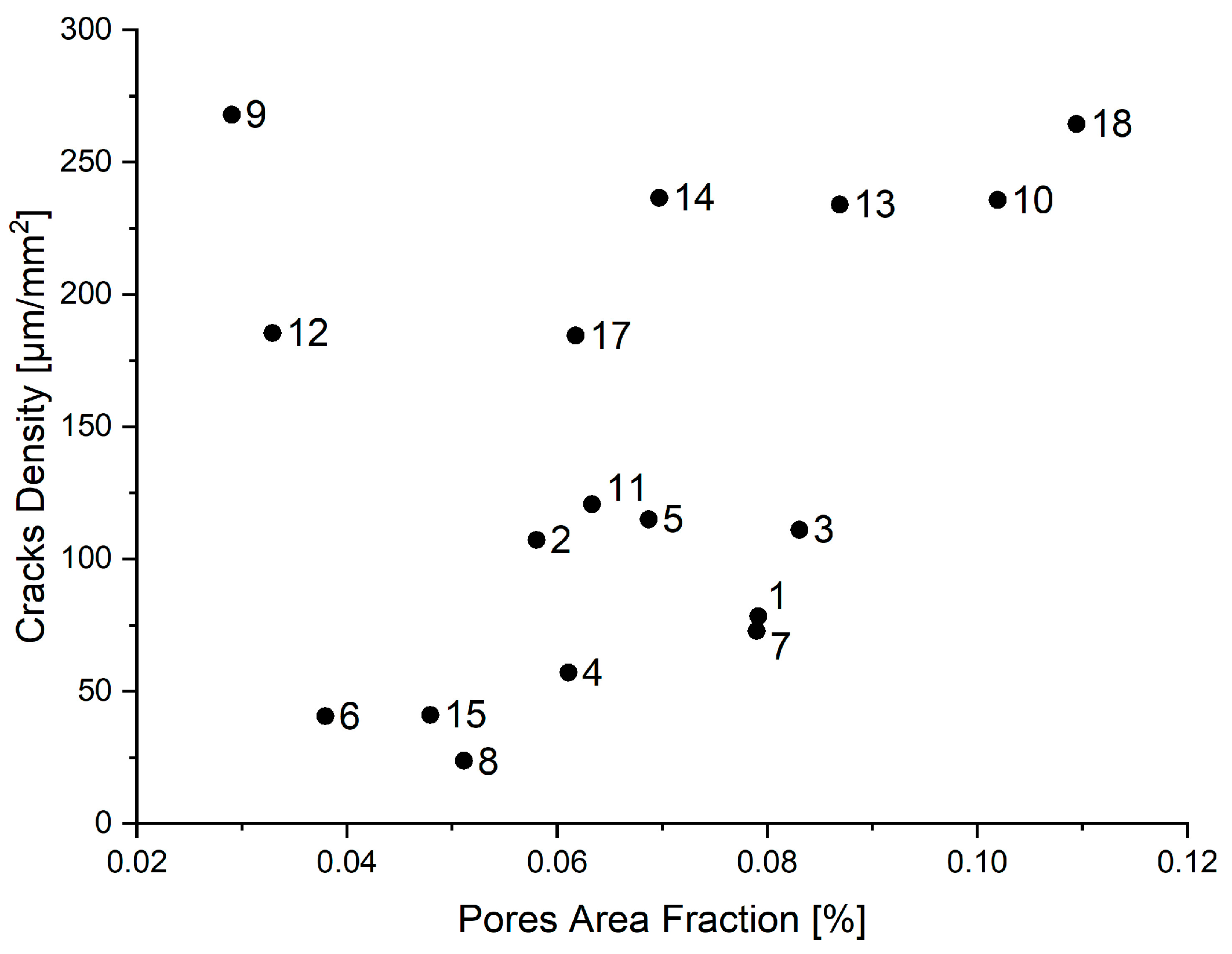
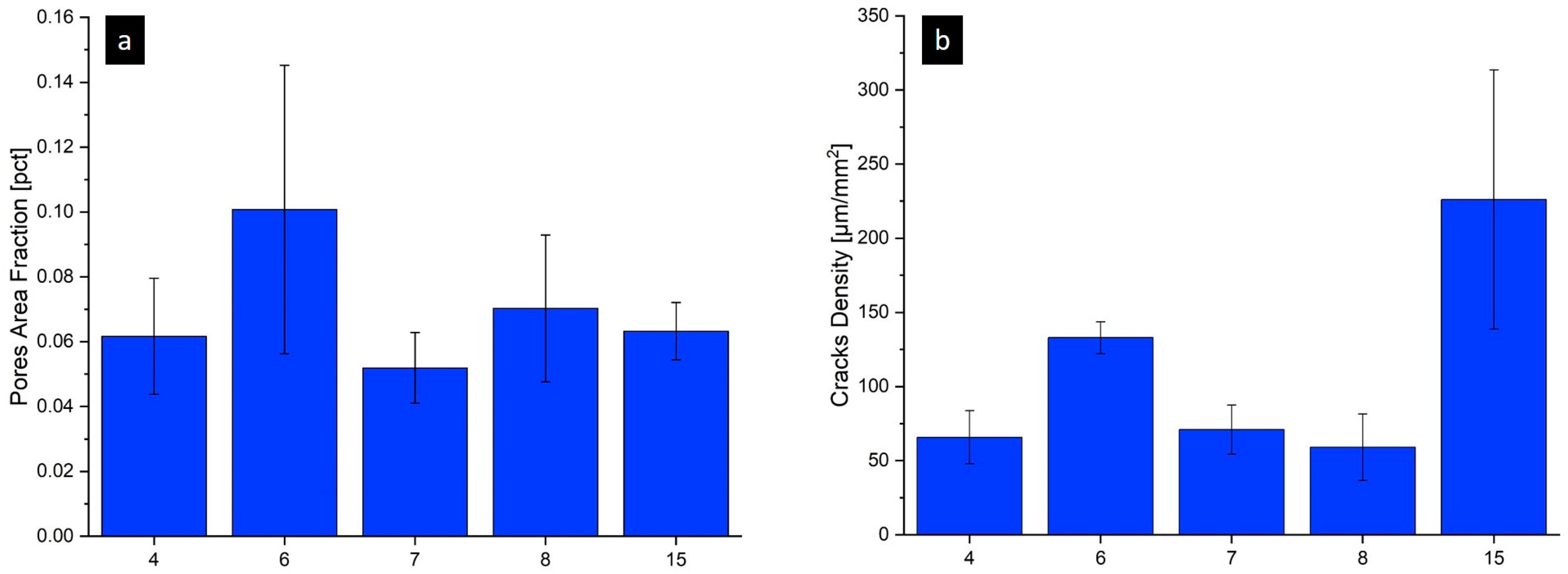
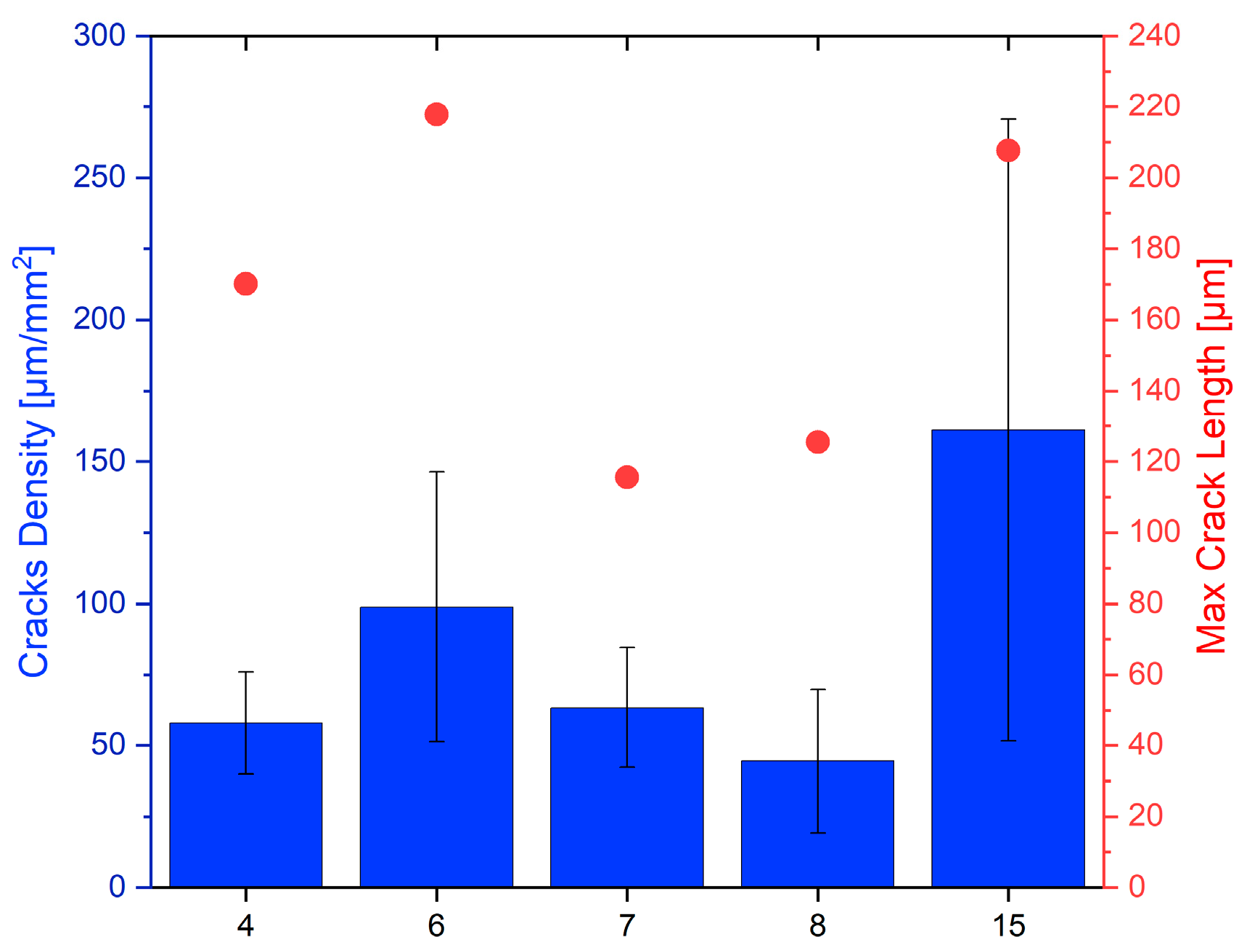
In the present work, processability of René 80 is discussed and assessed. As a first step, 18 different parameter sets were screened evaluating crack density and pore area fraction as criteria. Then, a repeatability study was carried out by printing intra-print and inter-prints repetitions of the five most promising parameter sets from the first screening. For the final decision, the maximum crack length was added as a criterion to refine the best set identification. The latter improvement was particularly important for the industrial partner of the project, which operates in the aeronautical sector. In conclusion, this work demonstrates that René 80 can be processed via L-PBF, obtaining good densification despite its high fraction of reinforcing γ′ forming elements. Focusing on a repeatability study, was considered vital for obtaining good sample densification, significantly reducing the variation among repetitions.
4. Discussion: VED, Decision Criteria and the Importance of Repeatability
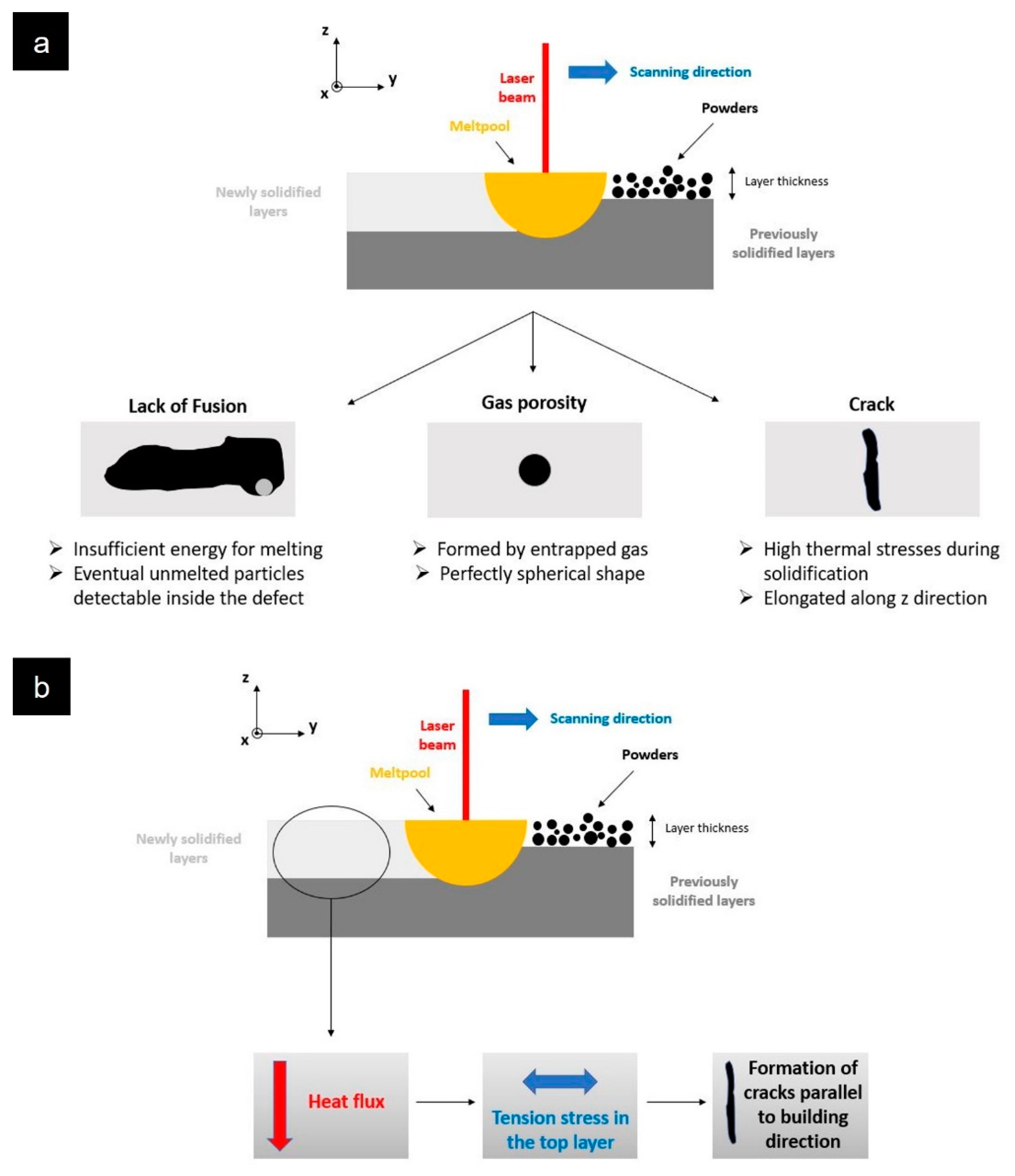
Finally, some considerations can be made about the energy density’s effect on the material’s densification properties. If it is evident that low VED values lead to the formation of lacks of fusion, as described in
Section 1, too high of values can negatively affect the material integrity as well. A representation of the typical defects of the L-PBF process is reported in
Figure 15a. This is mainly related to the thermal gradient formed during the process. One must remember that laser scanning leads to extremely rapid thermal variations within the material. In particular, when the laser passes along a scan line, the top layer undergoes high-speed heating, which leads to a strong thermal gradient along the underlying layers, emphasized by the alloy’s low thermal conductivity. After the laser passes, i.e., during cooling, the top layer tends to shrink due to thermal contraction, while the underlying layers slightly expand due to the heat flux that derives from the melt pool. As a result, tensile stresses arise on the top layer while compressive stresses arise on the underlying ones, which is a favorable condition for hot cracking (
Figure 15b). An interesting study on the effect of the different parameters on the thermal history of the powder bed and affordable crack mitigation is given by Iveković et al. [
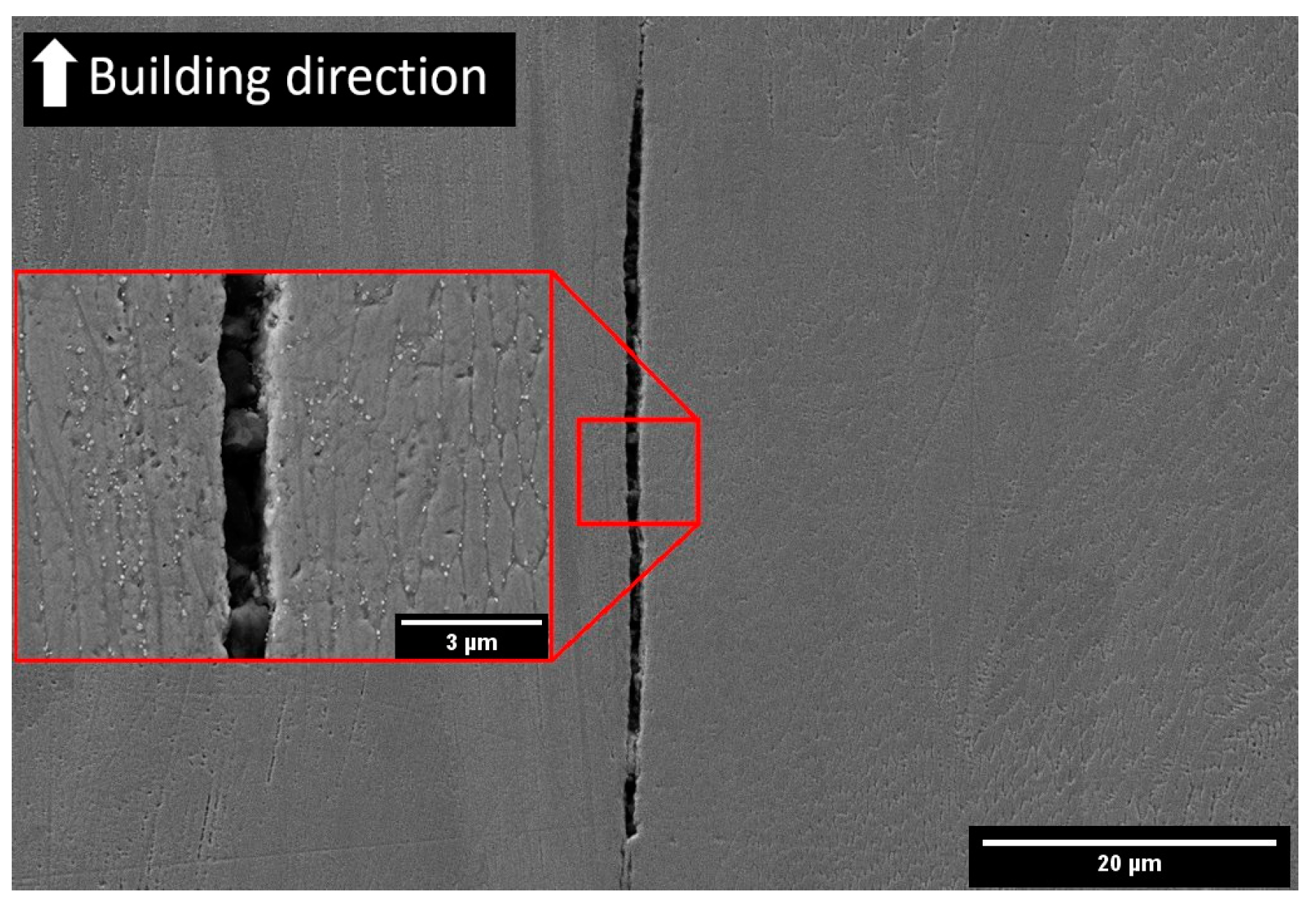
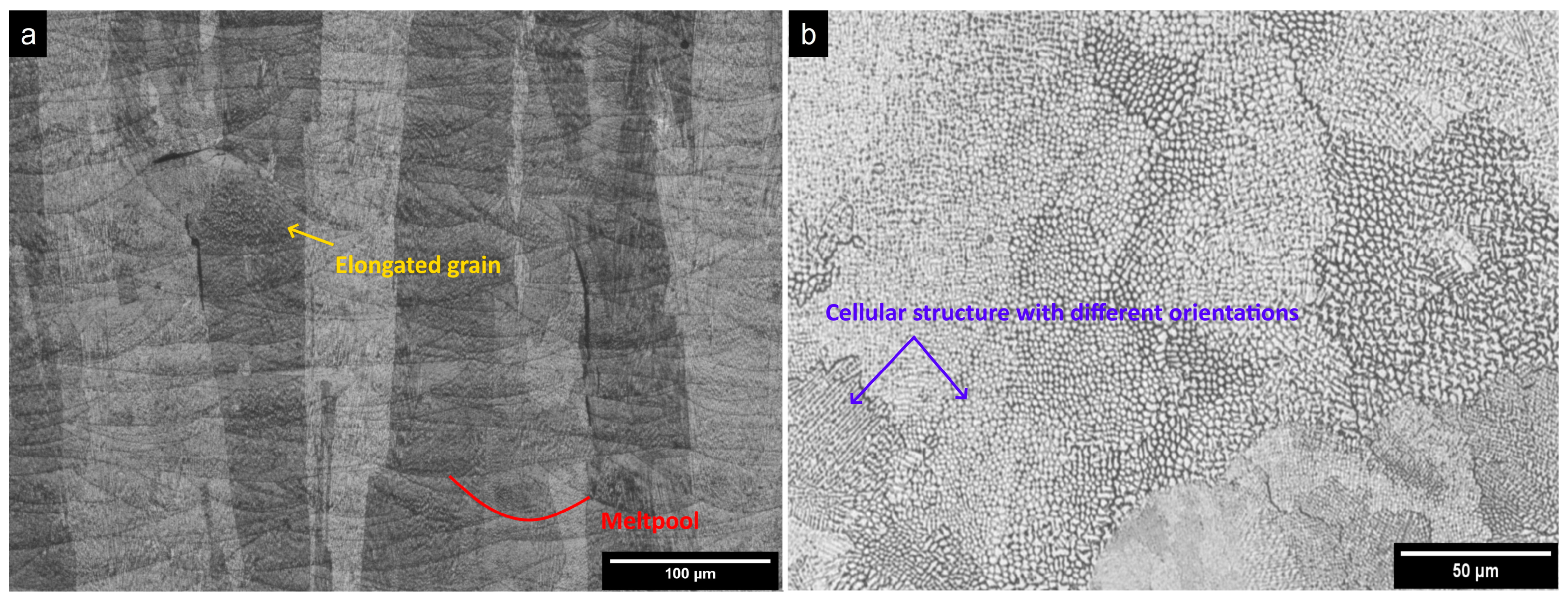
36]. The process explained above is the reason that cracks in L-PBF samples are typically oriented along the building direction (
Figure 9). This said, the authors can conclude that concentrating only on the VED values does not represent a suitable approach to optimize process parameters and their repeatability properly, while a complete screening such as the one performed in this study has to be performed to investigate the effect of the different parameter combinations on the densification and their repeatability through different productions. The five most promising parameter sets chosen to perform the repeatability tests were characterized by very different VED values (
Table 6).
Another vital aspect to discuss is how process optimization is conceptualized. Different criteria, such as defect fractions and/or size, can be used. However, densification properties cannot be the only driving force for process optimization, and one can also focus on microstructural features or residual stresses to avoid further cracking, for example. It is then imperative to set the goal of the optimization process itself. To the best of the authors’ knowledge, the L-PBF process applied to René 80 is still absent in the literature. For this reason, the authors set the optimization goal to be the densification properties, also moved by the low weldability of René 80. Furthermore, very different physical features could be used as metrics, such as defect fraction (or density, based on the unit), size, morphology and/or orientation. In the present work, the authors used the pore area fraction and the crack density as the main criteria, while maximum crack length was used to refine the final decision after the inter-print repeatability test. This is justified by the impact that long cracks could have on the mechanical performance of the processed material and the increasing difficulty in healing large flaws with further treatments such as HIP. Furthermore, the authors identified the pore area fraction and the crack density as the main factors influencing the material’s densification properties, and for this reason, these were used as the main decision criteria for the study.
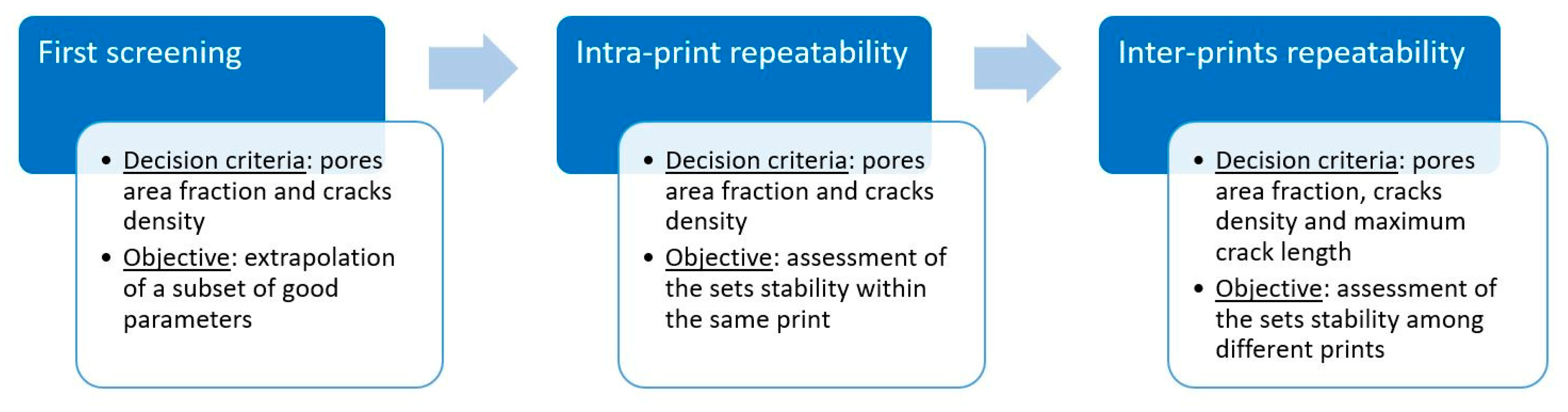
Moreover, from the previous results, it is clear that focusing on a simple production batch can incompletely optimize the parameter choice. In particular, looking at only the first screening results in
Figure 7, one would have probably chosen set 6 as the best, while set 8 turned out to be the optimal one after the complete repeatability study. A summary of the logical path followed for this study is shown in
Figure 16.
As a result of this discussion, “process optimization” has a broad meaning, and researchers should find the best criteria and refinement steps according to the goal of the optimization itself.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}