

Parameters Optimization and Repeatability Study on Low-Weldable Nickel-Based Superalloy René 80 Processed via Laser Powder–Bed Fusion (L-PBF)

 , , ,
, , ,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
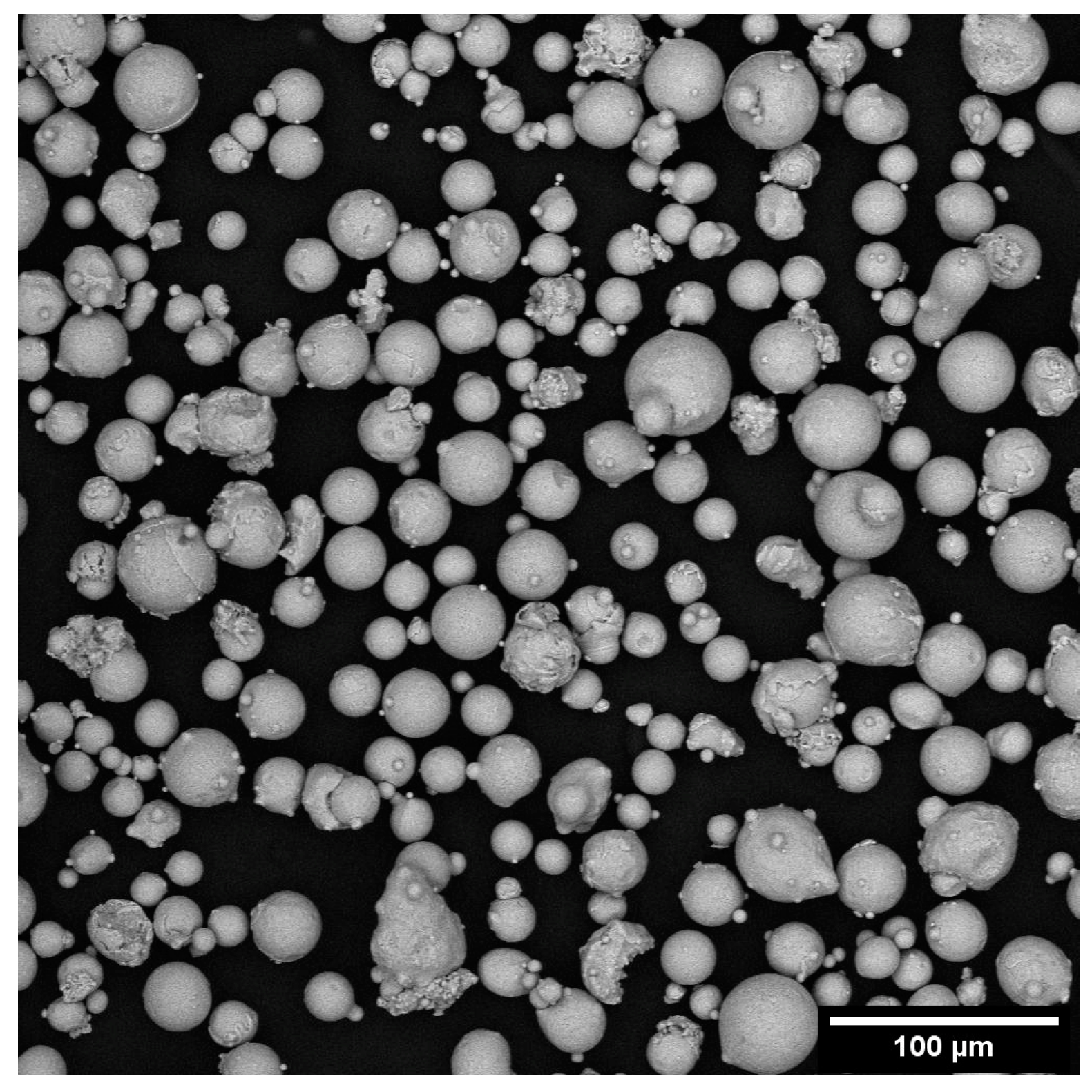
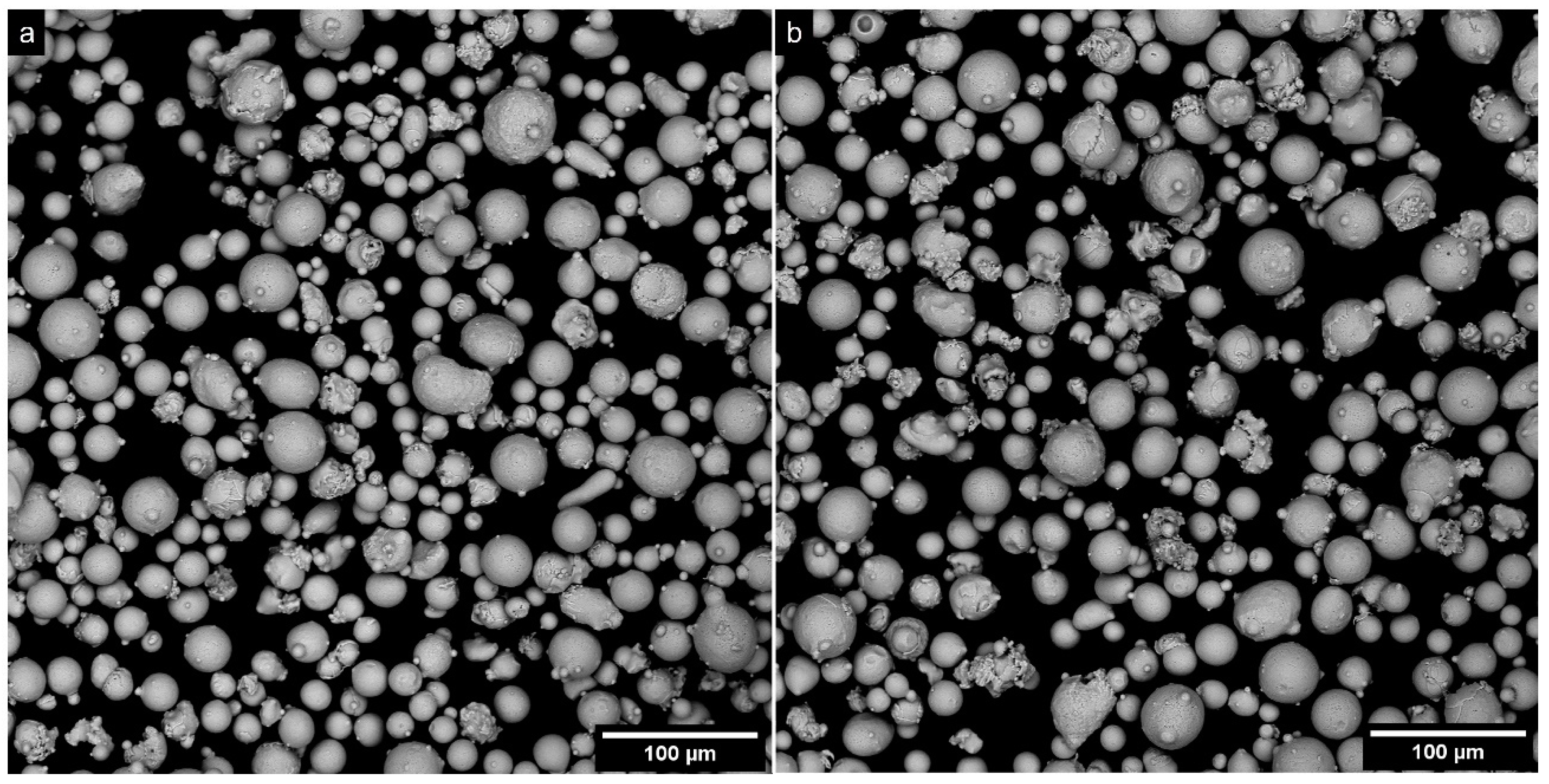
2.1. Powder Characterization
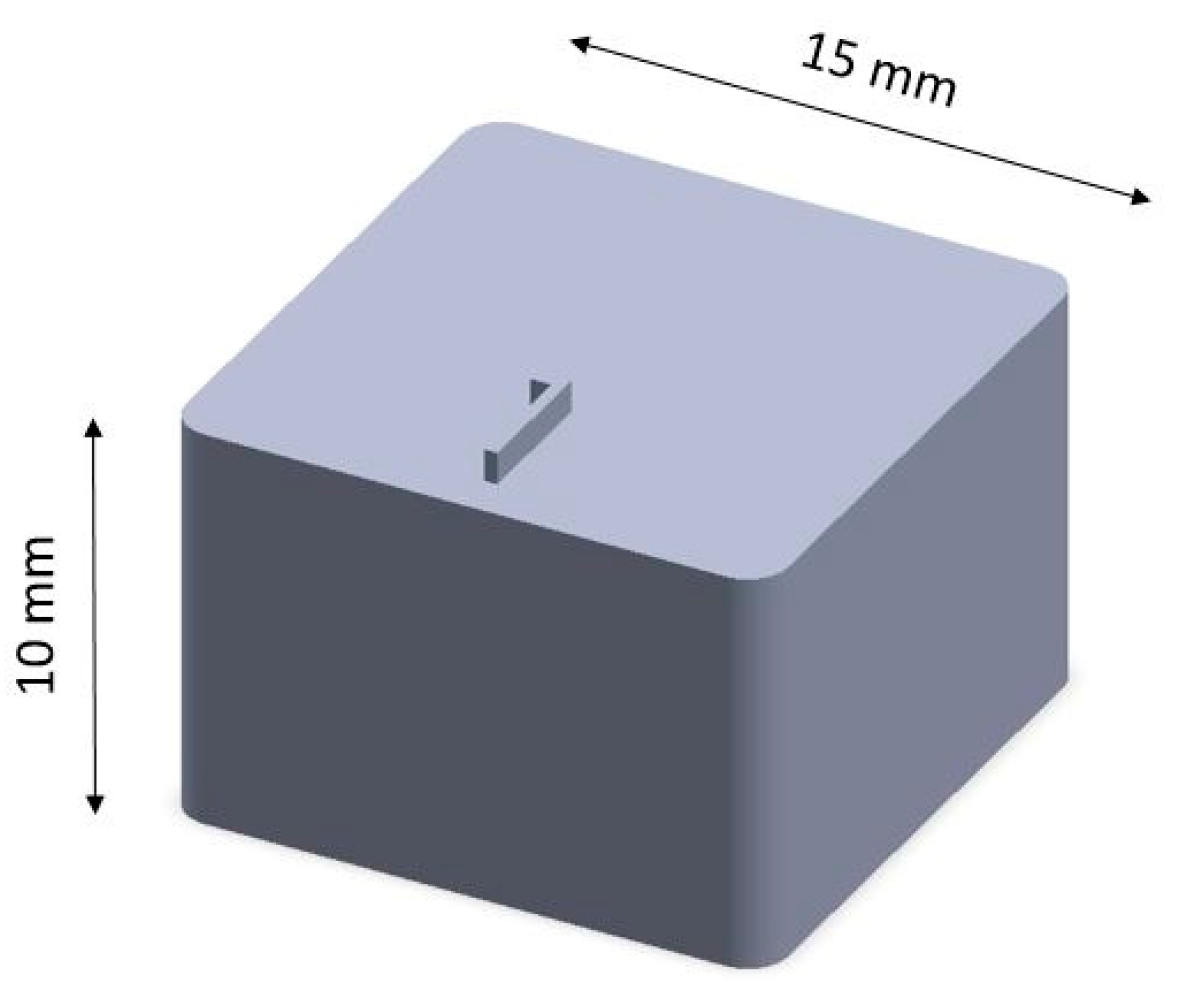
2.2. Samples Production
2.3. Samples Analysis
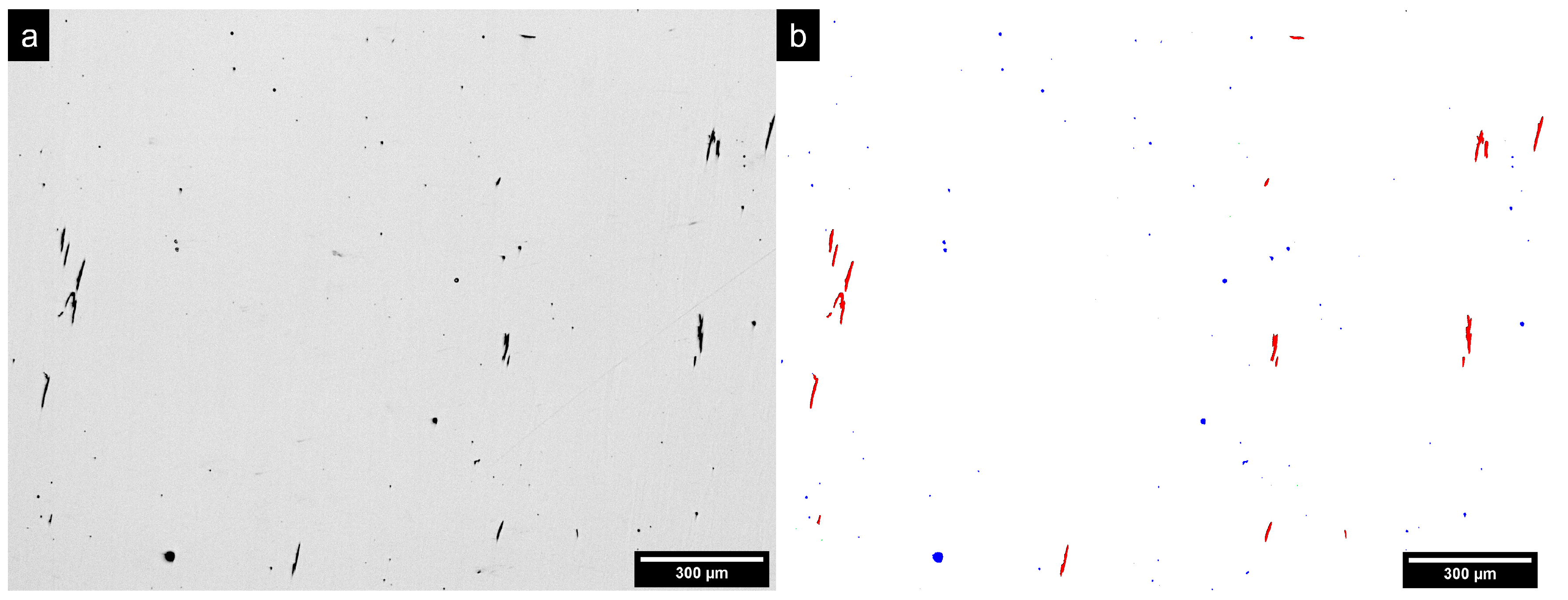
2.4. Image Analysis
- Pores:
- ○
- Area and equivalent diameter to properly represent the dimensions.
- ○
- Area fraction [pct]: ratio of total measured pore area to total sampled area.
- Cracks:
- ○
- Feret approximation of a single crack to provide crack extension assessment.
- ○
- Crack density (µm/mm2) = sum of all crack lengths/total sampled area.
- ○
- Max crack length (µm) = maximum value of crack population.
3. Results
3.1. Powders Characterization
3.2. Process Parameter Optimization
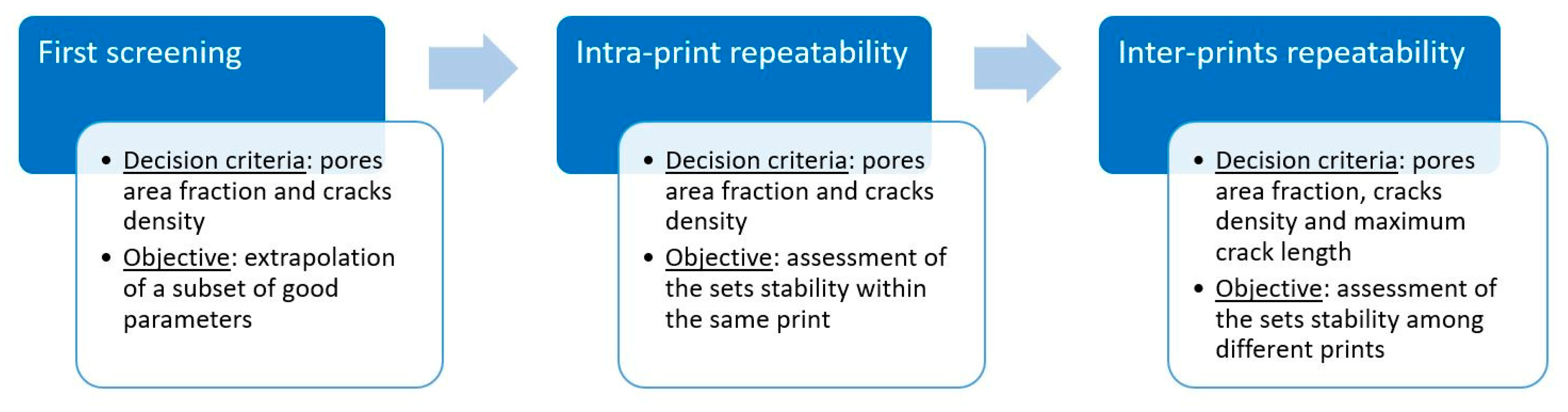
3.3. Intra-Print Repeatability
3.4. Inter-Print Repeatability
3.5. Microstructural Assessment
4. Discussion: VED, Decision Criteria and the Importance of Repeatability
5. Conclusions
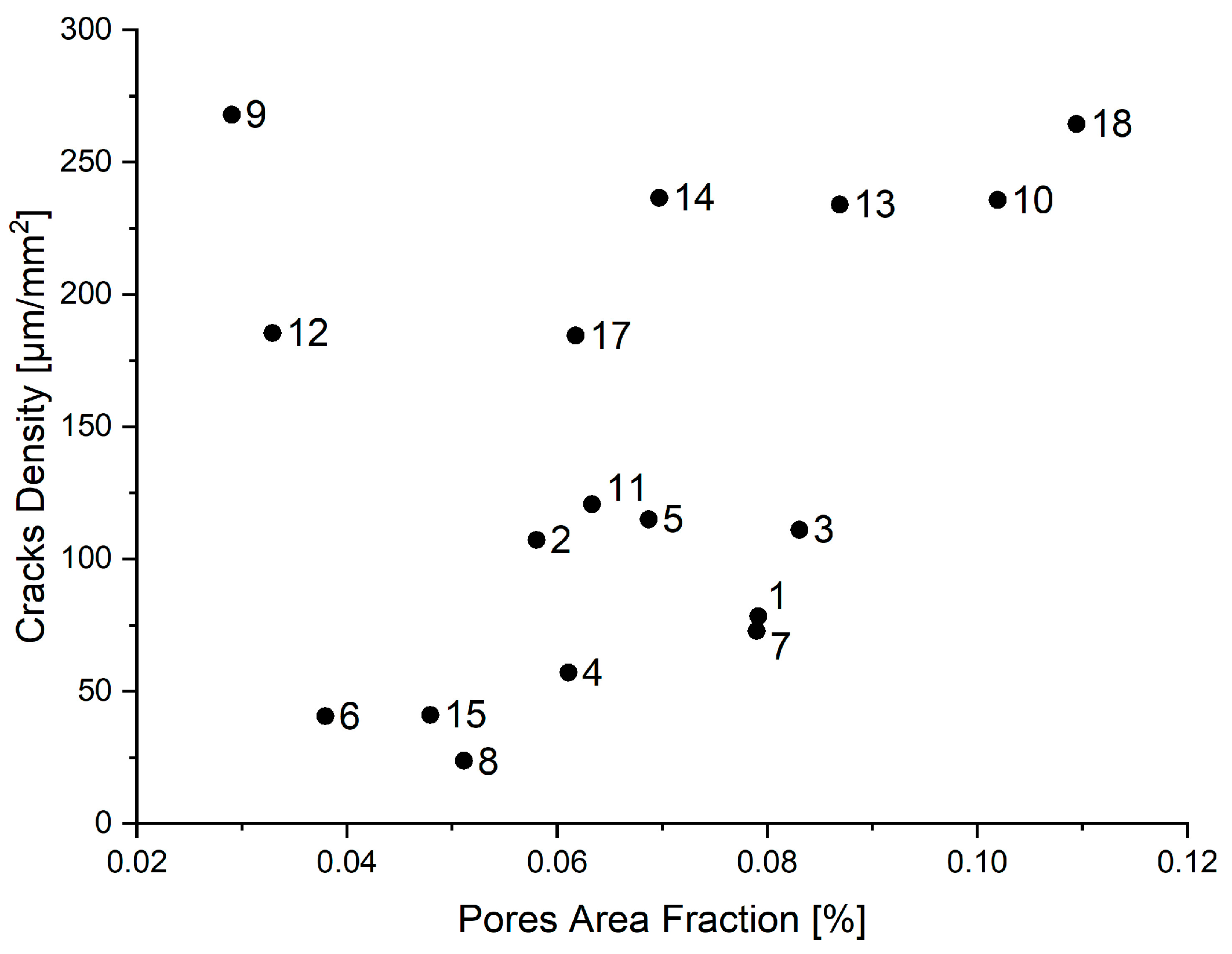
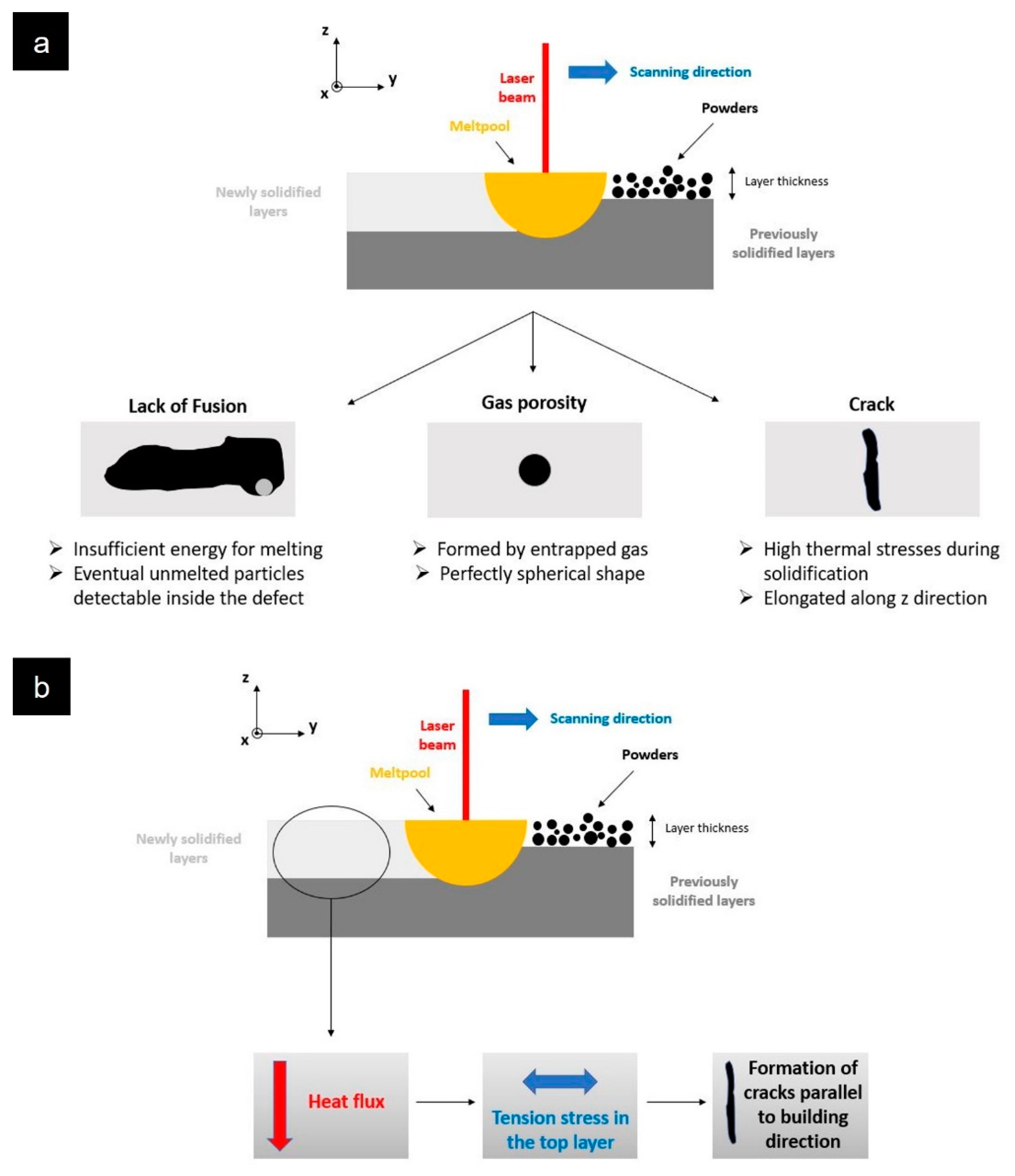
- Even if it is classified as a low-weldable alloy, René 80 showed good densification properties already after the first screening with six parameters having a crack density significantly below 100 µm/mm2. One of them was discarded due to the presence of big lacks of fusion, probably caused by a low VED.
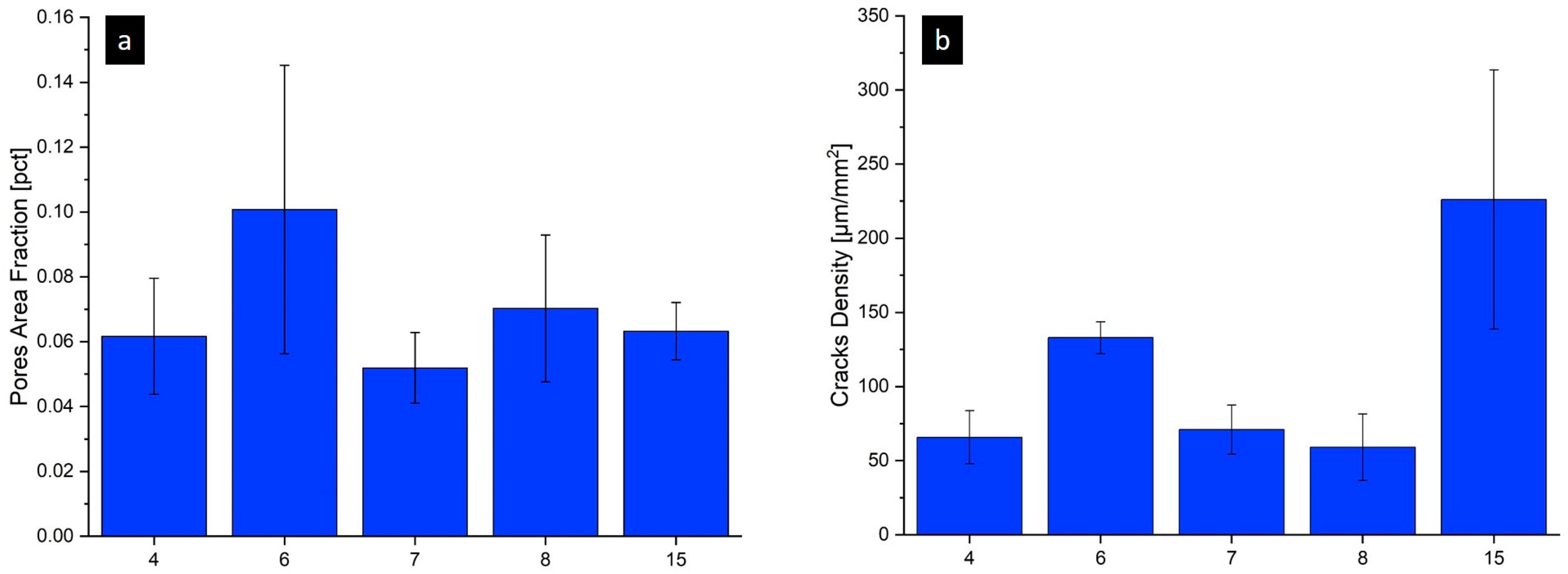
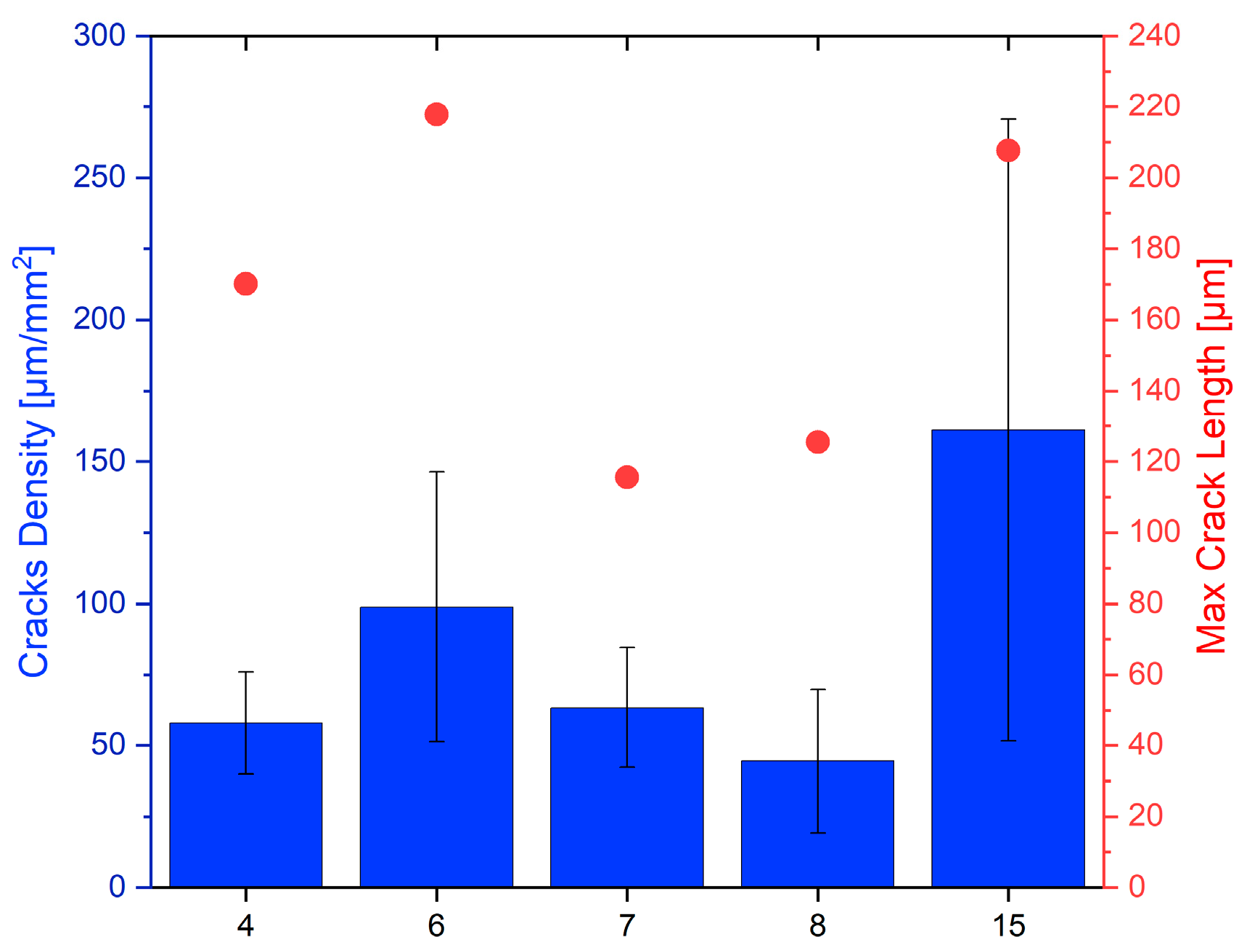
- The repetition of the best five sets showed similar values of pore area fraction both for the intra- and inter-print studies. The crack density showed a different trend instead; two groups were identified. The first included the more cracked and less repeatable sets 6 and 15, while the second was represented by the less cracked (mean density between 45 and 65 µm/mm2) and more repeatable (standard deviation around 20 µm/mm2) sets 4, 7 and 8. Within the latter group, the optimal condition for processing René 80 was considered to be combination 8 (VED = 113 J/mm3), since it was characterized by a lower average crack density (45 ± 20 µm/mm2), accepting slightly less repeatability than 4 and 7.
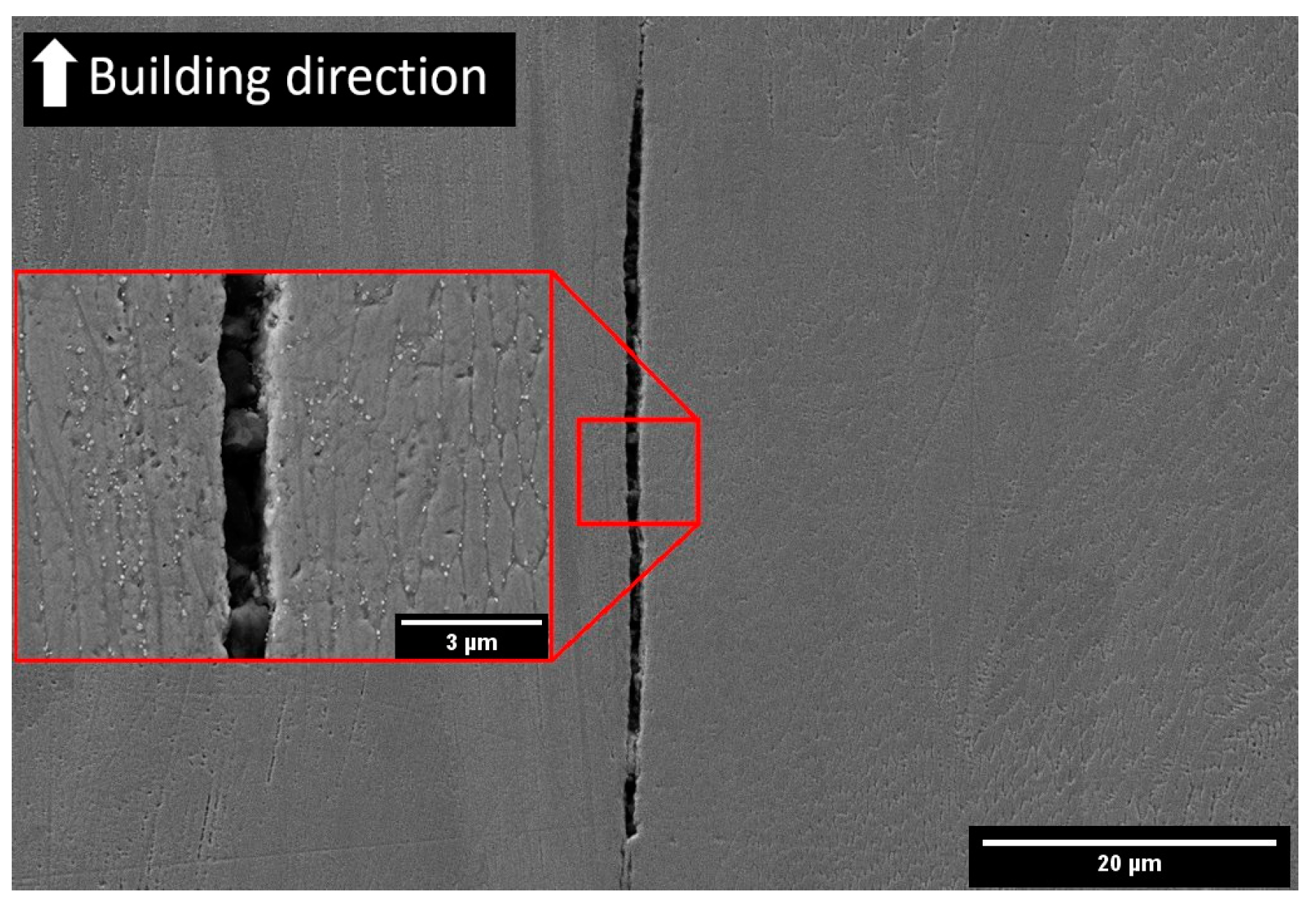
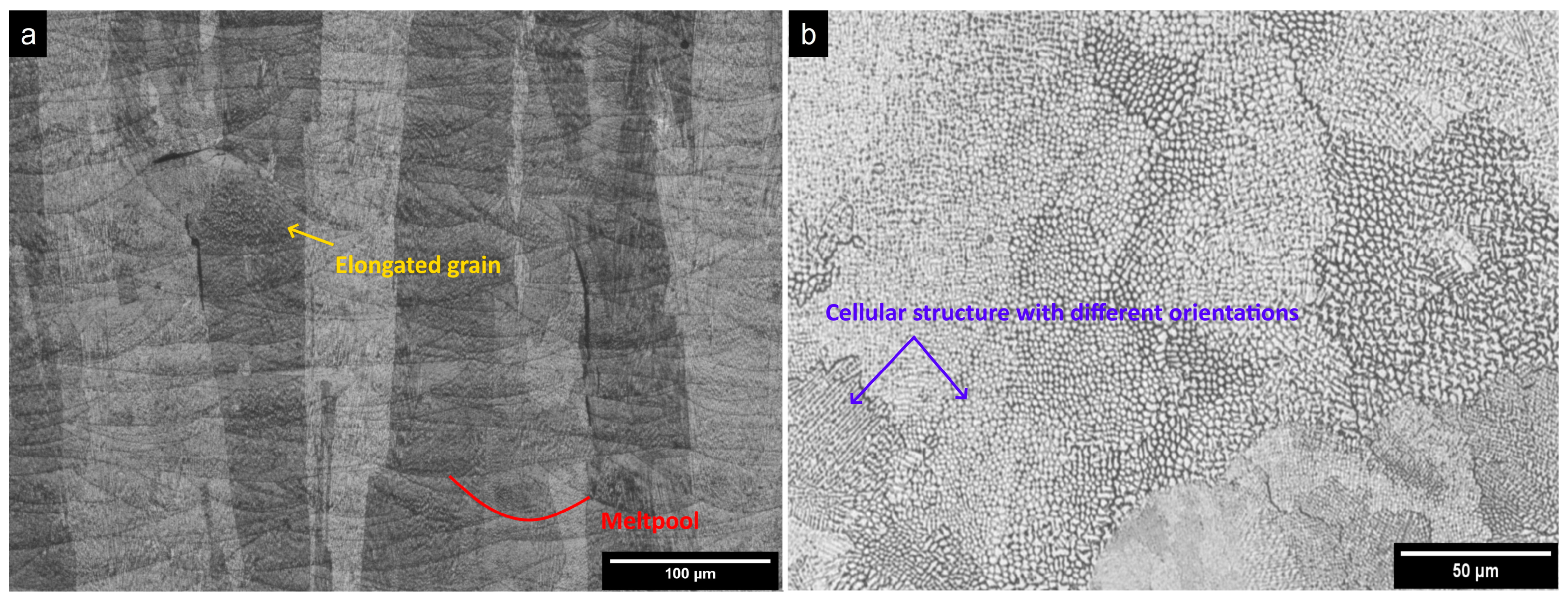
- René 80 showed typical microstructural features of the L-PBF process: (1) thermal cracks and porosity, (2) elongated grains parallel to the building direction, made of (3) cellular structures, oriented in the same way into the single grain. Since the etchant Glycia Regia dissolves the γ′, it is possible to assume that the cellular structures are made of γ matrix, while the intercellular regions are made by a eutectic-like phase similar to γ′ (Figure 14). In addition, very fine primary carbides are present in the as-built condition.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ross, E.W. Cast Nickel Base Alloy (René80). U.S. Patent 3615376A, 1 November 1968. [Google Scholar]
- Safari, J.; Nategh, S. On the Heat Treatment of Rene-80 Nickel-Base Superalloy. J. Mater. Process. Technol. 2006, 176, 240–250. [Google Scholar] [CrossRef]
- Kim, I.S.; Choi, B.G.; Hong, H.U.; Yoo, Y.S.; Jo, C.Y. Anomalous Deformation Behavior and Twin Formation of Ni-Base Superalloys at the Intermediate Temperatures. Mater. Sci. Eng. A 2011, 528, 7149–7155. [Google Scholar] [CrossRef]
- Henderson, M.B.; Arrell, D.; Heobel, M.; Larsson, R.; Marchant, G. Nickel-Based Superalloy Welding Practices for Industrial Gas Turbine Applications. Sci. Technol. Weld. Join. 2004, 9, 13–21. [Google Scholar] [CrossRef] [Green Version]
- Donachie, M.J.; Donachie, S.J. Superalloys: A Technical Guide; ASM International: Novelty, OH, USA, 2002; Volume 36, ISBN 0871707497. [Google Scholar]
- Osoba, L.O.; Sidhu, R.K.; Ojo, O.A. On Preventing HAZ Cracking in Laser Welded DS Rene 80 Superalloy. Mater. Sci. Technol. 2011, 27, 897–902. [Google Scholar] [CrossRef]
- Rush, M.T.; Colegrove, P.A.; Zhang, Z.; Broad, D. Liquation and Post-Weld Heat Treatment Cracking in Rene 80 Laser Repair Welds. J. Mater. Process. Technol. 2012, 212, 188–197. [Google Scholar] [CrossRef] [Green Version]
- DuPont, J.N.; Lippold, J.C.; Kiser, S.D. Welding Metallurgy and Weldability of Nickel-Base Alloy; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Adegoke, O.; Andersson, J.; Brodin, H.; Pederson, R. Review of Laser Powder Bed Fusion of Gamma-Prime-Strengthened Nickel-Based Superalloys. Metals 2020, 10, 996. [Google Scholar] [CrossRef]
- Wu, X.; Mei, J. Near Net Shape Manufacturing of Components Using Direct Laser Fabrication Technology. J. Mater. Process. Technol. 2003, 135, 266–270. [Google Scholar] [CrossRef]
- Wu, X. A Review of Laser Fabrication of Metallic Engineering Components and of Materials. Mater. Sci. Technol. 2007, 23, 631–640. [Google Scholar] [CrossRef]
- Griffiths, S.; Ghasemi Tabasi, H.; Ivas, T.; Maeder, X.; De Luca, A.; Zweiacker, K.; Wróbel, R.; Jhabvala, J.; Logé, R.E.; Leinenbach, C. Combining Alloy and Process Modification for Micro-Crack Mitigation in an Additively Manufactured Ni-Base Superalloy. Addit. Manuf. 2020, 36, 101443. [Google Scholar] [CrossRef]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the Microstructure and Crack Formation of IN738LC Samples Processed by Selective Laser Melting Using Gaussian and Doughnut Profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Tomus, D.; Jarvis, T.; Wu, X.; Mei, J.; Rometsch, P.; Herny, E.; Rideau, J.F.; Vaillant, S. Controlling the Microstructure of Hastelloy-X Components Manufactured by Selective Laser Melting. Phys. Procedia 2013, 41, 823–827. [Google Scholar] [CrossRef] [Green Version]
- Carter, L.N.; Wang, X.; Read, N.; Khan, R.; Aristizabal, M.; Essa, K.; Attallah, M.M. Process Optimisation of Selective Laser Melting Using Energy Density Model for Nickel Based Superalloys. Mater. Sci. Technol. 2016, 32, 657–661. [Google Scholar] [CrossRef]
- Wang, W.; Wang, S.; Zhang, X.; Chen, F.; Xu, Y.; Tian, Y. Process Parameter Optimization for Selective Laser Melting of Inconel 718 Superalloy and the Effects of Subsequent Heat Treatment on the Microstructural Evolution and Mechanical Properties. J. Manuf. Process. 2021, 64, 530–543. [Google Scholar] [CrossRef]
- Alizadeh-Sh, M.; Marashi, S.P.H.; Ranjbarnodeh, E.; Shoja-Razavi, R.; Oliveira, J.P. Prediction of Solidification Cracking by an Empirical-Statistical Analysis for Laser Cladding of Inconel 718 Powder on a Non-Weldable Substrate. Opt. Laser Technol. 2020, 128, 106244. [Google Scholar] [CrossRef]
- Arisoy, Y.M.; Criales, L.E.; Özel, T.; Lane, B.; Moylan, S.; Donmez, A. Influence of Scan Strategy and Process Parameters on Microstructure and Its Optimization in Additively Manufactured Nickel Alloy 625 via Laser Powder Bed Fusion. Int. J. Adv. Manuf. Technol. 2017, 90, 1393–1417. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of Micro-Cracking in Nickel Superalloys Processed by Selective Laser Melting: A Fundamental Alloy Design Approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef] [Green Version]
- Tomus, D.; Rometsch, P.A.; Heilmaier, M.; Wu, X. Effect of Minor Alloying Elements on Crack-Formation Characteristics of Hastelloy-X Manufactured by Selective Laser Melting. Addit. Manuf. 2017, 16, 65–72. [Google Scholar] [CrossRef]
- Bassini, E.; Sivo, A.; Martelli, P.A.; Rajczak, E.; Marchese, G.; Calignano, F.; Biamino, S.; Ugues, D. Effects of the Solution and First Aging Treatment Applied to As-Built and Post-HIP CM247 Produced via Laser Powder Bed Fusion (LPBF). J. Alloys Compd. 2022, 905, 164213. [Google Scholar] [CrossRef]
- Catchpole-Smith, S.; Aboulkhair, N.; Parry, L.; Tuck, C.; Ashcroft, I.A.; Clare, A. Fractal Scan Strategies for Selective Laser Melting of ‘Unweldable’ Nickel Superalloys. Addit. Manuf. 2017, 15, 113–122. [Google Scholar] [CrossRef]
- Carter, L.N. Selective Laser Melting of Nickel Superalloys for High Temperature Applications. Ph.D. Thesis, University of Birmingham, Birmingham, UK, 2013. [Google Scholar]
- Engeli, R. Selective Laser Melting & Heat Treatment of Γ’ Strengthened Ni-Base Superalloys for High Temperature Applications. Ph.D. Thesis, ETH Zurich, Zurich, Switzerland, 2017. [Google Scholar]
- Marchese, G.; Parizia, S.; Saboori, A.; Manfredi, D.; Lombardi, M.; Fino, P.; Ugues, D.; Biamino, S. The Influence of the Process Parameters on the Densification and Microstructure Development of Laser Powder Bed Fused Inconel 939. Metals 2020, 10, 882. [Google Scholar] [CrossRef]
- Acharya, R.; Bansal, R.; Gambone, J.J.; Kaplan, M.A.; Fuchs, G.E.; Rudawski, N.G.; Das, S. Additive Manufacturing and Characterization of René 80 Superalloy Processed Through Scanning Laser Epitaxy for Turbine Engine Hot-Section Component Repair. Adv. Eng. Mater. 2015, 17, 942–950. [Google Scholar] [CrossRef]
- Carter, L.N.; Attallah, M.M.; Reed, R.C. Laser Powder Bed Fabrication of Nickel-Base Superalloys: Influence of Parameters; Characterisation, Quantification and Mitigation of Cracking. Superalloys 2012, 2012, 2826–2834. [Google Scholar] [CrossRef]
- Rickenbacher, L.; Etter, T.; Hövel, S.; Wegener, K. High Temperature Material Properties of IN738LC Processed by Selective Laser Melting (SLM) Technology. Rapid Prototyp. J. 2013, 19, 282–290. [Google Scholar] [CrossRef]
- Grange, D.; Bartout, J.D.; Macquaire, B.; Colin, C. Processing a Non-Weldable Nickel-Base Superalloy by Selective Laser Melting: Role of the Shape and Size of the Melt Pools on Solidification Cracking. Materialia 2020, 12, 100686. [Google Scholar] [CrossRef]
- Hilal, H.; Lancaster, R.; Stapleton, D.; Baxter, G. Investigating the Influence of Process Parameters on the Structural Integrity of an Additively Manufactured Nickel-Based Superalloy. Metals 2019, 9, 1191. [Google Scholar] [CrossRef] [Green Version]
- Dowling, L.; Kennedy, J.; O’Shaughnessy, S.; Trimble, D. A Review of Critical Repeatability and Reproducibility Issues in Powder Bed Fusion. Mater. Des. 2020, 186, 108346. [Google Scholar] [CrossRef]
- Capozzi, L.C.; Sivo, A.; Bassini, E. Powder Spreading and Spreadability in the Additive Manufacturing of Metallic Materials: A Critical Review. J. Mater. Process. Technol. 2022, 308, 117706. [Google Scholar] [CrossRef]
- Bassini, E.; Galech, U.; Soria, T.; Aristizabal, M.; Iturriza, I.; Biamino, S.; Ugues, D. Effect of the Particle Size Distribution on Physical Properties, Composition, and Quality of Gas Atomized Astroloy Powders for HIP Application. J. Alloys Compd. 2022, 890, 161631. [Google Scholar] [CrossRef]
- Boswell, J.H.; Clark, D.; Li, W.; Attallah, M.M. Cracking during Thermal Post-Processing of Laser Powder Bed Fabricated CM247LC Ni-Superalloy. Mater. Des. 2019, 174, 107793. [Google Scholar] [CrossRef]
- Yang, C.; Xu, Y.; Nie, H.; Xiao, X.; Jia, G.; Shen, Z. Effects of Heat Treatments on the Microstructure and Mechanical Properties of Rene 80. Mater. Des. 2013, 43, 66–73. [Google Scholar] [CrossRef]
- Iveković, A.; Montero-Sistiaga, M.L.; Vleugels, J.; Kruth, J.; Vanmeensel, K. A Combined Numerical-Experimental Approach. J. Alloys Compd. 2021, 864, 158803. [Google Scholar] [CrossRef]
- Attallah, M.M.; Jennings, R.; Wang, X.; Carter, L.N. Additive Manufacturing of Ni-Based Superalloys: The Outstanding Issues. MRS Bull. 2016, 41, 758–764. [Google Scholar] [CrossRef]
- Zhao, X.; Lin, X.; Chen, J.; Xue, L.; Huang, W. The Effect of Hot Isostatic Pressing on Crack Healing, Microstructure, Mechanical Properties of Rene88DT Superalloy Prepared by Laser Solid Forming. Mater. Sci. Eng. A 2009, 504, 129–134. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Range |
|---|---|
| Laser Power (W) | 170–195 |
| Scan Speed (mm/s) | 1000–1900 |
| Hatching Distance (mm) | 0.03–0.08 |
| Composition | Cr | Co | Mo | W | Al | Ti | Zr | C | Ni |
|---|---|---|---|---|---|---|---|---|---|
| Nominal | 13.5–14.5 | 7.5–12.5 | 3.5–4.5 | 3.5–4.5 | 2.5–3.5 | 4.5–5.5 | 0.02–0.1 | 0.15–0.2 | Bal |
| Batch A | 14.4 | 9.5 | 4.04 | 4.07 | 3.03 | 4.85 | 0.06 | 0.15 | Bal |
| Batch B | 13.8 | 9.5 | 4.00 | 3.88 | 2.86 | 4.68 | 0.06 | 0.15 | Bal |
| Composition | S | O | N | H |
|---|---|---|---|---|
| Batch A | 8 | 136 | 28 | 5.28 |
| Batch B | 7 | 167 | 81 | 5.42 |
| PSD | Batch | D10 | D50 | D90 | Mode | Mean |
|---|---|---|---|---|---|---|
| Numeric | A | 11 | 20.1 | 30.7 | 18.8 | 20.8 ± 7.8 |
| B | 8.2 | 18.3 | 30.9 | 14.4 | 19.6 ± 8.3 | |
| Volumetric | A | 19 | 31.4 | 46.7 | 37.6 | 34.5 ± 11.2 |
| B | 16.5 | 27.4 | 41.1 | 33.1 | 30 ± 10 |
| Test | A | B |
|---|---|---|
| Apparent density (g/cm3)—ASTM B212 | 4.20 ± 0.03 | 4.15 ± 0.05 |
| Flow rate (s/50 g)—ASTM B213 | 15.2 ± 0.4 | 14.8 ± 0.5 |
| Parameter Sets | VED (J/mm3) |
|---|---|
| 4 | 110 |
| 6 | 130 |
| 7 | 151 |
| 8 | 113 |
| 15 | 212 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martelli, P.A.; Sivo, A.; Calignano, F.; Bassini, E.; Biamino, S.; Ugues, D. Parameters Optimization and Repeatability Study on Low-Weldable Nickel-Based Superalloy René 80 Processed via Laser Powder–Bed Fusion (L-PBF). Metals 2023, 13, 210. https://doi.org/10.3390/met13020210
Martelli PA, Sivo A, Calignano F, Bassini E, Biamino S, Ugues D. Parameters Optimization and Repeatability Study on Low-Weldable Nickel-Based Superalloy René 80 Processed via Laser Powder–Bed Fusion (L-PBF). Metals. 2023; 13(2):210. https://doi.org/10.3390/met13020210
Chicago/Turabian StyleMartelli, Pietro Antonio, Antonio Sivo, Flaviana Calignano, Emilio Bassini, Sara Biamino, and Daniele Ugues. 2023. "Parameters Optimization and Repeatability Study on Low-Weldable Nickel-Based Superalloy René 80 Processed via Laser Powder–Bed Fusion (L-PBF)" Metals 13, no. 2: 210. https://doi.org/10.3390/met13020210
APA StyleMartelli, P. A., Sivo, A., Calignano, F., Bassini, E., Biamino, S., & Ugues, D. (2023). Parameters Optimization and Repeatability Study on Low-Weldable Nickel-Based Superalloy René 80 Processed via Laser Powder–Bed Fusion (L-PBF). Metals, 13(2), 210. https://doi.org/10.3390/met13020210