
Optimization of Response Surface Methodology for Pulsed Laser Welding of 316L Stainless Steel to Polylactic Acid


Abstract
:1. Introduction
2. Materials, Equipment, and Methods
2.1. Materials
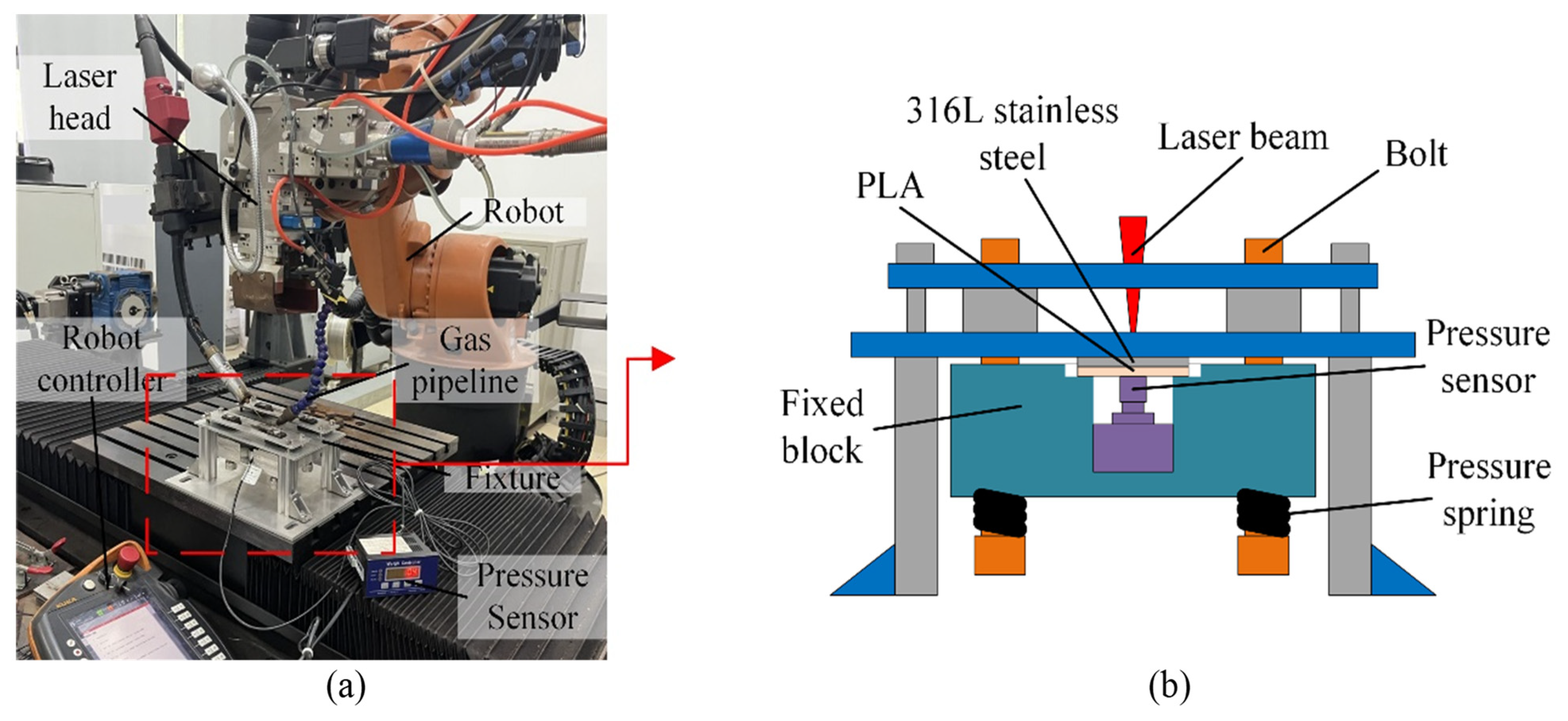
2.2. Equipment
2.3. Methods
3. Results & Discussion
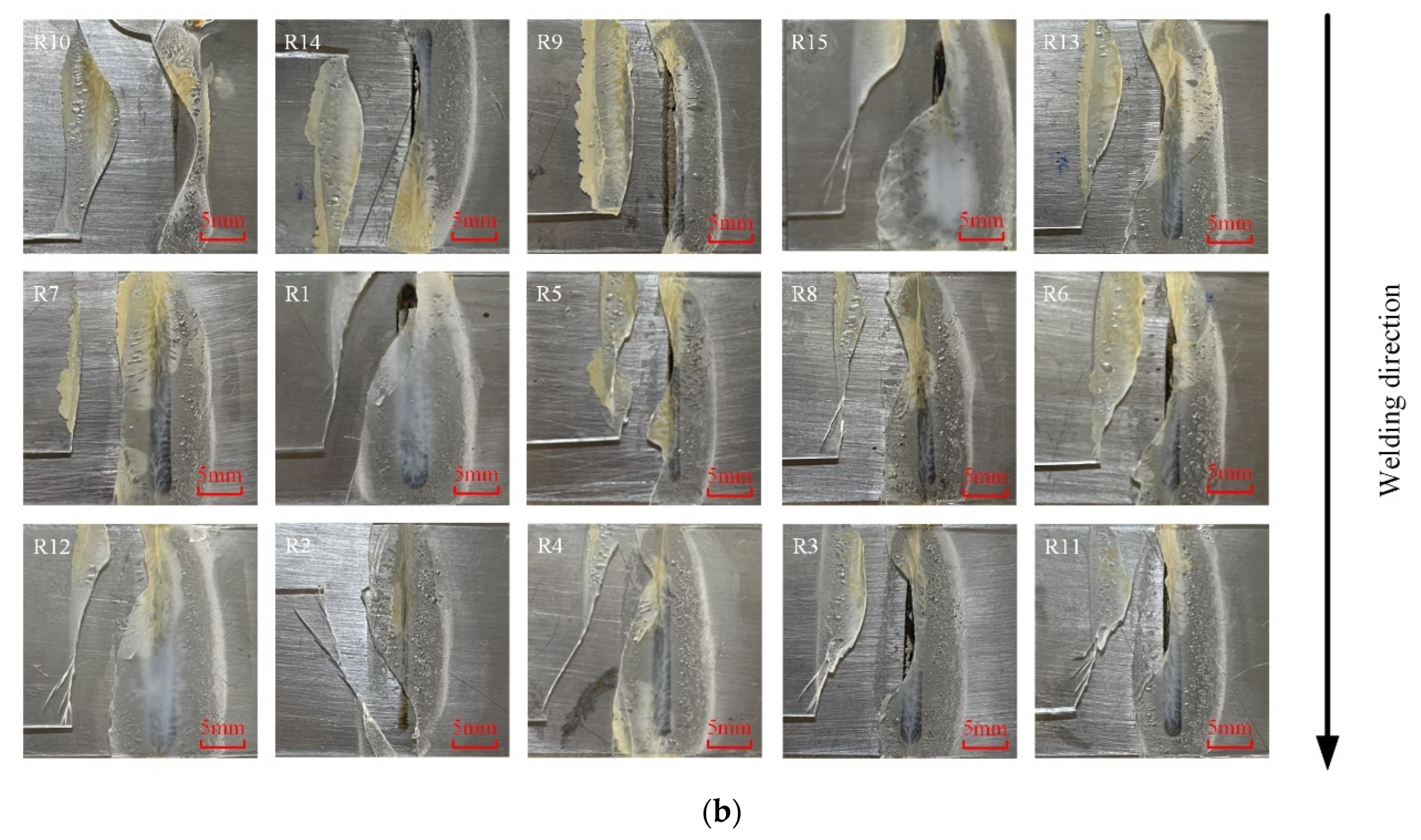
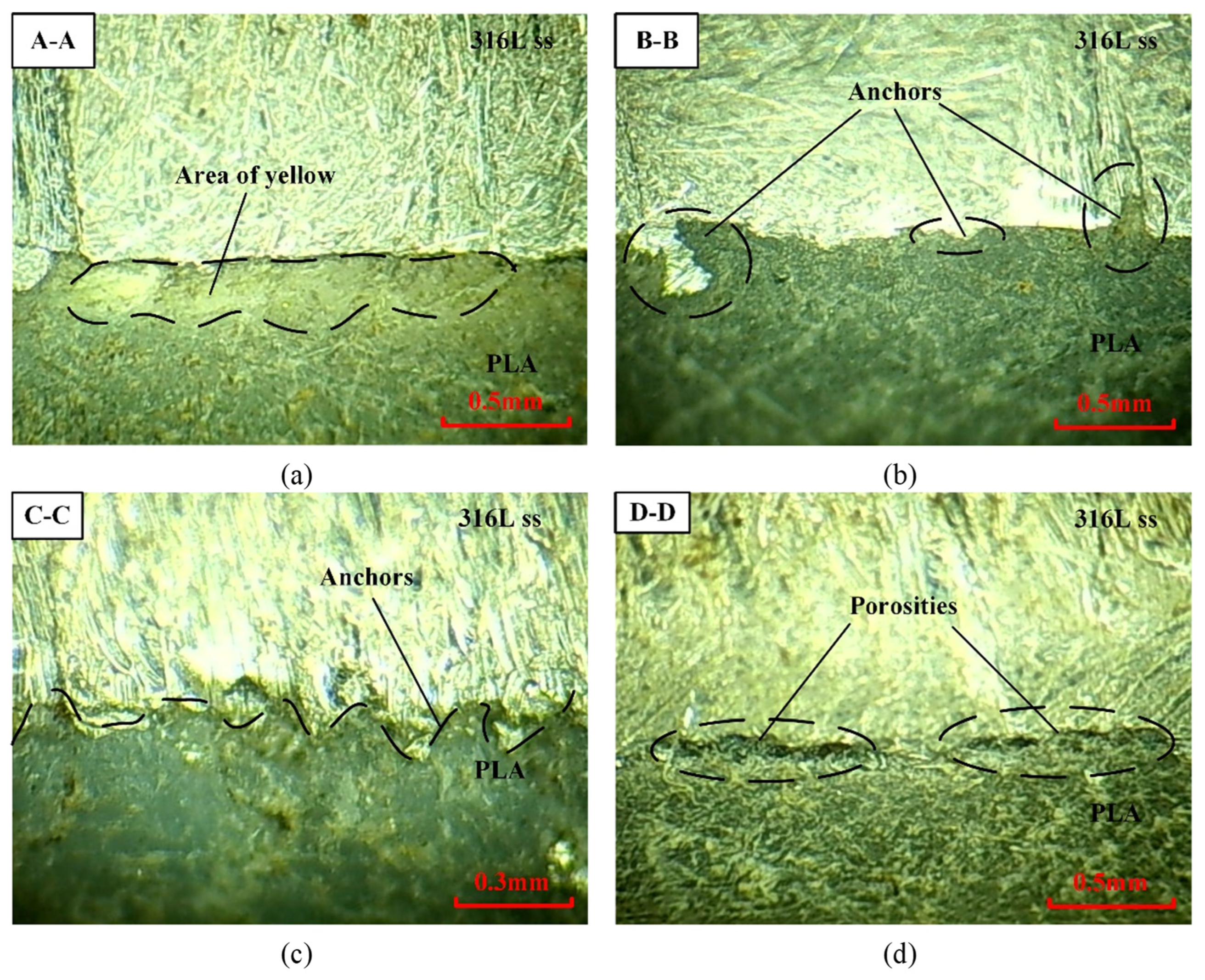
3.1. Analysis of Mechanical Properties, Morphology, and Fracture–Failure Forms of Joints
3.2. Response Model Analysis
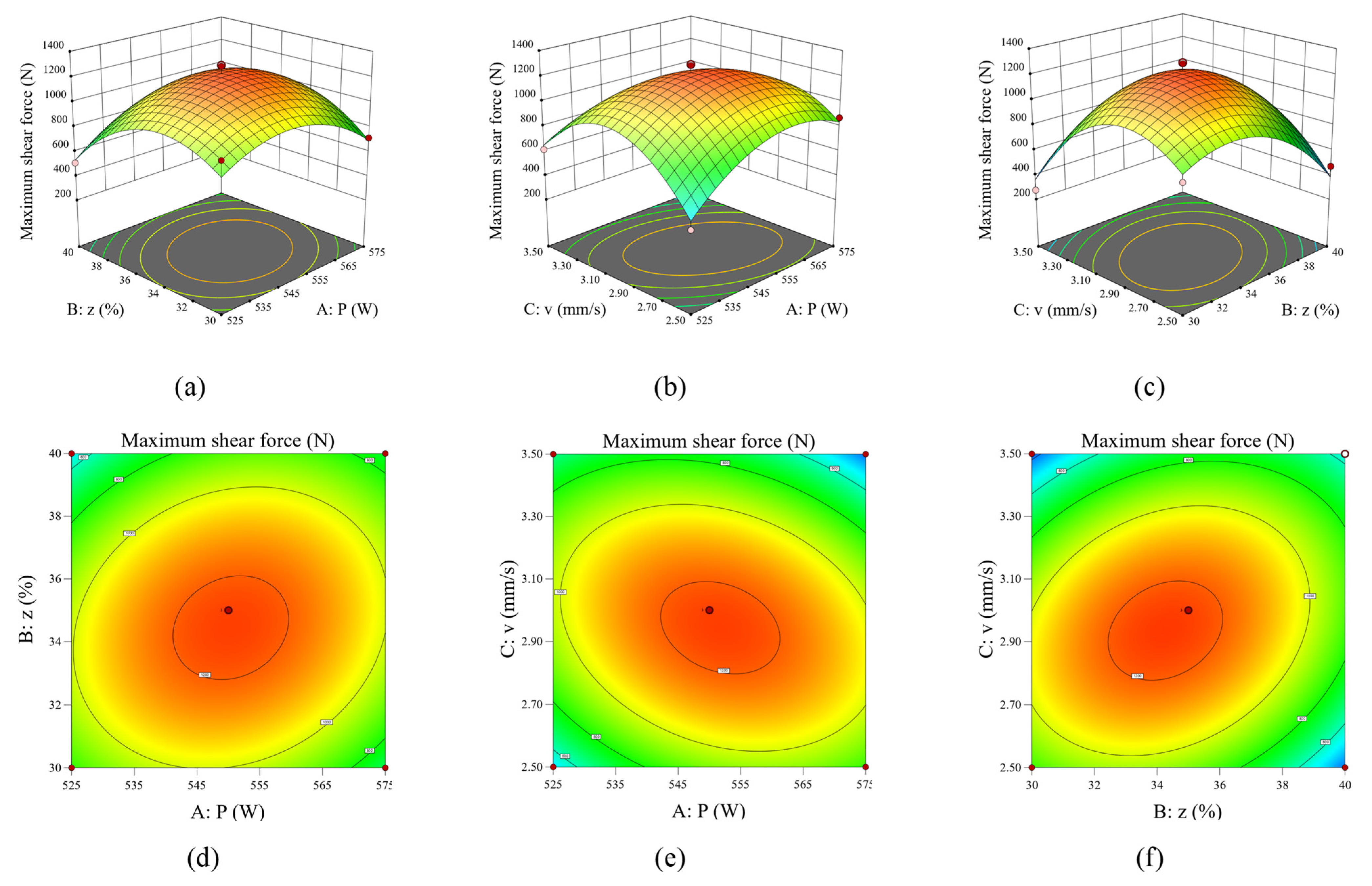
3.3. Influence of Process Parameters on Response Model
3.4. Response Model Verification
4. Conclusions
- (1)
- Orthogonal tests revealed that the most significant factors affecting welding mechanical properties were the laser scanning speed, pulse–duty ratio, and laser power, in this order. ANOVA further enabled us to measure the influence degree of different process parameters on welding quality;
- (2)
- A joint region analysis, fracture–failure analysis, and a microscopic morphology analysis led to the division of the joint region into two categories: the effective region and the failure region. Furthermore, the effective area ratio was established as a method of judging the joint’s mechanical properties’
- (3)
- The response surface method and the Box–Behnken design allowed us to develop a mathematical model of the welding quality with an error of approximately 4%, thereby providing a good prediction result;
- (4)
- It was found that the combination of pulse–duty ratio and laser scanning speed had the greatest effect on joint quality. Optimal mechanical properties for 316L stainless steel–PLA joints can be obtained with a pulse–duty ratio of 34–36% and a laser scanning speed of 2.9–3.1 mm/s.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhou, Z.; Gao, X.; Zhang, Y. Research Progress on Characterization and Regulation of Forming Quality in Laser Joining of Metal and Polymer, and Development Trends of Lightweight Automotive Applications. Metals 2022, 12, 1666. [Google Scholar] [CrossRef]
- Qiao, Y.; Merkel, D.R.; Nickerson, E.K.; Shin, Y.; Seffens, R.J.; Ortiz, A.; Simmons, K.L. Mode I tensile fracture behavior of adhesively-bonded metal–metal, metal–CFRP, and CFRP–CFRP bi-material combinations analyzed by size effect method. Compos. Part A Appl. Sci. Manuf. 2022, 160, 107025. [Google Scholar] [CrossRef]
- Hussein, F.I.; Akman, E.; Genc Oztoprak, B.; Gunes, M.; Gundogdu, O.; Kacar, E.; Hajim, K.I.; Demir, A. Evaluation of PMMA joining to stainless steel 304 using pulsed Nd:YAG laser. Opt. Laser Technol. 2013, 49, 143–152. [Google Scholar] [CrossRef]
- Chen, Y.J.; Yue, T.M.; Guo, Z.N. A new laser joining technology for direct-bonding of metals and plastics. Mater. Des. 2016, 110, 775–781. [Google Scholar] [CrossRef]
- Sairajan, K.K.; Aglietti, G.S.; Mani, K.M. A review of multifunctional structure technology for aerospace applications. Acta Astronaut. 2016, 120, 30–42. [Google Scholar] [CrossRef]
- Lambiase, F.; Genna, S. Laser-assisted direct joining of AISI304 stainless steel with polycarbonate sheets: Thermal analysis, mechanical characterization, and bonds morphology. Opt. Laser Technol. 2017, 88, 205–214. [Google Scholar] [CrossRef]
- Zaaba, N.F.; Ismail, H.; Saeed, A.M. A Review: Metal Filled Thermoset Composites. Polym.-Plast. Tech Mat 2022, 61, 13–26. [Google Scholar] [CrossRef]
- Madhav, H.; Singh, N.; Jaiswar, G. Chapter 4—Thermoset, bioactive, metal–polymer composites for medical applications. In Materials for Biomedical Engineering; Grumezescu, V., Grumezescu, A.M., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 105–143. [Google Scholar]
- Huang, H.W.; Wang, Z.B.; Lu, J.; Lu, K. Fatigue behaviors of AISI 316L stainless steel with a gradient nanostructured surface layer. Acta Mater. 2015, 87, 150–160. [Google Scholar] [CrossRef]
- Xu, L.; Ba, D.; Wang, K.; Guo, D. Wang, C. New Research Progressing of Surface Modification of Medical 316L Stainless Steels. Proc. SPIE-Int. Soc. Opt. Eng. 2013, 9068, 90681L. [Google Scholar]
- Li, C.; Ma, Y.; Yang, X.; Hou, M. New TiTaNbZrMo high-entropy alloys for metallic biomaterials. Mater. Res. Express 2021, 8, 105403. [Google Scholar] [CrossRef]
- Shen, M.; Wang, L.; Gao, Y.; Feng, L.; Xu, C.; Li, S.; Wang, X.; Wu, Y.; Guo, Y.; Pei, G. 3D bioprinting of in situ vascularized tissue engineered bone for repairing large segmental bone defects. Mater. Today Bio 2022, 16, 100382. [Google Scholar] [CrossRef]
- Yang, J.; Guo, J.L.; Mikos, A.G.; He, C.; Cheng, G. Material Processing and Design of Biodegradable Metal Matrix Composites for Biomedical Applications. Ann. Biomed. Eng. 2018, 46, 1229–1240. [Google Scholar] [CrossRef] [PubMed]
- Hamad, K.; Kaseem, M.; Ayyoob, M.; Joo, J.; Deri, F. Polylactic acid blends: The future of green, light and tough. Prog. Polym. Sci. 2018, 85, 83–127. [Google Scholar] [CrossRef]
- Qi, X.; Ren, Y.; Wang, X. New advances in the biodegradation of Poly(lactic) acid. Int. Biodeterior. Biodegrad. 2017, 117, 215–223. [Google Scholar] [CrossRef]
- Berger, K.; Gregorova, A. Thermal stability of modified end-capped poly(lactic acid). J. Appl. Polym. Sci. 2014, 131, 41105. [Google Scholar] [CrossRef]
- Huang, Y.J.; Gao, X.D.; Ma, B.; Liu, G.Q.; Zhang, N.F.; Zhang, Y.X.; You, D.Y. Optimization of weld strength for laser welding of steel to PMMA using Taguchi design method. Opt. Laser Technol. 2021, 136, 106726. [Google Scholar] [CrossRef]
- Reitz, V.; Meinhard, D.; Ruck, S.; Riegel, H.; Knoblauch, V. A comparison of IR- and UV-laser pretreatment to increase the bonding strength of adhesively joined aluminum/CFRP components. Compos. Part A Appl. Sci. Manuf. 2017, 96, 18–27. [Google Scholar] [CrossRef]
- Feng, Y.Z.; Gao, X.D.; Zhang, Y.X.; Peng, C.; Gui, X.Y.; Sun, Y.S.; Xiao, X.T. Simulation and Experiment for dynamics of laser welding keyhole and molten pool at different penetration status. Int. J. Adv. Manuf. Technol. 2021, 112, 2301–2312. [Google Scholar] [CrossRef]
- Gao, X.D.; Mo, L.; You, D.Y.; Li, Z.M. Tight butt joint weld detection based on optical flow and particle filtering of magneto-optical imaging. Mech. Syst. Signal Process. 2017, 96, 16–30. [Google Scholar] [CrossRef]
- Wang, T.; Gao, X.D.; Katayama, S.; Jin, X.L. Study of dynamic features of surface plasma in high-power disk laser welding. Plasma Sci. Technol. 2012, 14, 245–251. [Google Scholar] [CrossRef]
- Gao, X.D.; Zhang, Y.X. Monitoring of welding status by molten pool morphology during high-power disk laser welding. Optik 2015, 126, 1797–1802. [Google Scholar] [CrossRef]
- Gao, X.D.; Sun, Y.; Katayama, S. Neural network of plume and spatter for monitoring high-power disk laser welding. Int. J. Precis. Eng. Manuf.-Green Technol. 2014, 1, 293–298. [Google Scholar] [CrossRef]
- Wahba, M.; Kawahito, Y.; Katayama, S. Laser direct joining of AZ91D thixomolded Mg alloy and amorphous polyethylene terephthalate. J. Mater. Process Tech. 2011, 211, 1166–1174. [Google Scholar] [CrossRef]
- Bergmann, J.P.; Stambke, M. Potential of Laser-manufactured Polymer-metal hybrid Joints. Phys. Procedia 2012, 39, 84–91. [Google Scholar] [CrossRef] [Green Version]
- Lambiase, F.; Genna, S.; Kant, R. A procedure for calibration and validation of FE modelling of laser-assisted metal to polymer direct joining. Opt. Laser Technol. 2018, 98, 363–372. [Google Scholar] [CrossRef]
- Wang, F.; Bu, H.; Luo, J.; Zhang, P.; Wang, L.; Zhan, X. Influence of different micro-pattern types on interface characteristic and mechanical property of CFRTP/aluminum alloy laser bonding joint. Int. J. Adv. Manuf. Technol. 2022, 120, 3543–3557. [Google Scholar] [CrossRef]
- Branquinho, M.V.; Ferreira, S.O.; Alvites, R.D.; Magueta, A.F.; Ivanov, M.; Sousa, A.C.; Amorim, I.; Faria, F.; Fernandes, M.H.V.; Vilarinho, P.M.; et al. In Vitro and In Vivo Characterization of PLLA-316L Stainless Steel Electromechanical Devices for Bone Tissue Engineering—A Preliminary Study. Int. J. Mol. Sci. 2021, 22, 7655. [Google Scholar] [CrossRef]
- Chou, P.Y.; Lee, D.; Chen, S.H.; Liao, C.T.; Lo, L.J.; Liu, S.J. 3D-printed/electrospun bioresorbable nanofibrous drug-eluting cuboid frames for repair of alveolar bone defects. Int. J. Pharm. 2022, 615, 121497. [Google Scholar] [CrossRef]
- Pagano, N.; Campana, G.; Fiorini, M.; Morelli, R. Laser transmission welding of polylactide to aluminium thin films for applications in the food-packaging industry. Opt. Laser Technol. 2017, 9180, 84. [Google Scholar] [CrossRef]
- Ye, X.; Cai, W.F.; Lu, D.; Liu, R.N.; Wu, Y.D.; Wang, Y. Electrochemical regeneration of granular activated carbon using an AQS (9,10- anthraquinone-2-sulfonic acid)/PPy modified graphite plate cathode. Chemosphere 2022, 308, 136189. [Google Scholar] [CrossRef]
- Manjunath, P.G.C.; Krishna, P.; Parappagoudar, M.B. Modelling of squeeze casting process: Conventional statistical regression analysis approach. Appl. Math. Model. 2016, 40, 6869–6888. [Google Scholar]
- Parappagoudar, M.B.; Pratihar, D.K.; Datta, G.L. Linear and non-linear statistical modelling of green sand mould system. Cast Met. 2007, 20, 1–13. [Google Scholar] [CrossRef]
- Manjunath, P.G.C.; Shettigar, A.K.; Parappagoudar, M.B. A systematic approach to model and optimize wear behaviour of castings produced by squeeze casting process. J. Manuf. Process. 2018, 32, 199–212. [Google Scholar]
- Wu, J.; Gao, X.; Huang, Y.; Ye, G.; Zhang, Y.; Gao, P.P. Parameter optimization and quality analysis of pulsed laser joining of 316L stainless steel and polylactic acid. Opt. Laser Technol. 2023, 159, 108965. [Google Scholar] [CrossRef]
- Schricker, K.; Diller, S.; Bergmann, J.P. Bubble formation in thermal joining of plastics with metals. Procedia CIRP 2018, 74, 518–523. [Google Scholar] [CrossRef]
- Liu, H.K.; Liu, H.X.; Xu, W.; Wang, H.; Wang, X. Laser transmission welding of PMMA to alumina ceramic. Ceram. Int. 2022, 48, 11018–11030. [Google Scholar] [CrossRef]
- Huang, Y.J.; Gao, X.D.; Ma, B.; Zhang, Y.X. Interface Formation and Bonding Mechanisms of Laser Welding of PMMA Plastic and 304 Austenitic Stainless Steel. Metals 2021, 11, 1495. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | AISI316L | PLA |
|---|---|---|
| Density (g/cm3) | 8 | 1.28 |
| Ultimate Tensile Strength (MPa) | 564 | 62.9 |
| Elongation at Break (%) | 44 | 64.2 |
| Thermal Conductivity (W/(m·K)) | 14.0~15.9 | 0.0320~0.170 |
| Glass Transition Temperature (°C) | - | 55~65 |
| Melting Point (°C) | 1371~1398 | 156 |
| Decomposing Temperature (°C) | - | 190 |
| Maximum Output Power/W | Focal Spot Diameter/μm | Pulse Frequency/Hz | Pulse–Duty Ratio/% | Scan Speed/(mm·s−1) | Wave Length/μm |
|---|---|---|---|---|---|
| 4000 | 400 | 6~5000 | 5~100% | 1~2000 | 1.07 |
| Level | P (W) | f (Hz) | z (%) | v (mm/s) | L (mm) | Fj (N) |
|---|---|---|---|---|---|---|
| 1 | 400 | 6 | 20 | 2 | 0 | 5 |
| 2 | 450 | 12 | 30 | 3 | 10 | 15 |
| 3 | 500 | 18 | 40 | 4 | 20 | 25 |
| 4 | 550 | 24 | 50 | 5 | 30 | 35 |
| 5 | 600 | 30 | 60 | 6 | 40 | 45 |
| Process Parameters | Evaluation Indicators | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| No. | P/W | f/Hz | z/% | v/(mm·s−1) | L/mm | Fj/N | Fq1/N | Fq2/N | /N |
| 1 | 400 | 6 | 20 | 2 | 0 | 5 | 569.074 | 290.440 | 429.757 |
| 2 | 400 | 12 | 30 | 3 | 10 | 15 | 727.575 | 284.095 | 505.835 |
| 3 | 400 | 18 | 40 | 4 | 20 | 25 | 301.655 | 236.720 | 269.188 |
| 4 | 400 | 24 | 50 | 5 | 30 | 35 | 417.365 | 514.174 | 465.770 |
| 5 | 400 | 30 | 60 | 6 | 40 | 45 | 372.050 | 407.475 | 389.763 |
| 6 | 450 | 6 | 30 | 4 | 30 | 45 | 358.325 | 492.625 | 425.475 |
| 7 | 450 | 12 | 40 | 5 | 40 | 5 | 638.585 | 441.560 | 540.073 |
| 8 | 450 | 18 | 50 | 6 | 0 | 15 | 885.195 | 567.305 | 726.250 |
| 9 | 450 | 24 | 60 | 2 | 10 | 25 | 1429.475 | 1672.245 | 1550.860 |
| 10 | 450 | 30 | 20 | 3 | 20 | 35 | 593.275 | 480.525 | 536.900 |
| 11 | 500 | 6 | 40 | 6 | 10 | 35 | 279.370 | 887.852 | 583.611 |
| 12 | 500 | 12 | 50 | 2 | 20 | 45 | 1547.980 | 1636.975 | 1592.478 |
| 13 | 500 | 18 | 60 | 3 | 30 | 5 | 1541.635 | 1162.645 | 1352.140 |
| 14 | 500 | 24 | 20 | 4 | 40 | 15 | 313.169 | - | 156.585 |
| 15 | 500 | 30 | 30 | 5 | 0 | 25 | 498.530 | 483.034 | 490.782 |
| 16 | 550 | 6 | 50 | 3 | 40 | 25 | 1625.615 | 1669.000 | 1647.308 |
| 17 | 550 | 12 | 60 | 4 | 0 | 35 | 919.435 | 1640.223 | 1279.829 |
| 18 | 550 | 18 | 20 | 5 | 10 | 45 | 549.150 | 570.845 | 559.998 |
| 19 | 550 | 24 | 30 | 6 | 20 | 5 | 725.515 | 518.605 | 622.060 |
| 20 | 550 | 30 | 40 | 2 | 30 | 15 | 688.983 | 924.253 | 806.618 |
| 21 | 600 | 6 | 60 | 5 | 20 | 15 | 918.255 | 1354.578 | 1136.416 |
| 22 | 600 | 12 | 20 | 6 | 30 | 25 | 295.310 | 358.030 | 326.670 |
| 23 | 600 | 18 | 30 | 2 | 40 | 35 | 579.260 | 479.640 | 529.450 |
| 24 | 600 | 24 | 40 | 3 | 0 | 45 | 626.630 | 338.555 | 482.593 |
| 25 | 600 | 30 | 50 | 4 | 10 | 5 | 1215.920 | 1678.885 | 1447.403 |
| Factor | P | f | z | v | L | Fj | |
|---|---|---|---|---|---|---|---|
| Mean Value | |||||||
| 412.062 | 844.513 | 401.982 | 981.832 | 681.842 | 878.286 | ||
| 755.912 | 848.977 | 514.720 | 904.955 | 929.541 | 666.341 | ||
| 835.119 | 687.405 | 536.416 | 715.696 | 831.408 | 856.961 | ||
| 983.162 | 655.573 | 1175.841 | 638.608 | 675.334 | 679.112 | ||
| 727.075 | 673.752 | 1036.170 | 511.488 | 705.736 | 690.827 | ||
| 571.100 | 193.403 | 773.860 | 470.344 | 254.207 | 211.946 | ||
| Factor | Name | Units | Minimum | Maximum | Coded Low | Coded High |
|---|---|---|---|---|---|---|
| A | P | W | 525.00 | 575.00 | −1 ↔ 525.00 | +1 ↔ 575.00 |
| B | z | % | 30.00 | 40.00 | −1 ↔ 30.00 | +1 ↔ 40.00 |
| C | v | mm/s | 2.50 | 3.50 | −1 ↔ 2.50 | +1 ↔ 3.50 |
| Order | Factor 1 | Factor 2 | Factor 3 | Response | |
|---|---|---|---|---|---|
| Std | Run | A:P | B:z | C:v | Maximum Shear Force |
| W | % | mm/s | N | ||
| 1 | 8 | 525 | 30 | 3 | 952.489 |
| 2 | 7 | 575 | 30 | 3 | 715.474 |
| 3 | 2 | 525 | 40 | 3 | 509.895 |
| 4 | 14 | 575 | 40 | 3 | 611.28 |
| 5 | 4 | 525 | 35 | 2.5 | 443.19 |
| 6 | 9 | 575 | 35 | 2.5 | 872.21 |
| 7 | 13 | 525 | 35 | 3.5 | 614.675 |
| 8 | 5 | 575 | 35 | 3.5 | 453.22 |
| 9 | 1 | 550 | 30 | 2.5 | 787.2 |
| 10 | 6 | 550 | 40 | 2.5 | 471.52 |
| 11 | 3 | 550 | 30 | 3.5 | 274.945 |
| 12 | 10 | 550 | 40 | 3.5 | 610.69 |
| 13 | 15 | 550 | 35 | 3 | 1292.96 |
| 14 | 12 | 550 | 35 | 3 | 1104.5 |
| 15 | 11 | 550 | 35 | 3 | 1284.99 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 1.276 × 106 | 9 | 1.418 × 105 | 8.32 | 0.0156 | significant |
| A-P | 2175.86 | 1 | 2175.86 | 0.1277 | 0.7354 | |
| B-z | 34,679.64 | 1 | 34,679.64 | 2.04 | 0.2130 | |
| C-v | 48,141.49 | 1 | 48,141.49 | 2.83 | 0.1536 | |
| AB | 28,628.64 | 1 | 28,628.64 | 1.68 | 0.2515 | |
| AC | 87,165.18 | 1 | 87,165.18 | 5.12 | 0.0732 | |
| BC | 1.061 × 105 | 1 | 1.061 × 105 | 6.23 | 0.0548 | |
| A2 | 2.043 × 105 | 1 | 2.043 × 105 | 11.99 | 0.0180 | |
| B2 | 3.213 × 105 | 1 | 3.213 × 105 | 18.86 | 0.0074 | |
| C2 | 5.803 × 105 | 1 | 5.803 × 105 | 34.06 | 0.0021 | |
| Residual | 85,177.70 | 5 | 17,035.54 | |||
| Lack of Fit | 62,457.36 | 3 | 20,819.12 | 1.83 | 0.3721 | not significant |
| Pure Error | 22,720.34 | 2 | 11,360.17 | |||
| Cor Total | 1.361 × 106 | 14 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | |
|---|---|---|---|---|---|---|
| Model | 1.247 × 106 | 8 | 1.559 × 105 | 8.22 | 0.0096 | significant |
| A-P | 2175.86 | 1 | 2175.86 | 0.1147 | 0.7464 | |
| B-z | 34,679.64 | 1 | 34,679.64 | 1.83 | 0.2251 | |
| C-v | 48,141.49 | 1 | 48,141.49 | 2.54 | 0.1622 | |
| AC | 87,165.18 | 1 | 87,165.18 | 4.60 | 0.0758 | |
| BC | 1.061 × 105 | 1 | 1.061 × 105 | 5.59 | 0.0559 | |
| A2 | 2.043 × 105 | 1 | 2.043 × 105 | 10.77 | 0.0168 | |
| B2 | 3.213 × 105 | 1 | 3.213 × 105 | 16.94 | 0.0062 | |
| C2 | 5.803 × 105 | 1 | 5.803 × 105 | 30.59 | 0.0015 | |
| Residual | 1.138 × 105 | 6 | 18,967.72 | |||
| Lack of Fit | 91086.00 | 4 | 22,771.50 | 2.00 | 0.3594 | not significant |
| Pure Error | 22,720.34 | 2 | 11,360.17 | |||
| Cor Total | 1.361 × 106 | 14 |
| R2 | Adjusted R2 | Predicted R2 | Adeq Precision | |
|---|---|---|---|---|
| All factors | 0.9374 | 0.8248 | 0.2282 | 8.1260 |
| After backward elimination | 0.9164 | 0.8049 | 0.4107 | 8.1176 |
| Number | Laser Power (W) | Pulse Duty Ratio (%) | Laser Scanning Speed (mm/s) | Maximum Shear Force (N) | |
|---|---|---|---|---|---|
| 1 | 575 | 35 | 2.5 | Actual | 872.21 |
| Predicted | 837.508 | ||||
| Error | 3.98% | ||||
| 2 | 525 | 40 | 3 | Actual | 509.895 |
| Predicted | 530.352 | ||||
| Error | 4.01% | ||||
| 3 | 550 | 35 | 3 | Actual | 1284.99 |
| Predicted | 1227.49 | ||||
| Error | 4.47% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, J.; Gao, P.P.; Gao, X. Optimization of Response Surface Methodology for Pulsed Laser Welding of 316L Stainless Steel to Polylactic Acid. Metals 2023, 13, 214. https://doi.org/10.3390/met13020214
Wu J, Gao PP, Gao X. Optimization of Response Surface Methodology for Pulsed Laser Welding of 316L Stainless Steel to Polylactic Acid. Metals. 2023; 13(2):214. https://doi.org/10.3390/met13020214
Chicago/Turabian StyleWu, Jiakai, Perry P. Gao, and Xiangdong Gao. 2023. "Optimization of Response Surface Methodology for Pulsed Laser Welding of 316L Stainless Steel to Polylactic Acid" Metals 13, no. 2: 214. https://doi.org/10.3390/met13020214