
Laves Phase Precipitation Behavior in HiperFer (High Performance Ferritic) Steel with and without Boron Alloying

Abstract
:1. Motivation and Introduction
2. Materials and Experimental Methods
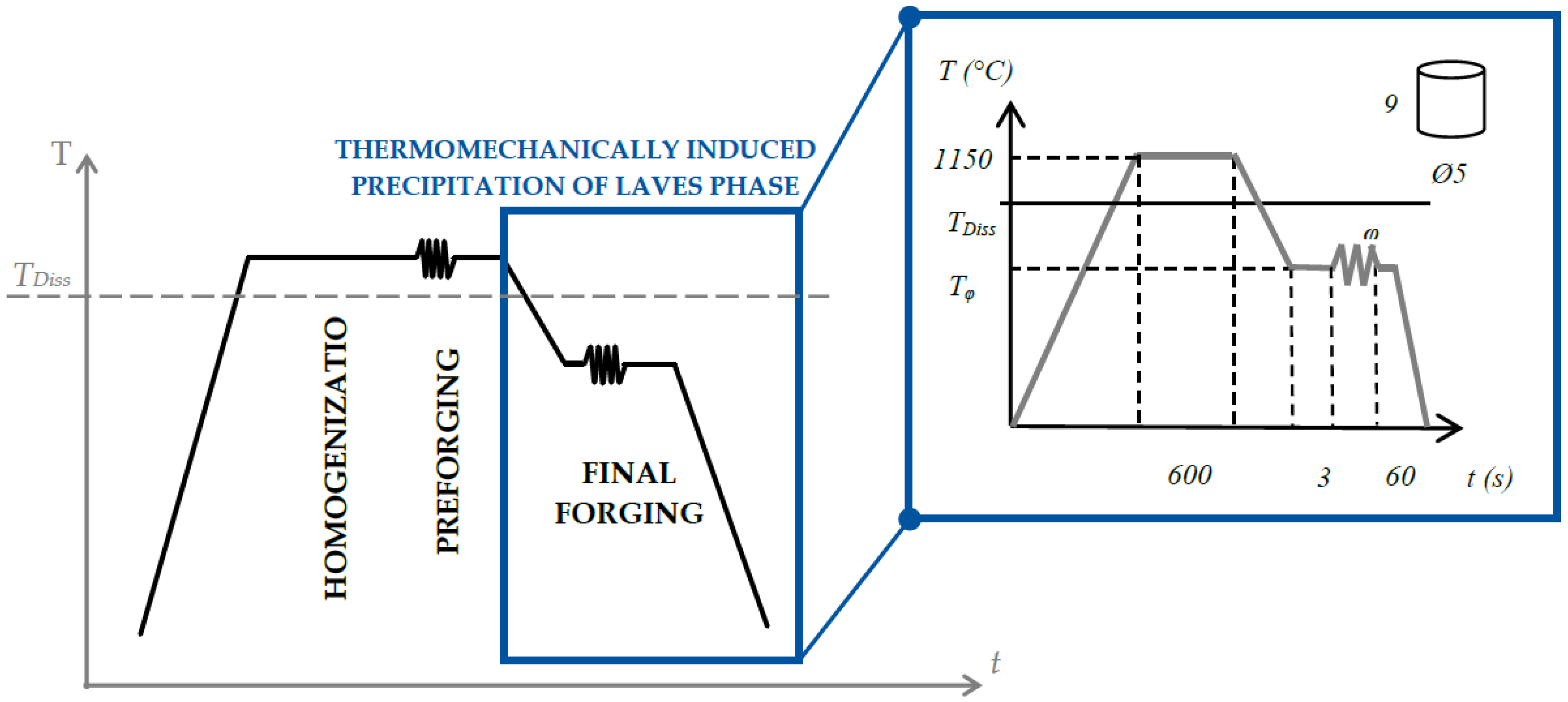
2.1. Material Preparation
2.2. Microstructure Analysis
2.3. Mechanical Testing
3. Results and Discussion
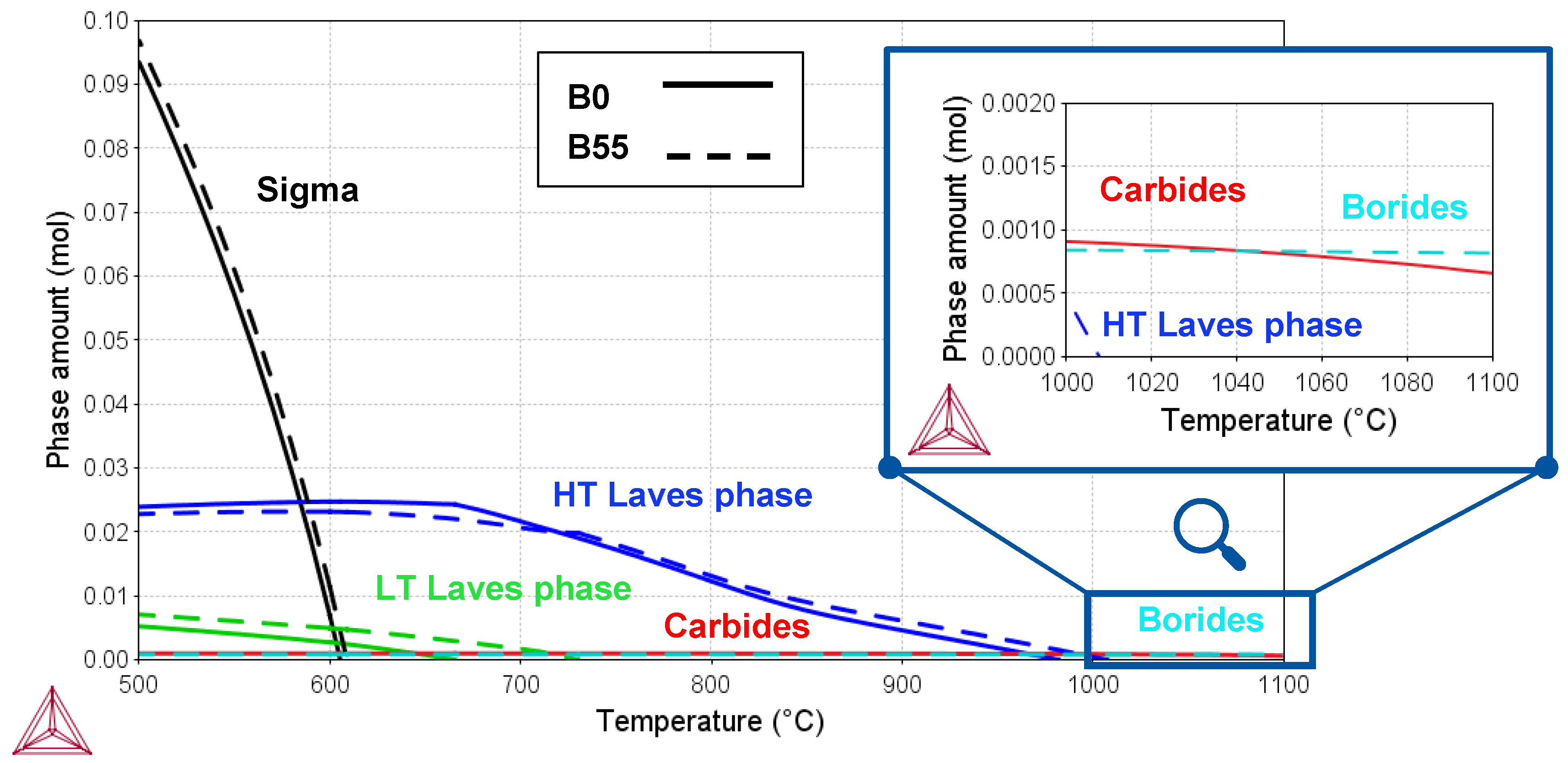
3.1. Thermodynamic Simulation
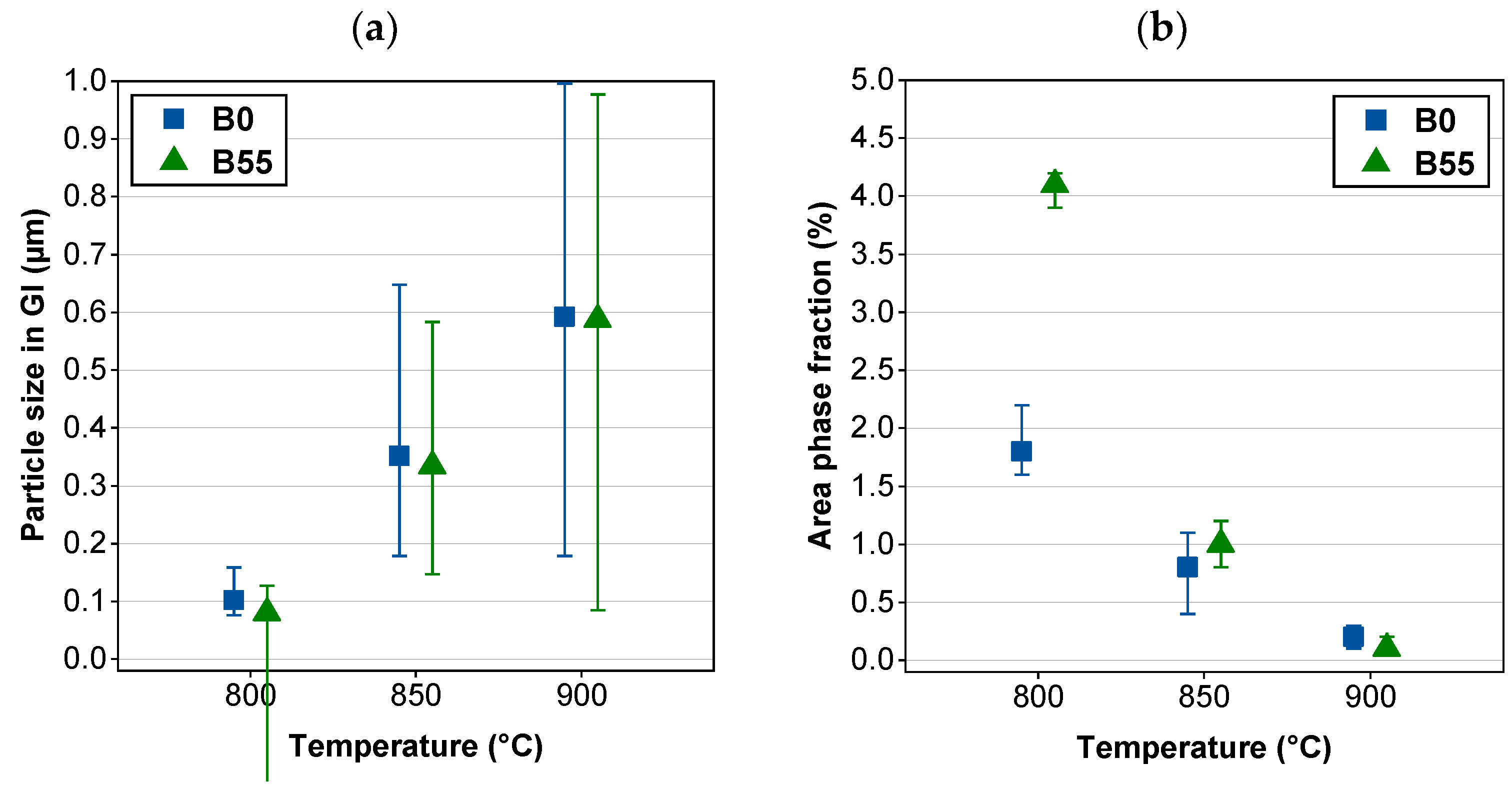
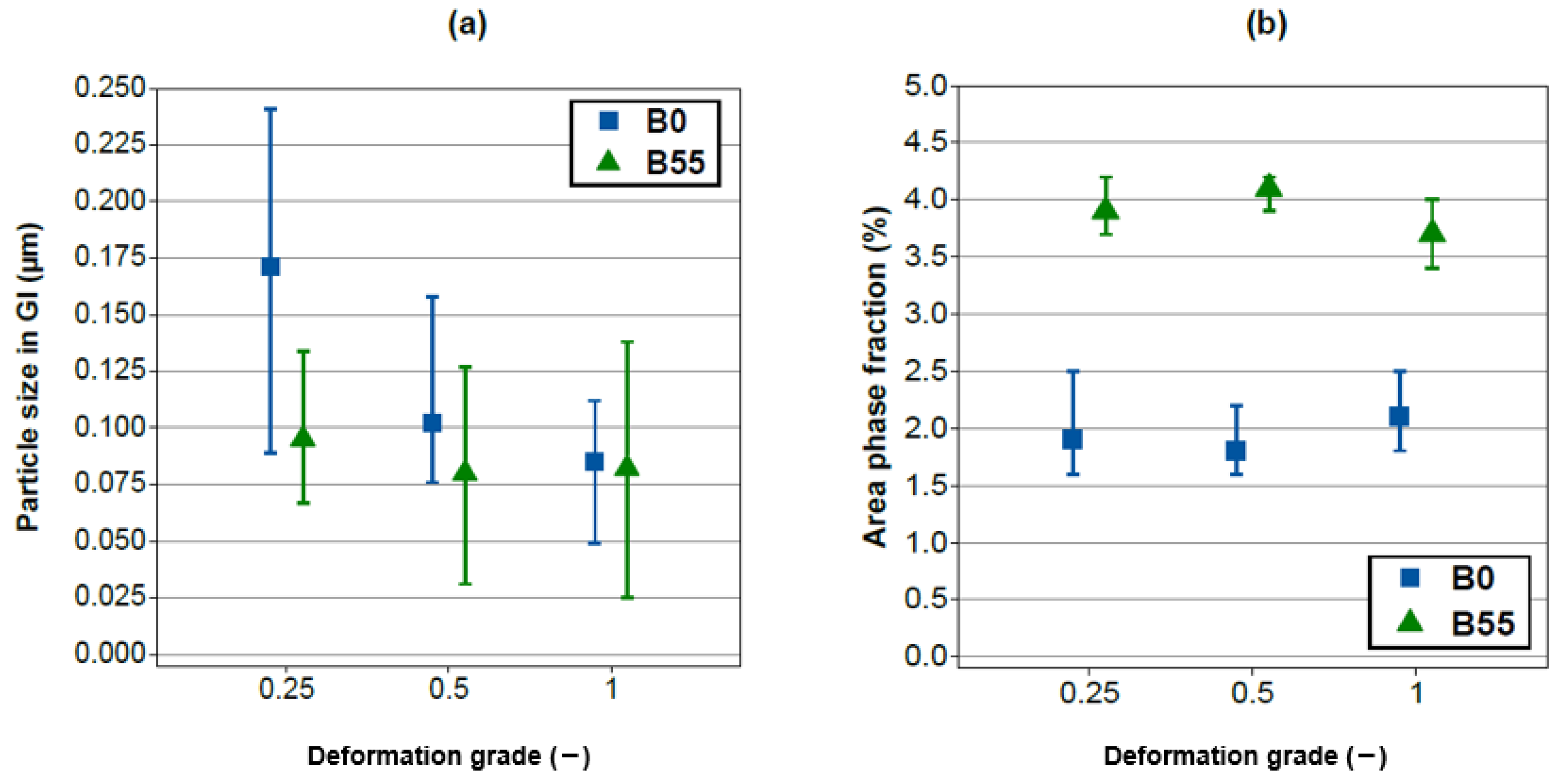
3.2. Precipitation Behavior—Grain Interiors
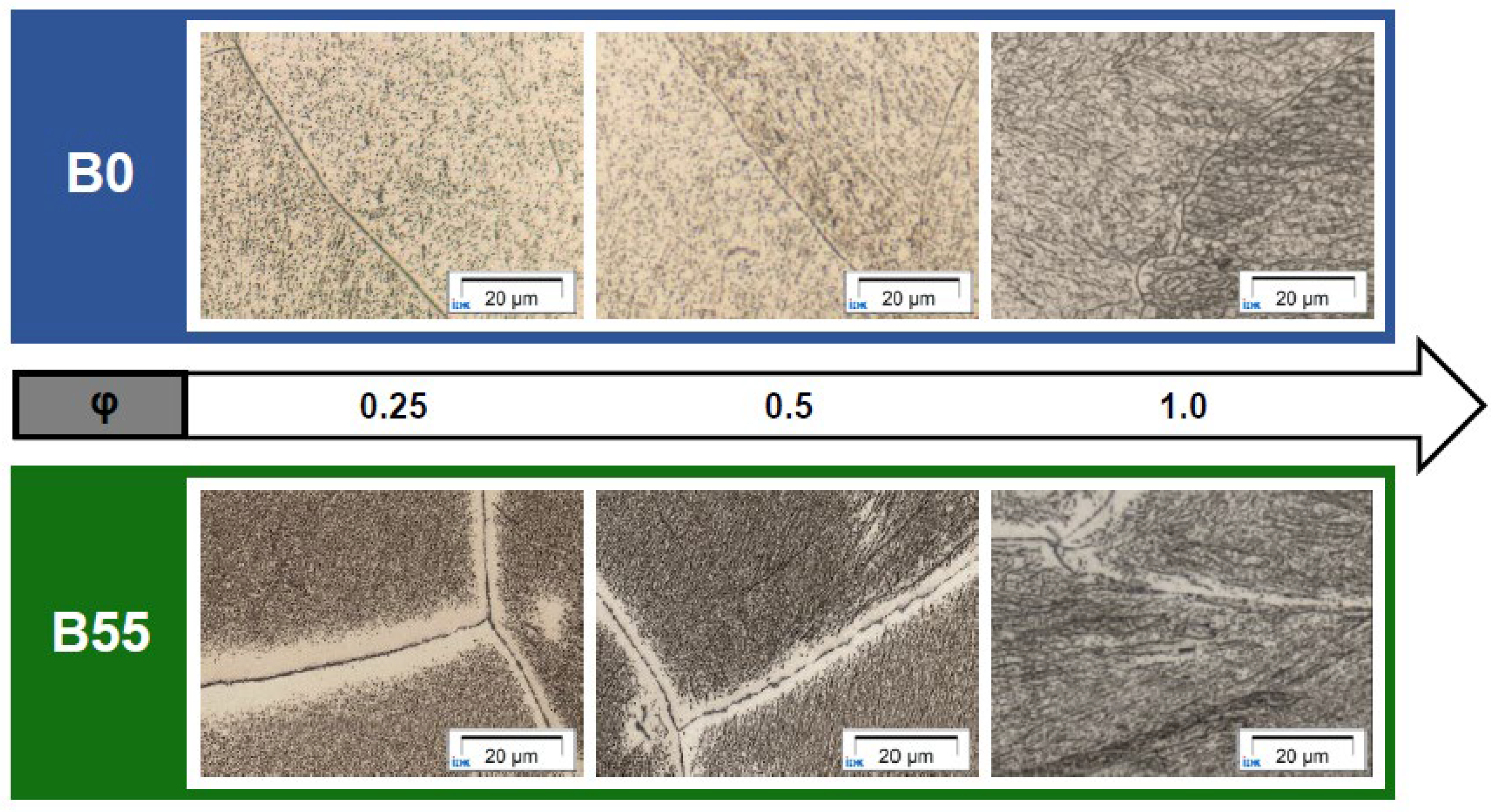
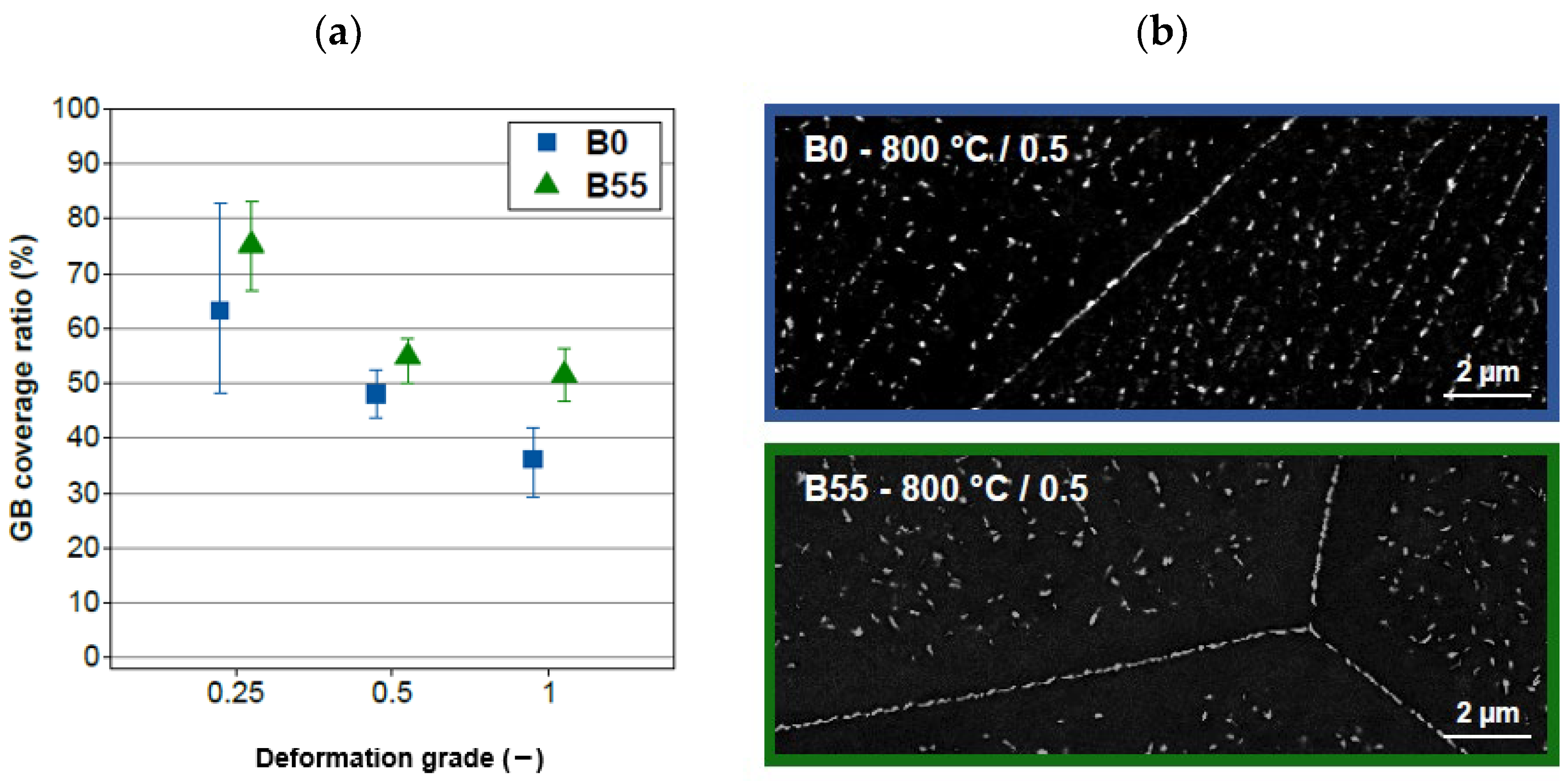
3.3. Precipitation Behavior—Grain Boundaries
3.4. Mechanical Properties
3.5. High-Temperature Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuhn, B.; Talík, M. HiperFer-High performance ferritic steels. In Proceedings of the 10th Liége Conference on Materials for Advanced Power Engineering, Liége, Belgium, 15–17 September 2014; pp. 14–17. [Google Scholar]
- Kuhn, B.; Talík, M.; Zurek, J.; Beck, T.; Quadakkers, W.J.; Singheiser, L.; Hattendorf, H. Development of high chromium ferritic steels strengthened by intermetallic phases. Mater. Sci. Eng. A 2014, 594, 372–380. [Google Scholar] [CrossRef]
- Talík, M.; Lopez Barrilao, J.; Kuhn, B. High Temperature Mechanical Properties of a 17wt% Cr High Performance Ferritic (HiperFer) Steel Strengthened by Intermetallic Laves Phase Particles. In Proceedings of the 9th International Charles Parsons Turbine and Generator Conference, Loughborough, UK, 15–17 September 2015. [Google Scholar]
- Fan, X.; Kuhn, B.; Pöpperlová, J.; Bleck, W.; Krupp, U. Thermomechanically Induced Precipitation in High-Performance Ferritic (HiperFer) Stainless Steels. Appl. Sci. 2020, 10, 5713. [Google Scholar] [CrossRef]
- Pöpperlová, J. Verformungsinduzierte Ausscheidung Intermetallischer Laves-Phase in Hochwarmfesten Ferritischen Stählen. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2021. [Google Scholar]
- Kuhn, B.; Talik, M. Impact of Processing on the Creep Properties of High Performance Ferritic (HiperFer) Steels. Metals 2022, 12, 1459. [Google Scholar] [CrossRef]
- Kuhn, B.; Talik, M.; Fischer, T.; Fan, X.; Yamamoto, Y.; Barrilao, J.L. Science and Technology of High Performance Ferritic (HiperFer) Stainless Steels. Metals 2020, 10, 463. [Google Scholar] [CrossRef] [Green Version]
- Lopez Barrilao, J.; Kuhn, B.; Wessel, E. Identification, size classification and evolution of Laves phase precipitates in high chromium, fully ferritic steels. Micron 2017, 101, 221–231. [Google Scholar] [CrossRef] [PubMed]
- Kuhn, B.; Fischer, T.; Fan, X.; Talík, M.; Aarab, F.; Yamamoto, Y. HiperFer—Weiterentwicklungs- und Anwendungspotenziale. In Proceedings of the 43 FVWHT Vortragsveranstaltung Langzeitverhalten Warmfester Stähle und Hochtemperaturwerkstoffe, Düsseldorf, Germany, 27 November 2020. [Google Scholar]
- Kuhn, B.; Jimenez, C.A.; Niewolak, L.; Hüttel, T.; Beck, T.; Hattendorf, H.; Singheiser, L.; Quadakkers, W. Effect of Laves phase strengthening on the mechanical properties of high Cr ferritic steels for solid oxide fuel cell interconnect application. Mater. Sci. Eng. A 2011, 528, 5888–5899. [Google Scholar] [CrossRef]
- Mangen, W.; Nembach, E. The effect of grain size on the yield strength of the γ′-hardened superalloy NIMONIC PE16. Acta Metall. 1989, 37, 1451–1463. [Google Scholar] [CrossRef]
- Krol, T.; Baither, D.; Nembach, E. The formation of precipitate free zones along grain boundaries in a superalloy and the ensuing effects on its plastic deformation. Acta Mater. 2004, 52, 2095–2108. [Google Scholar] [CrossRef]
- Kawabata, T.; Izumi, O. Ductile fracture in the interior of precipitate free zone in an Al-6.0% Zn-2.6% Mg alloy. Acta Metall. 1976, 24, 817–825. [Google Scholar] [CrossRef]
- Krol, T.; Baither, D.; Nembach, E. Quantification of the detrimental effects of precipitate free zones on the yield strength of a superalloy. Scr. Mater. 2003, 48, 1189–1194. [Google Scholar] [CrossRef]
- Fan, X.; Kuhn, B.; Pöpperlová, J.; Bleck, W.; Krupp, U. Compositional Optimization of High-Performance Ferritic (HiperFer) Steels—Effect of Niobium and Tungsten Content. Metals 2020, 10, 1300. [Google Scholar] [CrossRef]
- Froitzheim, J.; Meier, G.; Niewolak, L.; Ennis, P.; Hattendorf, H.; Singheiser, L.; Quadakkers, W. Development of high strength ferritic steel for interconnect application in SOFCs. J. Power Sources 2008, 178, 163–173. [Google Scholar] [CrossRef]
- Pöpperlová, J.; Fan, X.; Kuhn, B.; Bleck, W.; Krupp, U. Impact of Tungsten on Thermomechanically Induced Precipitation of Laves Phase in High Performance Ferritic (HiperFer) Stainless Steels. Appl. Sci. 2020, 10, 4472. [Google Scholar] [CrossRef]
- Chen, S.W.; Zhang, C.; Xia, Z.X.; Ishikawa, H.; Yang, Z.G. Precipitation behavior of Fe2Nb Laves phase on grain boundaries in austenitic heat resistant steels. Mater. Sci. Eng. A 2014, 616, 183–188. [Google Scholar] [CrossRef]
- Abe, F. Effect of Boron on Microstructure and Creep Strength ofAdvanced Ferritic Power Plant Steels. Procedia Eng. 2011, 10, 94–99. [Google Scholar] [CrossRef] [Green Version]
- Jahazi, M.; Jonas, J. The non-equilibrium segregation of boron on original and moving austenite grain boundaries. Mater. Sci. Eng. A 2002, 335, 49–61. [Google Scholar] [CrossRef]
- Abe, F. Precipitate design for creep strengthening of 9% Cr tempered martensitic steel for ultra-supercritical power plants. Sci. Technol. Adv. Mater. 2008, 9, 013002. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- German Standard DIN EN ISO 6507-1; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. Beuth: Berlin, Germany, 2018.
- Niewolak, L.; Savenko, A.; Grüner, D.; Hattendorf, H.; Breuer, U.; Quadakkers, W.J. Temperature Dependence of Laves Phase Composition in Nb, W and Si-Alloyed High Chromium Ferritic Steels for SOFC Interconnect Applications. J. Phase Equilibria Diffus. 2015, 36, 471–484. [Google Scholar] [CrossRef]
- Lopez, B.; Jennifer, K. Microstructure Evolution of Laves Phase Strengthened Ferritic Steels for High Temperature Application. Ph.D. Thesis, RWTH Aachen University—FZ Jülich, Aachen, Germany, 2016. [Google Scholar]
- Nabiran, N.; Klein, S.; Weber, S.; Theisen, W. Evolution of the Laves Phase in Ferritic Heat-Resistant Steels During Long-term Annealing and its Influence on the High-Temperature Strength. Metall. Mater. Trans. A 2015, 46, 102–114. [Google Scholar] [CrossRef]
- Filonenko, N. Solubility of Boron and Carbon in Ferrite of the Fe-B-C System Alloys. East Eur. J. Phys. 2019, 2, 52–57. [Google Scholar] [CrossRef] [Green Version]
- Aghajani, A.; Richter, F.; Somsen, C.; Fries, S.; Steinbach, I.; Eggeler, G. On the formation and growth of Mo-rich Laves phase particles during long-term creep of a 12% chromium tempered martensite ferritic steel. Scr. Mater. 2009, 61, 1068–1071. [Google Scholar] [CrossRef]
- Kato, Y.; Ito, M.; Kato, Y.; Furukimi, O. Effect of Si on Precipitation Behaviour of Nb-Laves Phase and Amount of NB in Solid Solution at Elevated Temperature in High Purity 17% Cr-0.5% Nb Steels. Mater. Trans. 2010, 51, 1531–1535. [Google Scholar] [CrossRef] [Green Version]
- Isik, M.; Kostka, A.; Eggeler, G. On the nucleation of Laves phase particles during high-temperature exposure and creep of tempered martensite ferritic steels. Acta Mater. 2014, 81, 230–240. [Google Scholar] [CrossRef]
- Karlsson, L.; Noden, H. Grain Boundary Segregation of Boron. An Experimental and Theoretical Study. J. Phys. Colloq. 1986, 47, 257–262. [Google Scholar] [CrossRef] [Green Version]
- Karlsson, L.; Noden, H.; Odelius, H. Non-equilibrium grain boundary segregation of boron in austenitic stainless steel—I. Large scale segregation behaviour. Acta Metall. 1988, 36, 1–12. [Google Scholar] [CrossRef]
- Karlsson, L.; Nordén, H. Overview no. 63 Non-equilibrium grain boundary segregation of boron in austenitic stainless steel-II. Fine scale segregation behaviour. Acta Metall. 1988, 36, 13–24. [Google Scholar] [CrossRef]
- Osanai, T.; Sekido, N.; Yonemura, M.; Maruyama, K.; Takeuchi, M.; Yoshimi, K. Evolution of boron segregation during tempering in B doped 9% Cr ferritic steel. Mat. Charact. 2021, 177, 111192. [Google Scholar] [CrossRef]
- Karlsson, L.; Noden, H. Non-equilibrium grain boundary segregation of boron in austenitic stainless steel-IV. Precipitation behaviour and distribution of elements at grain boundaries. Acta Metall. 1988, 36, 35–48. [Google Scholar] [CrossRef]
- Suzuki, S.; Obata, M.; Abiko, K.; Kimura, H. Effect of carbon on the grain boundary segregation of phosphorus in α-iron. Scr. Metall. 1983, 17, 1325–1328. [Google Scholar] [CrossRef]
- Liu, C.M.; Nagoya, T.; Abiko, K.; Kimura, H. Effect of boron on the grain boundary segregation of phosphorus and inter-granular fracture in high-purity Fe-0.2 Pct P-B alloy. Metall. Trans. A 1992, 23, 263–269. [Google Scholar] [CrossRef]
- Paju, M.; Viefhaus, H.; Grabke, H.J. Phosphorus segregation in austenite in Fe-P-C, Fe-P-B and Fe-P-C-B alloys. Steel Res. 1988, 59, 336–343. [Google Scholar] [CrossRef]
- Abtoss, K.G.; Nitsche, A.; Mayr, P.; Schlacher, C.; Gonzales, V.; Aguero, A. Experience with 9Cr3W3CoVNbBN steel in terms of welding, creep and oxidation. In Proceedings of the 8th International Conference on Advances in Material Technology for Fossil Power Plants, Albufeira, Portugal, 11–14 October 2016. [Google Scholar]
- ECCC Datasheets 2014. ASTM Grade 92. 2014. Available online: https://pdfslide.net/documents/eccc-data-sheets-2014-i2r001.html?page=6 (accessed on 19 January 2023).
- Kuhn, B.; Lopez Barrilao, J.; Fischer, T. „Reactive” Microstructure, the Key to Cost-Effective, Fatigue-Resistant High-Temperature Structural Materials. In Proceedings of the Joint EPRI-123HiMAT International Conference on Advances in High-Temperature Materials, Nagasaki, Japan, 21–25 October 2019; pp. 1–10. [Google Scholar]
- Kuhn, B.; Lopez Barrilao, J.; Fischer, T. Impact of Thermomechanical Fatigue on Microstructure Evolution of a Ferrit-ic-Martensitic 9 Cr and a Ferritic, Stainless 22 Cr Steel. Appl. Sci. 2020, 10, 6338. [Google Scholar] [CrossRef]
- Fischer, T.; Kuhn, B.; Rieck, D.; Schulz, A.; Trieglaff, R.; Wilms, M.B. Fatigue Cracking of Additively Manufactured Materials—Process and Material Perspectives. Appl. Sci. 2020, 10, 5556. [Google Scholar] [CrossRef]
- Blinn, B.; Görzen, D.; Fischer, T.; Kuhn, B.; Beck, T. Analysis of the Thermomechanical Fatigue Behavior of Fully Ferritic High Chromium Steel Crofer® 22H with Cyclic Indentation Testing. Appl. Sci. 2020, 10, 6461. [Google Scholar] [CrossRef]
- Fischer, T.; Kuhn, B. Active Crack Obstruction Mechanisms in Crofer® 22H at 650 °C. Materials 2022, 15, 6280. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | N | Si | Mn | Cr | Nb | W | B | Fe |
|---|---|---|---|---|---|---|---|---|---|
| B0 | <0.01 | <0.01 | 0.27 | 0.19 | 16.8 | 0.64 | 2.41 | - | bal. |
| B55 | <0.01 | <0.01 | 0.30 | 0.20 | 16.8 | 0.62 | 2.35 | 0.0055 | bal. |
| Alloy | Laves Phase | Si | Cr | Nb | W | Fe |
|---|---|---|---|---|---|---|
| B0 | LTL | 2.4 | 2.2 | 35.2 | 16.1 | 44.1 |
| HTL | 0.3 | 6.7 | 12.3 | 45.9 | 34.8 | |
| B55 | LTL | 2.8 | 2.0 | 35.3 | 15.7 | 44.2 |
| HTL | 0.4 | 6.8 | 12.1 | 46.4 | 34.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pöpperlová, J.; Wipp, D.; Kuhn, B.; Bleck, W. Laves Phase Precipitation Behavior in HiperFer (High Performance Ferritic) Steel with and without Boron Alloying. Metals 2023, 13, 235. https://doi.org/10.3390/met13020235
Pöpperlová J, Wipp D, Kuhn B, Bleck W. Laves Phase Precipitation Behavior in HiperFer (High Performance Ferritic) Steel with and without Boron Alloying. Metals. 2023; 13(2):235. https://doi.org/10.3390/met13020235
Chicago/Turabian StylePöpperlová, Jana, Daniela Wipp, Bernd Kuhn, and Wolfgang Bleck. 2023. "Laves Phase Precipitation Behavior in HiperFer (High Performance Ferritic) Steel with and without Boron Alloying" Metals 13, no. 2: 235. https://doi.org/10.3390/met13020235