
Numerical Simulation of Microstructure Evolution of Directionally Annealed Pure Iron by Cellular Automata
Abstract
:1. Introduction
2. Description of Model
2.1. Grain Boundary Velocity
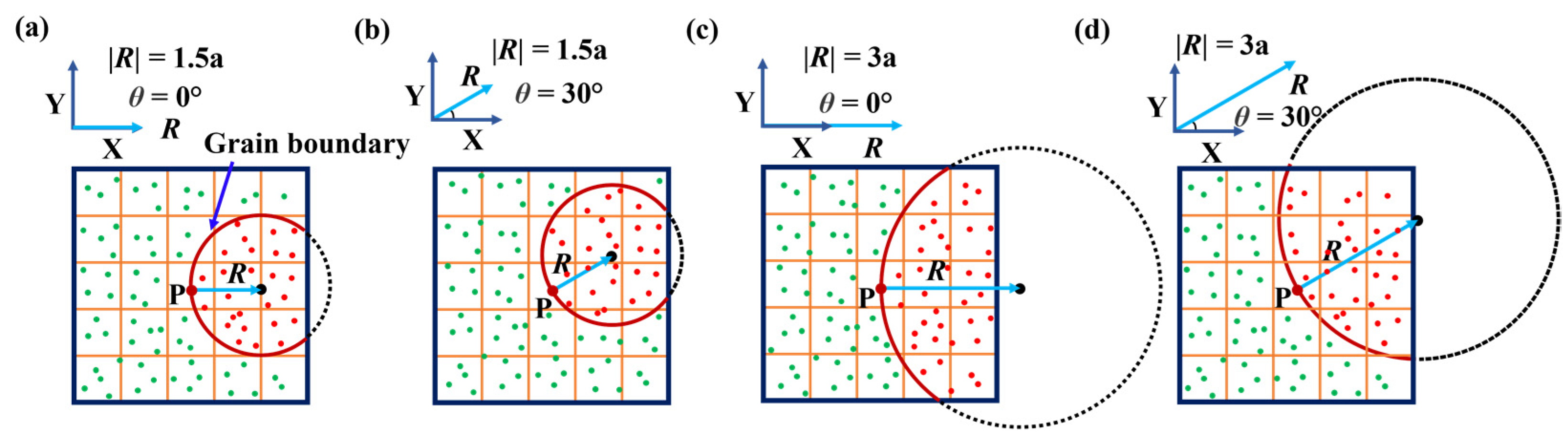
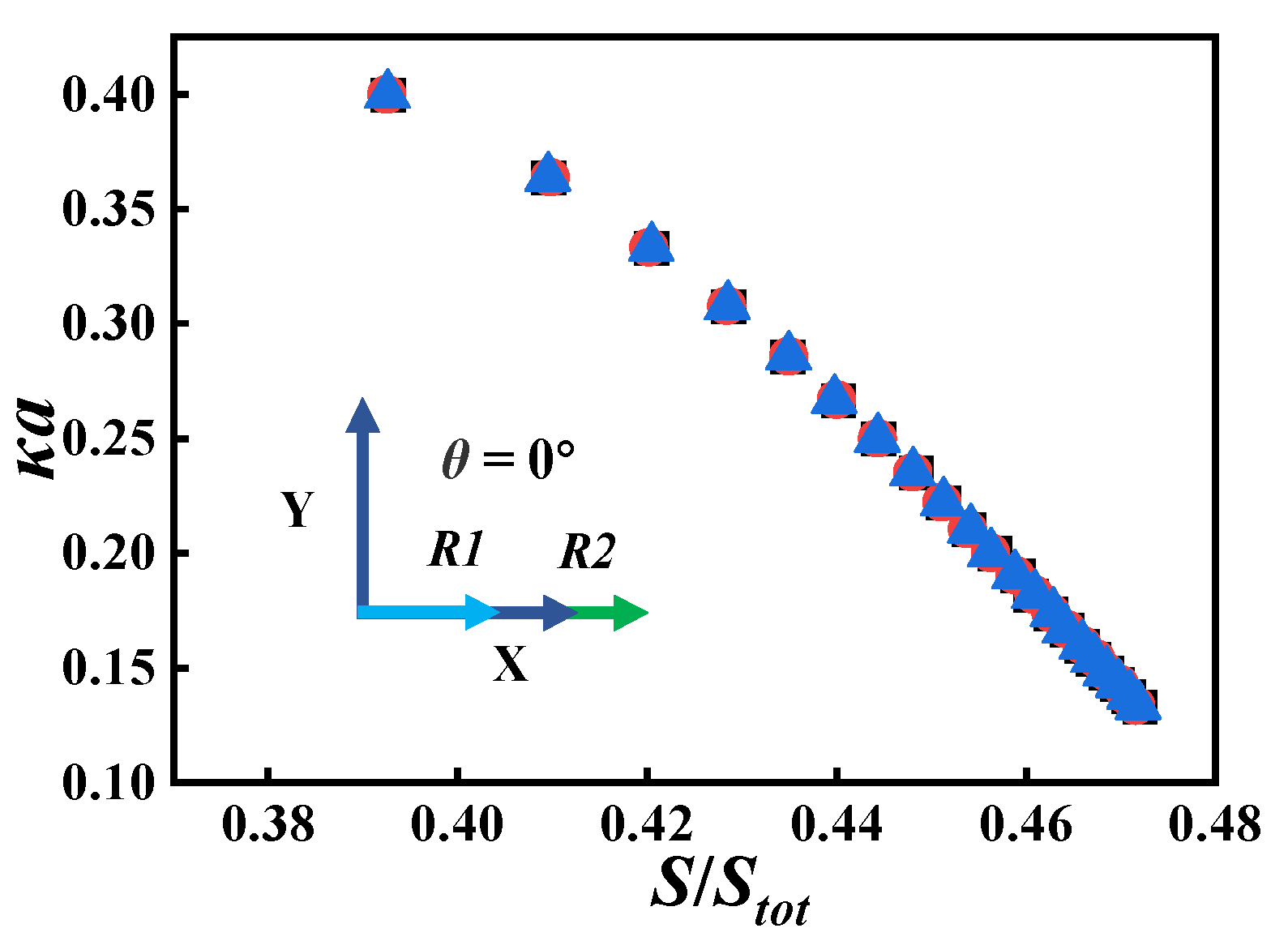
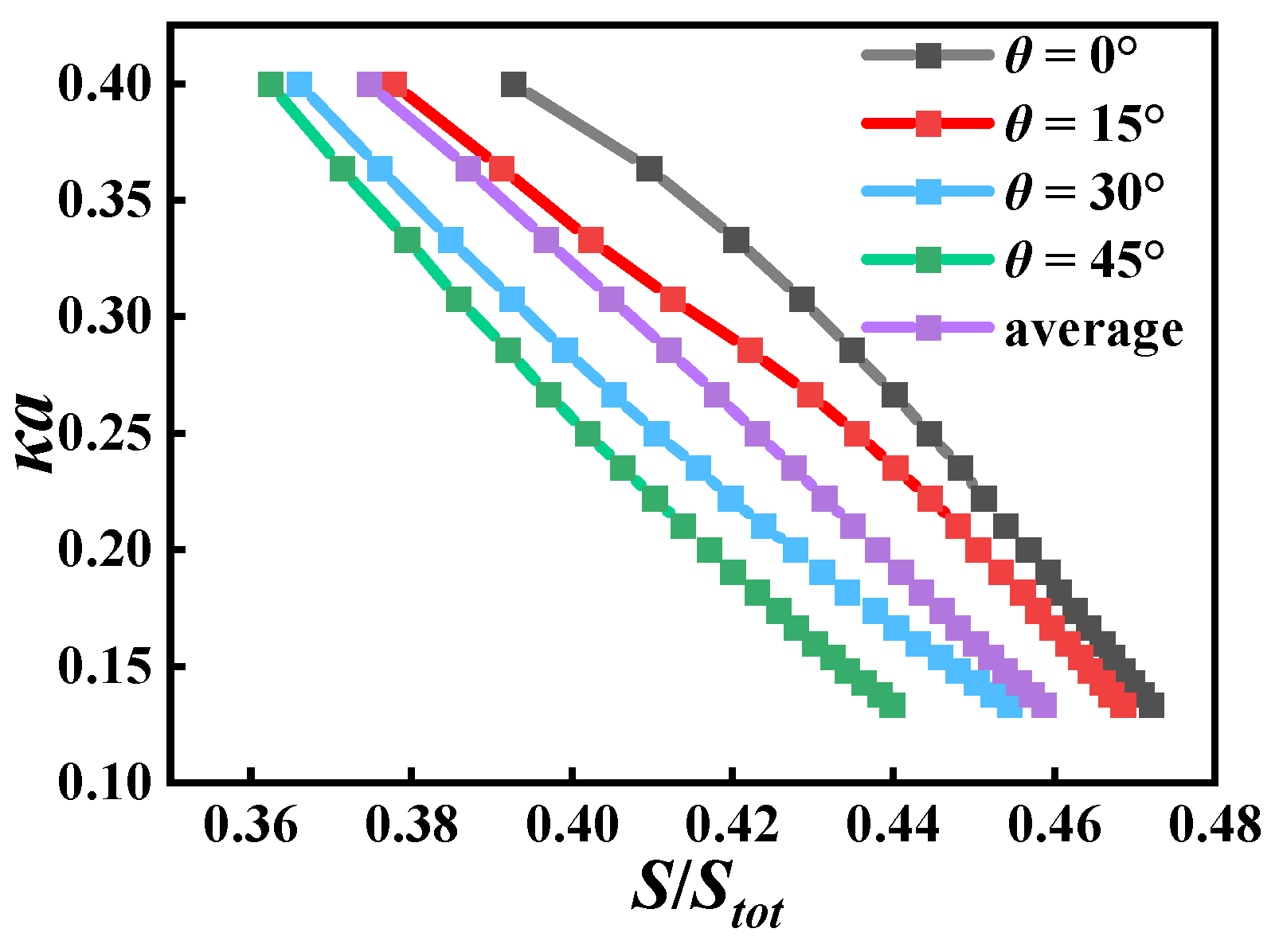
2.2. Grain Boundary Curvature
2.3. CA Model
3. Results and Discussion
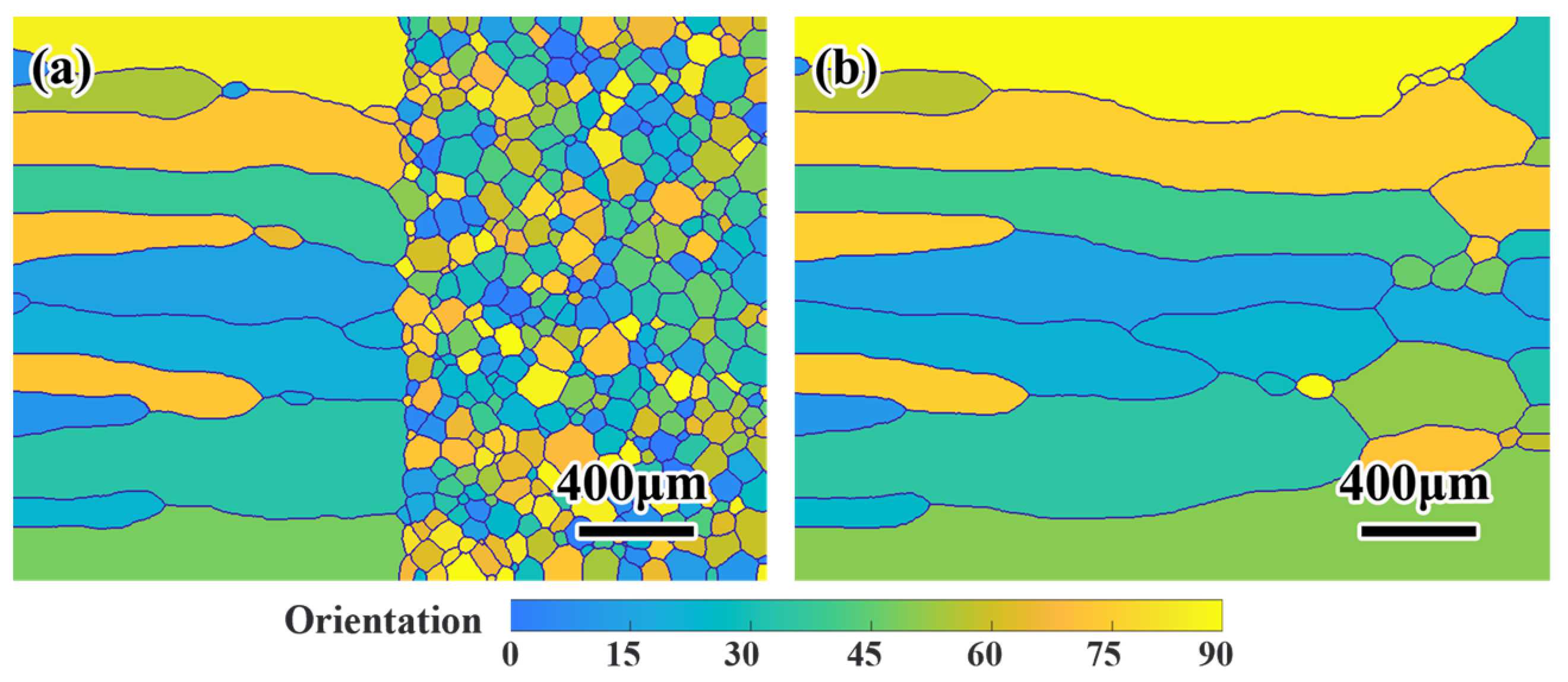
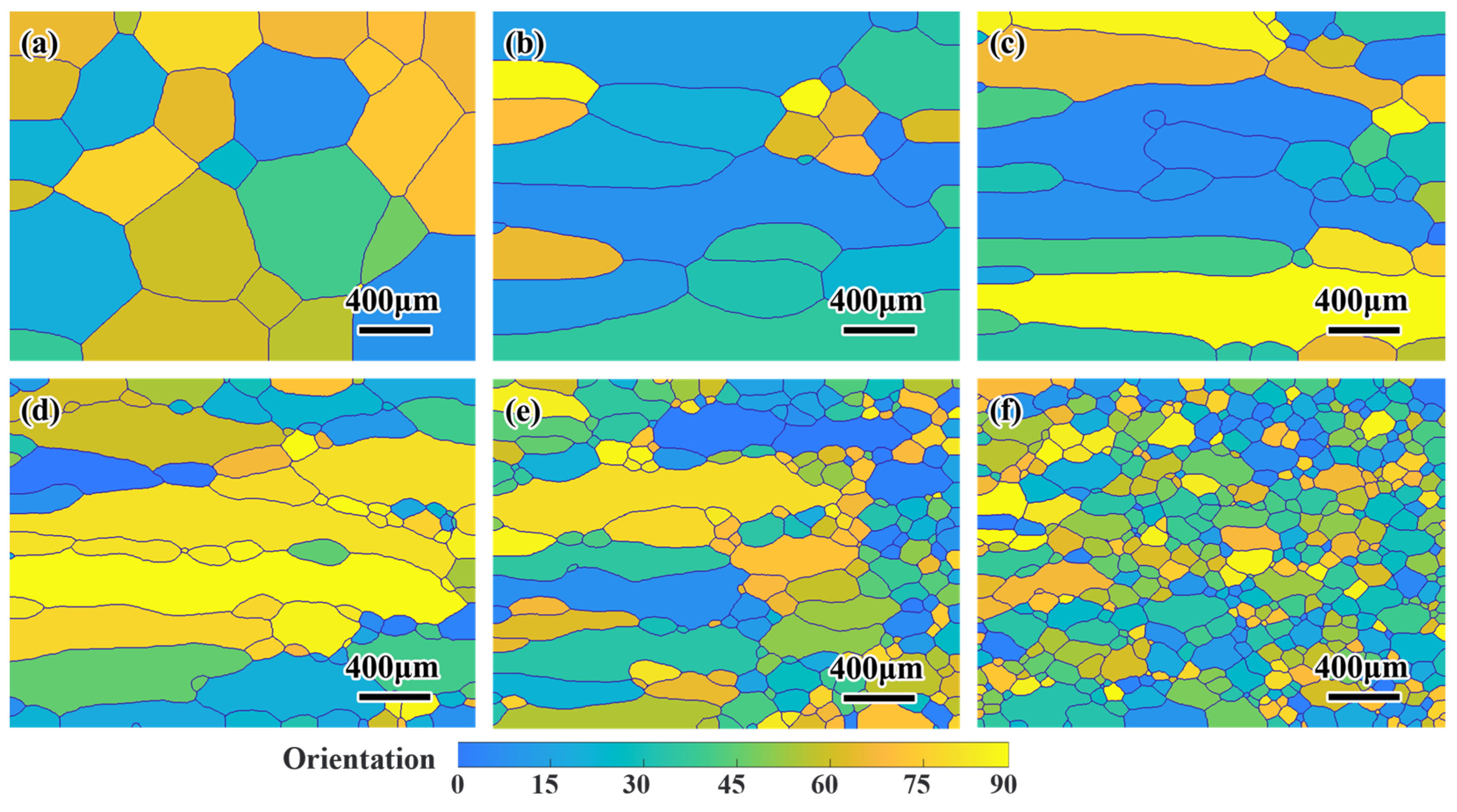
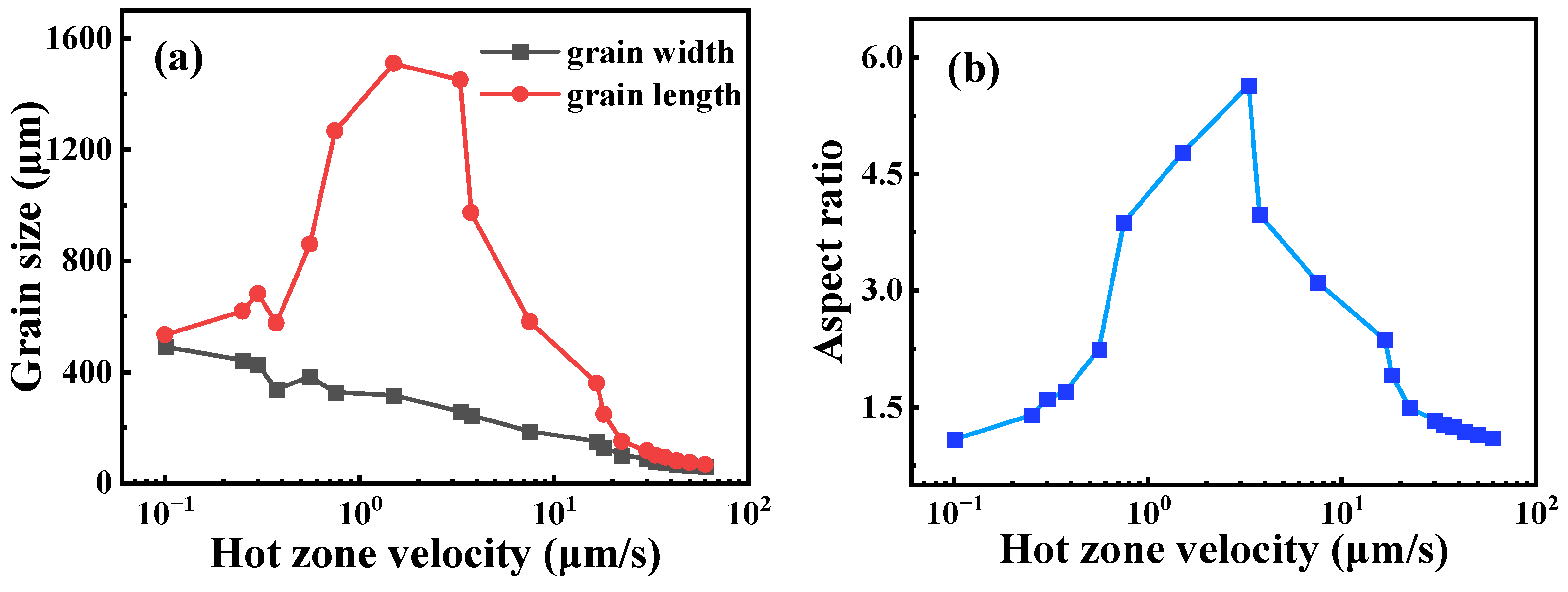
3.1. Effect of Drawing Velocity
3.2. Effect of Initial Grain Size
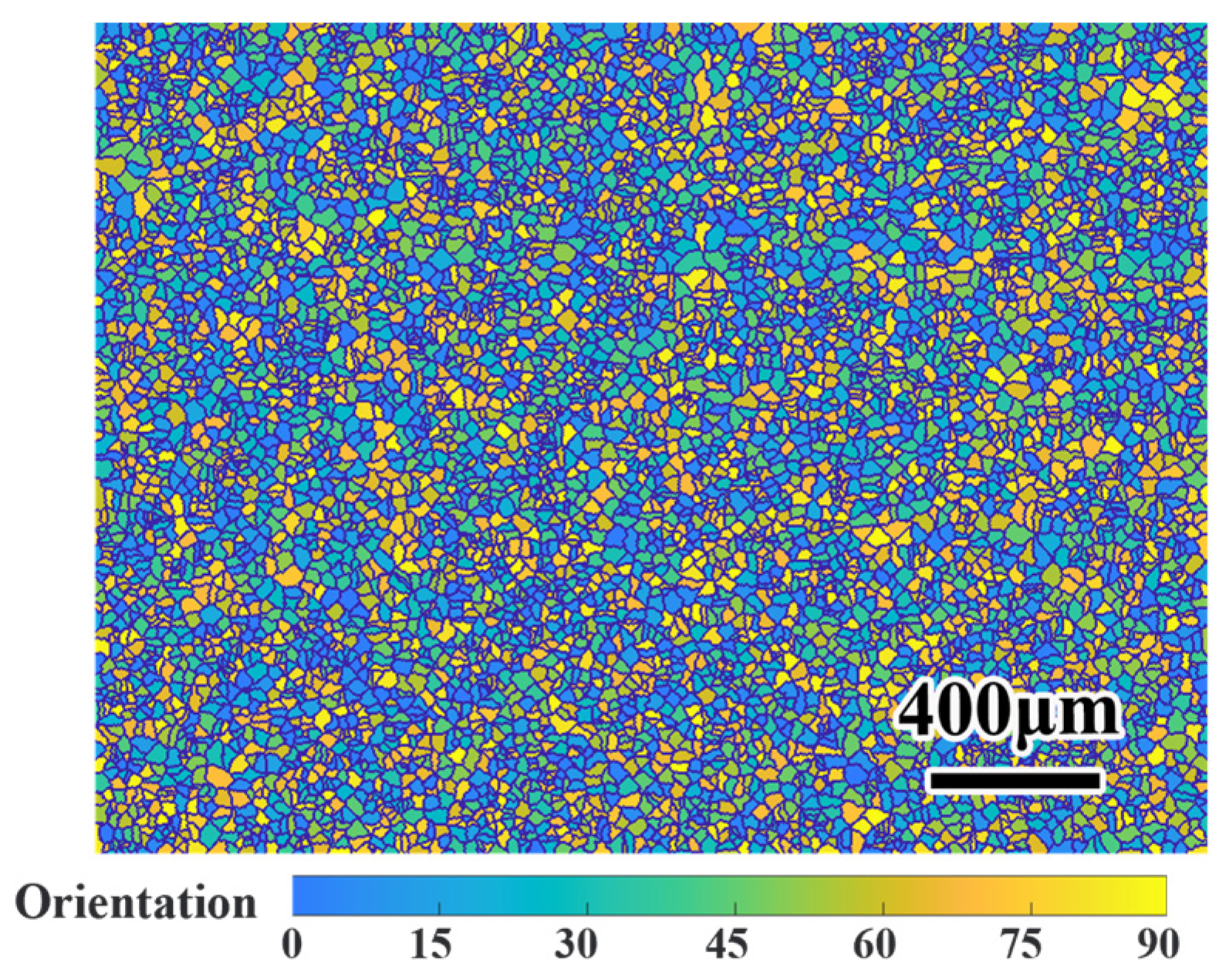
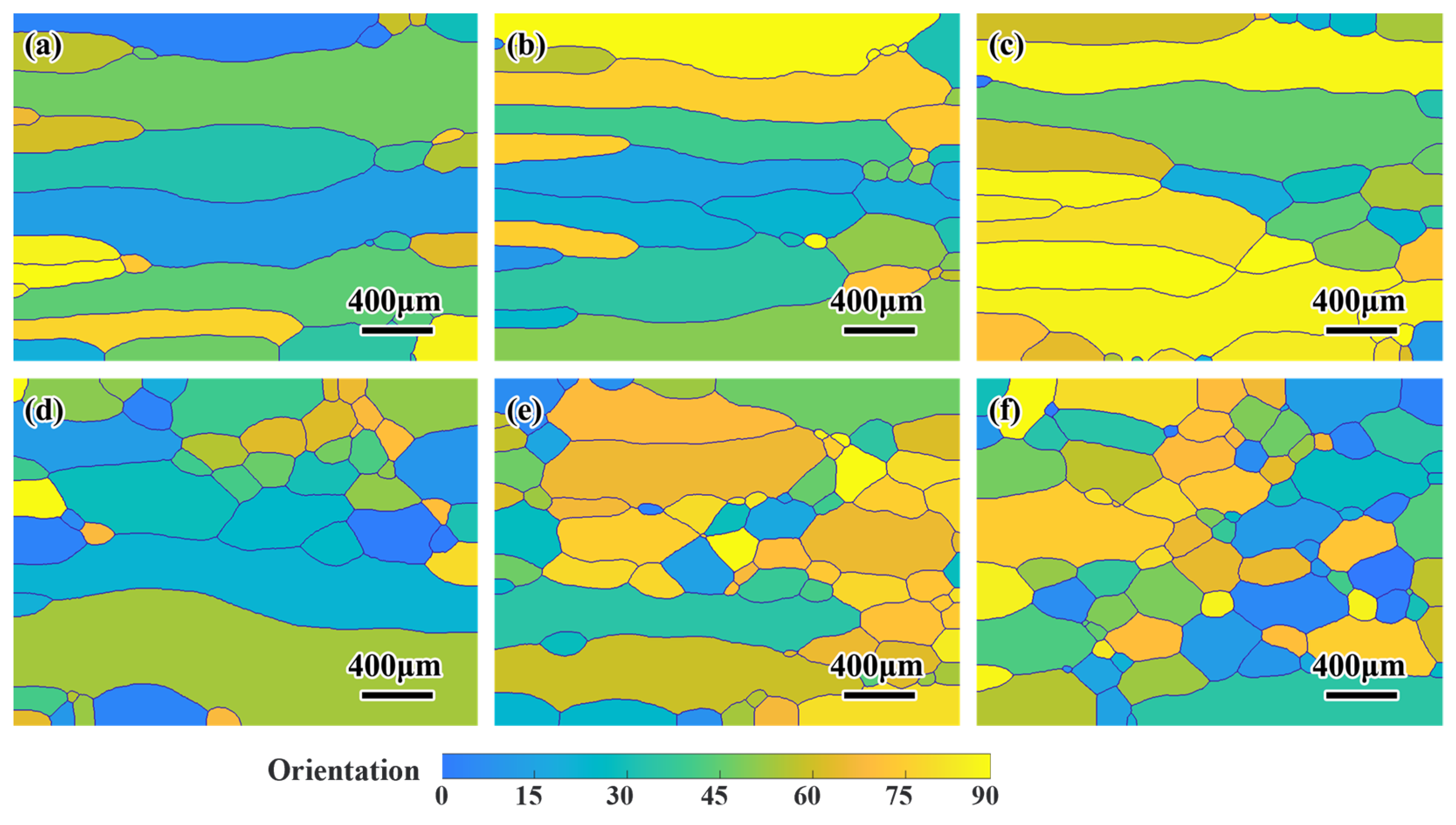
3.3. Effect of Texture
4. Conclusions
- (1)
- A CA model for directional annealing was established, which involves various factors affecting the microstructure evolution, including the drawing velocity, initial grain size and orientation texture;
- (2)
- The drawing velocity of columnar grain formation has an upper limit and lower limit during directional annealing. When the drawing velocity is between the lower and upper limits, columnar grains are formed, and there exists a drawing velocity that produces columnar grains with the maximum grain length. Otherwise, only equiaxed grains can be obtained;
- (3)
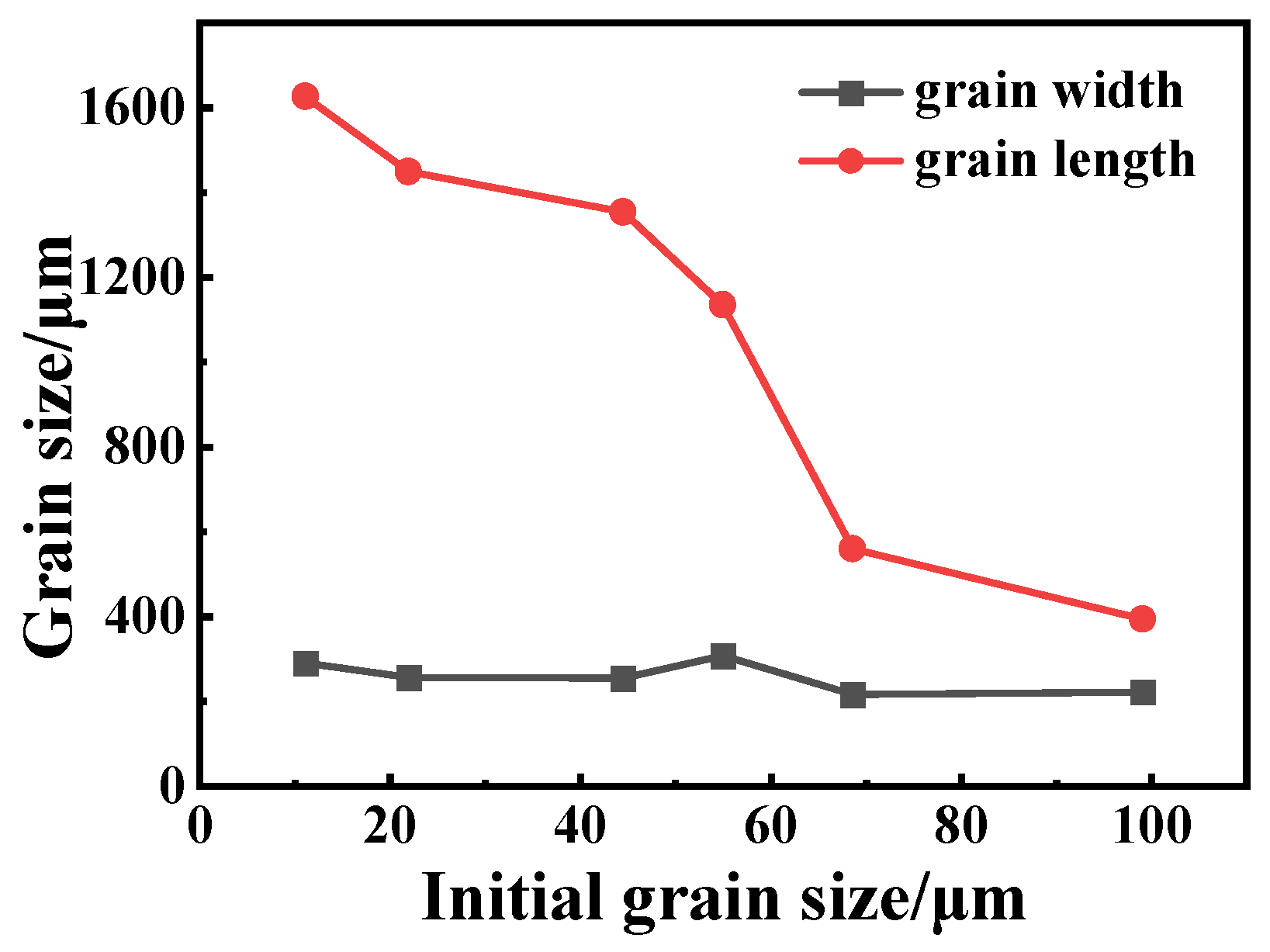
- The grain length decreases as the initial grain size increases after directional annealing. A large initial grain size is not conducive to the formation of columnar grains. There is an upper limit of initial grain size for columnar grain formation. As the GB velocities of grains with a large initial grain size are low, the grain boundaries at the heat zone are difficult to move with the heat zone. The larger initial grain size causes in the lower GB velocities, which results in the GB cannot keep up with the moving heat zone;
- (4)
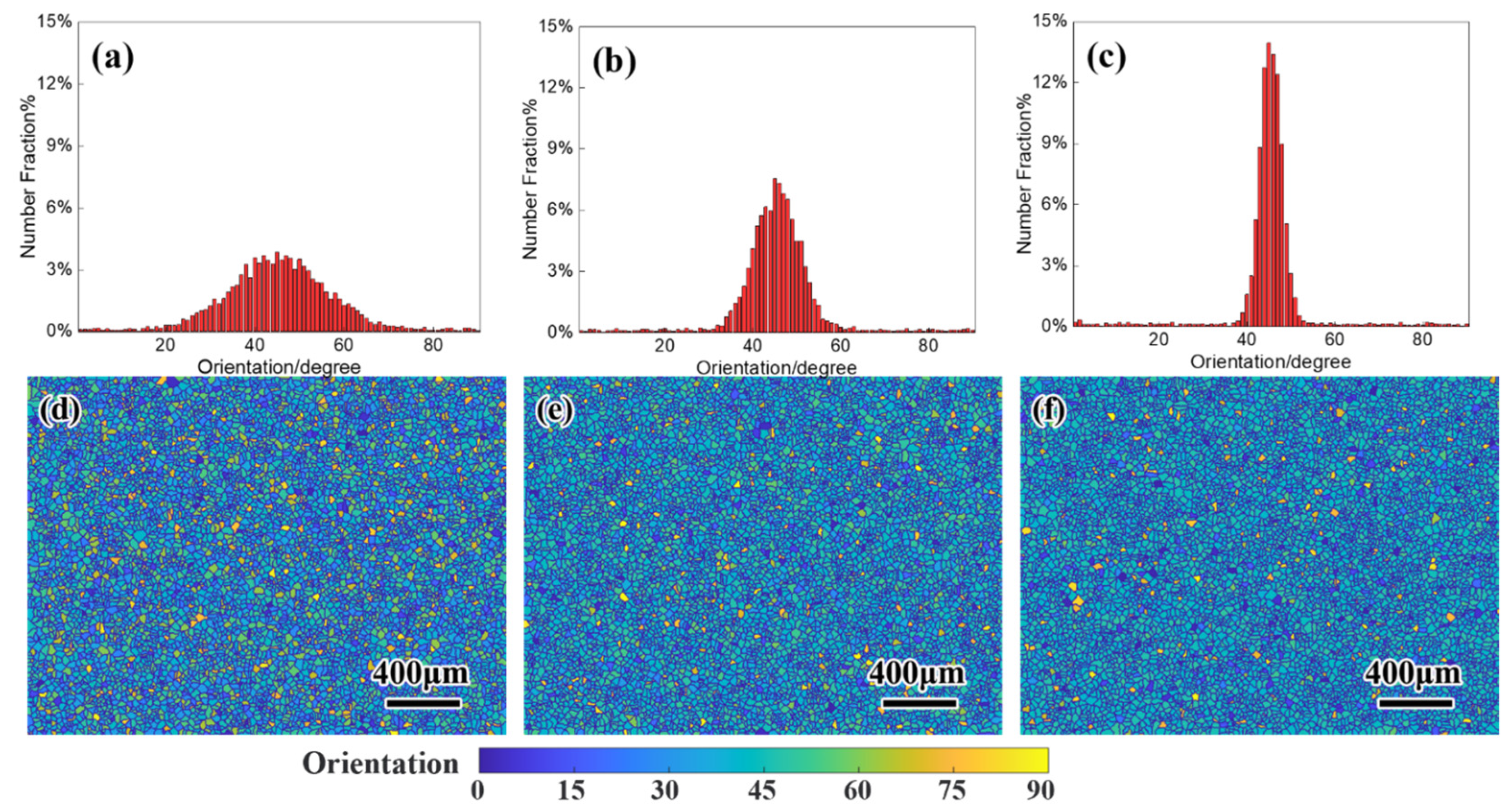
- The abnormal growth induced by orientation texture hinders the growth of columnar grains during directional annealing. A weak texture is more conducive to the columnar grain growth than a strong texture and columnar grains are primarily composed of grains deviating from the texture component.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yang, C.; Baker, I. Directional recrystallisation processing: A review. Int. Mater. Rev. 2020, 66, 256–286. [Google Scholar] [CrossRef]
- Yang, C.; Baker, I. Breakdown of growth front at elevated drawing velocity during directional recrystallization. Philos. Mag. Lett. 2019, 99, 167–172. [Google Scholar] [CrossRef]
- Liu, Y.L.; Zheng, W.W.; Fang, H.Z.; Yang, Y.H.; Chen, R.R. Effect of cyclic DHT on microstructural evolution and mechanical properties of Ti44Al6Nb1Cr2V alloy. J. Alloys Compd. 2022, 936, 168173. [Google Scholar] [CrossRef]
- Muralikrishnan, V.; Liu, H.; Yang, L.; Conry, B.; Marvel, C.J.; Harmer, M.P.; Rohrer, G.S.; Tonks, M.R.; Suter, R.M.; Iii, C.E.K.; et al. Observations of unexpected grain boundary migration in SrTiO3. Scr. Mater. 2023, 222, 115055. [Google Scholar] [CrossRef]
- Zhang, Z.W.; Chen, G.; Chen, G.L. Dynamics and mechanism of columnar grain growth of pure iron under directional annealing. Acta Mater. 2007, 55, 5988–5998. [Google Scholar] [CrossRef]
- Manuel Vallejos, J.; Alberto Malarria, J. Growing Fe-Mn-Al-Ni single crystals by combining directional annealing and thermal cycling. J. Mater. Process. Technol. 2020, 275, 116317. [Google Scholar] [CrossRef]
- Yang, C.; Baker, I. Elevated temperature directional recrystallization of high-purity nickel. Philos. Mag. 2019, 99, 1057–1078. [Google Scholar] [CrossRef]
- Zhang, Z.W.; Chen, G.L.; Chen, G. The effect of crystallographic texture on columnar grain growth in commercial pure iron during directional annealing. Mater. Sci. Eng. A 2006, 435, 573–578. [Google Scholar] [CrossRef]
- Hotzler, R.K.; Glasgow, T.K. The influence of γ’ on the recrystallization of an oxide dispersion strengthened superalloy-MA 6000E. Metall. Trans. A 1982, 13, 1665–1674. [Google Scholar] [CrossRef]
- Baker, I.; Iliescu, B.; Li, J.; Forest, H.J. Experiments and simulations of directionally annealed ODS MA 754. Mater. Sci. Eng. A 2008, 492, 353–363. [Google Scholar] [CrossRef]
- Yang, C.; Baker, I. Effect of soluble particles on microstructural evolution during directional recrystallization. Acta Mater. 2020, 188, 288–301. [Google Scholar] [CrossRef]
- Fang, H.; Tang, Q.Y.; Zhang, Q.Y.; Fan, Y.M.; Pan, S.Y.; Rettenmayr, M.; Zhu, M.F. Simulation of the Peritectic Phase Transition in Fe-C Alloys. Materials 2022, 15, 537. [Google Scholar] [CrossRef] [PubMed]
- Gao, J.B.; Li, Z.C.; Liu, J.; Zhang, J.H.; Song, B.; Zhang, L.J. Current Situation and Prospect of Computationally Assisted Design in High-Performance Additive Manufactured Aluminum Alloys: A Review. Acta Metall. Sin. 2023, 59, 87–105. [Google Scholar] [CrossRef]
- Holm, E.A.; Zacharopoulos, N.; Srolovitz, D.J. Nonuniform and directional grain growth caused by grain boundary mobility variations. Acta Mater. 1998, 46, 953–964. [Google Scholar] [CrossRef]
- Badmos, A.Y.; Frost, H.J.; Baker, I. Microstructural evolution during directional annealing. Acta Mater. 2002, 50, 3347–3359. [Google Scholar] [CrossRef]
- Wei, C.Y.; Li, S.Y. Effect of temperature gradient on grain growth behavior from phase field simulations. Acta Phys. Sin. 2011, 60, 100701. [Google Scholar] [CrossRef]
- Ye, L.Y.; Mei, B.Z.; Yu, L.M. Modeling of Abnormal Grain Growth That Considers Anisotropic Grain Boundary Energies by Cellular Automaton Model. Metals 2022, 12, 1717. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Y.F.; Ge, P.; Wu, T. A Review on Modelling and Simulation of Laser Additive Manufacturing: Heat Transfer, Microstructure Evolutions and Mechanical Properties. Coatings 2022, 12, 1277. [Google Scholar] [CrossRef]
- Zhang, J.H.; Li, X.X.; Xu, D.S.; Yang, R. Recent progress in the simulation of microstructure evolution in titanium alloys. Prog. Nat. Sci. Mater. Int. 2019, 29, 295–304. [Google Scholar] [CrossRef]
- Liu, Y.X.; Ke, Z.J.; Li, R.H.; Song, J.Q.; Ruan, J.J. Study of Grain Growth in a Ni-Based Superalloy by Experiments and Cellular Automaton Model. Materials 2021, 14, 6922. [Google Scholar] [CrossRef]
- Su, F.Y.; Liu, W.L.; Wen, Z. Three-Dimensional Cellular Automata Simulation of the Austenitizing Process in GCr15 Bearing Steel. Materials 2019, 12, 3022. [Google Scholar] [CrossRef]
- Mason, J.K. Grain boundary energy and curvature in Monte Carlo and cellular automata simulations of grain boundary motion. Acta Mater. 2015, 94, 162–171. [Google Scholar] [CrossRef]
- Li, Z.Q.; Wang, J.S.; Huang, H.B. Grain boundary curvature based 2D cellular automata simulation of grain coarsening. J. Alloys Compd. 2019, 791, 411–422. [Google Scholar] [CrossRef]
- Kremeyer, K. Cellular automata investigations of binary solidification. J. Comput. Phys. 1998, 142, 243–263. [Google Scholar] [CrossRef]
- Su, F.Y.; Liu, W.L.; Wen, Z. Three-dimensional cellular automaton simulation of austenite grain growth of Fe-1C-1.5Cr alloy steel. J. Mater. Res. Technol. 2020, 9, 180–187. [Google Scholar] [CrossRef]
- Humphreys, J.; Rohrer, G.S.; Rollett, A. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2017; p. 147. [Google Scholar]
- Read, W.T.; Shockley, W. Dislocation models of crystal grain boundaries. Phys. Rev. 1950, 78, 275–289. [Google Scholar] [CrossRef]
- Hallberg, H.; Wallin, M.; Ristinmaa, M. Simulation of discontinuous dynamic recrystallization in pure Cu using a probabilistic cellular automaton. Comput. Mater. Sci. 2010, 49, 25–34. [Google Scholar] [CrossRef]
- Lin, X.; Zou, X.; An, D.; Krakauer, B.W.; Zhu, M. Multi-Scale Modeling of Microstructure Evolution during Multi-Pass Hot-Rolling and Cooling Process. Materials 2021, 14, 2947. [Google Scholar] [CrossRef] [PubMed]
- Zhu, G.M.; Kang, Y.L.; Lu, C.; Li, S.C. Microstructure Evolution of Cold-Rolled Dual Phase Steel Simulated by Cellular Automata. Steel Res. Int. 2014, 85, 1035–1046. [Google Scholar] [CrossRef]
- Ukai, S.; Taya, K.; Nakamura, K.; Aghamiri, M.S.; Oono, N.; Hayashi, S.; Okuda, T. Directional recrystallization by zone annealing in a Ni-based ODS superalloy. J. Alloys Compd. 2018, 744, 204–210. [Google Scholar] [CrossRef]
- Yang, C.; Baker, I. Effect of solute on microstructural evolution during directional recrystallization. J. Alloys Compd. 2020, 815, 15. [Google Scholar] [CrossRef]
- Godfrey, A.W.; Martin, J.W. Some Monte Carlo studies of grain growth in a temperature gradient. Philos. Mag. A 1995, 72, 737–749. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Γm (J/m2) | D0 (m2/s) | b (m) | Qb (KJ/mol) | rγ |
|---|---|---|---|---|
| 0.56 | 1.11 × 10−6 | 2.48 × 10−10 | 140 | 0.66 |
| Relative Angle θ | Shape Factor A | Parameter S0 |
|---|---|---|
| 0° | 3.58 | 0.51 |
| 15° | 2.94 | 0.52 |
| 30° | 2.97 | 0.48 |
| 45° | 3.40 | 0.50 |
| On average | 3.22 | 0.50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, R.; Feng, X.; Zheng, C.; Huang, Q.; Li, Y.; Yang, Y. Numerical Simulation of Microstructure Evolution of Directionally Annealed Pure Iron by Cellular Automata. Metals 2023, 13, 368. https://doi.org/10.3390/met13020368
Zhou R, Feng X, Zheng C, Huang Q, Li Y, Yang Y. Numerical Simulation of Microstructure Evolution of Directionally Annealed Pure Iron by Cellular Automata. Metals. 2023; 13(2):368. https://doi.org/10.3390/met13020368
Chicago/Turabian StyleZhou, Rongyi, Xiaohui Feng, Ce Zheng, Qiuyan Huang, Yingju Li, and Yuansheng Yang. 2023. "Numerical Simulation of Microstructure Evolution of Directionally Annealed Pure Iron by Cellular Automata" Metals 13, no. 2: 368. https://doi.org/10.3390/met13020368