
Numerical Simulation of Low-Pressure Carburizing and Gas Quenching for Pyrowear 53 Steel


Abstract
:1. Introduction
2. Materials, Methods, and Modeling
2.1. Test Specimen
2.2. The Material
Heat Treatment
2.3. Modeling and Simulation
2.3.1. Inverse Heat Transfer Analysis
2.3.2. Thermal Field and Latent Heat
2.3.3. Carbon Diffusion Modeling
2.3.4. Phase Transformation Kinetics
2.3.5. Hardness Prediction
- For %C < 0.5,
- For %C > 0.5,
3. Results and Discussion
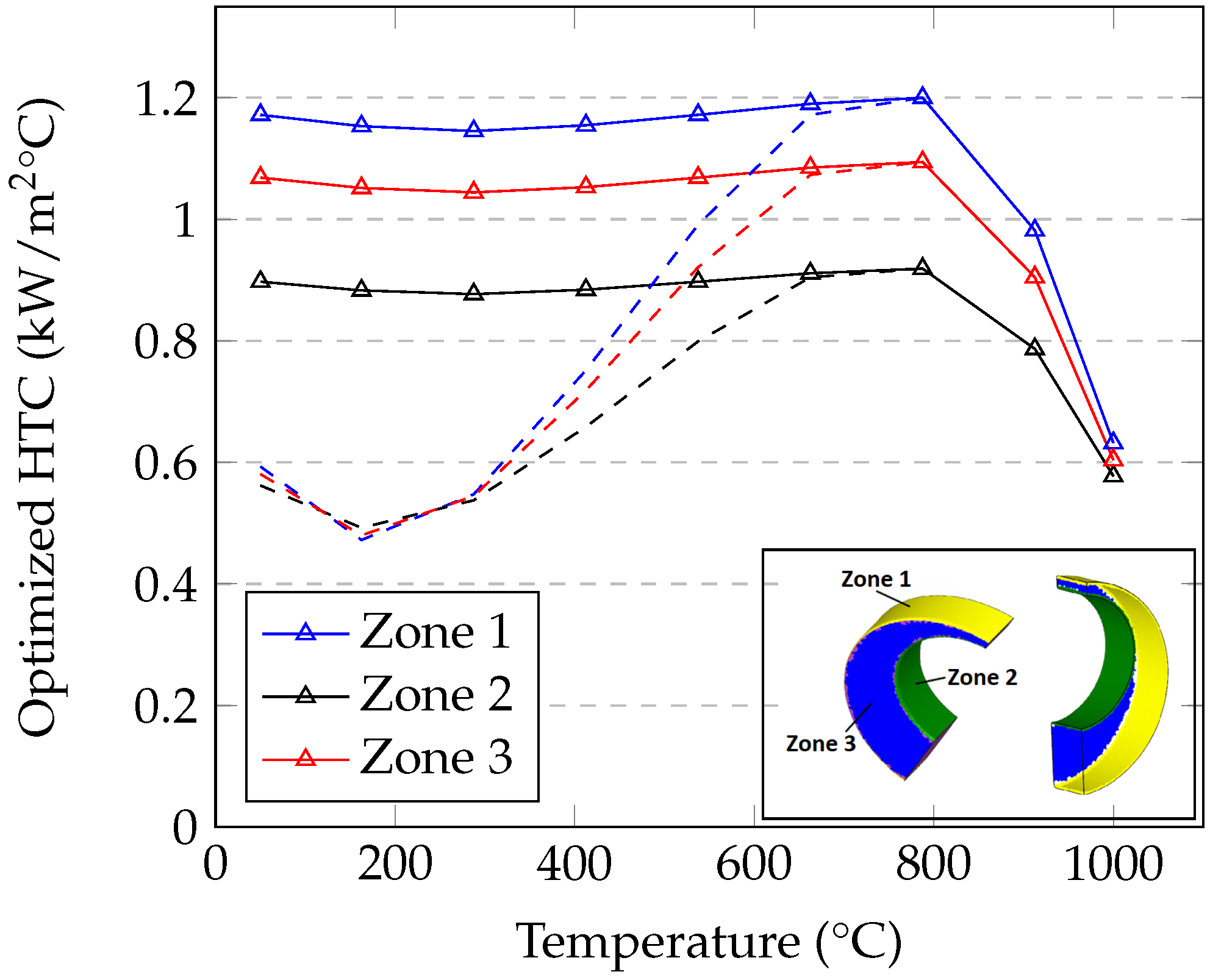
3.1. Heat Transfer Coefficient Optimization
3.2. Low-Pressure Carburizing
3.3. Cooling Behavior
3.4. Phase Composition and Hardness
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- National Academy of Sciences. Materials for Helicopter Gears, Final Report No. NMAB-351; Technical Report; Committee on Helicopter Transmission Gear Materials: Washington, DC, USA, 1979. [Google Scholar]
- Korecki, M.; Wołowiec-Korecka, E.; Bazel, M.; Sut, M.; Kreuzaler, T. Thomas Detlef. Outstanding Hardening of Pyrowear® Alloy 53 with Low Pressure Carburizing. In Proceedings of the 70º Congresso Anual da ABM, Rio de Janeiro, Brazil, 17–21 August 2005. [Google Scholar] [CrossRef]
- AMS6308 Rev. F-Steel, Bars and Forgings 0.90Si-1.0Cr-2.0Ni-3.2Mo-2.0Cu-0.10V (0.07–0.13C) Vacuum Arc or Electroslag Remelted; SAE International: Warrendale, PA, USA, 2018. [Google Scholar]
- Technology, C. CarTech® Pyrowear® Alloy 53—Technical Datasheet.
- Easton, D.; Perez, M.; Huang, J.; Rahimi, S. Effects of Forming Route and Heat Treatment on the Distortion Behaviour of Case-Hardened Martensitic Steel type S156. Heat Treat 2017, 2017. [Google Scholar]
- Dowling, W.E. Development of a Carburizing and Quenching Simulation Tool: Program Overview. In Proceedings of the 2nd International Conference on Quenching and Control of Distortion, Materials Park, OH, USA, 9–13 September 1996; pp. 349–355. [Google Scholar]
- Arimoto, K. Development of heat treatment simulation system Deform-HT. In Proceedings of the 18th Heat Treating Conference, ASM International, Materials Park, OH, USA, 12–15 October 1998. [Google Scholar]
- Scientific Forming Technologies Corporation. DEFORM V13.0.1 Manual; Scientific Forming Technologies Corporation: Columbus, OH, USA, 2022. [Google Scholar]
- Farivar, H.; Rothenbucher, G.; Prahl, U.; Bernhardt, R. ICME-Based Process and Alloy Design for Vacuum Carburized Steel Components with High Potential of Reduced Distortion, Proceedings of the 4th World Congress on Integrated Computational Materials Engineering (ICME 2017); Springer: Berlin/Heidelberg, Germany, 2017; pp. 133–144. [Google Scholar]
- Schillé, J.P.; Guo, Z.; Saunders, N.; Miodownik, A.P. Modeling phase transformations and material properties critical to processing simulation of steels. Mater. Manuf. Process. 2011, 26, 137–143. [Google Scholar] [CrossRef]
- Guo, Z.; Saunders, N.; Schillé, J.; Miodownik, A. Material properties for process simulation. Mater. Sci. Eng. A 2009, 499, 7–13. [Google Scholar] [CrossRef]
- Guo, Z.L.; Turner, R.; Da Silva, A.D.; Sauders, N.; Schroeder, F.; Cetlin, P.R.; Schillé, J.P. Introduction of materials modeling into processing simulation. Trans Tech. Publ. 2013, 762, 266–276. [Google Scholar]
- Jo, A.; Thomas, H.; Lars, H.; Pingfang, S.; Bo, S. Thermo-Calc & DICTRA, computational tools for materials science. Calphad 2002, 26, 273–312. [Google Scholar]
- da Silva, A.; Pedrosa, T.; Gonzalez-Mendez, J.; Jiang, X.; Cetlin, P.; Altan, T. Distortion in quenching an AISI 4140 C-ring – Predictions and experiments. Mater. Des. 2012, 42, 55–61. [Google Scholar] [CrossRef]
- Nunes, M.M.; da Silva, E.M.; Renzetti, R.A.; Brito, T.G. Analysis of Quenching Parameters in AISI 4340 Steel by Using Design of Experiments. Mater. Res. 2019, 22, 1–7. [Google Scholar] [CrossRef]
- Sims, J.; Li, Z.; Ferguson, B.L. Causes of Distortion during High Pressure Gas Quenching Process of Steel Parts. In Proceedings of the Heat Treat 2019: 30th ASM Heat Treating Society Conference, Detroit, MI, USA, 15–17 October 2019; pp. 228–236. [Google Scholar] [CrossRef]
- Manivannan, M.; Northwood, D.; Stoilov, V. Use of Navy C-rings to study and predict distortion in heat treated components: Experimental measurements and computer modeling. Int. Heat Treat. Surf. Eng. 2014, 8, 168–175. [Google Scholar] [CrossRef]
- Boyle, E.; Bowers, R.; Northwood, D.O. The use of navy C-ring specimens to investigate the effects of initial microstructure and heat treatment on the residual stress, retained austenite, and distortion of carburized automotive steels. SAE Trans. 2007, 116, 253–261. [Google Scholar]
- Yu, H.; Yang, M.; Sisson, R.D. Application of C-Ring Specimen for Controlling the Distortion of Parts During Quenching. Met. Sci. Heat Treat. 2021, 63, 220–228. [Google Scholar] [CrossRef]
- Heuer, V. Gas Quenching. In Steel Heat Treating Fundamentals and Processes; ASM Handbook; ASM International: Almere, The Netherlands, 2013; Volume 4A. [Google Scholar]
- Adrian, H.; Karbowniczek, M.; Dobosz vel Sypulski, A.; Kowalski, J.; Kozdroń, S. Badania wpływu temperatury na zdolność chłodzącą wybranych olejów hartowniczych. Stal. Met. Nowe Technol. 2019, 9, 75–80. [Google Scholar]
- Tibbets, G.G. Diffusivity of carbon in iron and steels at high temperatures. J. Appl. Phys. 1980, 51, 4813–4816. [Google Scholar] [CrossRef]
- Neumann, F.; Person, B. A contribution to the metallurgy of gas carburization. The effects of alloying elements on the relationship between the carbon potential of the gas phase and that of the workpiece. Haerterei-Tech. Mitteilungen 1968, 23, 296–310. [Google Scholar]
- Research project “Development of high pressure gas quenching technology for the satellite gears of the FDGS engine’s epicyclic gearbox, made of Pyrowear 53 steel and operating under long-term and cyclically fluctuating loads” funded by National Center for Research and Development (Narodowe Centrum Badan i Rozwoju) under the TECHMATSTRATEG2/406725/1/NCBR/2020 program. Unpublished Research Data.
- Freborg, A.M. Investigating and Understanding the Role of Transformation Induced Residual Stress to Increase Fatigue Life of High Strength Steel Used in Transmission Gears. Ph.D. Thesis, University of Akron, Akron, OH, USA, 2013. [Google Scholar]
- Horstemeyer, M.F. Integrated Computational Materials Engineering (ICME) for Metals: Concepts and Case Studies; John Wiley & Sons: Hoboken, NJ, USA, 2018. [Google Scholar]
- van Bohemen, S.; Sietsma, J. Effect of composition on kinetics of athermal martensite formation in plain carbon steels. Mater. Sci. Technol. 2009, 25, 1009–1012. [Google Scholar] [CrossRef]
- Şimşir, C.; Gür, C.H. Simulation of quenching. In Handbook of Thermal Process Modeling of Steels; Routledge: Abingdon, UK, 2009; pp. 341–425. [Google Scholar]
- Li, J.; Feng, Y.; Zhang, H.; Min, N.; Wu, X. Thermomechanical Analysis of Deep Cryogenic Treatment of Navy C-Ring Specimen. J. Mater. Eng. Perform. 2014, 23, 4237–4250. [Google Scholar] [CrossRef]
- Li, H.; Zhao, G.; Huang, C.; Niu, S. Technological parameters evaluation of gas quenching based on the finite element method. Comput. Mater. Sci. 2007, 40, 282–291. [Google Scholar] [CrossRef]
- Sugianto, A.; Narazaki, M.; Kogawara, M.; Shirayori, A.; Kim, S.Y.; Kubota, S. Numerical simulation and experimental verification of carburizing-quenching process of SCr420H steel helical gear. J. Mater. Process. Technol. 2009, 209, 3597–3609. [Google Scholar] [CrossRef]
- Khan, D.; Gautham, B. Integrated modeling of carburizing-quenching-tempering of steel gears for an ICME framework. Integr. Mater. Manuf. Innov. 2018, 7, 28–41. [Google Scholar] [CrossRef]
- Zajusz, M.; Tkacz-Śmiech, K.; Dychtoń, K.; Danielewski, M. Pulse carburization of steel–model of the process. Trans. Tech. Publ. 2014, 354, 145–152. [Google Scholar] [CrossRef]
- Wierzba, B.; Romanowska, J.; Kubiak, K.; Sieniawski, J. The cyclic carburization process by bi-velocity method. High Temp. Mater. Process. 2015, 34, 373–379. [Google Scholar] [CrossRef]
- Smirnov, A.; Ryzhova, M.Y.; Semenov, M.Y. Choice of boundary condition for solving the diffusion problem in simulation of the process of vacuum carburizing. Met. Sci. Heat Treat. 2017, 59, 237–242. [Google Scholar] [CrossRef]
- Avrami, M. Kinetics of phase change. I General theory. J. Chem. Phys. 1939, 7, 1103–1112. [Google Scholar] [CrossRef]
- William, J.; Mehl, R. Reaction kinetics in processes of nucleation and growth. Trans. Metall. Soc. AIME 1939, 135, 416–442. [Google Scholar]
- Dp, K.; Re, M. A general equation prescribing the extent of the austenite-martensite transformation in pure iron-carbon alloys and plain carbon steels. Acta Metall. 1959, 7, 59–60. [Google Scholar]
- Simufact Engineering GmbH. Simufact Forming Users Manual; Simufact Engineering: Hamburg, Germany, 2022. [Google Scholar]
- Maynier, P.; Dollet, J.; Bastien, P. Hardenability concepts with applications to steels. In Proceedings of the International Conference on Artificial Intelligence in Medicine, New York, NY, USA, 1978; Volume 518. [Google Scholar]
- Leslie, W. Interstitial atoms in alpha iron. Leslie WC—The Physical Metallurgy of Steels; McGraw-Hill: New York, NY, USA, 1982; pp. 85–91. [Google Scholar]
- Wu, C.; Xu, W.; Wan, S.; Luo, C.; Lin, Z.; Jiang, X. Determination of Heat Transfer Coefficient by Inverse Analyzing for Selective Laser Melting (SLM) of AlSi10Mg. Crystals 2022, 12, 1309. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen No. | LPC | HPGQ | Oil Q. |
|---|---|---|---|
| 1 | + | + | |
| 2 | + | + | |
| 3 | + | + | |
| 4 | + | + | |
| 5 | + | + | |
| 6 | + | + | |
| 7 | + | ||
| 8 | + | ||
| 9 | + | ||
| 10 | + | ||
| 11 | + | ||
| 12 | + |
| Item | C | Si | Ni | Cu | Mn | Cr | Mo | V | S | P | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Result | 0.138 | 0.945 | 1.873 | 1.776 | 0.319 | 1.060 | 3.320 | 0.092 | 0.005 | 0.007 | 0.002 |
| SD * | 0.004 | 0.008 | 0.011 | 0.011 | 0.001 | 0.041 | 0.019 | - | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iżowski, B.; Wojtyczka, A.; Motyka, M. Numerical Simulation of Low-Pressure Carburizing and Gas Quenching for Pyrowear 53 Steel. Metals 2023, 13, 371. https://doi.org/10.3390/met13020371
Iżowski B, Wojtyczka A, Motyka M. Numerical Simulation of Low-Pressure Carburizing and Gas Quenching for Pyrowear 53 Steel. Metals. 2023; 13(2):371. https://doi.org/10.3390/met13020371
Chicago/Turabian StyleIżowski, Bartosz, Artur Wojtyczka, and Maciej Motyka. 2023. "Numerical Simulation of Low-Pressure Carburizing and Gas Quenching for Pyrowear 53 Steel" Metals 13, no. 2: 371. https://doi.org/10.3390/met13020371
APA StyleIżowski, B., Wojtyczka, A., & Motyka, M. (2023). Numerical Simulation of Low-Pressure Carburizing and Gas Quenching for Pyrowear 53 Steel. Metals, 13(2), 371. https://doi.org/10.3390/met13020371