
Short-Flow Rolling Process and Heat Treatment of Seamless Titanium Alloy Tube
Abstract
:1. Introduction
2. Process Introduction and Finite-Element Analysis
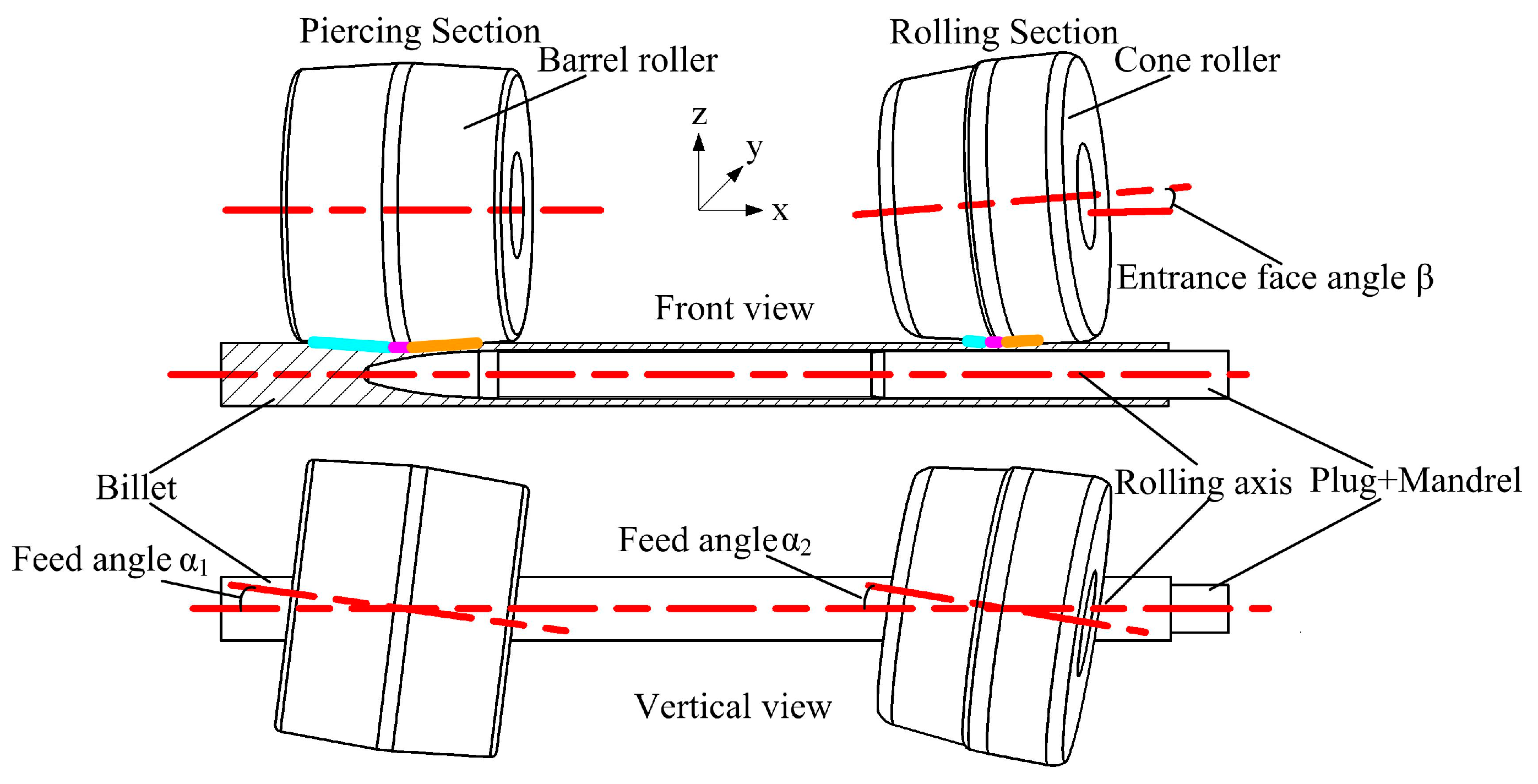
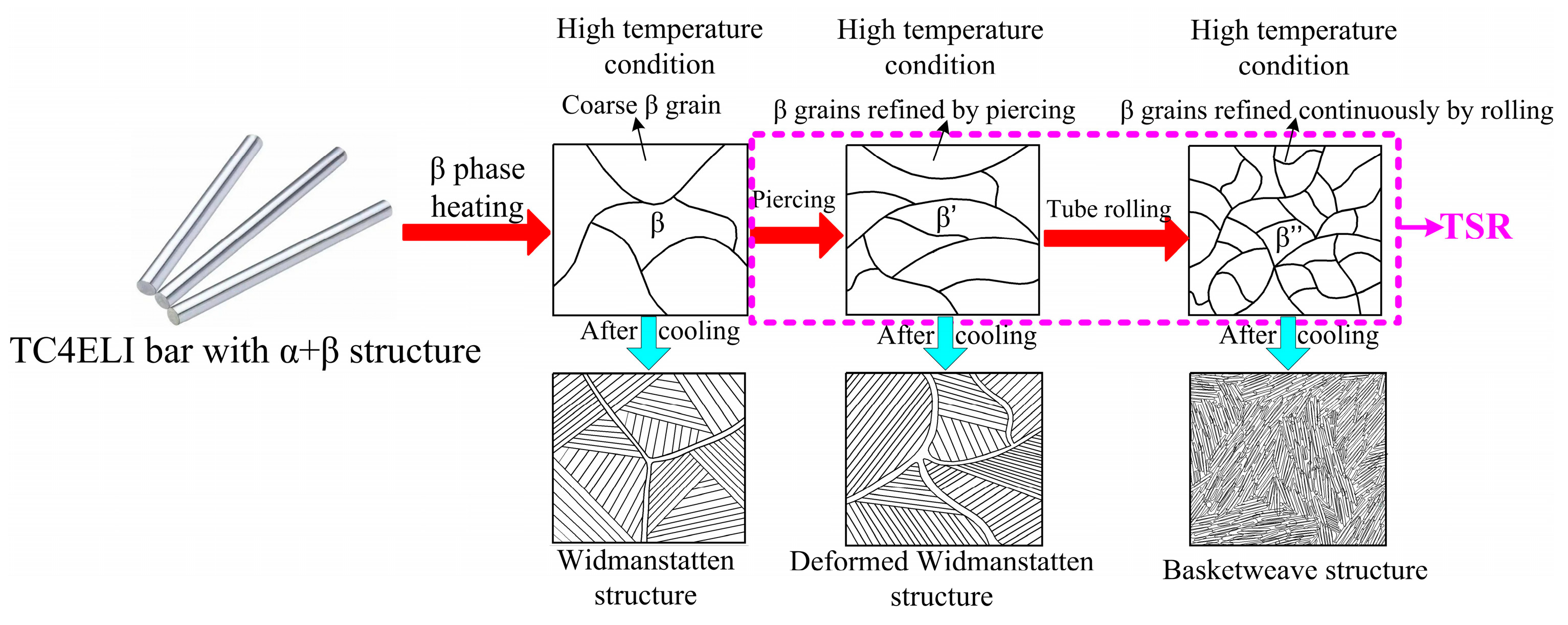
2.1. Process Principle
2.2. Finite-Element Model and Selection of Key Parameters
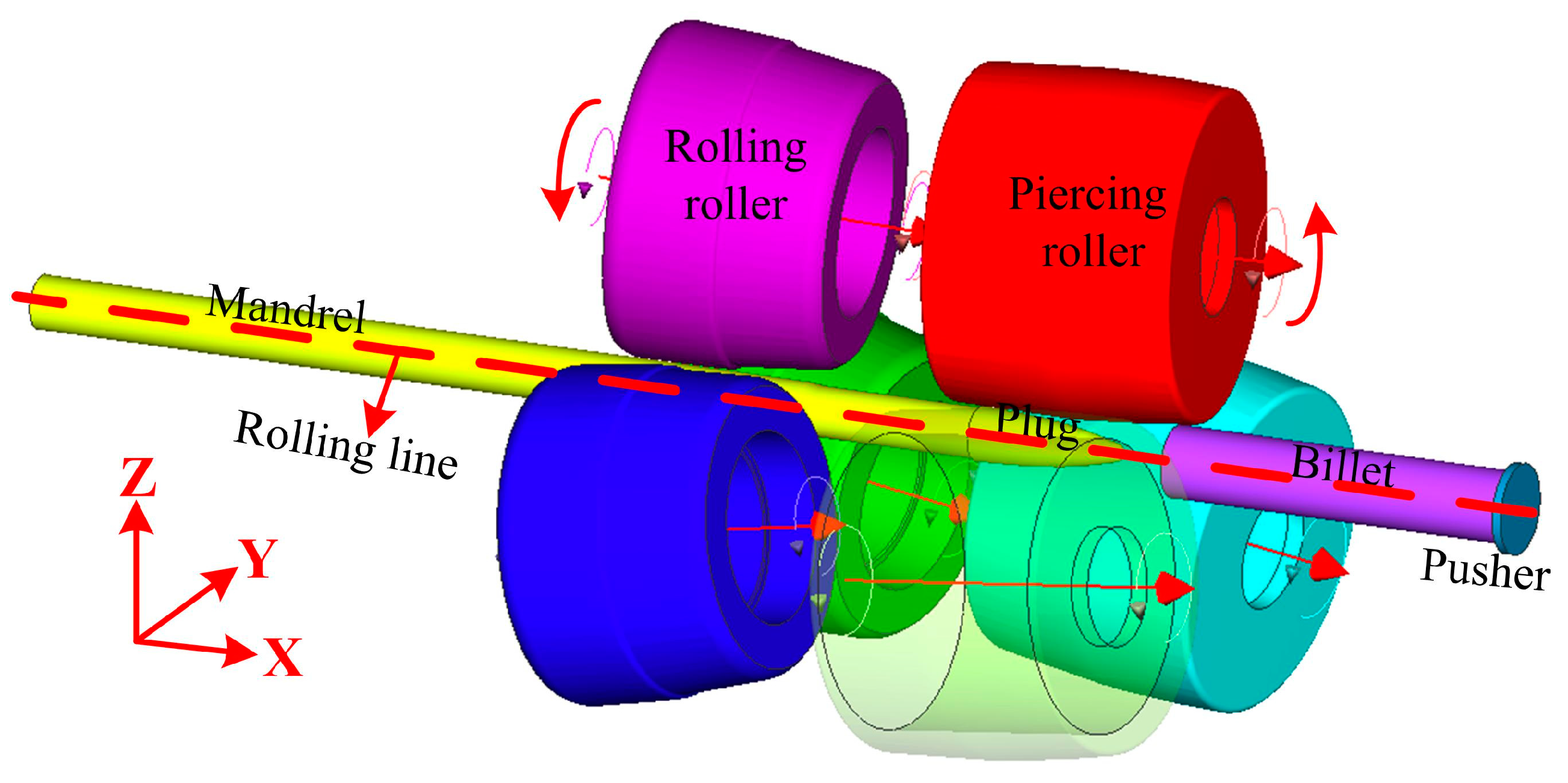
2.2.1. Model Building
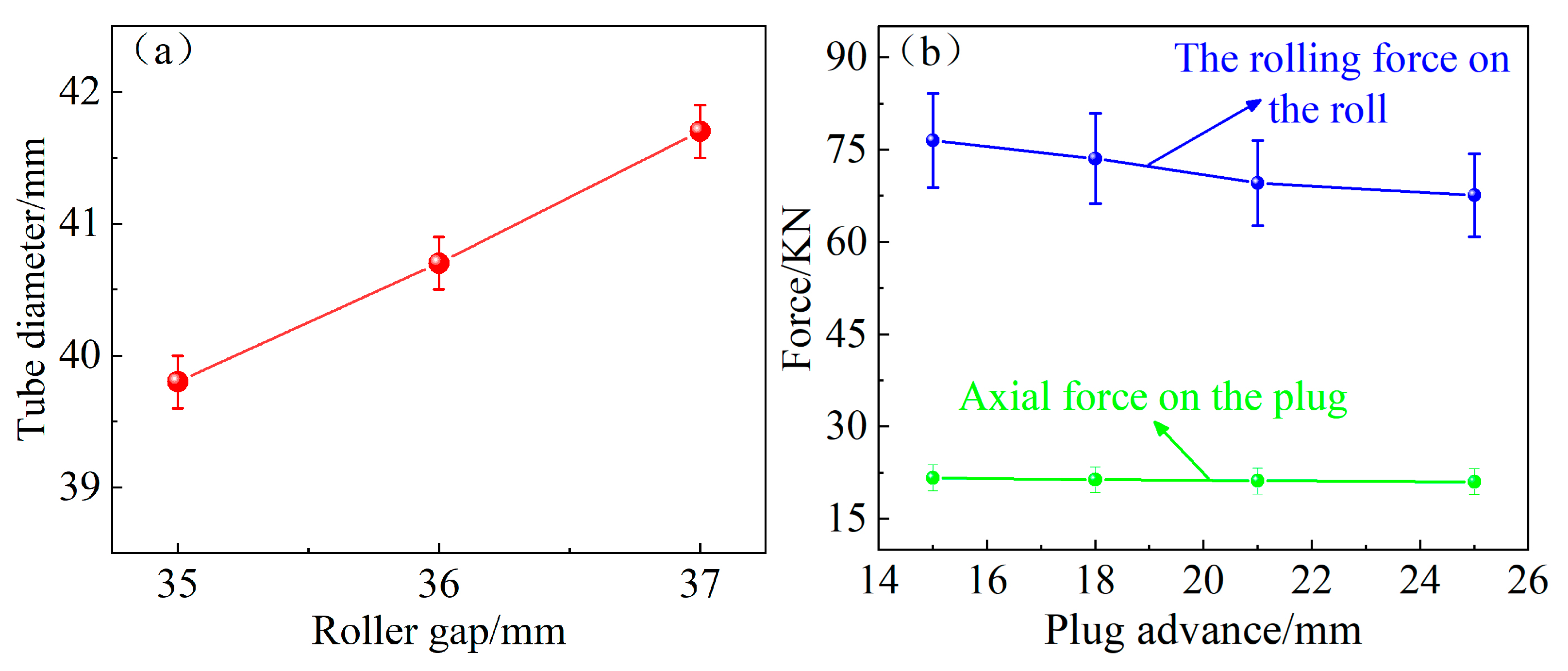
2.2.2. Key Parameter Selection
2.3. Simulation Result
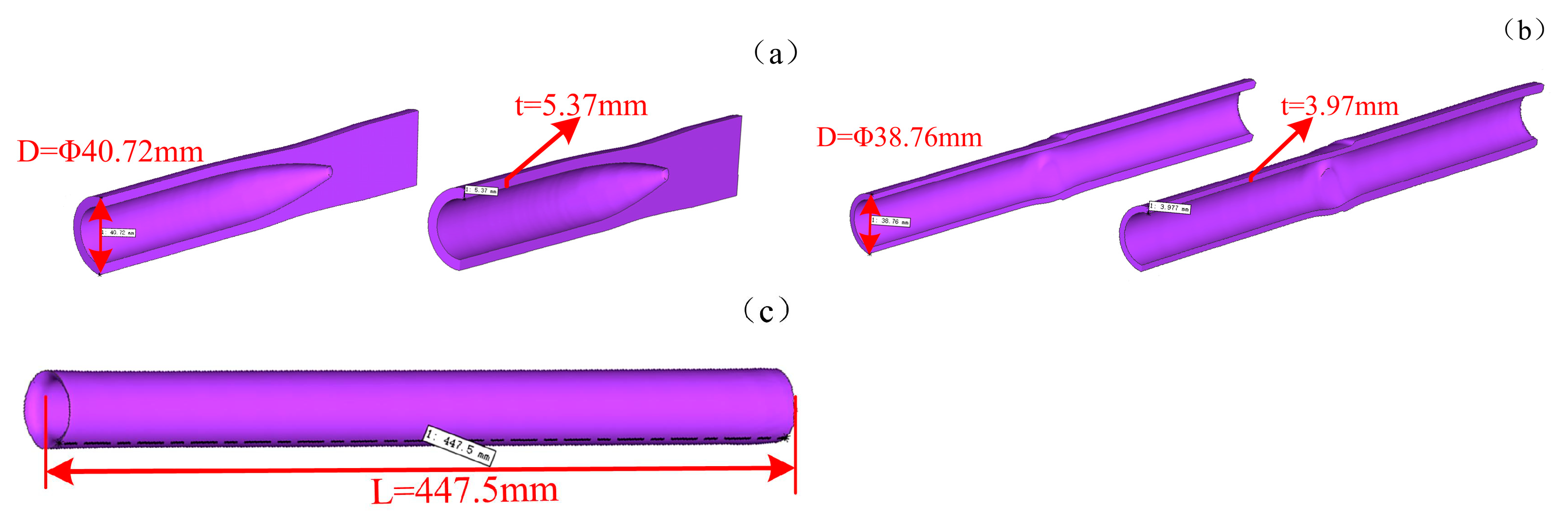
2.3.1. Macroscopic Size Analysis
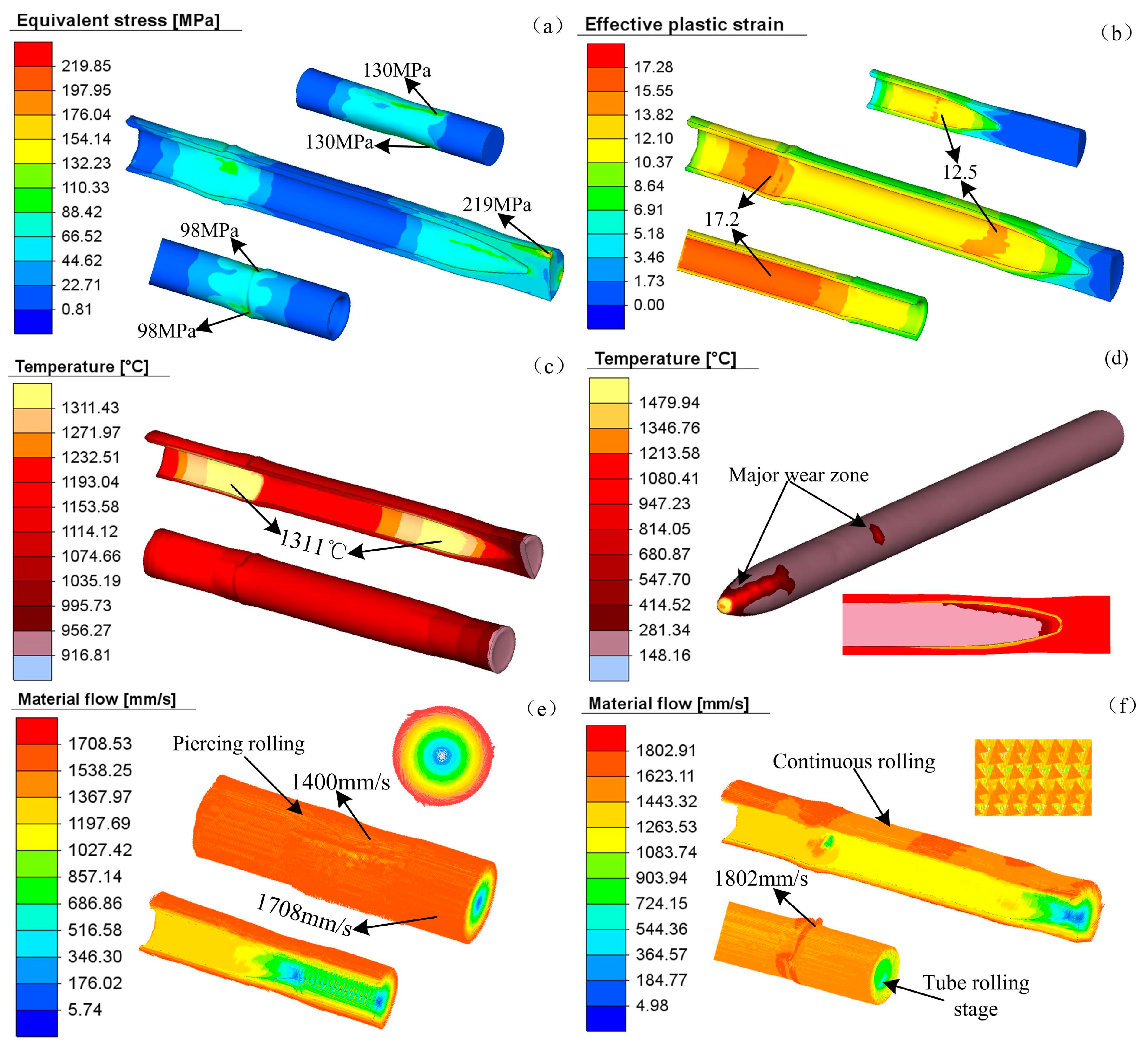
2.3.2. Stress-Strain Field, Temperature Field and Velocity Field Analysis
2.3.3. Tension Analysis
3. Experiment and Heat Treatment
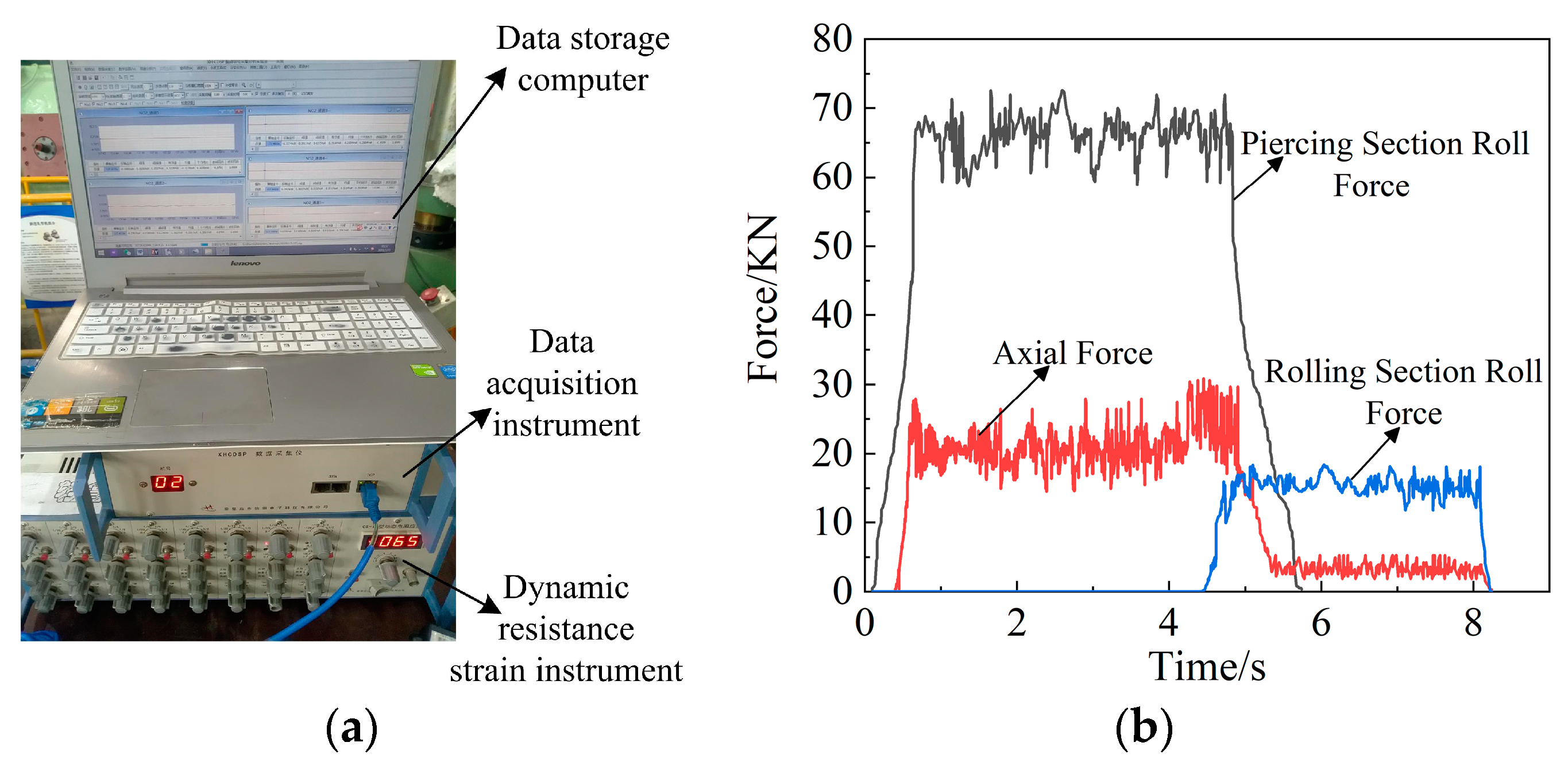
3.1. Introduction of Experimental Equipment
3.2. Analysis of the Rolling Process and Rolled Tubes
3.2.1. Rolling Force Detection
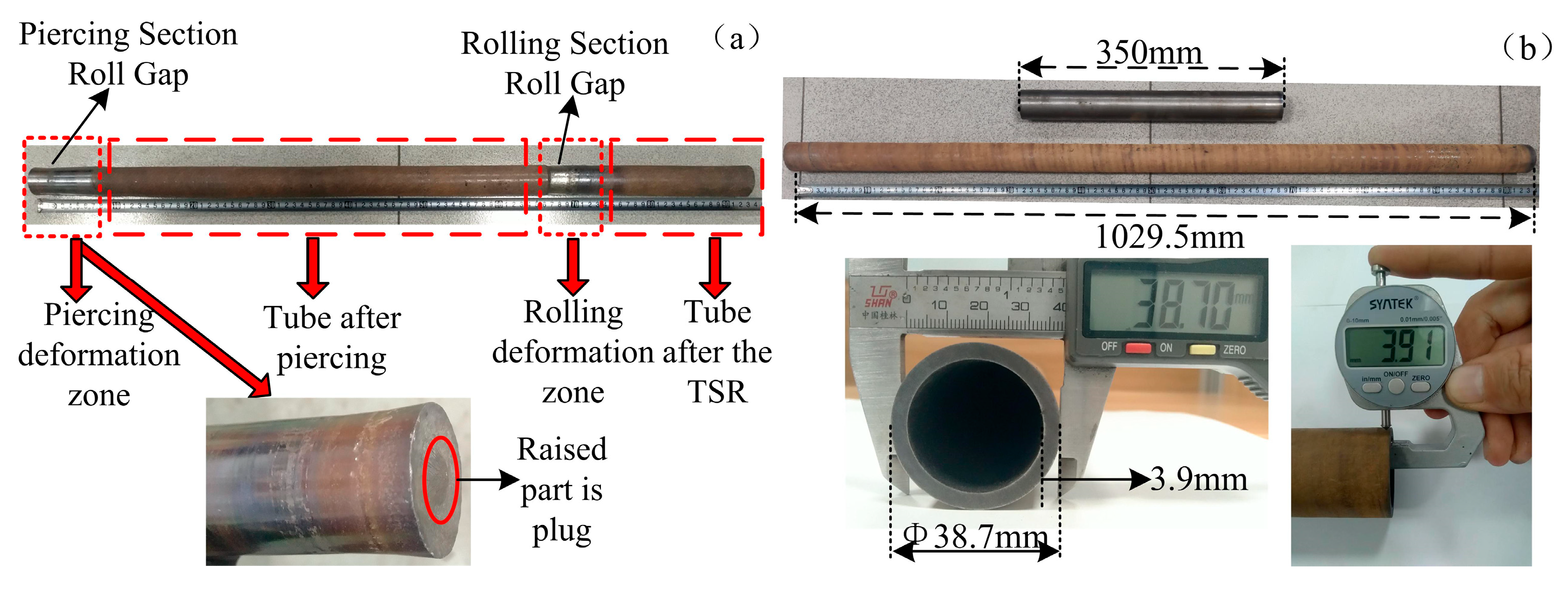
3.2.2. Macroscopic Size Analysis
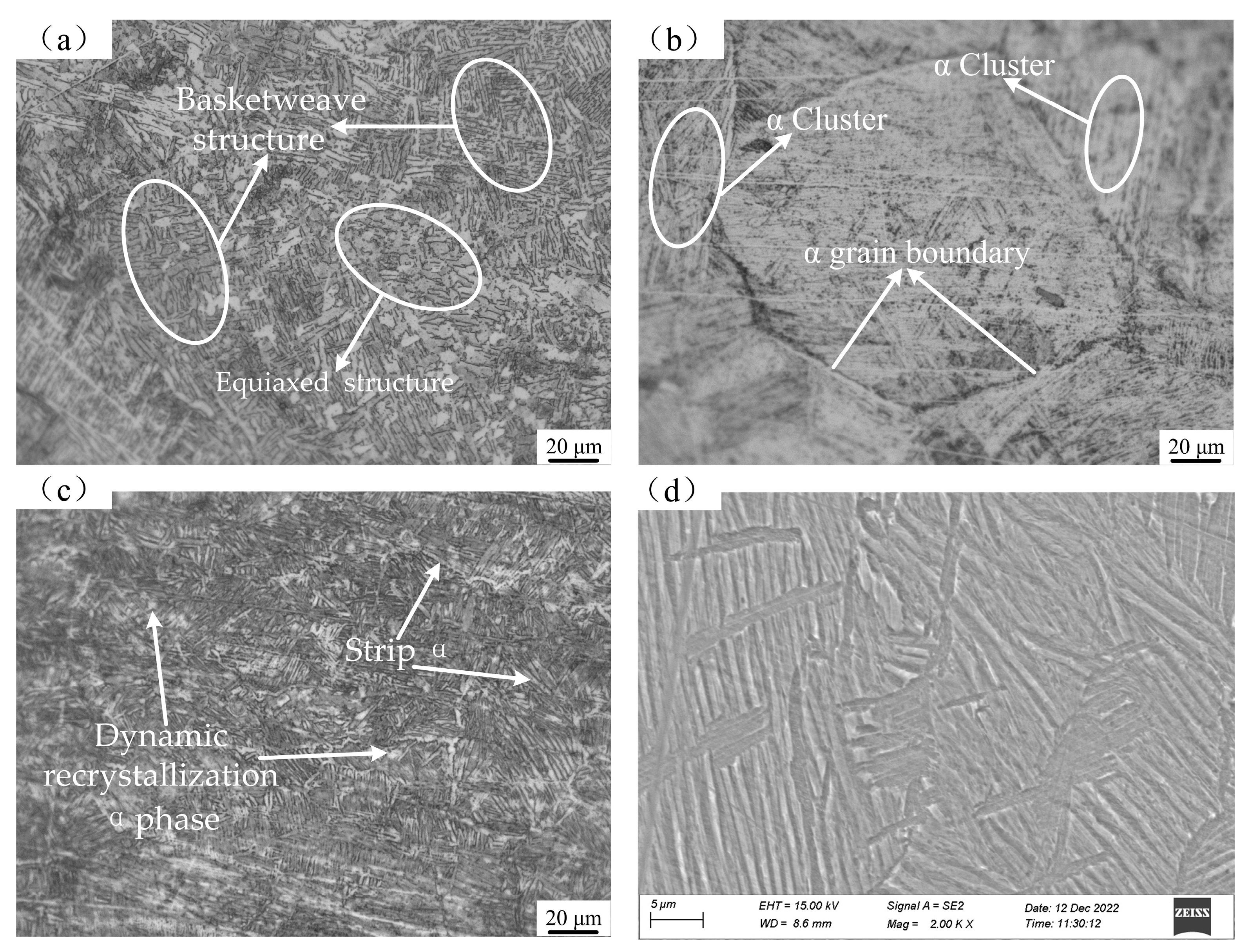
3.2.3. Microstructure Analysis
3.3. Research on Heat Treatment of TC4ELI Tube
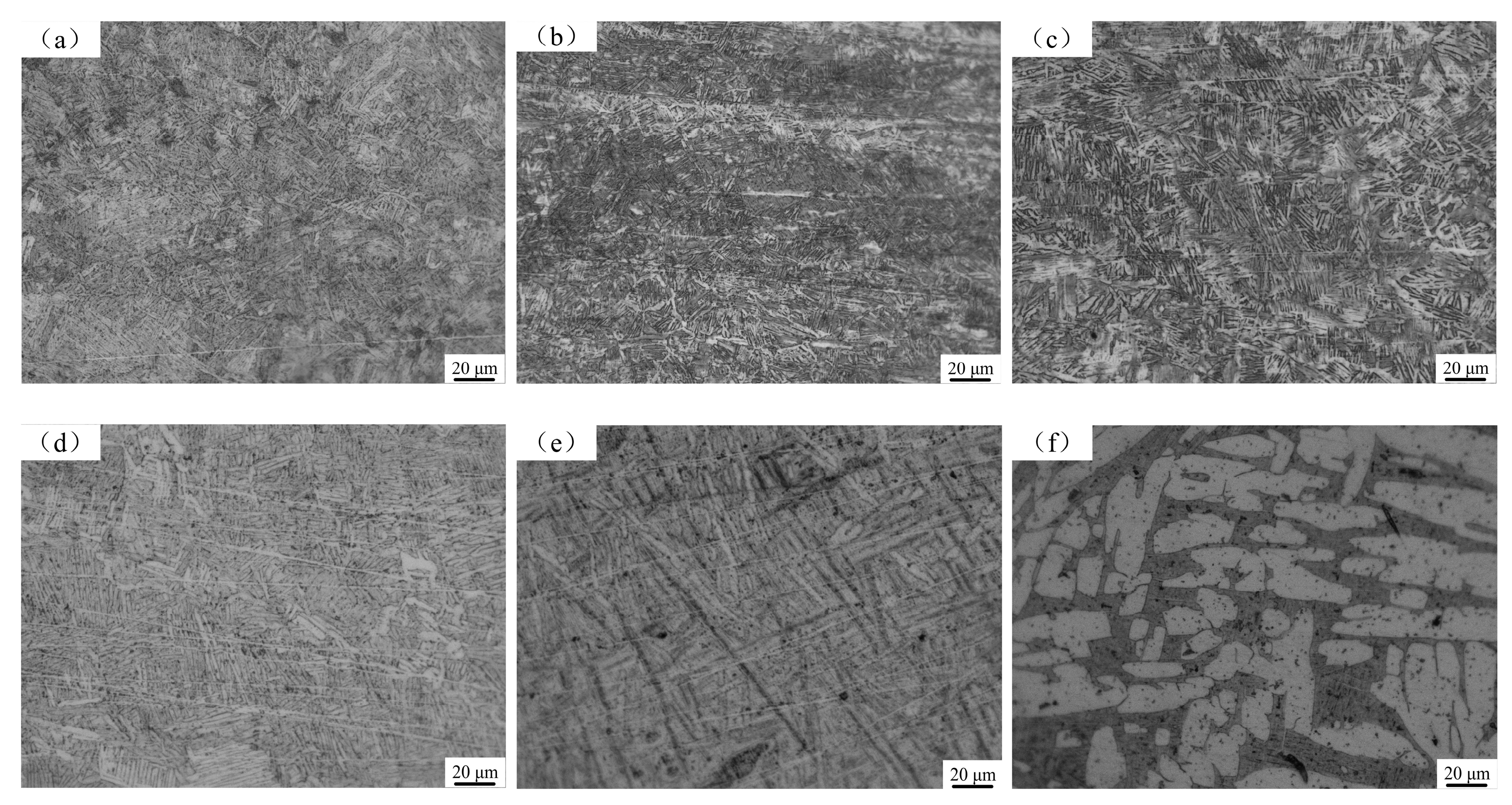
3.3.1. Effect of the Annealing Temperature on the Microstructure
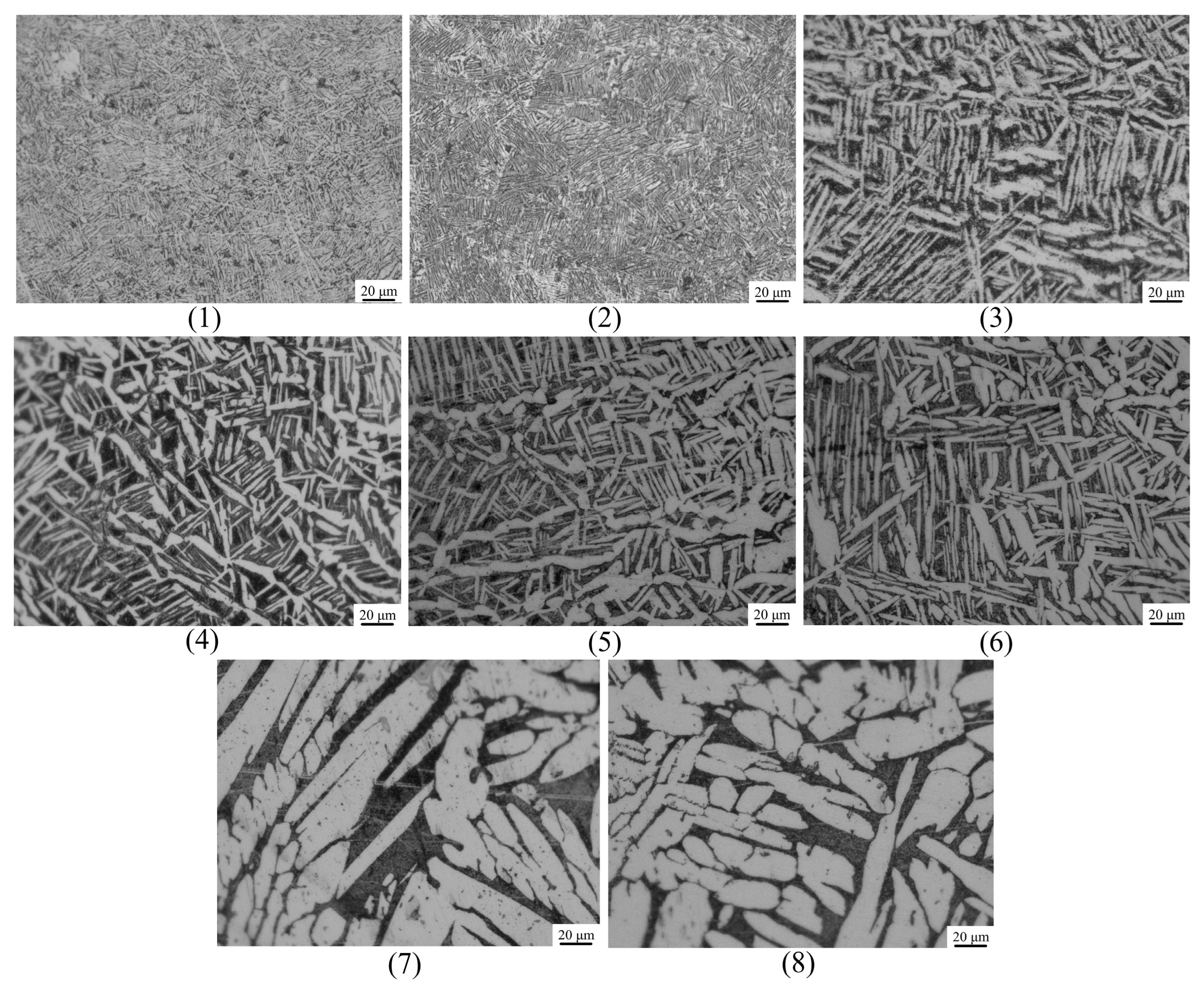
3.3.2. Effect of Solution-Aging on the Microstructure
3.3.3. Hardness Change after the Heat Treatment
4. Conclusions
- (1)
- The optimal parameters for the production of seamless titanium alloy tubes using the TSR process were selected using the finite-element method. The simulation results and field experiments showed that the proposed parameters could produce titanium alloy tubes smoothly.
- (2)
- The seamless titanium alloy tubes prepared using the TSR mill have a uniform wall thickness and achieve a 2.94-times axial extension. The microstructure is completely different from the deformed Widmanstatten microstructure, showing a basketweave structure composed of a uniform and dense strip-like α phase and β transformation phase.
- (3)
- The seamless TC4ELI tubes after heating-preservation-cooling using different heat-treatment systems all present a basketweave structure, but the grain size is different. Combined with the hardness test, it can be seen that the 950 °C annealing and the 950 °C solid solution-525 °C aging scheme have important significance for improving the hardness of seamless titanium alloy tubes produced using the TSR process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guo, L.; He, W.X.; Zhou, P.; Liu, B. Research Status and Development Prospect of Titanium and Titanium Alloy Products in China. Hot Work. Technol. 2020, 49, 22–28. [Google Scholar]
- Zhang, W.G.; Li, Y.Y.; Wang, P.; Yan, W.J.; Dong, X.F. Analysis for the development of titanium alloy casting industry in China. World Nonferr Met. 2019, 21, 199–200. [Google Scholar]
- Zhang, D.W.; Zhao, S.D.; Zhu, C.C.; Zhang, J.; Hu, Y.H.; Duan, L.H. Finite Element Analysis of Piercing Process of Piercing Extrusion for Titanium Alloy Solid Ingots. Rare Metal Mater. Eng. 2016, 45, 86–91. [Google Scholar]
- Ou Yang, D.L.; Cui, X.; Lu, S.Q.; Zhu, H.A.; Du, H.M. Effect of spinning parameters on texture of TC21 titanium alloy cylindrical during spinning. Trans. Mater. Heat Treat. 2021, 42, 143–151. [Google Scholar]
- Liu, W.; Zhang, Y.B.; Hou, Z.J. Research Status of Ti and Ti Alloy Pipe Rolling Technology. Metal World 2019, 6, 5–7. [Google Scholar]
- Wang, C.F.; Xue, J.G.; Zhou, Z.Y.; Ji, B.; Wu, Y.Y.; Zhang, C.X.; Sun, H.M. A preliminary Discussion on Making Ti-alloy OCTG by Using the Floating-Mandril Method. Nonferr Min. Metal. 2015, 31, 34–36. [Google Scholar]
- Wang, H.; He, F.M.; Hu, S.Z.; Guo, H.; Zheng, B.; Chen, Y. Research and Development of Φ610 mm TC4 Big Diameter Titanium Alloy Hot Rolled Seamless Tube. Steel Pipe 2019, 48, 25–30. [Google Scholar]
- Zhang, B.; Sun, Y.; Zhao, S.J.; Liu, J.B.; Yang, Y.C. Titanium Seamless Pipe Rolling Design and Experimental Study. In Proceedings of the 11th China Iron and Steel Annual Conference—S03, Beijing, China, 21–22 November 2017; pp. 854–858. [Google Scholar]
- Yang, Q.; Hui, S.X.; Ye, W.J.; Xu, Z.; Dai, C.; Lin, Y. Effect of ‘Q’ Ratio on Texture Evolution of Ti-3Al-2.5V Alloy Tube during Rolling. Materials 2022, 15, 817. [Google Scholar] [CrossRef] [PubMed]
- Bayona-Carrillo, N.; Bozzolo, N.; Fundenberger, J.J.; Thomas, B.; Camelin, P.; Lenarduzzi, E.; Wagner, F. Effect of Recrystallization on Tensile Behavior, Texture, and Anisotropy of Ti-3Al-2.5 V Cold Pilgered Tubes. Advan. Eng. Mater. 2011, 13, 383–387. [Google Scholar] [CrossRef]
- Zhang, F.P. The Research on the Production and High Temperature Properties for the TA22 φ8 mm × 1 mm Titanium Alloy Tube. Master’s Thesis, Xi’an University of Architecture and Technology, Xi’an, China, 2019. [Google Scholar]
- Mao, F.; Wang, F.; Shuang, Y.; Hu, J.H.; Chen, J.X. Deformation Behavior and Experiments on a Light Alloy Seamless Tube via a Tandem Skew Rolling Process. Metals 2020, 10, 59. [Google Scholar] [CrossRef] [Green Version]
- Mao, F.L.; Shuang, Y.H.; Wang, Q.H.; Wang, F.J. Effect of process parameters on rolling force and dimensional precision of tubes rolled by tandem skew rolling process. J. Plast. Eng. 2018, 25, 108–114. [Google Scholar]
- Pater, Z.; Tomczak, J.; Bulzak, T.; Wojcik, Ł.; Skripalenko, M.M. Prediction of ductile fracture in skew rolling processes. J. Mach. Tools Manuf. 2021, 163, 103706. [Google Scholar] [CrossRef]
- Ding, X.F.; Shuang, Y.H.; Shi, Y.P. Study on Process Parameters of Skew Rolling Piercing of Magnesium Alloy. Hot Work. Technol. 2017, 46, 146–149. [Google Scholar]
- Wang, F.J.; Mao, F.L.; Shuang, Y.H.; Chen, J.X.; Hu, J.H.; Wang, Q.H. Kinematic analysis and experiment research on tandem skew rolling process for tube. Forg. Stamp. Technol. 2021, 46, 215–222. [Google Scholar]
- Babajamali, Z.; Aghadavoudi, F.; Farhatnia, F. Pareto multi-objective optimization of tandem cold rolling settings for reductions and inter stand tensions using NSGA-II. ISA Trans. 2022, 130, 399–408. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.X.; Mao, F.L.; Shuang, Y.H.; Wang, F.J.; Wang, Q.H.; Chen, C. Finite element simulation and experiment study on tandem skew rolling process of tube. For. Stamp. Technol. 2019, 44, 101–108. [Google Scholar]
- Huang, D.M.; Tang, J.; Yang, X.M. Preparation Methods of Metallographic Samples of Different Types of Titanium and Titanium Alloys. Ph Test. Chem. Anal. 2021, 57, 34–39. [Google Scholar]
- Yadav., P.; Saxena, K.K. Effect of heat-treatment on microstructure and mechanical properties of Ti alloys: An overview. Mater. Today Proceed. 2020, 26, 2546–2557. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Piercing Section | Rolling Section | ||||||
|---|---|---|---|---|---|---|---|---|
| parameter | Feed angle /deg | Plug advance /mm | Roller gap /mm | Roller speed /rpm | Feed angle /deg | Entrance face angle /deg | Roller gap /mm | Roller speed /rpm |
| Range of Parameters | 7–8 | 15–25 | 34–37 | 169 | 8–10 | 4 | 37–39 | <200 |
| Specimen | Element % | |||||||
|---|---|---|---|---|---|---|---|---|
| Fe | C | N | O | Ni | Al | Mo | V | |
| TC4ELI | 0.207 | 0.006 | 0.019 | 0.12 | - | 6.26 | - | 4.27 |
| Scheme | Solution Temperature/°C | Solution Time/h | Cooling Mode | Aging Temperature/°C | Aging Time/h | Cooling Mode |
|---|---|---|---|---|---|---|
| (1) | 650 | 1 | WC | 525 | 4 | AC |
| (2) | 780 | 1 | WC | 525 | 4 | AC |
| (3) | 910 | 1 | WC | 465 | 4 | AC |
| (4) | 910 | 1 | WC | 525 | 4 | AC |
| (5) | 910 | 1 | WC | 525 | 8 | AC |
| (6) | 910 | 1 | WC | 585 | 4 | AC |
| (7) | 950 | 1 | WC | 525 | 4 | AC |
| (8) | 950 | 1 | WC | 585 | 4 | AC |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Chen, J.; Shuang, Y.; Li, C. Short-Flow Rolling Process and Heat Treatment of Seamless Titanium Alloy Tube. Metals 2023, 13, 527. https://doi.org/10.3390/met13030527
Chen C, Chen J, Shuang Y, Li C. Short-Flow Rolling Process and Heat Treatment of Seamless Titanium Alloy Tube. Metals. 2023; 13(3):527. https://doi.org/10.3390/met13030527
Chicago/Turabian StyleChen, Chen, Jianxun Chen, Yuanhua Shuang, and Chao Li. 2023. "Short-Flow Rolling Process and Heat Treatment of Seamless Titanium Alloy Tube" Metals 13, no. 3: 527. https://doi.org/10.3390/met13030527