
Impact of Isothermal Aging on Mechanical Properties of 92.8%Sn-3%Ag-0.5%Cu-3.3%Bi (Cyclomax) Solder Joints

Abstract
:1. Introduction
2. Experimental Procedure
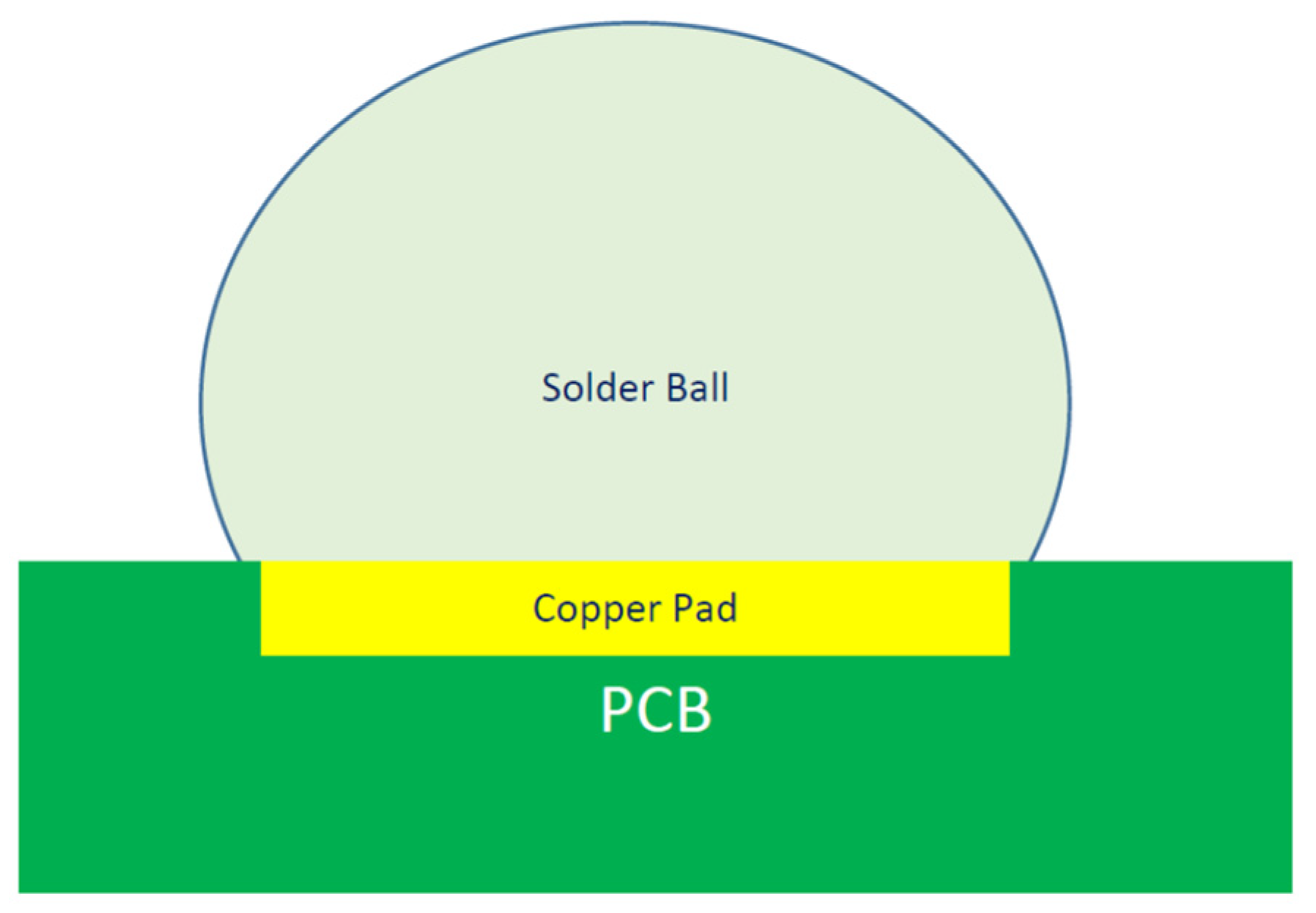
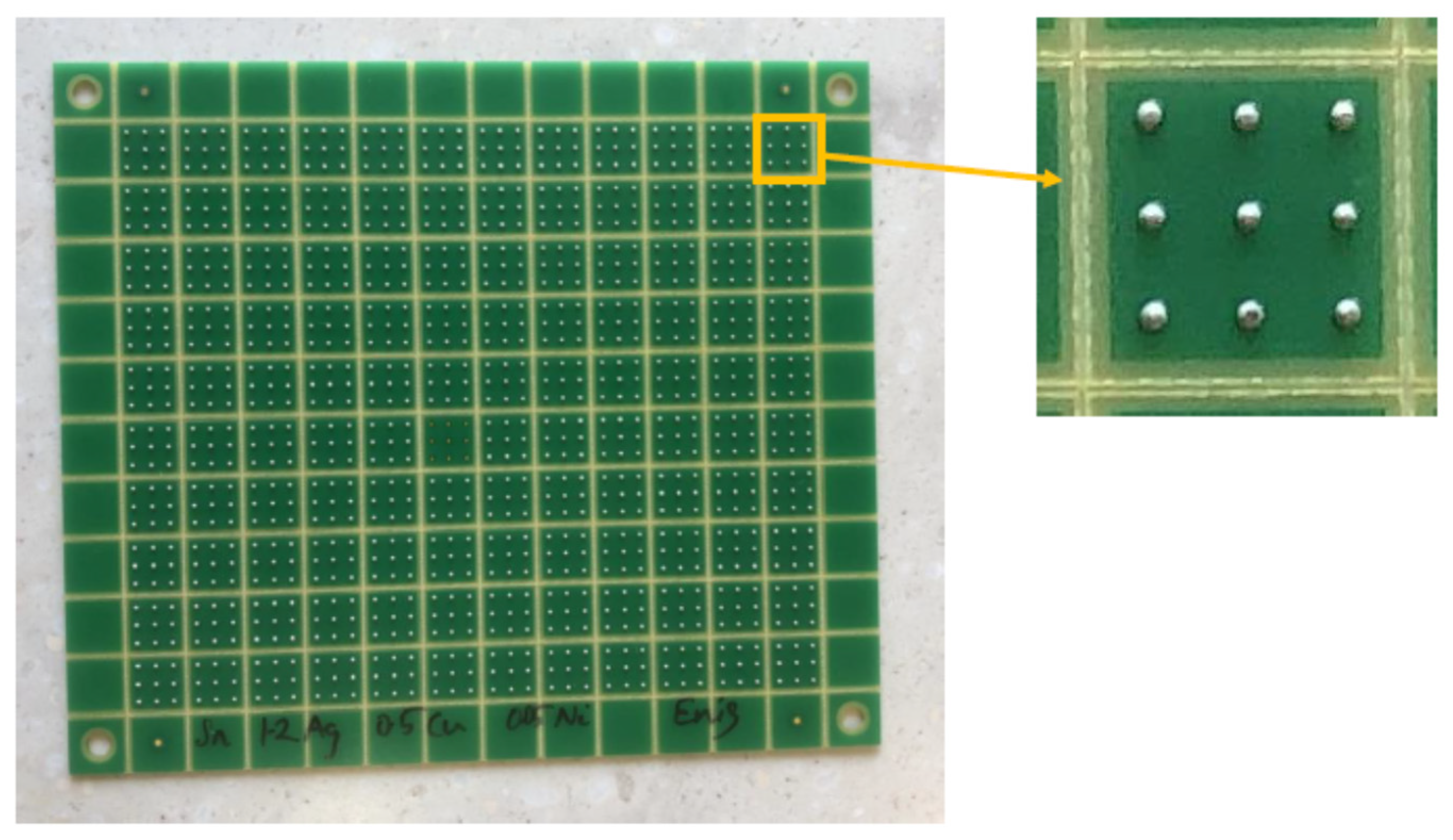
2.1. Sample Preparation
2.2. Thermal Aging
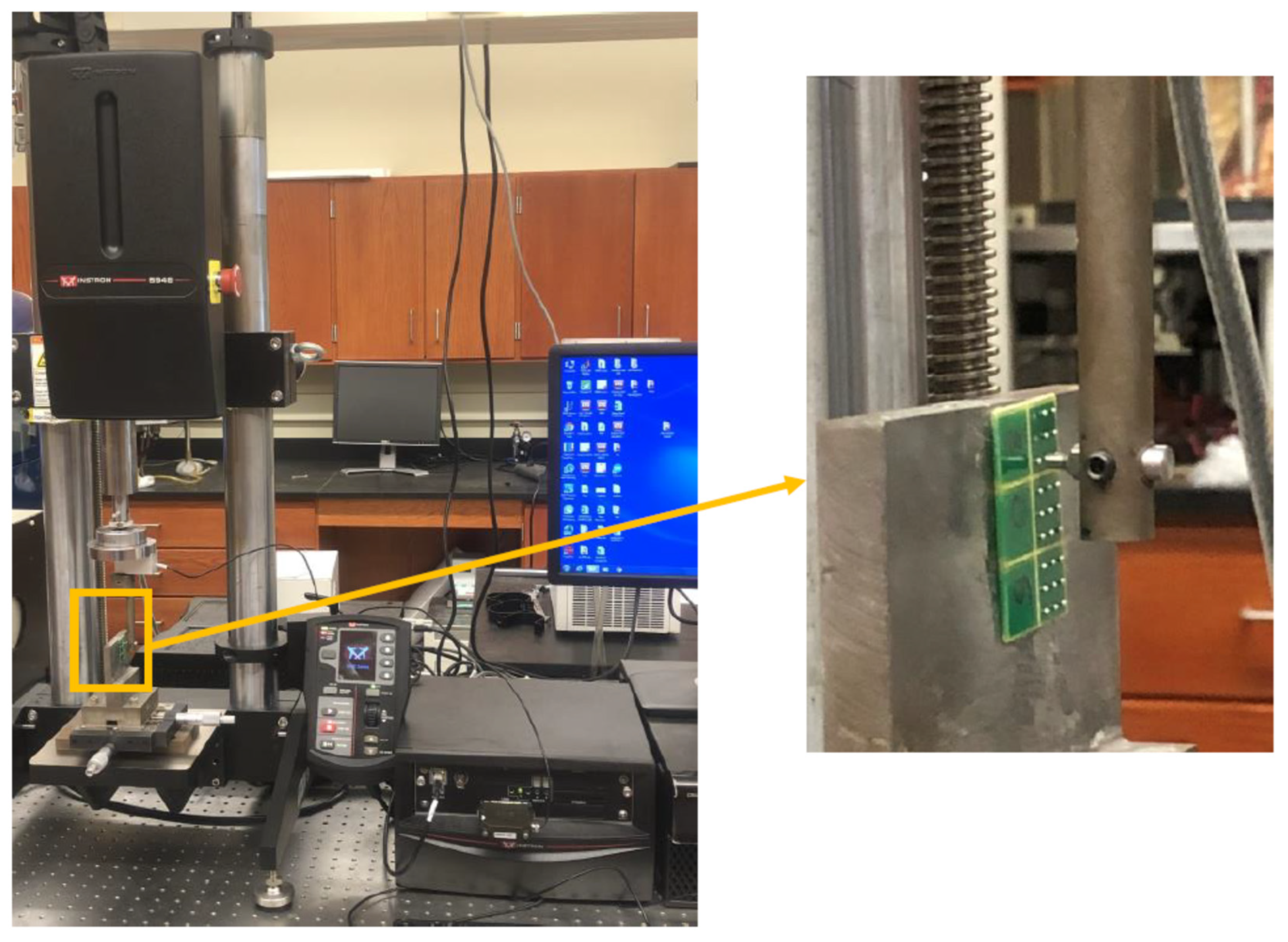
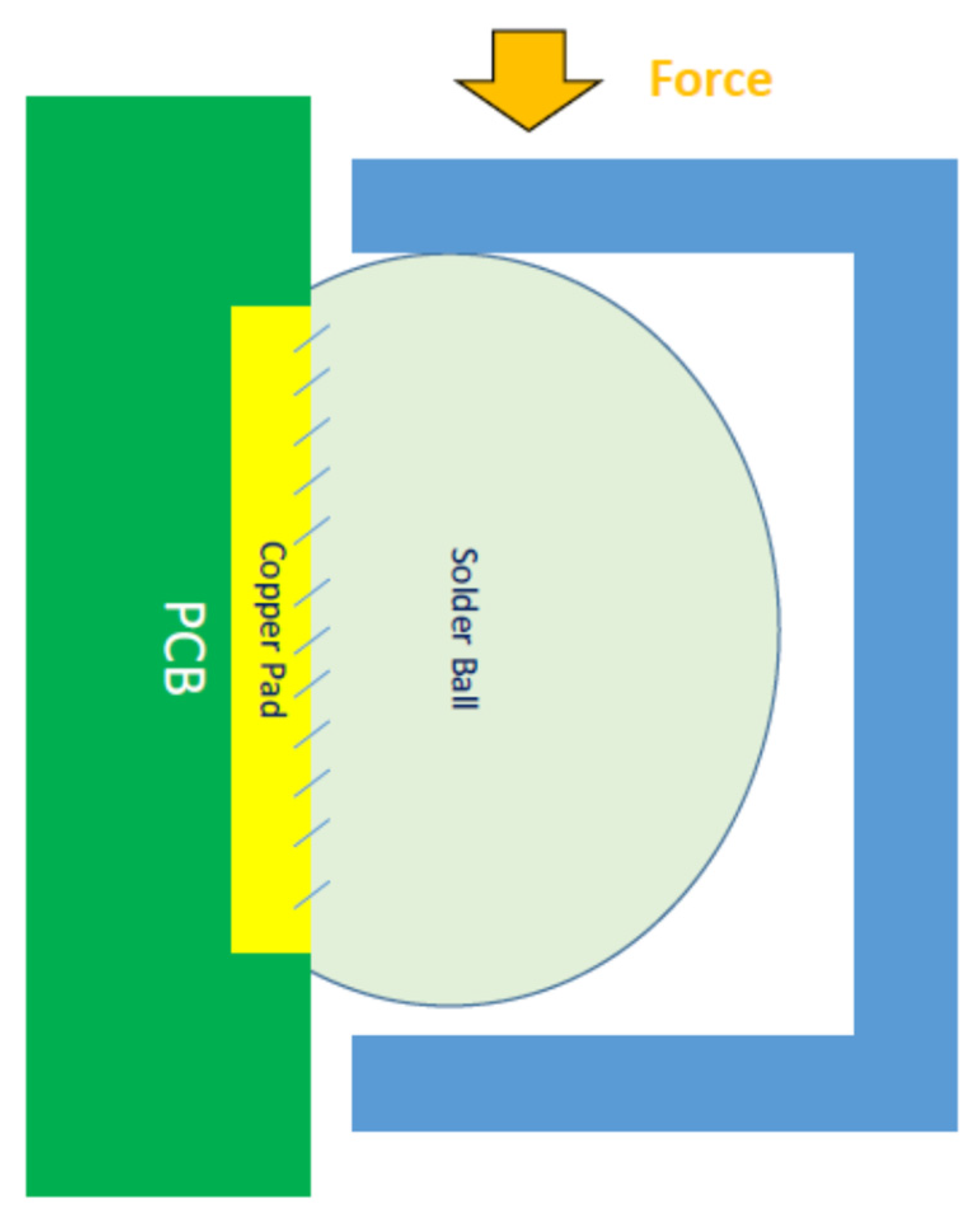
2.3. Shear Strength Test
3. Results and Discussion
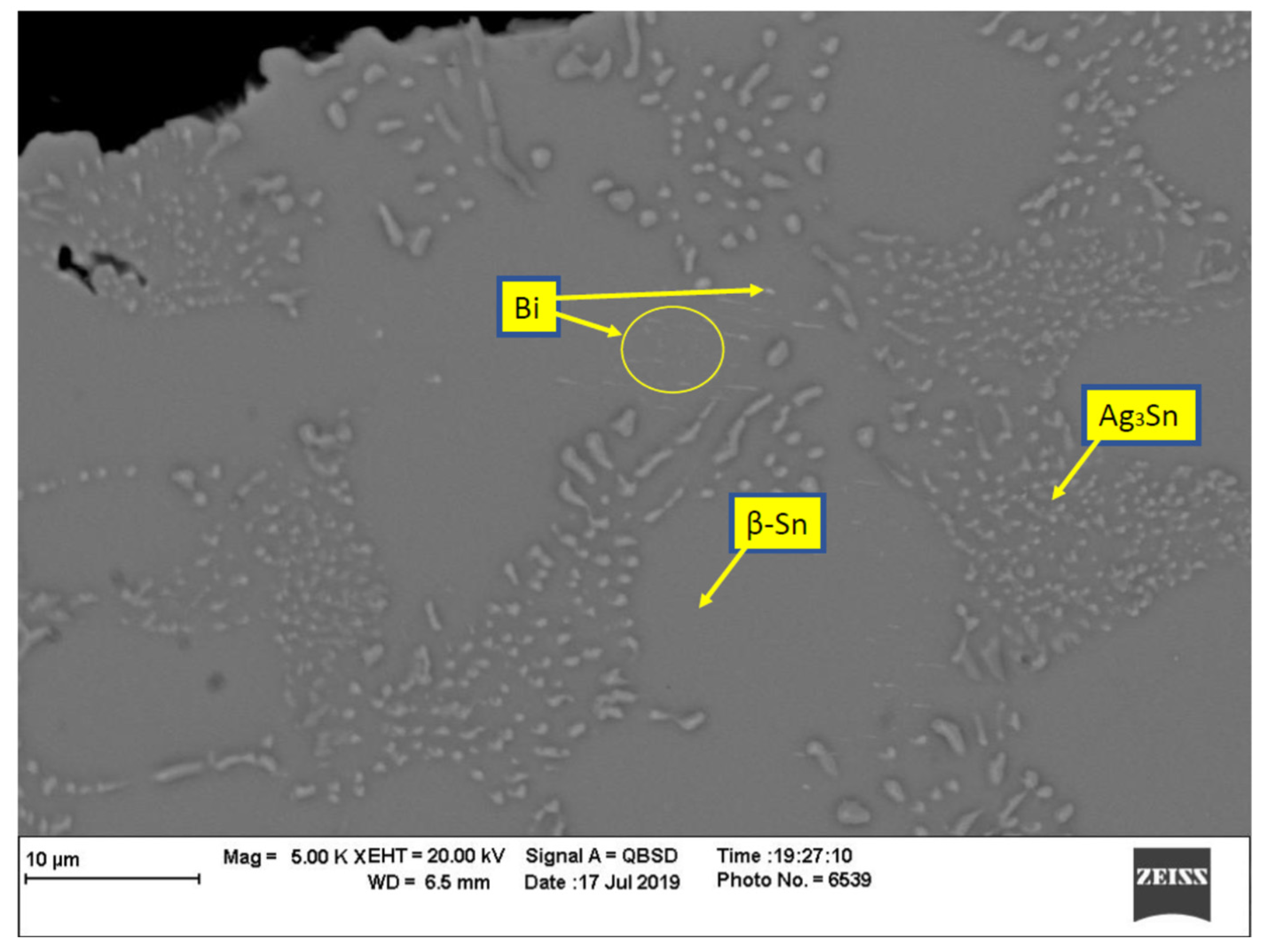
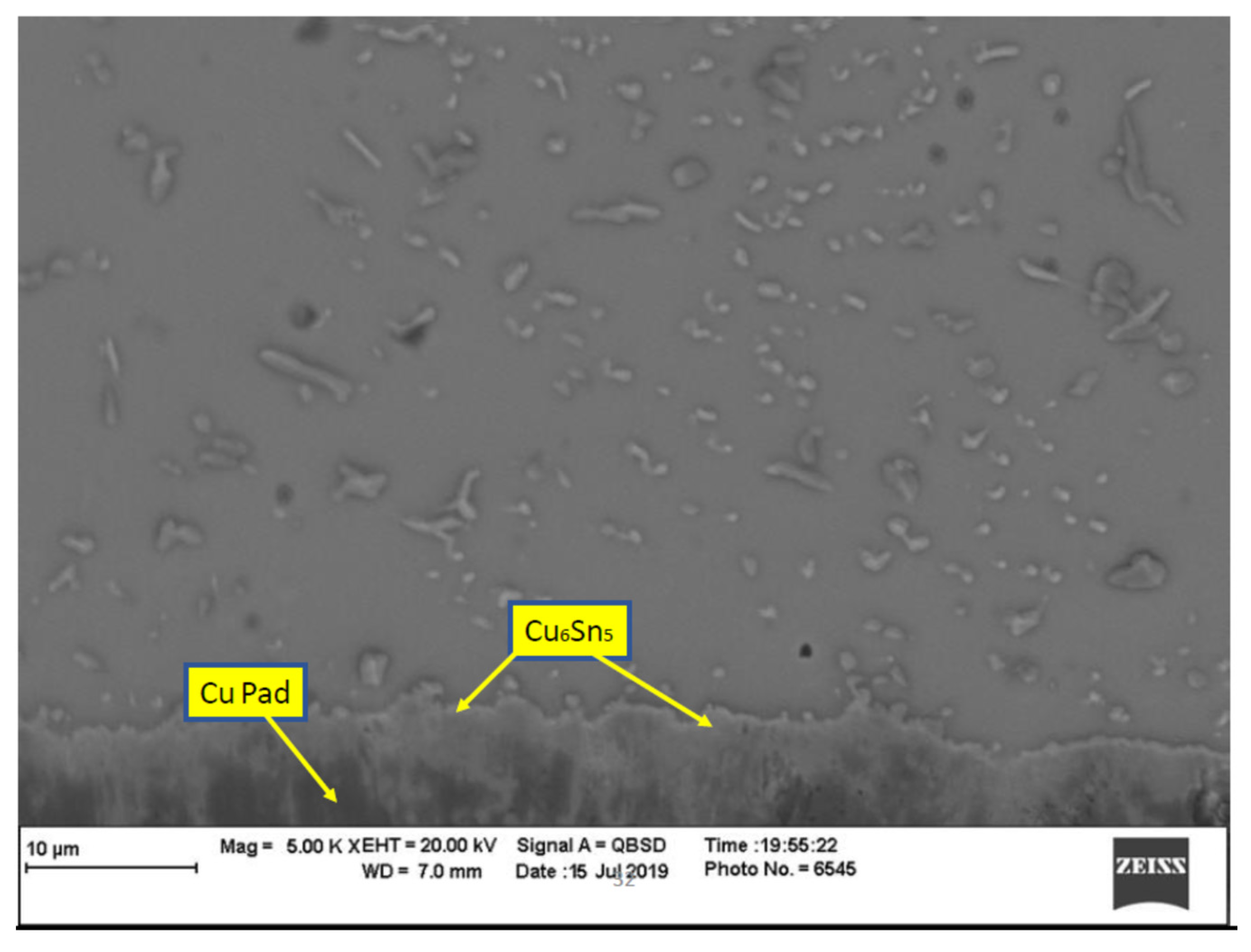
3.1. Effect of Thermal Aging on the Cyclomax Microstructure
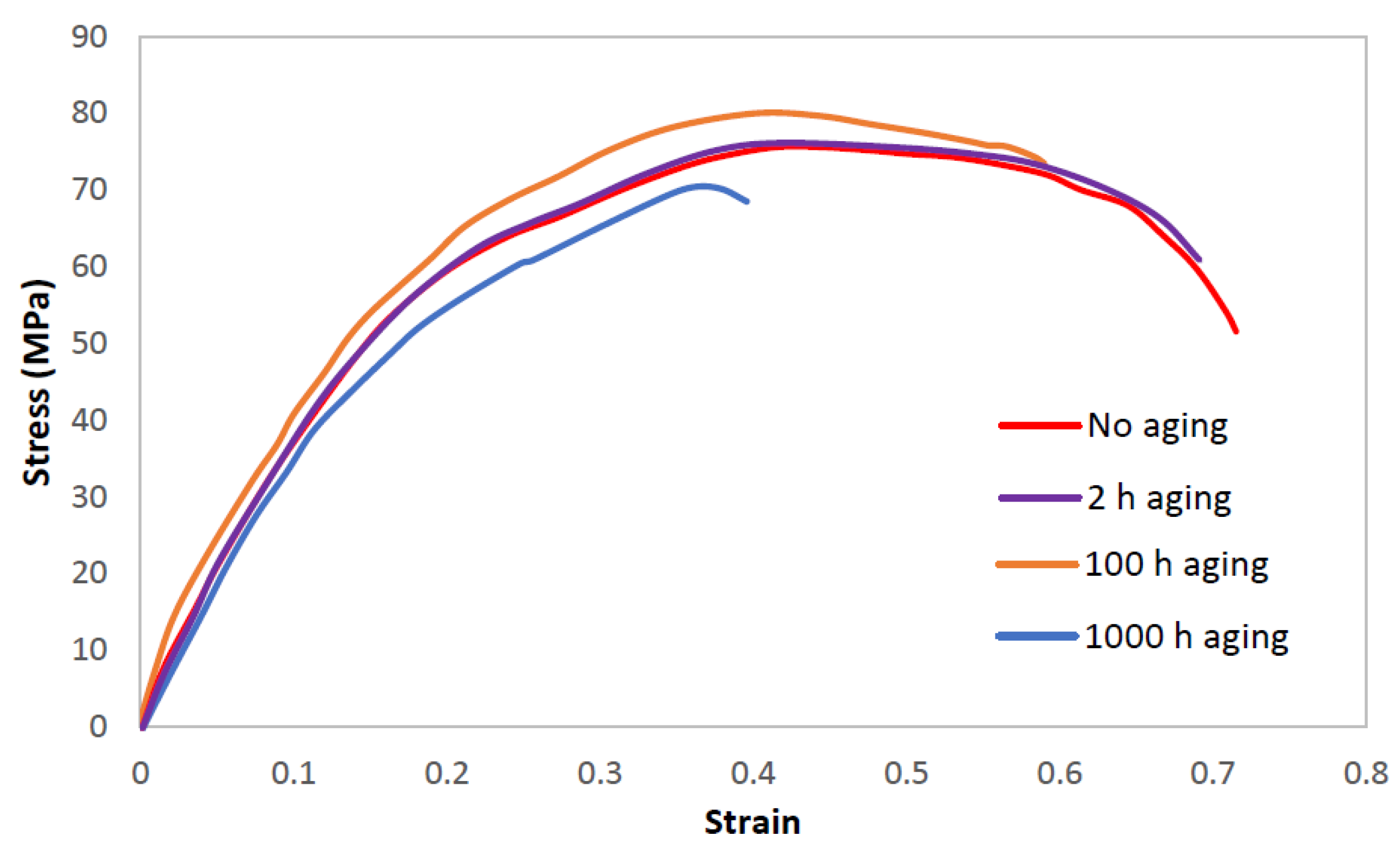
3.2. Mechanical Properties of Thermally Aged Cyclomax
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Erinc, M.; Schreurs, P.J.G.; Geers, M.G.D. Integrated numerical–experimental analysis of interfacial fatigue fracture in SnAgCu solder joints. Int. J. Solids Struct. 2007, 44, 5680–5694. [Google Scholar] [CrossRef] [Green Version]
- Arfaei, B.; Tashtoush, T.; Kim, N.; Wentlent, L.; Cotts, E.; Borgesen, P. Dependence of SnAgCu solder joint properties on solder microstructure. In Proceedings of the 2011 IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 31 May–3 June 2011; pp. 125–132. [Google Scholar]
- Snugovsky, P.; Arrowsmith, P.; Romansky, M. Electroless Ni/immersion Au interconnects: Investigation of black pad in wire bonds and solder joints. J. Electron. Mater. 2001, 30, 1262–1270. [Google Scholar] [CrossRef]
- Liu, C.Y.; Chen, C.; Mal, A.K.; Tu, K.N. Direct correlation between mechanical failure and metallurgical reaction in flip chip solder joints. J. Appl. Phys. 1999, 85, 3882–3886. [Google Scholar] [CrossRef]
- Bani Hani, D.; Al-Athamneh, R.; Aljarrah, M.; Hamasha, S. Shear strength degradation modeling of lead-free solder joints at different isothermal aging conditions. J. Microelectron. Electron. Packag. 2021, 18, 137–144. [Google Scholar] [CrossRef]
- Kim, D.W.; Kong, M.; Jeong, U. Interface design for stretchable electronic devices. Adv. Sci. 2021, 8, 2004170. [Google Scholar] [CrossRef]
- Tummala, R.R. Electronic packaging research and education in the 21st century at PRC. In Proceedings of the 2nd 1998 IEMT/IMC Symposium (IEEE Cat. No.98EX225), Tokyo, Japan, 15–17 April 1998; pp. 185–194. [Google Scholar]
- Li, Y.; Wang, Z.; Li, X.; Hu, X.; Lei, M. Growth behavior of IMCs layer of the Sn–35Bi–1Ag on Cu, Ni–P/Cu and Ni–Co–P/Cu substrates during aging. J. Mater. Sci. Mater. Electron. 2019, 30, 1519–1530. [Google Scholar] [CrossRef]
- Jiang, N.; Zhang, L.; Liu, Z.Q.; Sun, L.; Long, W.M.; He, P.; Xiong, M.; Zhao, M. Reliability issues of lead-free solder joints in electronic devices. Sci. Technol. Adv. Mater. 2019, 20, 876–901. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ma, H.; Suhling, J.C.; Lall, P.; Bozack, M.J. Reliability of the aging lead free solder joint. In Proceedings of the 56th Electronic Components and Technology Conference 2006, San Diego, CA, USA, 30 May–2 June 2006; pp. 16–20. [Google Scholar]
- Kang, S.K.; Choi, W.K.; Yim, M.J.; Shih, D.Y. Studies of the mechanical and electrical properties of lead-free solder joints. J. Electron. Mater. 2002, 31, 1292–1303. [Google Scholar] [CrossRef]
- Artaki, I.; Jackson, A.M.; Vianco, P.T. Evaluation of lead-free solder joints in electronic assemblies. J. Electron. Mater. 1994, 23, 757–764. [Google Scholar] [CrossRef]
- Andersson, C.; Lai, Z.; Liu, J.; Jiang, H.; Yu, Y. Comparison of isothermal mechanical fatigue properties of lead-free solder joints and bulk solders. Mater. Sci. Eng. A 2005, 394, 20–27. [Google Scholar] [CrossRef]
- Lee, H.T.; Lin, H.S.; Lee, C.S.; Chen, P.W. Reliability of Sn–Ag–Sb lead-free solder joints. Mater. Sci. Eng. A 2005, 407, 36–44. [Google Scholar] [CrossRef]
- Amalu, E.H.; Ekere, N.N. High temperature reliability of lead-free solder joints in a flip chip assembly. J. Mater. Process. Technol. 2012, 212, 471–483. [Google Scholar] [CrossRef]
- Swenson, D. The effects of suppressed beta tin nucleation on the microstructural evolution of lead-free solder joints. In Lead-Free Electronic Solders; Springer: Boston, MA, USA, 2006; pp. 39–54. [Google Scholar]
- Lee, H.; Kim, C.; Heo, C.; Kim, C.; Lee, J.-H.; Kim, Y. Effect of solder resist dissolution on the joint reliability of ENIG surface and Sn-Ag-Cu solder. Microelectron. Reliab. 2018, 87, 75–80. [Google Scholar] [CrossRef]
- Zhu, Y.; Li, X.; Gao, R.; Wang, C. Effect of hold time on the mechanical fatigue failure behavior of lead-free solder joint under high temperature. J. Mater. Sci. 2014, 25, 3863–3869. [Google Scholar] [CrossRef]
- Motalab, M.; Cai, Z.; Suhling, J.C.; Zhang, J.; Evans, J.L.; Bozack, M.J.; Lall, P. Improved predictions of lead-free solder joint reliability that include aging effects. In Proceedings of the 2012 IEEE 62nd Electronic Components and Technology Conference, San Diego, CA, USA, 29 May–1 June 2012; pp. 513–531. [Google Scholar]
- Mustafa, M.; Suhling, J.C.; Lall, P. Experimental determination of fatigue behavior of lead free solder joints in microelectronic packaging subjected to isothermal aging. Microelectron. Reliab. 2016, 56, 136–147. [Google Scholar] [CrossRef]
- George, E.; Das, D.; Osterman, M.; Pecht, M. Thermal cycling reliability of lead-free solders (SAC305 and Sn3. 5Ag) for high-temperature applications. IEEE Trans. Device Mater. Reliab. 2011, 11, 328–338. [Google Scholar] [CrossRef] [Green Version]
- Shnawah, D.A.; Sabri, M.F.M.; Badruddin, I.A. A review on thermal cycling and drop impact reliability of SAC solder joint in portable electronic products. Microelectron. Reliab. 2012, 52, 90–99. [Google Scholar] [CrossRef]
- Zhang, J.; Hai, Z.; Thirugnanasambandam, S.; Evans, J.L.; Bozack, M.J.; Zhang, Y.; Suhling, J.C. Thermal aging effects on the thermal cycling reliability of lead-free fine pitch packages. IEEE Trans. Compon. Packag. Manuf. Technol. 2013, 3, 1348–1357. [Google Scholar] [CrossRef]
- Liu, F.; Meng, G. Random vibration reliability of BGA lead-free solder joint. Microelectron. Reliab. 2014, 54, 226–232. [Google Scholar] [CrossRef]
- Che, F.X.; Pang, J.H. Study on reliability of PQFP assembly with lead free solder joints under random vibration test. Microelectron. Reliab. 2015, 55, 2769–2776. [Google Scholar] [CrossRef]
- Ren, F.; Nah, J.W.; Tu, K.N.; Xiong, B.; Xu, L.; Pang, J.H. Electromigration induced ductile-to-brittle transition in lead-free solder joints. Appl. Phys. Lett. 2006, 89, 141914. [Google Scholar] [CrossRef]
- Chen, C.; Liang, S.W. Electromigration issues in lead-free solder joints. In Lead-Free Electronic Solders; Springer: Boston, MA, USA, 2006; pp. 259–268. [Google Scholar]
- Yang, X.; Xiao, F.; Wang, W. Effect of Ag content on the tensile properties and microstructure of SAC305 solder alloy. J. Mater. Sci. Mater. Electron. 2018, 29, 8265–8276. [Google Scholar]
- Wu, H.; Yu, H.; Guo, F.; Li, S. The effect of Cu content on the mechanical properties of Sn-3.0Ag-xCu lead-free solder alloys. J. Mater. Sci. Mater. Electron. 2017, 28, 1739–1748. [Google Scholar]
- Wang, Y.; Zhou, L.; Li, B.; Liu, Y. Effect of Cu content on the microstructure and tensile properties of Sn-Ag-Cu lead-free solder alloys. J. Mater. Sci. Mater. Electron. 2019, 30, 4744–4754. [Google Scholar]
- Lin, C.C.; Hsieh, C.C.; Tsai, M.H. Effect of Ag content on the microstructure and mechanical properties of Sn-Ag-Cu solder alloys. J. Mater. Sci. Mater. Electron. 2019, 30, 5276–5286. [Google Scholar]
- Yi, S.; Zhou, B.; Cai, Z. Effects of Zn on the microstructure and mechanical properties of Sn-Ag-Cu based lead-free solder alloys. J. Mater. Sci. Mater. Electron. 2018, 29, 10787–10796. [Google Scholar]
- Guan, R.; Wang, C.; Zhang, F.; Zhou, J. Effect of Ag content on the fatigue behavior of Sn-Ag-Cu lead-free solder alloys. J. Mater. Sci. Mater. Electron. 2018, 29, 3156–3165. [Google Scholar]
- Zhang, Y.; Zheng, Z.; Cui, H.; Chen, Y.; Zhou, S. Effects of Ni content on the microstructure, mechanical properties and reliability of Sn-3.5Ag-0.5Cu-xNi solder alloys. J. Mater. Sci. Mater. Electron. 2019, 30, 15315–15328. [Google Scholar]
- Long, X.; Tang, W.; Wang, S.; He, X.; Yao, Y. Annealing effect to constitutive behavior of Sn–3.0 Ag–0.5 Cu solder. J. Mater. Sci. Mater. Electron. 2018, 29, 7177–7187. [Google Scholar] [CrossRef]
- Long, X.; Wang, S.; Feng, Y.; Yao, Y.; Keer, L.M. Annealing effect on residual stress of Sn-3.0 Ag-0.5 Cu solder measured by nanoindentation and constitutive experiments. Mater. Sci. Eng. A 2017, 696, 90–95. [Google Scholar] [CrossRef] [Green Version]
- Long, X.; Wang, S.; He, X.; Yao, Y. Annealing optimization for tin–lead eutectic solder by constitutive experiment and simulation. J. Mater. Res. 2017, 32, 3089–3099. [Google Scholar] [CrossRef]
- Akkara, F.J.; Zhao, C.; Athamenh, R.; Su, S.; Abueed, M.; Hamasha, S.; Suhling, J.; Lall, P. Effect of solder sphere alloys and surface finishes on the reliability of lead-free solder joints in accelerated thermal cycling. In Proceedings of the 2018 17th IEEE Intersociety Conference on Thermal and Thermomechanical Phenomena in Electronic Systems (ITherm), San Diego, CA, USA, 29 May–1 June 2018; pp. 1374–1380. [Google Scholar]
- Su, S.; Hamasha, K. Effect of surface finish on the shear properties of SnAgCu-based solder alloys. IEEE Trans. Compon. Packag. Manuf. Technol. 2019, 9, 1473–1485. [Google Scholar]
- Atiqah, A.; Jalar, A.; Bakar, M.A.; Ismail, N. Advancement of printed circuit board (PCB) surface finishes in controlling the intermetallic compound (IMC) growth in solder joints. In Recent Progress in Lead-Free Solder Technology; Springer: Cham, Switzerland, 2022; pp. 217–238. [Google Scholar]
- Belhadi, M.E.A.; Wentlent, L.; Al Athamneh, R.; Hamasha, S.D. Mechanical properties of SAC-Bi solder alloys with aging. In Proceedings of the 2019 SMTA International, Rosemont, IL, USA, 22–26 September 2019; pp. 22–26. [Google Scholar]
- Zhao, J.; Mutoh, Y.; Miyashita, Y.; Mannan, S.L. Fatigue crack-growth behavior of Sn-Ag-Cu and Sn-Ag-Cu-Bi lead-free solders. J. Electron. Mater. 2002, 31, 879–886. [Google Scholar] [CrossRef]
- Rizvi, M.J.; Chan, Y.C.; Bailey, C.; Lu, H.; Islam, M.N. Effect of adding 1 wt% Bi into the Sn–2.8 Ag–0.5 Cu solder alloy on the intermetallic formations with Cu-substrate during soldering and isothermal aging. J. Alloys Compd. 2006, 407, 208–214. [Google Scholar] [CrossRef]
- Lee, J.H.; Kumar, S.; Kim, H.J.; Lee, Y.W.; Moon, J.T. High thermo-mechanical fatigue and drop impact resistant Ni-Bi doped lead free solder. In Proceedings of the 2014 IEEE 64th Electronic Components and Technology Conference (ECTC), Orlando, FL, USA, 27–30 May 2014; pp. 712–716. [Google Scholar]
- Zhao, J.; Qi, L.; Wang, X.M.; Wang, L. Influence of Bi on microstructures evolution and mechanical properties in Sn–Ag–Cu lead-free solder. J. Alloys Compd. 2004, 375, 196–201. [Google Scholar] [CrossRef]
- Gao, L.; Xue, S.; Zhang, L.; Sheng, Z.; Ji, F.; Dai, W.; Yu, S.-l.; Zeng, G. Effect of alloying elements on properties and microstructures of SnAgCu solders. Microelectron. Eng. 2010, 87, 2025–2034. [Google Scholar] [CrossRef]
- Hamasha, K.; Hamasha, M.M.; Hamasha, S. Effect of the thermal aging on the mechanical properties of SAC305. Materials 2022, 15, 2816. [Google Scholar] [CrossRef]
- Kim, H.-J.; Lee, H.-M.; Paik, K.-W. Interfacial reactions and shear strength of SnAgCu/Cu joints with various surface finishes. J. Electron. Mater. 2012, 41, 2435–2442. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| EDXA Phase | at% | wt% |
|---|---|---|
| β-Sn | 95.52, 3.5% Ag, 1% Cu | 96.29, 3.2% Ag, 0.6 Cu |
| Ag3Sn | 78.16% Ag, 21.84% Sn | 76.48% Ag, 23.51% Sn |
| Bi | 98.2% Bi | 98.3% Bi |
| Cu6Sn5 | 57.22% Cu, 42.78% Ag | 41.7% Cu, 58.3% Ag |
| Cu (Cu pad) | 99.2% Cu | 98.8% Cu |
| Modulus of Elasticity (MPa) | Aging Duration |
|---|---|
| 444 | 0 |
| 694 | 100 |
| 357 | 1000 |
| Aging Duration (h) | USS (MPa) | Total Energy (µJ) | Ultimate Energy (µJ) | Shear Yield Strength | Change % USS | Increasing % TE | Increasing % UE |
|---|---|---|---|---|---|---|---|
| 0 | 76.74 | 29.80 | 19.87 | 4.44 | – | – | – |
| 2 | 77.78 | 38.66 | 23.12 | 4.75 | 1.35% | 29.76% | 16.39% |
| 10 | 79.41 | 40.00 | 23.58 | 4.88 | 3.48% | 34.23% | 18.71% |
| 100 | 79.45 | 38.46 | 22.90 | 8.33 | 3.53% | 29.07% | 15.28% |
| 1000 | 70.09 | 16.52 | 14.17 | 5.88 | –8.67% | –44.57% | –28.66% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hamasha, M.M.; Hamasha, K.; Hamasha, S. Impact of Isothermal Aging on Mechanical Properties of 92.8%Sn-3%Ag-0.5%Cu-3.3%Bi (Cyclomax) Solder Joints. Metals 2023, 13, 591. https://doi.org/10.3390/met13030591
Hamasha MM, Hamasha K, Hamasha S. Impact of Isothermal Aging on Mechanical Properties of 92.8%Sn-3%Ag-0.5%Cu-3.3%Bi (Cyclomax) Solder Joints. Metals. 2023; 13(3):591. https://doi.org/10.3390/met13030591
Chicago/Turabian StyleHamasha, Mohammad M., Khozima Hamasha, and Sa’d Hamasha. 2023. "Impact of Isothermal Aging on Mechanical Properties of 92.8%Sn-3%Ag-0.5%Cu-3.3%Bi (Cyclomax) Solder Joints" Metals 13, no. 3: 591. https://doi.org/10.3390/met13030591