

Fabrication of Mn–Co Alloys Electrodeposited on AISI 430 Ferritic Stainless Steel for SOFC Interconnect Applications

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
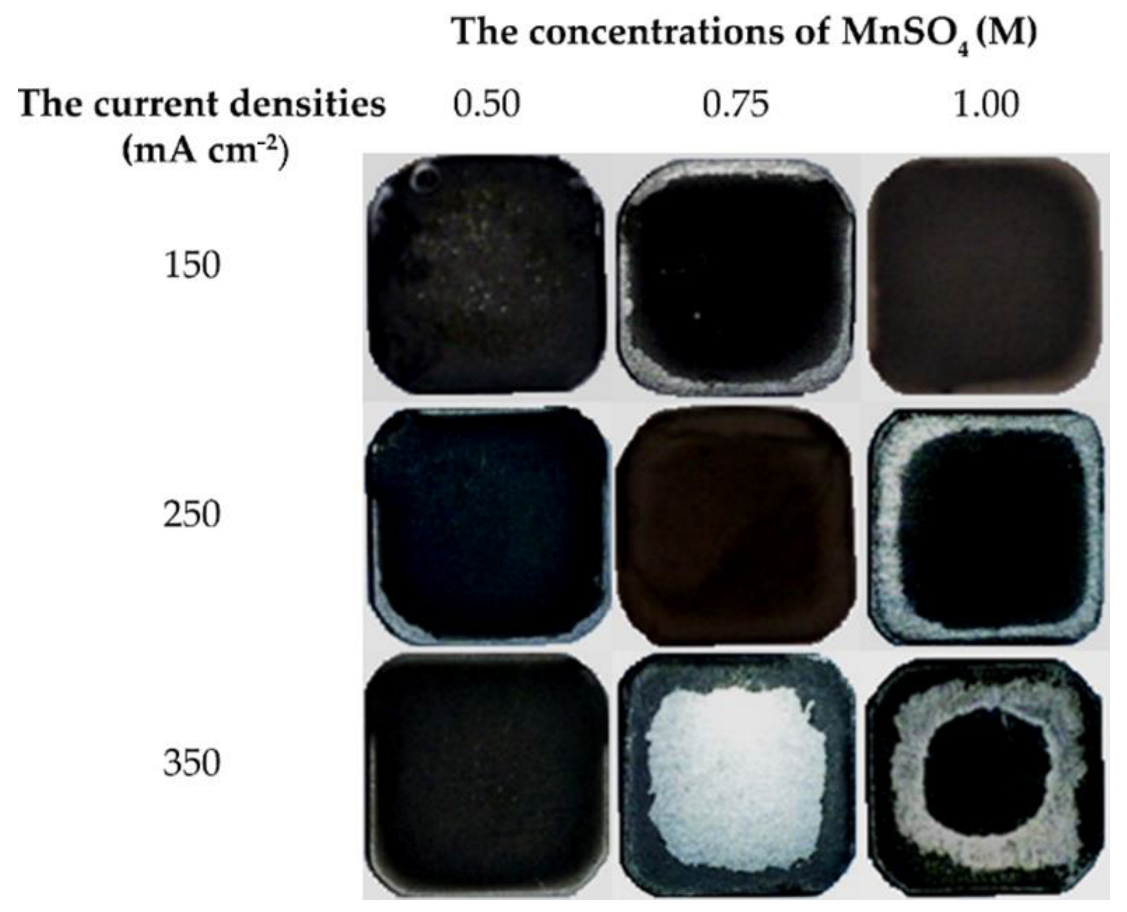
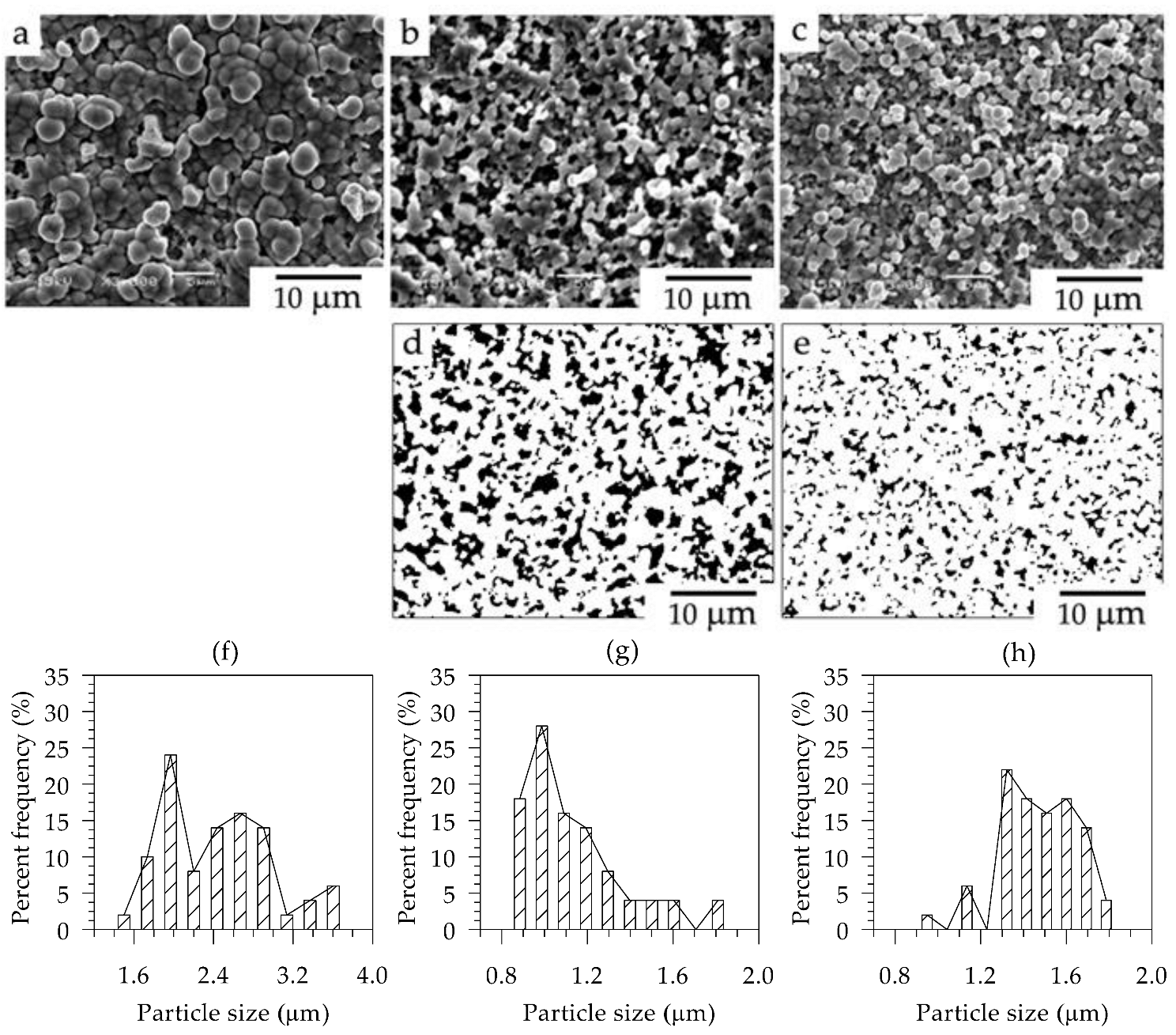
3.1. Surface Morphology of the As–Coated Sample
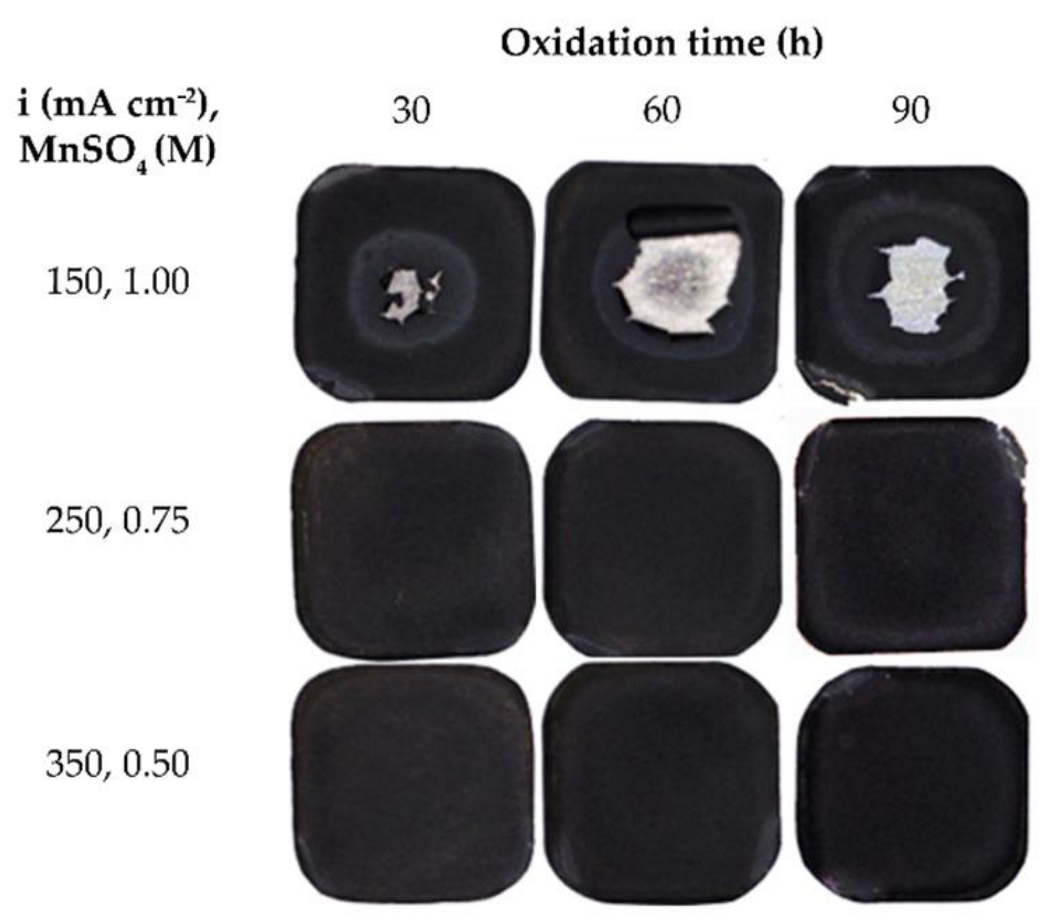
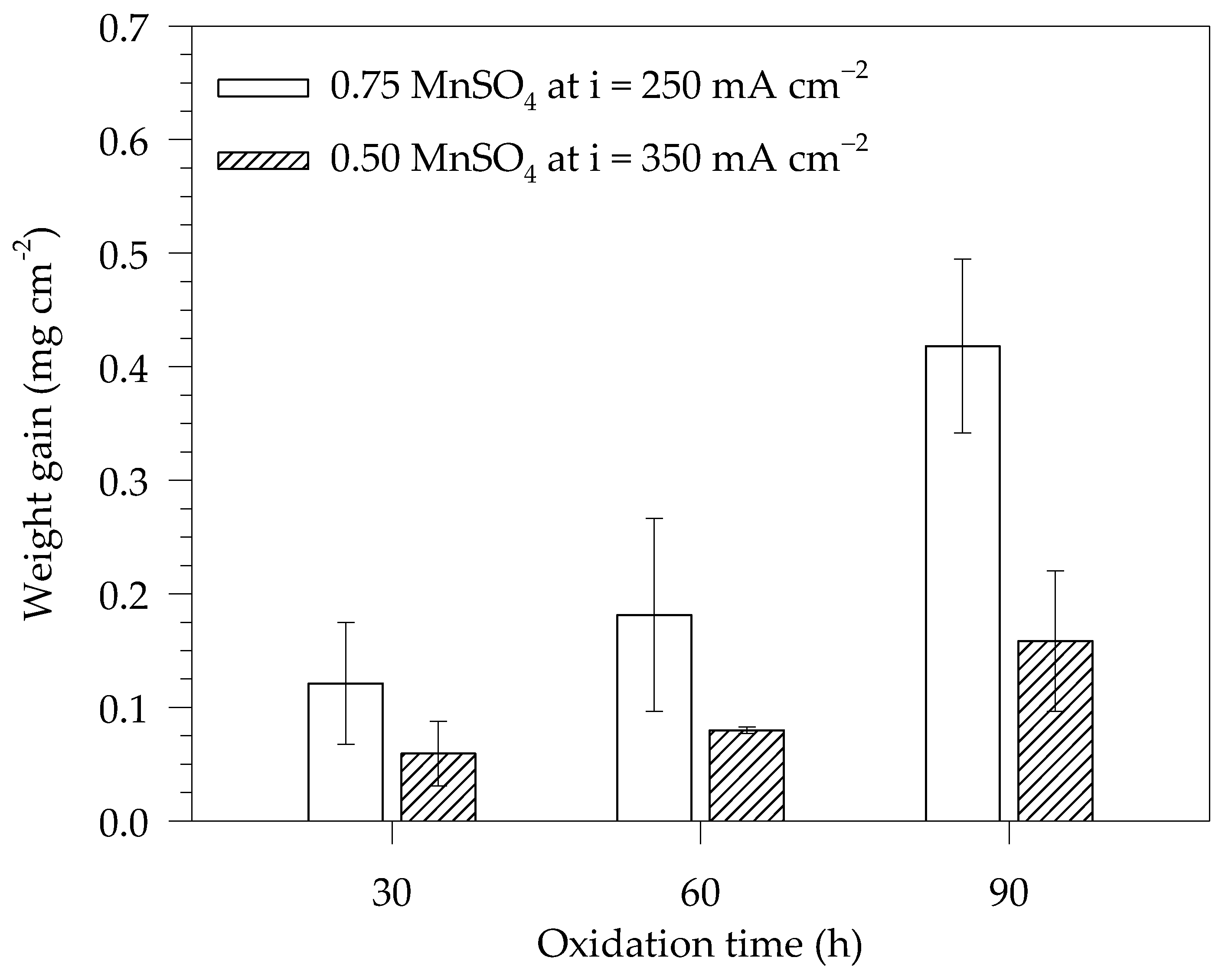
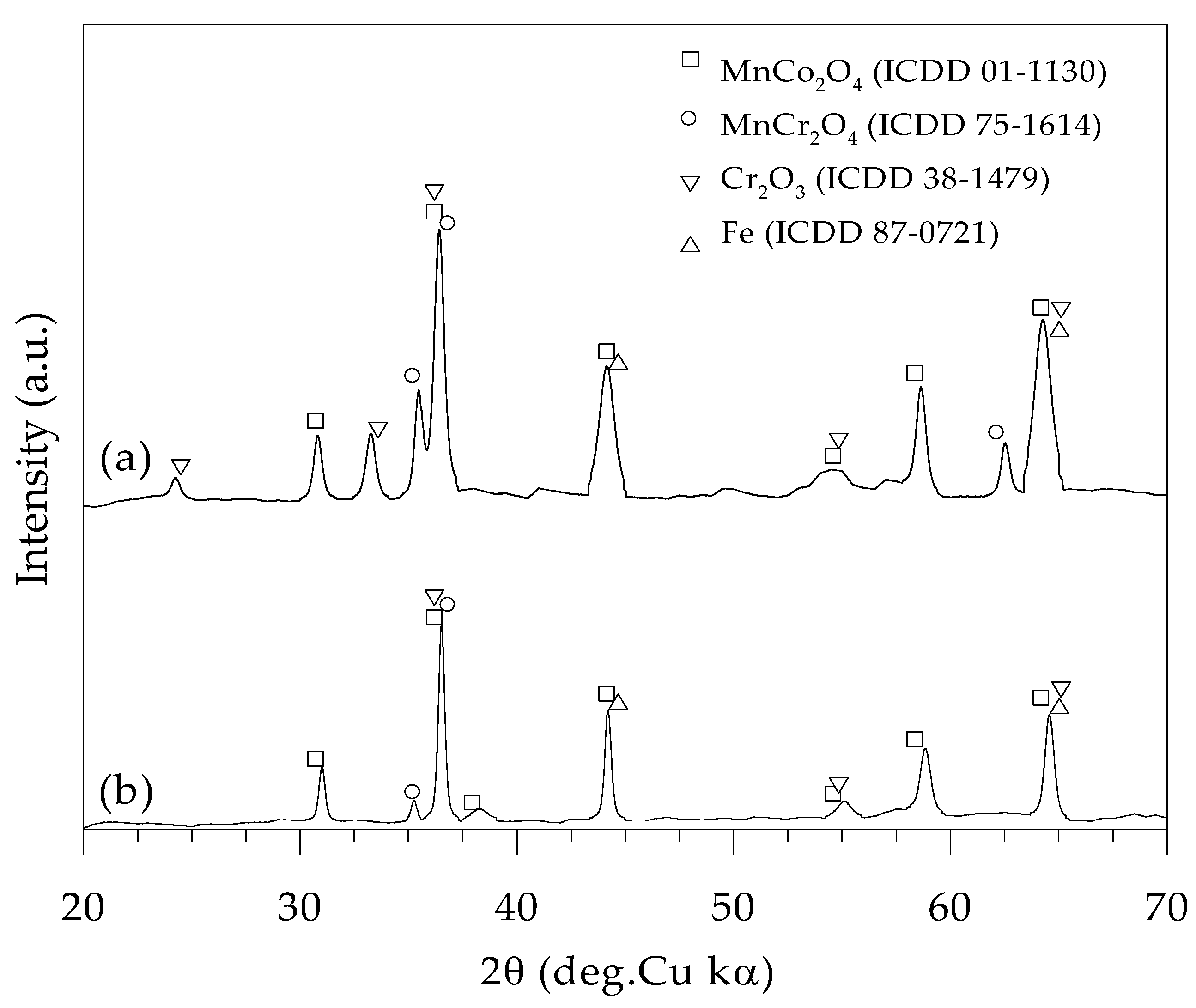
3.2. Oxidation Test and XRD Phase Identification
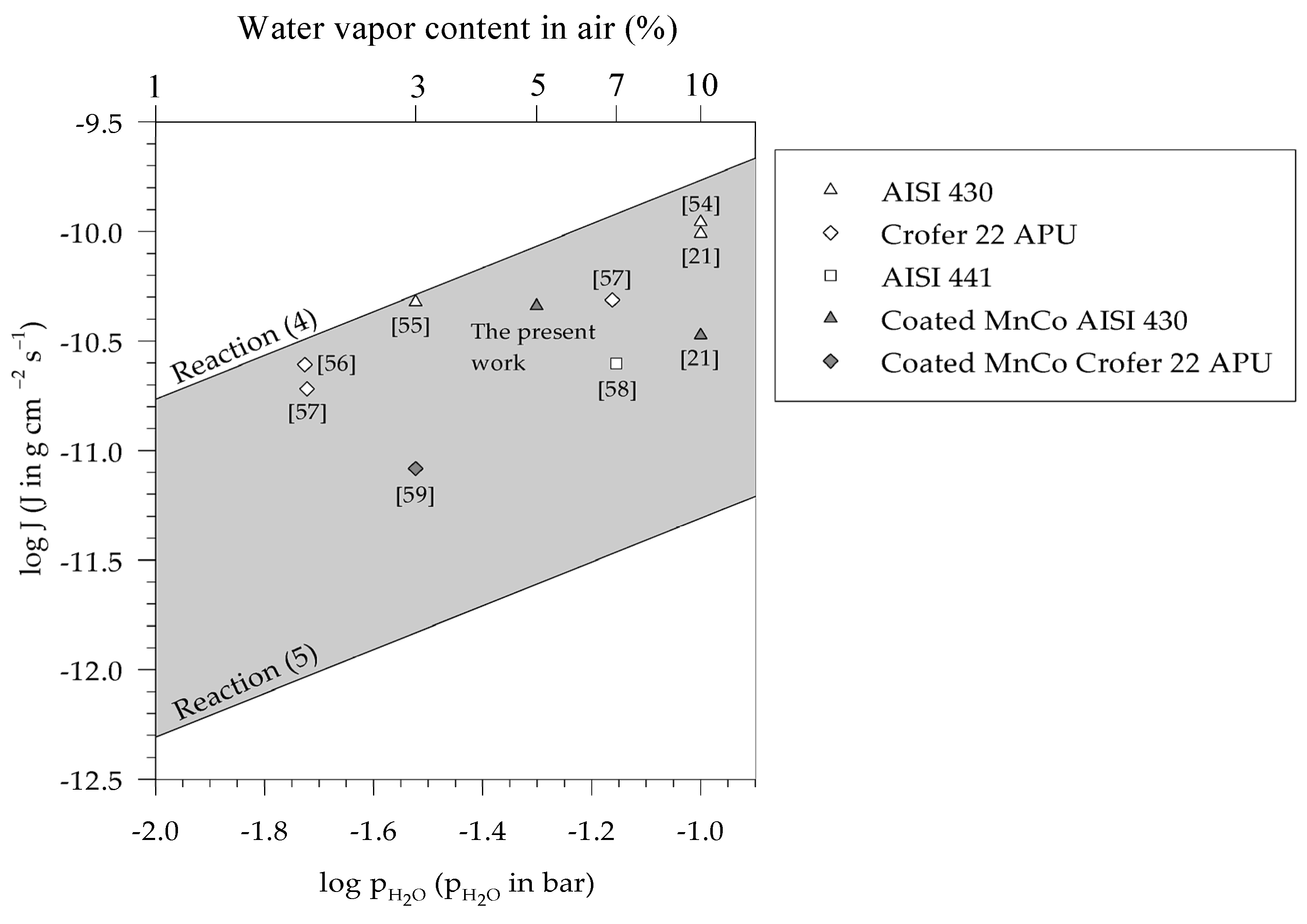
3.3. Cr-Species Volatilization
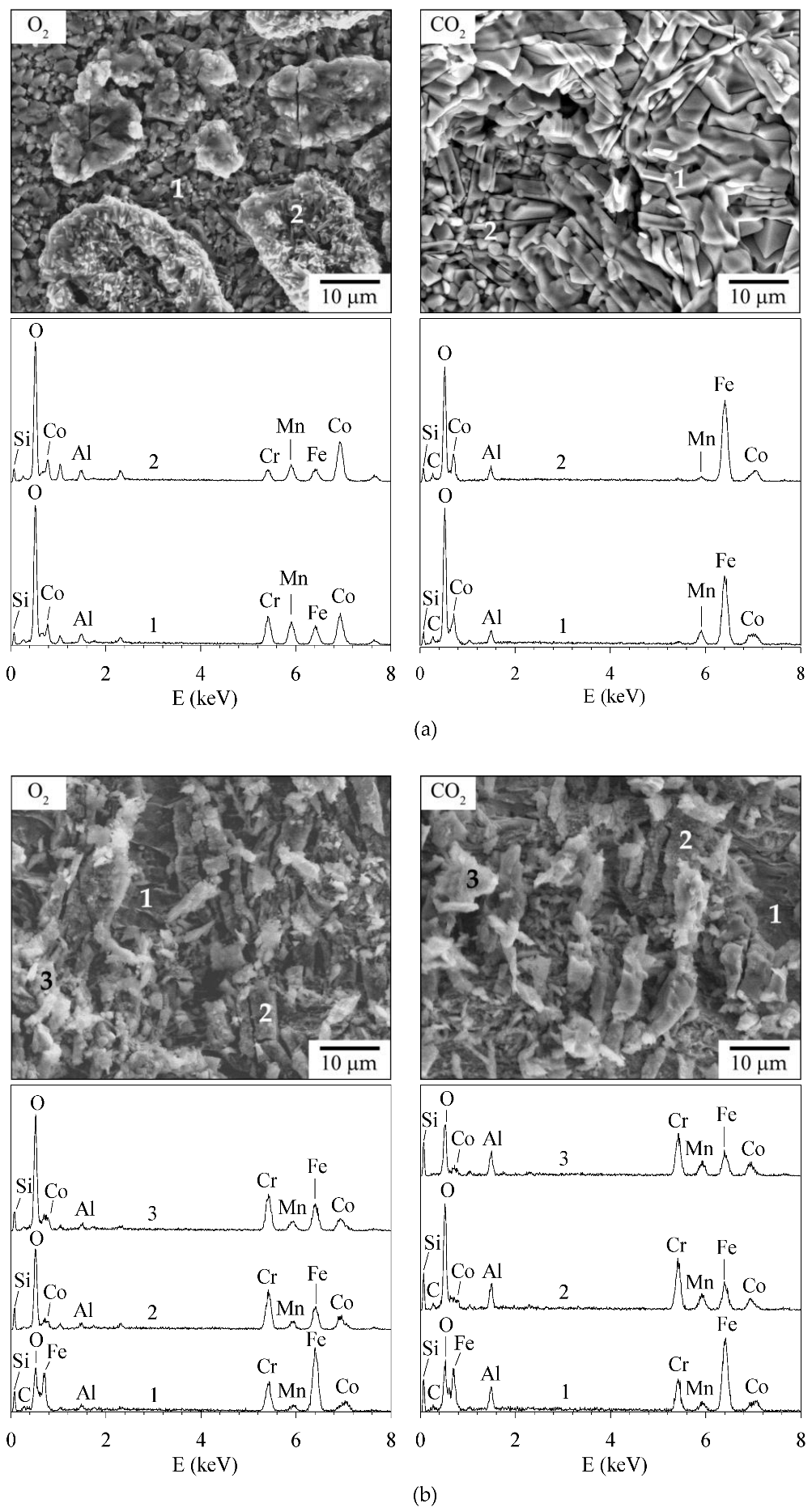
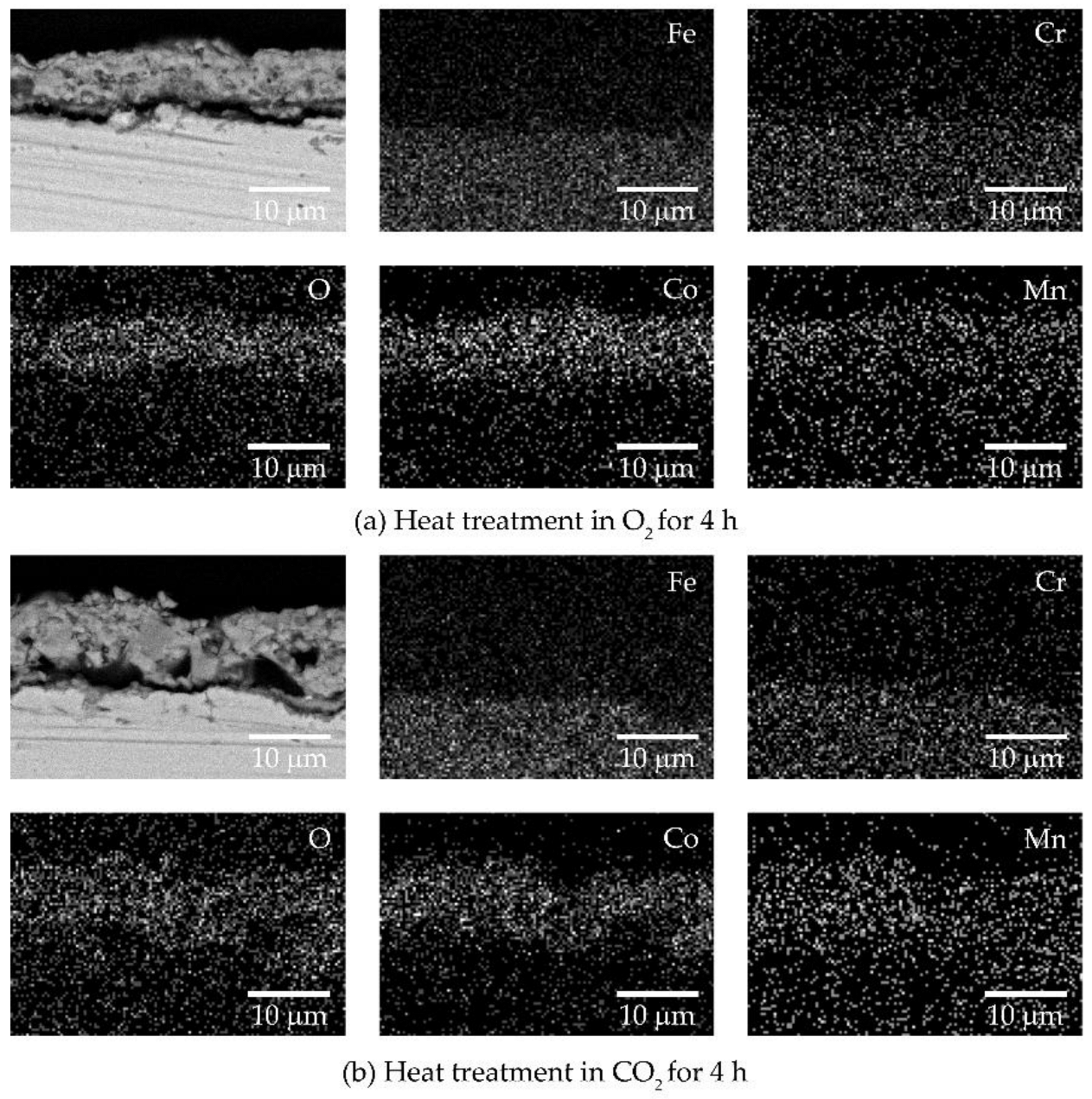
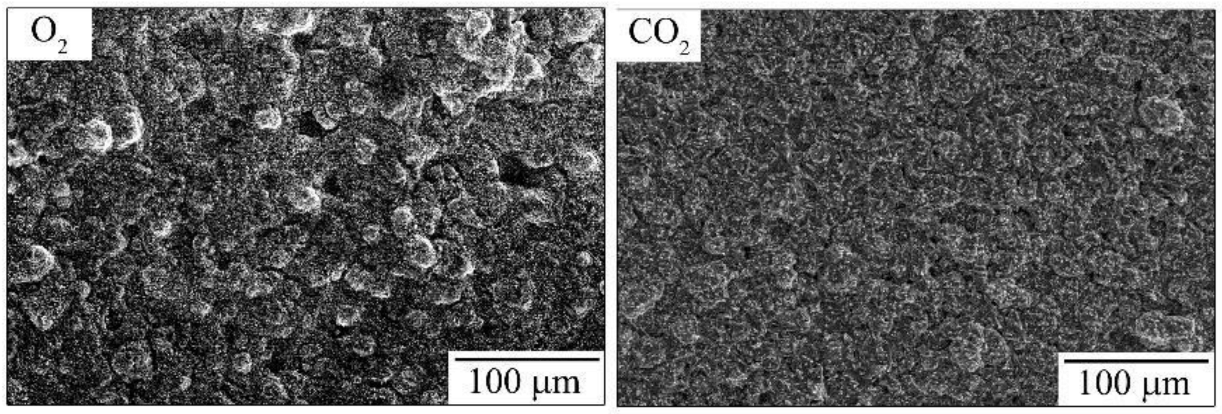
3.4. O2 and CO2 Heat Treatment Atmospheres of the Coating Process
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Huang, K.; Goodenough, J.B. Solid Oxide Fuel Cell Technology: Principles, Performance and Operations, 1st ed.; Woodhead Publishing Limited: Cambridge, UK, 2009. [Google Scholar]
- Alaedini, A.H.; Tourani, H.K.; Saidi, M. A review of waste-to-hydrogen conversion technologies for solid oxide fuel cell (SOFC) applications: Aspect of gasification process and catalyst development. J. Environ. Manag. 2023, 329, 117077. [Google Scholar] [CrossRef] [PubMed]
- Stambouli, A.B.; Traversa, E. Solid oxide fuel cells (SOFCs): A review of an environmentally clean and efficient source of energy. Renew. Sustain. Energy Rev. 2002, 6, 433–455. [Google Scholar] [CrossRef]
- Li, H.; Wei, W.; Liu, F.; Xu, X.; Li, Z.; Liu, Z. Identification of internal polarization dynamics for solid oxide fuel cells investigated by electrochemical impedance spectroscopy and distribution of relaxation times. Energy 2023, 267, 126482. [Google Scholar] [CrossRef]
- Yang, Z. Recent advances in metallic interconnects for solid oxide fuel cells. Int. Mater. Rev. 2008, 53, 39–54. [Google Scholar] [CrossRef]
- Wu, J.; Liu, X. Recent development of SOFC metallic interconnect. J. Mater. Sci. Technol. 2010, 26, 293–305. [Google Scholar] [CrossRef]
- Guo, P.; Lai, Y.; Shao, Y.; Zhang, Y.; Wang, Y. Thermal growth Cu1.2Mn1.8O4 spinel coatings on metal interconnects for solid oxide fuel cell applications. Metals 2017, 7, 522. [Google Scholar] [CrossRef] [Green Version]
- Chevalier, S.; Combemale, L.; Popa, I.; Chandra-ambhorn, S.; Chandra-ambhorn, W.; Promdirek, P.; Wongpromrat, P. Development of SOFC interconnect stainless steels. Solid State Phenom. 2020, 300, 135–156. [Google Scholar] [CrossRef] [Green Version]
- Opila, E.J.; Myers, D.L.; Jacobson, N.S.; Nielsen, I.M.; Johnson, D.F.; Olminsky, J.K.; Allendorf, M.D. Theoretical and experimental investigation of the thermochemistry of CrO2(OH)2(g). J. Phys. Chem. A 2007, 111, 1971–1980. [Google Scholar] [CrossRef]
- Wongpromrat, W.; Thaikan, H.; Chandra-ambhorn, W.; Chandra-ambhorn, S. Chromium vaporisation from AISI 441 stainless steel oxidised in humidified oxygen. Oxid. Met. 2013, 79, 529–540. [Google Scholar] [CrossRef]
- Thublaor, T.; Chandra-ambhorn, S. High temperature oxidation and chromium volatilisation of AISI 430 stainless steel coated by Mn-Co and Mn-Co-Cu oxides for SOFC interconnect application. Corros. Sci. 2020, 174, 108802. [Google Scholar] [CrossRef]
- Wiman, P.; Thublaor, T.; Rojhirunsakool, T.; Bidabadi, M.H.S.; Yang, Z.-G.; Siripongsakul, T.; Chandra-ambhorn, W.; Chandra-ambhorn, S. Corrosion behaviour of AISI 430 stainless steel in O2-40%H2O at 800 °C. Corros. Sci. 2022, 203, 110323. [Google Scholar] [CrossRef]
- Hilpert, K.; Das, D.; Miller, M.; Peck, D.H.; Weib, R. Chromium vapor species over solid oxide fuel cell interconnect materials and their potential for degradation processes. J. Electrochem. Soc. 1996, 143, 3642–3647. [Google Scholar] [CrossRef]
- Fergus, J.W. Metallic interconnects for solid oxide fuel cells. Mater. Sci. Eng. A 2005, 397, 271–283. [Google Scholar] [CrossRef]
- Fergus, J.W. Effect of cathode and electrolyte transport properties on chromium poisoning in solid oxide fuel cells. Int. J. Hydrogen Energy 2007, 32, 3664–3671. [Google Scholar] [CrossRef]
- Jiang, S.P.; Chen, X. Chromium deposition and poisoning of cathodes of solid oxide fuel cells—A review. Int. J. Hydrogen Energy 2014, 39, 505–531. [Google Scholar] [CrossRef]
- Liu, W.N.; Sun, X.; Stephens, E.; Khaleel, M.A. Life prediction of coated and uncoated metallic interconnect for solid oxide fuel cell applications. J. Power Sources 2009, 189, 1044–1050. [Google Scholar] [CrossRef]
- Yang, Z.; Xia, G.; Simner, S.P.; Stevenson, J.W. Thermal growth and performance of manganese cobaltite spinel protection layers on ferritic stainless steel SOFC interconnects. J. Electrochem. Soc. 2005, 152, A1896–A1901. [Google Scholar] [CrossRef]
- Collins, C.; Lucas, J.; Buchanan, T.L.; Kopczyk, M.; Kayani, A.; Gannon, P.E.; Deibert, M.C.; Smith, R.J.; Choi, D.S.; Gorokhovsky, V.I. Chromium volatility of coated and uncoated steel interconnects for SOFCs. Surf. Coat. Technol. 2006, 201, 4467–4470. [Google Scholar] [CrossRef]
- Yang, Z.; Xia, G.-G.; Li, X.-H.; Stevenson, J.W. (Mn,Co)3O4 spinel coatings on ferritic stainless steels for SOFC interconnect applications. Int. J. Hydrogen Energy 2007, 32, 3648–3654. [Google Scholar] [CrossRef]
- Kurokawa, H.; Jacobson, C.P.; DeJonghe, L.C.; Visco, S.J. Chromium vaporization of bare and of coated iron–chromium alloys at 1073 K. Solid State Ion. 2007, 178, 287–296. [Google Scholar] [CrossRef]
- Petric, A.; Ling, H. Electrical conductivity and thermal expansion of spinels at elevated temperatures. J. Am. Ceram. Soc. 2007, 90, 1515–1520. [Google Scholar] [CrossRef]
- Hua, B.; Pu, J.; Gong, W.; Zhang, J.; Lu, F.; Jian, L. Cyclic oxidation of Mn–Co spinel coated SUS 430 alloy in the cathodic atmosphere of solid oxide fuel cells. J. Power Sources 2008, 185, 419–422. [Google Scholar] [CrossRef]
- Talic, B.; Molin, S.; Wiik, K.; Hendriksen, P.V.; Lein, H.L. Comparison of iron and copper doped manganese cobalt spinel oxides as protective coatings for solid oxide fuel cell interconnects. J. Power Sources 2017, 372, 145–156. [Google Scholar] [CrossRef] [Green Version]
- Chen, X.; Hou, P.Y.; Jacobson, C.P.; Visco, S.J.; De Jonghe, L.C. Protective coating on stainless steel interconnect for SOFCs: Oxidation kinetics and electrical properties. Solid State Ion. 2005, 176, 425–433. [Google Scholar] [CrossRef] [Green Version]
- Dayaghi, A.M.; Askari, M.; Rashtchi, H.; Gannon, P. Fabrication and high-temperature corrosion of sol–gel Mn/Co oxide spinel coating on AISI 430. Surf. Coat. Technol. 2013, 223, 110–114. [Google Scholar] [CrossRef]
- Kong, L.-B.; Lu, C.; Liu, M.-C.; Luo, Y.-C.; Kang, L.; Li, X.; Walsh, F.C. The specific capacitance of sol–gel synthesised spinel MnCo2O4 in an alkaline electrolyte. Electrochim. Acta 2014, 115, 22–27. [Google Scholar] [CrossRef] [Green Version]
- Zaouali, A.; Dhahri, A.; Boughariou, A.; Dhahri, E.; Barillé, R.; Costa, B.F.O.; Khirouni, K. High electrical conductivity at room temperature of MnCo2O4 cobaltite spinel prepared by sol–gel method. J. Mater. Sci. Mater. Electron. 2021, 32, 1221–1232. [Google Scholar] [CrossRef]
- Puranen, J.; Lagerbom, J.; Hyvärinen, L.; Kylmälahti, M.; Himanen, O.; Pihlatie, M.; Kiviaho, J.; Vuoristo, P. The Structure and Properties of Plasma Sprayed Iron Oxide Doped Manganese Cobalt Oxide Spinel Coatings for SOFC Metallic Interconnectors. J. Therm. Spray Technol. 2011, 20, 154–159. [Google Scholar] [CrossRef]
- Hu, Y.-Z.; Li, C.-X.; Yang, G.-J.; Li, C.-J. Evolution of microstructure during annealing of Mn1.5Co1.5O4 spinel coatings deposited by atmospheric plasma spray. Int. J. Hydrogen Energy 2014, 39, 13844–13851. [Google Scholar] [CrossRef]
- Puranen, J.; Pihlatie, M.; Lagerbom, J.; Salminen, T.; Laakso, J.; Hyvärinen, L.; Kylmälahti, M.; Himanen, O.; Kiviaho, J.; Vuoristo, P. Influence of powder composition and manufacturing method on electrical and chromium barrier properties of atmospheric plasma sprayed spinel coatings prepared from MnCo2O4 and Mn2CoO4 + Co powders on Crofer 22 APU interconnectors. Int. J. Hydrogen Energy 2014, 39, 17246–17257. [Google Scholar] [CrossRef]
- Zhang, H.; Zhan, Z.; Liu, X. Electrophoretic deposition of (Mn,Co)3O4 spinel coating for solid oxide fuel cell interconnects. J. Power Sources 2011, 196, 8041–8047. [Google Scholar] [CrossRef]
- Zhang, Y.; Javed, A.; Zhou, M.; Liang, S.; Xiao, P. Fabrication of Mn–Co spinel coatings on Crofer 22 APU stainless steel by electrophoretic deposition for interconnect applications in solid oxide fuel cells. Int. J. Appl. Ceram. Technol. 2014, 11, 332–341. [Google Scholar] [CrossRef]
- Bidabadi, M.H.S.; Siripongsakul, T.; Thublaor, T.; Wiman, P.; Chandra-ambhorn, S. Oxidation and Cr-evaporation behavior of MnCo based spinel and composite coated AISI 430 steel. Surf. Coat. Technol. 2022, 434, 128176. [Google Scholar] [CrossRef]
- Bateni, M.R.; Wei, P.; Deng, X.; Petric, A. Spinel coatings for UNS 430 stainless steel interconnects. Surf. Coat. Technol. 2007, 201, 4677–4684. [Google Scholar] [CrossRef]
- Wu, J.; Jiang, Y.; Johnson, C.; Liu, X. DC electrodeposition of Mn–Co alloys on stainless steels for SOFC interconnect application. J. Power Sources 2008, 177, 376–385. [Google Scholar] [CrossRef]
- Wu, J.; Johnson, C.D.; Jiang, Y.; Gemmen, R.S.; Liu, X. Pulse plating of Mn–Co alloys for SOFC interconnect applications. Electrochim. Acta 2008, 54, 793–800. [Google Scholar] [CrossRef]
- Wei, W.; Chen, W.; Ivey, D.G. Oxidation resistance and electrical properties of anodically electrodeposited Mn–Co oxide coatings for solid oxide fuel cell interconnect applications. J. Power Sources 2009, 186, 428–434. [Google Scholar] [CrossRef]
- Zhang, H.H.; Zeng, C.L. Preparation and performances of Co–Mn spinel coating on a ferritic stainless steel interconnect material for solid oxide fuel cell application. J. Power Sources 2014, 252, 122–129. [Google Scholar] [CrossRef]
- Thublaor, T.; Wiman, P.; Siripongsakul, T.; Chandra-ambhorn, S. Development of annealed Mn–Co and Mn–Co–Cu coated AISI 430 stainless steels for SOFC interconnect application. Oxid. Met. 2021, 96, 93–103. [Google Scholar] [CrossRef]
- Abd El Rehim, S.S.; Ibrahim, M.A.M.; Dankeria, M.M.; Emad, M. Electrodeposition of amorphous cobalt-manganese alloys on to steel from gluconate baths. Trans. IMF 2002, 80, 105–109. [Google Scholar] [CrossRef]
- Barin, I. Thermochemical Data of Pure Substances, 3rd ed.; VCH: Weinheim, Germany, 1995. [Google Scholar]
- Chandra-ambhorn, S.; Thublaor, T.; Wiman, P. High temperature oxidation of AISI 430 stainless steel in Ar-H2O at 800 °C. Corros. Sci. 2020, 108489. [Google Scholar] [CrossRef]
- Holcomb, G.R.; Alman, D.E. The effect of manganese additions on the reactive evaporation of chromium in Ni–Cr alloys. Scr. Mater. 2006, 54, 1821–1825. [Google Scholar] [CrossRef] [Green Version]
- Kubaschewski, O.; Alcock, C.B.; Spencer, P.J. Materials Thermochemistry, 6th ed.; Pergamon: Oxford, UK, 1993. [Google Scholar]
- Aukrust, E.; Muan, A. Phase relations in the system cobalt oxide–manganese oxide in air. J. Am. Ceram. Soc. 1963, 46, 511. [Google Scholar] [CrossRef]
- Zurek, J.; Young, D.J.; Essuman, E.; Hänsel, M.; Penkalla, H.J.; Niewolak, L.; Quadakkers, W.J. Growth and adherence of chromia based surface scales on Ni-base alloys in high-and low-pO2 gases. Mater. Sci. Eng. A 2008, 477, 259–270. [Google Scholar] [CrossRef]
- Ebrahimifar, H.; Zandrahimi, M. Evaluation of the parabolic rate constant during different types of oxidation tests for spinel coated Fe–17% Cr alloy. Oxid. Met. 2011, 75, 125–141. [Google Scholar] [CrossRef]
- Holcomb, G.R. Calculation of reactive-evaporation rates of chromia. Oxid. Met. 2008, 69, 163–180. [Google Scholar] [CrossRef] [Green Version]
- Young, D.J.; Pint, B.A. Chromium volatilization rates from Cr2O3 scales into flowing gases containing water vapor. Oxid. Met. 2006, 66, 137–153. [Google Scholar] [CrossRef]
- Graham, H.C.; Davis, H.H. Oxidation/vaporization kinetics of Cr2O3. J. Am. Ceram. Soc. 1971, 54, 89–93. [Google Scholar] [CrossRef]
- Bird, R.B.; Stewart, W.E.; Lightfoot, E.N. Transport Phenomena, 2nd ed.; Wiley: New York, NY, USA, 2007. [Google Scholar]
- Welty, J.R.; Wicks, C.E.; Wilson, R.E.; Rorrer, G.L. Fundamentals of Momentum, Heat, and Mass Transfer, 5th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2009. [Google Scholar]
- Gannon, P.; Gorokhovsky, V.I.; Deibert, M.; Smith, R.J.; Kayani, A.; White, P.; Sofie, S.; Yang, Z.; McCready, D.; Visco, S. Enabling inexpensive metallic alloys as SOFC interconnects: An investigation into hybrid coating technologies to deposit nanocomposite functional coatings on ferritic stainless steels. Int. J. Hydrogen Energy 2007, 32, 3672–3681. [Google Scholar] [CrossRef]
- Winter, R.L.; Singh, P.; King, M.K.; Mahapatra, M.K.; Sampathkumaran, U. Protective ceramic coatings for solid oxide fuel cell (SOFC) balance-of-plant components. Adv. Mater. Sci. Eng. 2018, 2018, 9121462. [Google Scholar] [CrossRef] [Green Version]
- Stanislowski, M.; Wessel, E.; Hilpert, K.; Markus, T.; Singheiser, L. Chromium vaporization from high-temperature alloys: I. Chromia-forming steels and the influence of outer oxide layers. J. Electrochem. Soc. 2007, 154, A295–A306. [Google Scholar] [CrossRef]
- Konysheva, E.; Penkalla, H.; Wessel, E.; Mertens, J.; Seeling, U.; Singheiser, L.; Hilpert, K. Chromium poisoning of perovskite cathodes by the ODS alloy Cr5Fe1Y2O3 and the high chromium ferritic steel Crofer22APU. J. Electrochem. Soc. 2006, 153, A765–A773. [Google Scholar] [CrossRef]
- Casteel, M.; Lewis, D.; Willson, P.; Alinger, M. Ionic Conductivity Method for measuring vaporized chromium species from solid oxide fuel cell interconnects. Int. J. Hydrogen Energy 2012, 37, 6818–6829. [Google Scholar] [CrossRef]
- Falk-Windisch, H.; Svensson, J.E.; Froitzheim, J. Chromium vaporization from mechanically deformed pre-coated interconnects in Solid Oxide Fuel Cells. J. Power Sources 2015, 297, 217–223. [Google Scholar] [CrossRef] [Green Version]
- Wei, H.; Xia, J.; Zhou, W.; Zhou, L.; Hussain, G.; Li, Q.; Ostrikov, K.K. Adhesion and cohesion of epoxy-based industrial composite coatings. Compos. Part B 2020, 193, 108035. [Google Scholar] [CrossRef]
- Chandra-ambhorn, S.; Wouters, Y.; Antoni, L.; Toscan, F.; Galerie, A. Adhesion of oxide scales grown on ferritic stainless steels in solid oxide fuel cells temperature and atmosphere conditions. J. Power Sources 2007, 171, 688–695. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Xie, J.; Chen, Y.; Yin, L.; Zhang, T.; Wang, S.; Wang, L. Microstructure and mechanical properties of ultrasonic spot welding TiNi/Ti6Al4V dissimilar materials using pure Al coating. J. Manuf. Process. 2021, 64, 473–480. [Google Scholar] [CrossRef]
- Chandra-ambhorn, S.; Homjabok, W.; Chandra-ambhorn, W.; Thublaor, T.; Siripongsakul, T. Oxidation and volatilisation behaviour of a type 430 stainless steel coated by Mn-Co oxide by slurry method with pre-oxidation for SOFC interconnect application. Corros. Sci. 2021, 187, 109506. [Google Scholar] [CrossRef]
- Yang, J.; Bai, S.; Sun, J.; Wu, H.; Sun, S.; Wang, S.; Li, Y.; Ma, W.; Tang, X.; Xu, D. Microstructural understanding of the oxidation and inter-diffusion behavior of Cr-coated Alloy 800H in supercritical water. Corros. Sci. 2023, 211, 110910. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thanedburapasup, S.; Wetchirarat, N.; Muengjai, A.; Tengprasert, W.; Wiman, P.; Thublaor, T.; Uawongsuwan, P.; Siripongsakul, T.; Chandra-ambhorn, S. Fabrication of Mn–Co Alloys Electrodeposited on AISI 430 Ferritic Stainless Steel for SOFC Interconnect Applications. Metals 2023, 13, 612. https://doi.org/10.3390/met13030612
Thanedburapasup S, Wetchirarat N, Muengjai A, Tengprasert W, Wiman P, Thublaor T, Uawongsuwan P, Siripongsakul T, Chandra-ambhorn S. Fabrication of Mn–Co Alloys Electrodeposited on AISI 430 Ferritic Stainless Steel for SOFC Interconnect Applications. Metals. 2023; 13(3):612. https://doi.org/10.3390/met13030612
Chicago/Turabian StyleThanedburapasup, Saravut, Nattapol Wetchirarat, Angkana Muengjai, Watcharapon Tengprasert, Panya Wiman, Thammaporn Thublaor, Putinun Uawongsuwan, Thamrongsin Siripongsakul, and Somrerk Chandra-ambhorn. 2023. "Fabrication of Mn–Co Alloys Electrodeposited on AISI 430 Ferritic Stainless Steel for SOFC Interconnect Applications" Metals 13, no. 3: 612. https://doi.org/10.3390/met13030612
APA StyleThanedburapasup, S., Wetchirarat, N., Muengjai, A., Tengprasert, W., Wiman, P., Thublaor, T., Uawongsuwan, P., Siripongsakul, T., & Chandra-ambhorn, S. (2023). Fabrication of Mn–Co Alloys Electrodeposited on AISI 430 Ferritic Stainless Steel for SOFC Interconnect Applications. Metals, 13(3), 612. https://doi.org/10.3390/met13030612