
Combining 3D Printing and Electrochemical Deposition for Manufacturing Tailor-Made 3D Nickel Foams with Highly Competitive Porosity and Specific Surface Area Density

Abstract
:1. Introduction
2. Materials and Methods
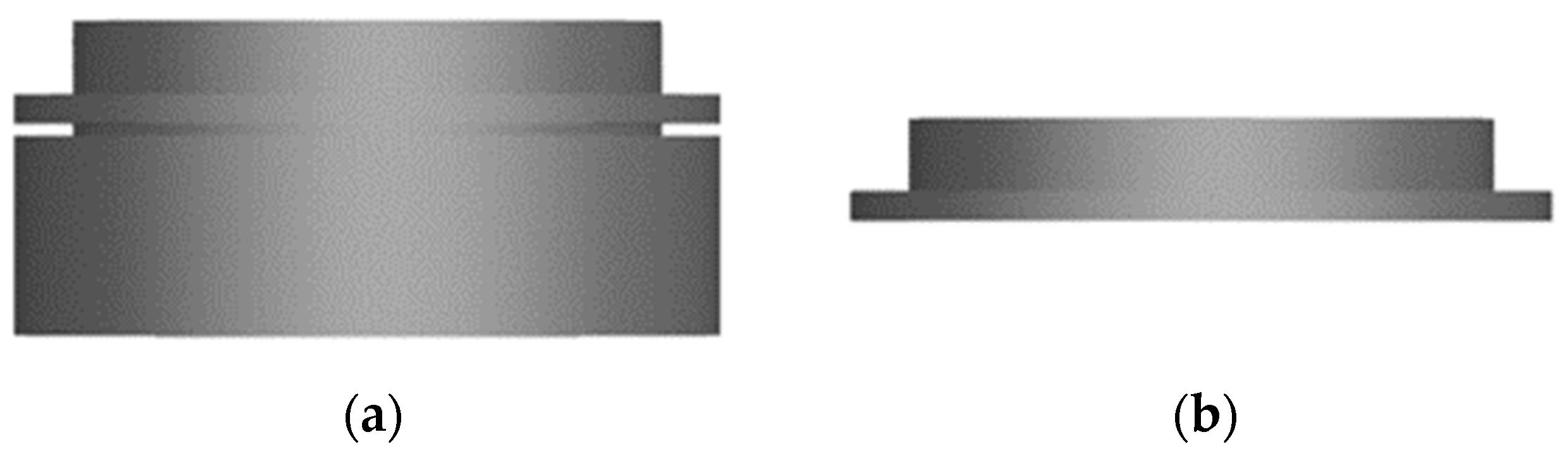
2.1. Modeling and Manufacturing of the Substrates
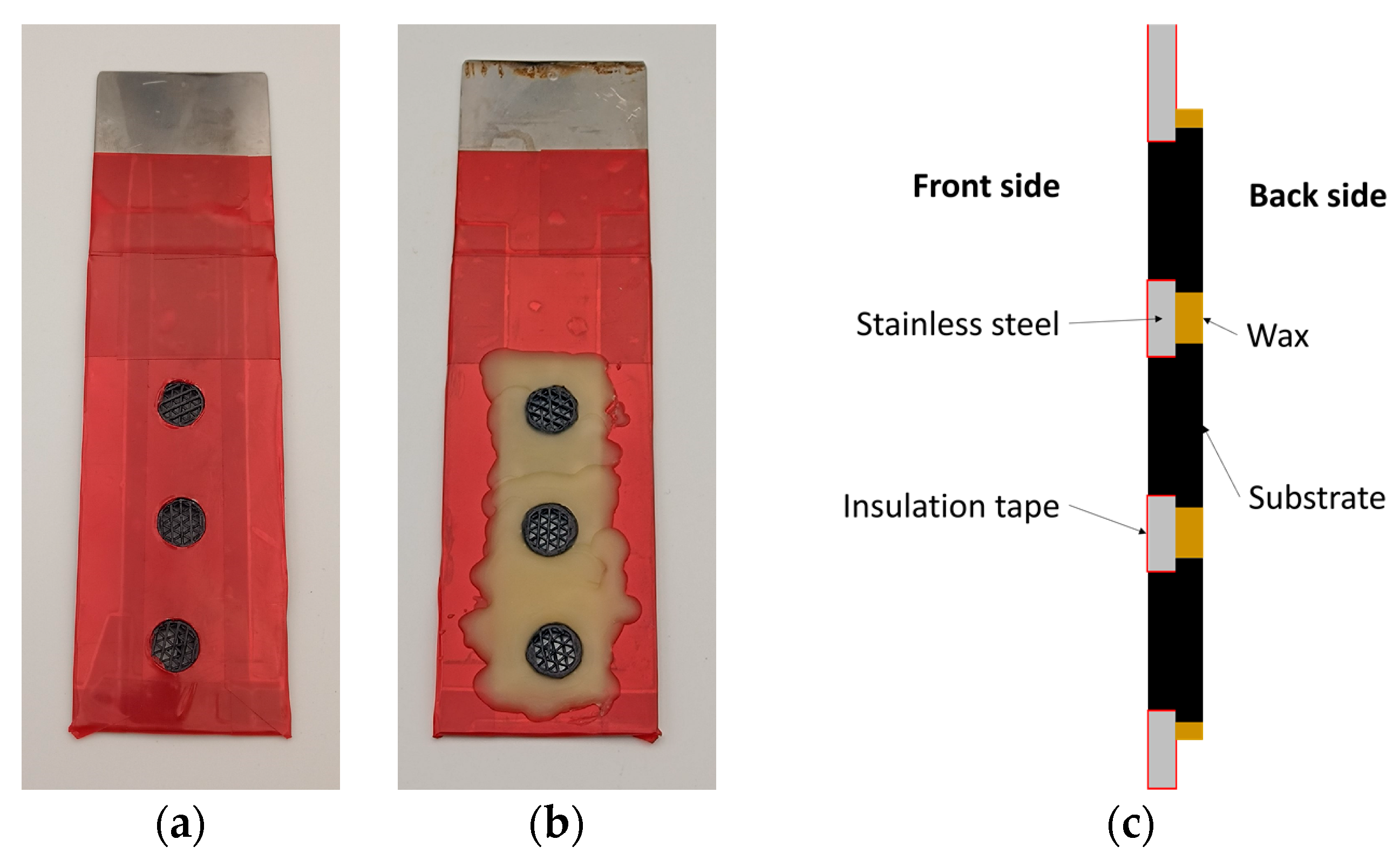
2.2. Substrate Preparation
2.3. Electrochemical Deposition
2.4. Three-Dimensionally Printed HIPS Substrate Dissolution
2.5. Calculation Basis of Nickel Foam Key Figures
3. Results and Discussion
3.1. Characterization of the Printed Substrates by Digital Light Microscopy
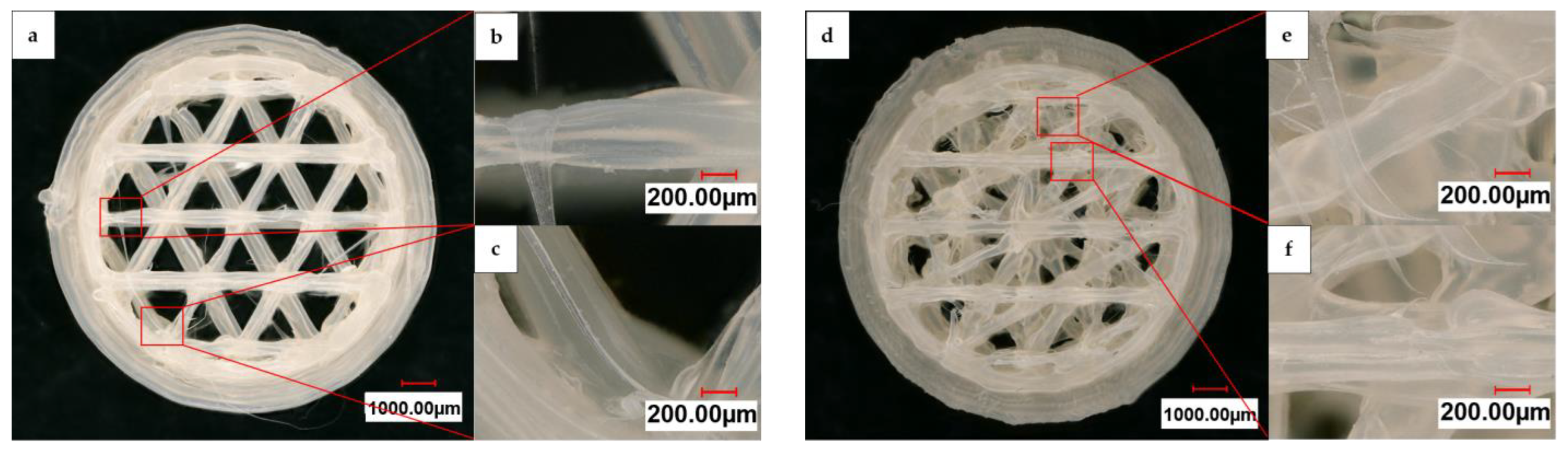
3.2. Characterization of the Nickel Foams by Digital Light Microscopy after Electrochemical Deposition and Dissolution of the 3D-Printed HIPS Substrate
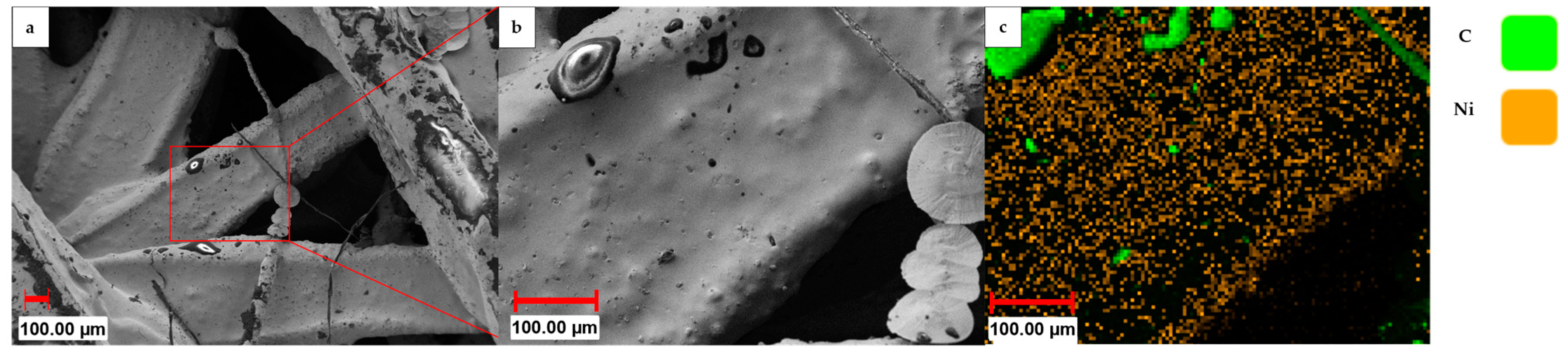
3.3. SEM and EDX Analyses
3.4. Gravimetrically Derived Nickel Layer Thicknesses
3.5. Determination of the Nickel Foam Key Figures
4. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, M.; Lu, J.; Chen, Z.; Amine, K. 30 years of lithium-ion batteries. Adv. Mater. 2018, 30, 1800561. [Google Scholar] [CrossRef] [PubMed]
- Olabi, A.G.; Abbas, Q.; Shinde, P.A.; Abdelkareem, M.A. Rechargeable batteries: Technological advancement, challenges, current and emerging applications. Energy 2023, 266, 126408. [Google Scholar] [CrossRef]
- Winter, M.; Barnett, B.; Xu, K. Before Li ion batteries. Chem. Rev. 2018, 118, 11433–11456. [Google Scholar] [CrossRef] [PubMed]
- Issatayev, N.; Nuspeissova, A.; Kalimuldina, G.; Bakenov, Z. Three-dimensional foam-type current collectors for rechargeable batteries: A short review. J. Power Sources Adv. 2021, 10, 100065. [Google Scholar] [CrossRef]
- Rahman, A.; Rahman, M.; Song, G. A review on binder-free NiO-Ni foam as anode of high performance lithium-ion batteries. Energy Storage 2021, 4, e278. [Google Scholar] [CrossRef]
- Theivaprakasam, S.; Girard, G.; Howlett, P.; Forsyth, M.; Mitra, S.; MacFarlane, D. Passivation behaviour of aluminium current collector in ionic liquid alkyl carbonate (hybrid) electrolytes. NPJ Mater. Degrad. 2018, 2, 13. [Google Scholar] [CrossRef]
- Jin, S.; Jiang, Y.; Ji, H.; Yu, Y. Advanced 3d current collectors for lithium-based batteries. Adv. Mater. 2018, 30, e1802014. [Google Scholar] [CrossRef]
- Yamada, M.; Watanabe, T.; Gunji, T.; Wu, J.; Matsumoto, F. Review of the Design of Current Collectors for Improving the Battery Performance in Lithium-Ion and Post-Lithium-Ion Batteries. Electrochem 2020, 1, 11. [Google Scholar] [CrossRef]
- Jiang, W.W.; Li, J.J.; Ye, C.Z.; Zhang, J.; Huang, L.; Wu, X.; Hu, Z.M.; Li, W.J.; Dai, Y.; Sun, F.G. Lightweight 3D porous Al foams for the hosts of high-performance Li metal anodes. CCS Chem. 2023, 39, 291–299. [Google Scholar]
- Yang, G.F.; Song, K.Y.; Joo, S.K. A metal foam as a current collector for high power and high capacity lithium iron phosphate batteries. J. Mater. Chem. A 2014, 2, 19648–19652. [Google Scholar] [CrossRef]
- Wang, J.S.; Liu, P.; Sherman, E.; Verbrugge, M.; Tataria, H. Formulation and characterization of ultra-thick electrodes for high energy lithium-ion batteries employing tailored metal foams. J. Power Sources 2011, 196, 8714–8718. [Google Scholar] [CrossRef]
- Fritsch, M.; Standke, G.; Heubner, C.; Langklotz, U.; Michaelis, A. 3D-cathode design with foam-like aluminum current collector for high energy density lithium-ion batteries. J. Energy Storage 2018, 16, 125–132. [Google Scholar] [CrossRef]
- Huang, G.; Chen, S.; Guo, P.; Tao, R.; Jie, K.; Liu, B.; Zhang, X.; Liang, J.; Cao, Y.-C. In situ constructing lithiophilic NiFx nanosheets on Ni foam current collector for stable lithium metal anode via a succinct fluorination strategy. Chem. Eng. J. 2020, 395, 125122. [Google Scholar] [CrossRef]
- Yao, M.; Okuno, K.; Iwaki, T.; Awazu, T.; Sakai, T. Long cycle-life LiFePO4/Cu-Sn lithium ion battery using foam-type three-dimensional current collector. J. Power Sources 2010, 195, 2077–2081. [Google Scholar] [CrossRef]
- Bastawros, A. Experimental analysis of deformation mechanisms in a closed-cell aluminum alloy foam. J. Mech. Phys. Solids 2000, 48, 301–322. [Google Scholar] [CrossRef]
- Badiche, X.; Forest, S.; Guibert, T.; Bienvenu, Y.; Bartout, J.-D.; Ienny, P.; Croset, M.; Bernet, H. Mechanical properties and non-homogeneous deformation of open-cell nickel foams: Application of the mechanics of cellular solids and of porous materials. Mater. Sci. Eng. A 2000, 289, 276–288. [Google Scholar] [CrossRef]
- Jung, A.; Diebels, S. Micromechanical Characterization of Metal Foams. Adv. Eng. Mater. 2019, 21, 1900237. [Google Scholar] [CrossRef]
- Atwater, M.; Guevara, L.; Darling, K.; Tschopp, M. Solid State Porous Metal Production: A Review of the Capabilities, Characteristics, and Challenges. Adv. Eng. Mater. 2018, 20, 1700766. [Google Scholar] [CrossRef]
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Queheillalt, D.; Hass, D.; Sypeck, D.; Wadley, H. Synthesis of open-cell metal foams by templated directed vapor deposition. J. Mater. Res. 2001, 16, 1028–1036. [Google Scholar] [CrossRef]
- Paserin, V.; Marcuson, S.; Wilkinson, J. CVD Technique for Inco Nickel Foam Production. Adv. Eng. Mater. 2004, 6, 454–459. [Google Scholar] [CrossRef]
- Brown, I.; Sotiropoulos, S. Electroplating and electroless plating of Ni through/onto a porous polymer in a flow cell. J. Appl. Electrochem. 2001, 31, 1203–1212. [Google Scholar] [CrossRef]
- Sundarram, S.; Jiang, W.; Li, W. Fabrication of Small Pore-Size Nickel Foams Using Electroless Plating of Solid-State Foamed Immiscible Polymer Blends. J. Manuf. Sci. Eng. 2014, 136, 021002. [Google Scholar] [CrossRef]
- Cherevko, S.; Xing, X.; Chung, C. Electrodepostion of three-dimensional porousl silver foams. Electrochem. Commun. 2010, 12, 467–470. [Google Scholar] [CrossRef]
- Onck, P.R.; van Merkerk, R.; Raaijmakers, A.; de Hosson, J.T.M. Fracture of open- and closed-cell metal foams. J. Mater. Sci. 2005, 40, 5821–5828. [Google Scholar] [CrossRef]
- Recemat, B.V. About Recemat Metalfoam. Available online: https://www.recemat.nl/metalfoam/ (accessed on 30 March 2023).
- Recemat, B.V. Data Sheet Nickelfoam. Available online: https://www.recemat.nl/wp-content/uploads/2020/08/Datasheet_Ni.pdf (accessed on 30 March 2023).
- Hüner, B.; Demir, N.; Kaya, M.F. Lectrodeposition of NiCu bimetal on 3D printed electrodes for hydrogen evolution reactions in alkaline media. Int. J. Hydrogen Energy 2022, 47, 12136–12146. [Google Scholar] [CrossRef]
- Kim, M.J.; Cruz, M.A.; Ye, S.; Gray, A.L.; Smith, G.L.; Lazarus, N.; Walker, C.J.; Sigmarsson, H.H.; Wiley, B.J. One-step electrodeposition of copper on conductive 3D printed objects. Addit. Manuf. 2019, 27, 318–326. [Google Scholar] [CrossRef]
- Constanza, G.; Del Ferraro, A.; Tata, M. Experimental Set-Up of the Production Process and Mechanical Characterization of Metal Foams Manufactured by Lost-PLA Technique with Different Cell Morphology. Metals 2022, 12, 1385. [Google Scholar] [CrossRef]
- Dubinin, O.N.; Bondareva, J.V.; Kuzminova, Y.O.; Simonov, A.P.; Varfolomeev, I.A.; Yakimchuk, I.V.; Evlashin, S.A. A promising approach to 3D printing of metal foam with defined porosity. J. Porous Mater. 2023. [Google Scholar] [CrossRef]
- Plieth, W. Electrochemistry for Materials Science; Elsevier Science: Amsterdam, The Netherlands, 2008. [Google Scholar]
- Paunovic, M.; Schlesinger, M. Fundamentals of Electrochemical Deposition, 1st ed.; Wiley VHC: Weinheim, Germany, 1998. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemicals | Concentration (g/L) |
|---|---|
| Ni concentration from Ni(NH2SO3)2 | 110 |
| NiCl2·6 H2O | 3.3 |
| B(OH)3 | 30 |
| Targeted Average Nickel Layer Thickness Based on Faraday’s Law with a Virtual Current Efficiency of 100% (µm) | Position of the Substrate on the Holder | Mass of Nickel Deposited (mg) | Calculated Average Nickel Layer Thickness Based on the Given Substrate’s Geometry (µm) |
|---|---|---|---|
| 28 | Top | 67.7 | 26.3 |
| Center | 59.7 | 23.2 | |
| Bottom | 67.0 | 26.0 | |
| 10 | Top | 24.1 | 9.3 |
| Center | 22.1 | 8.6 | |
| Bottom | 23.7 | 9.2 | |
| 5 | Top | 12.8 | 5 |
| Center | 4.2 | 1.6 | |
| Bottom | 17.7 | 6.9 |
| Targeted Average Nickel Layer Thickness Based on Faraday’s Law with a Virtual Current Efficiency of 100% (µm) | Position of the Substrate on the Holder | Mass of Nickel Deposited (mg) | Calculated Average Nickel Layer Thickness Based on the Given Substrate’s Geometry (µm) |
|---|---|---|---|
| 28 | Top | 102.6 | 26.7 |
| Center | 93.5 | 24.4 | |
| Bottom | 97.5 | 25.4 | |
| 10 | Top | 37.5 | 9.8 |
| Center | 33.9 | 8.8 | |
| Bottom | 36.4 | 9.5 | |
| 5 | Top | 19.9 | 5.2 |
| Center | 15.3 | 4.0 | |
| Bottom | 22.1 | 5.8 |
| Targeted Average Nickel Layer Thickness Based on Faraday’s Law with a Virtual Current Efficiency of 100% (µm) | Porosity (%) | Specific Surface (m2/m3) | Specific Surface Area Density (m2/kg) |
|---|---|---|---|
| 28 | 94.9 ± 0.3 | 4087 | 8.9 ± 0.5 |
| 10 | 98.2 ± 0.1 | 24.9 ± 0.9 | |
| 5 | 99.1 ± 0.4 | 71.6 ± 46.7 |
| Targeted Average Nickel Layer Thickness Based on Faraday’s Law with a Virtual Current Efficiency of 100% (µm) | Porosity (%) | Specific Surface (m2/m3) | Specific Surface Area Density (m2/kg) |
|---|---|---|---|
| 28 | 92.3 ± 1.4 | 6091 | 8.8 ± 0.3 |
| 10 | 97.2 ± 0.1 | 24.0 ± 1.0 | |
| 5 | 98.5 ± 0.2 | 46.2 ± 7.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arnet, R.; Kesten, O.; El Mofid, W.; Sörgel, T. Combining 3D Printing and Electrochemical Deposition for Manufacturing Tailor-Made 3D Nickel Foams with Highly Competitive Porosity and Specific Surface Area Density. Metals 2023, 13, 857. https://doi.org/10.3390/met13050857
Arnet R, Kesten O, El Mofid W, Sörgel T. Combining 3D Printing and Electrochemical Deposition for Manufacturing Tailor-Made 3D Nickel Foams with Highly Competitive Porosity and Specific Surface Area Density. Metals. 2023; 13(5):857. https://doi.org/10.3390/met13050857
Chicago/Turabian StyleArnet, Robin, Oliver Kesten, Wassima El Mofid, and Timo Sörgel. 2023. "Combining 3D Printing and Electrochemical Deposition for Manufacturing Tailor-Made 3D Nickel Foams with Highly Competitive Porosity and Specific Surface Area Density" Metals 13, no. 5: 857. https://doi.org/10.3390/met13050857