
Regulation of Microstructure to Optimize Mechanical Properties of Ti-15Mo-3Al-2.7Nb-0.2Si via Solution-Duplex Ageing
 , and
, and
Abstract
:1. Introduction
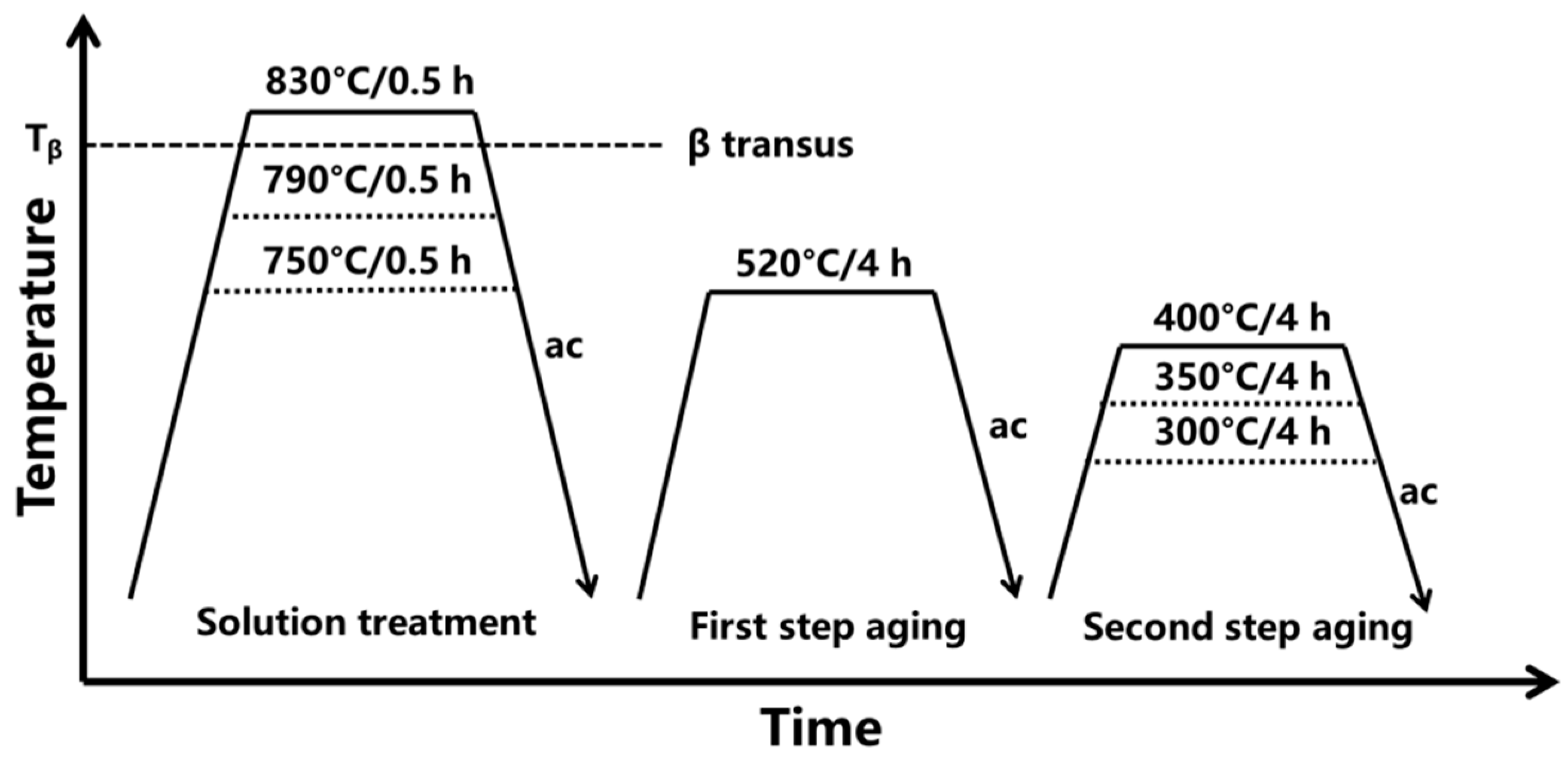
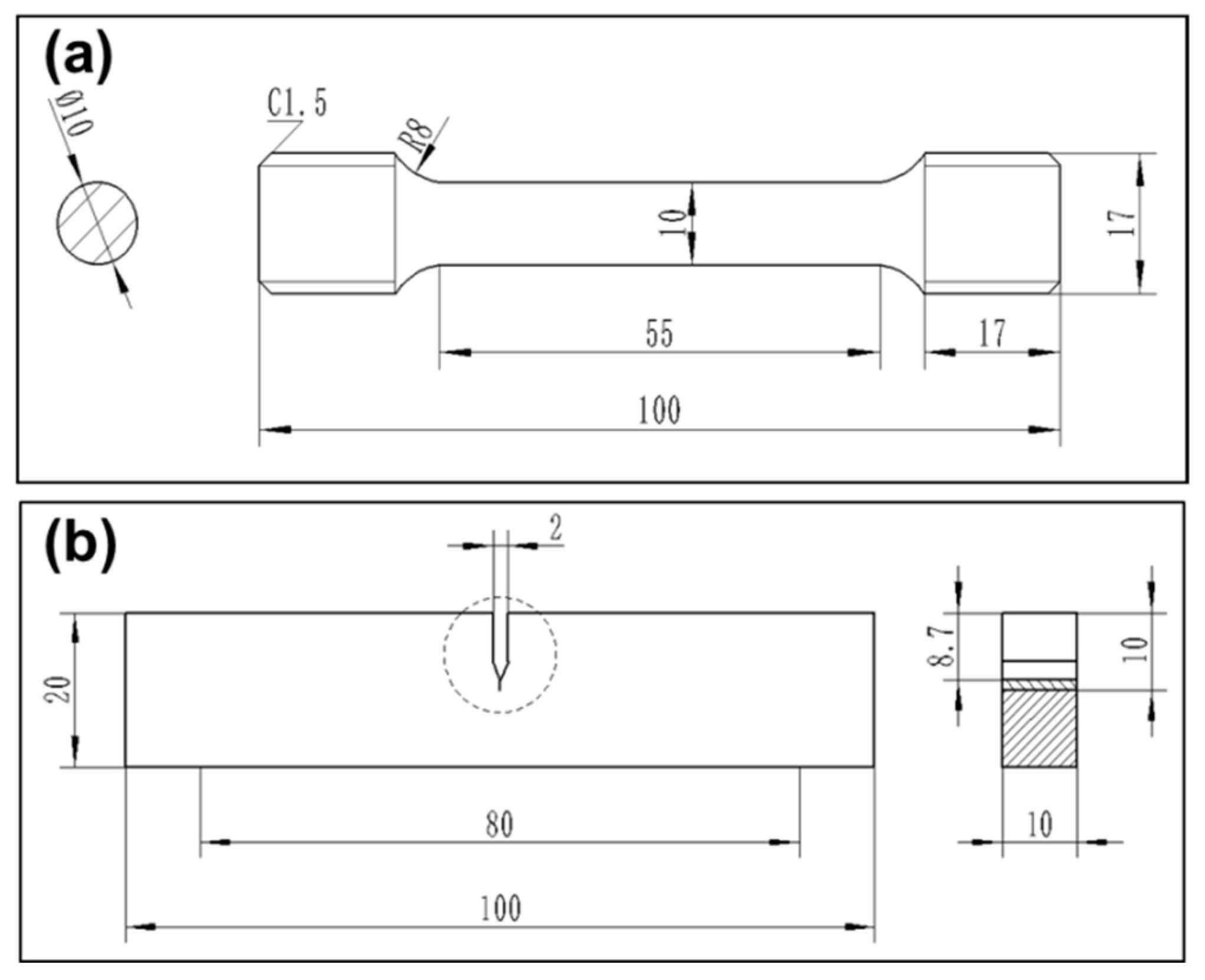
2. Materials and Methods
3. Results
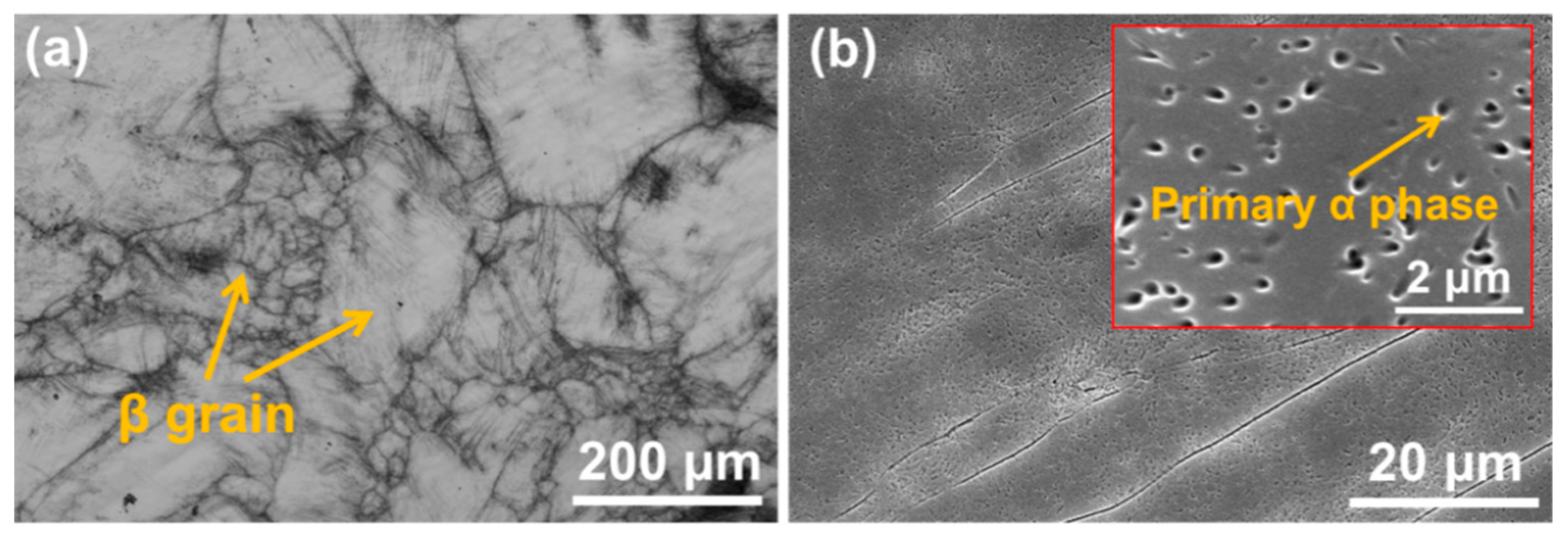
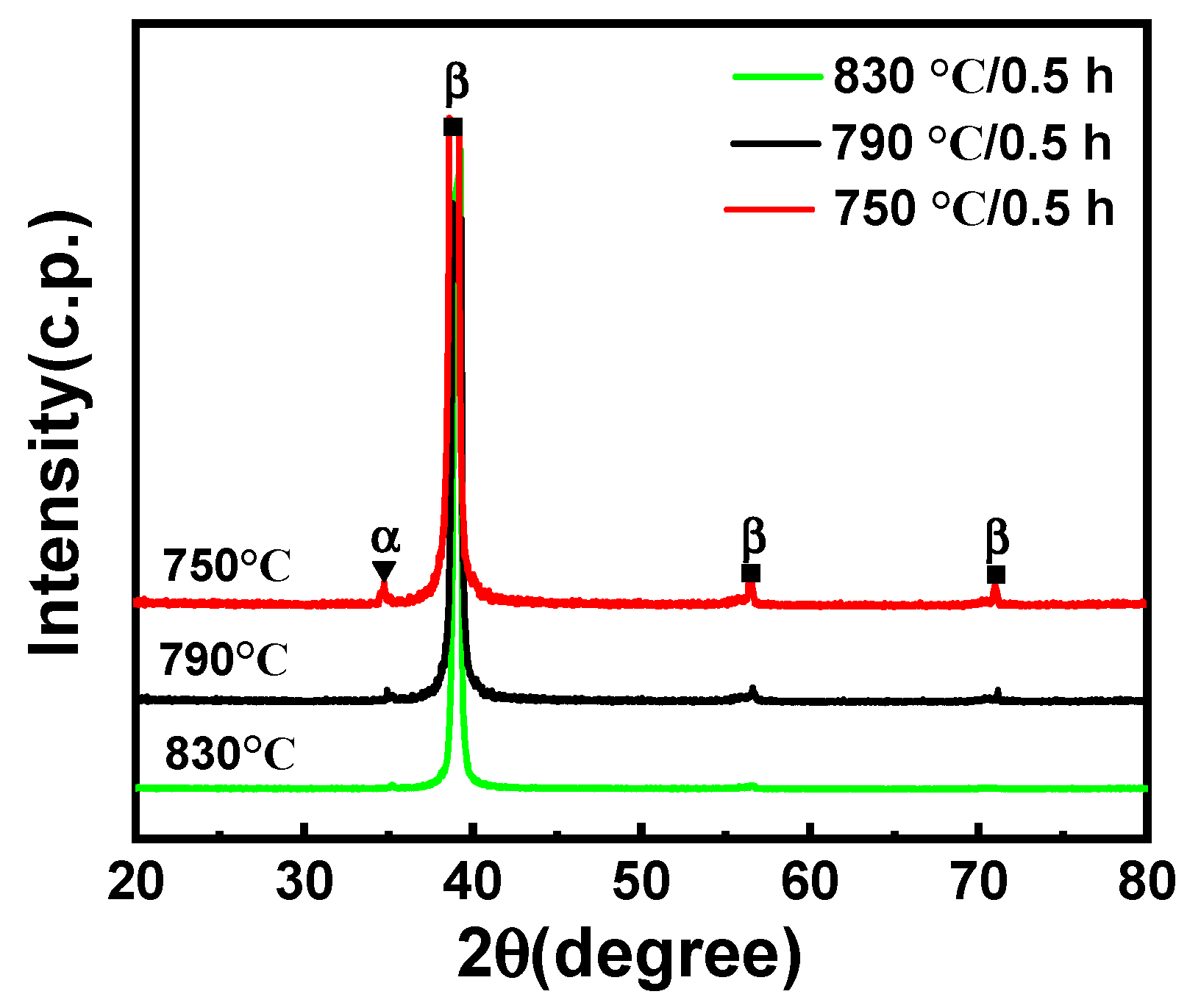
3.1. Microstructure and Tensile Properties of the Solution-Treated Alloy
3.2. Microstructure of the Duplex-Aged Alloys
3.3. Mechanical Properties of Aged Alloy
4. Discussion
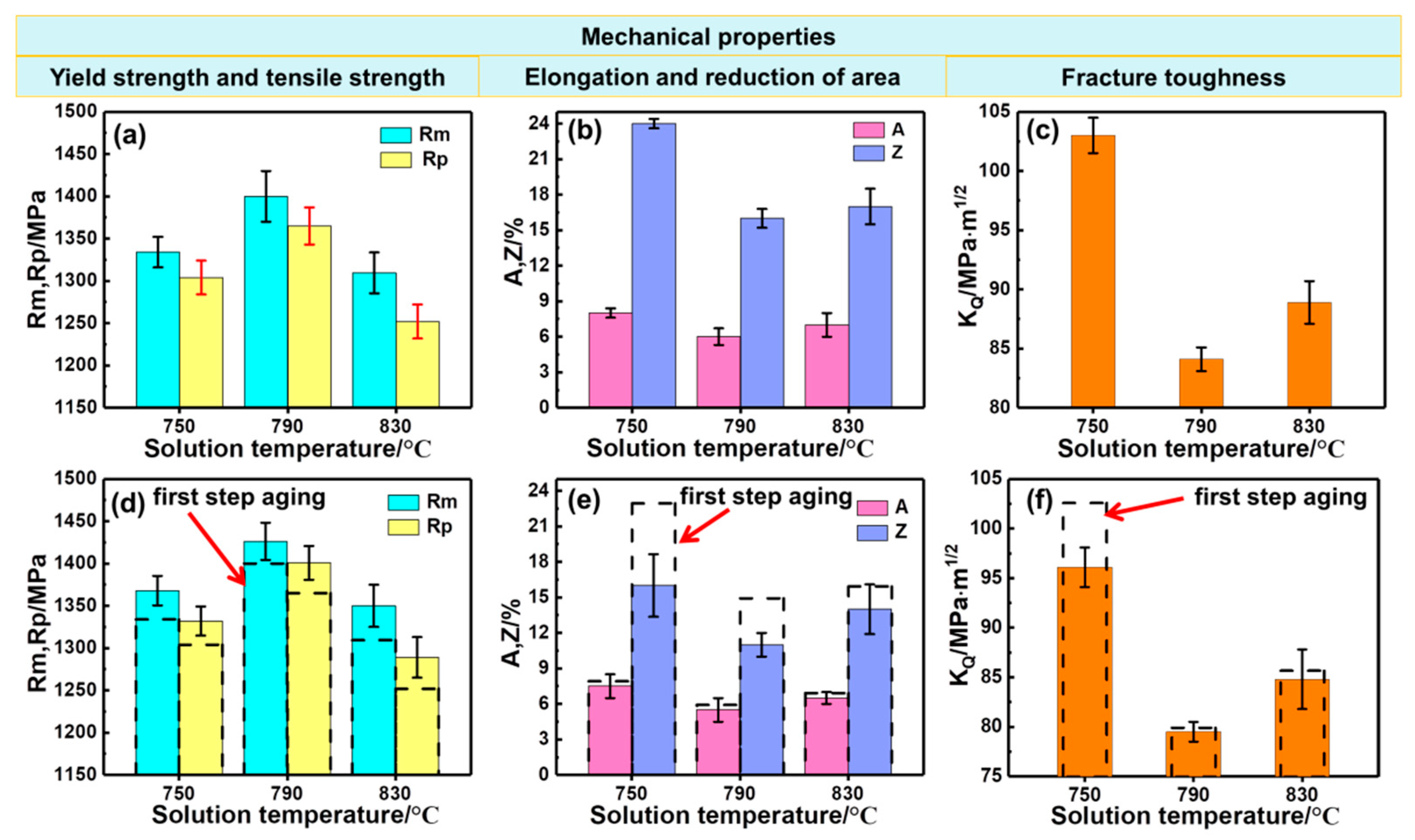
4.1. Effect of the Solution Temperature on the Tensile Properties of Aged Alloys
4.2. Effect of the Solution Temperature on the Fracture Toughness of Aged Alloys
4.3. Effect of Duplex Ageing on the Microstructure and Mechanical Properties
4.4. Combination Properties after the Solution-Duplex Ageing
5. Conclusions
- (1)
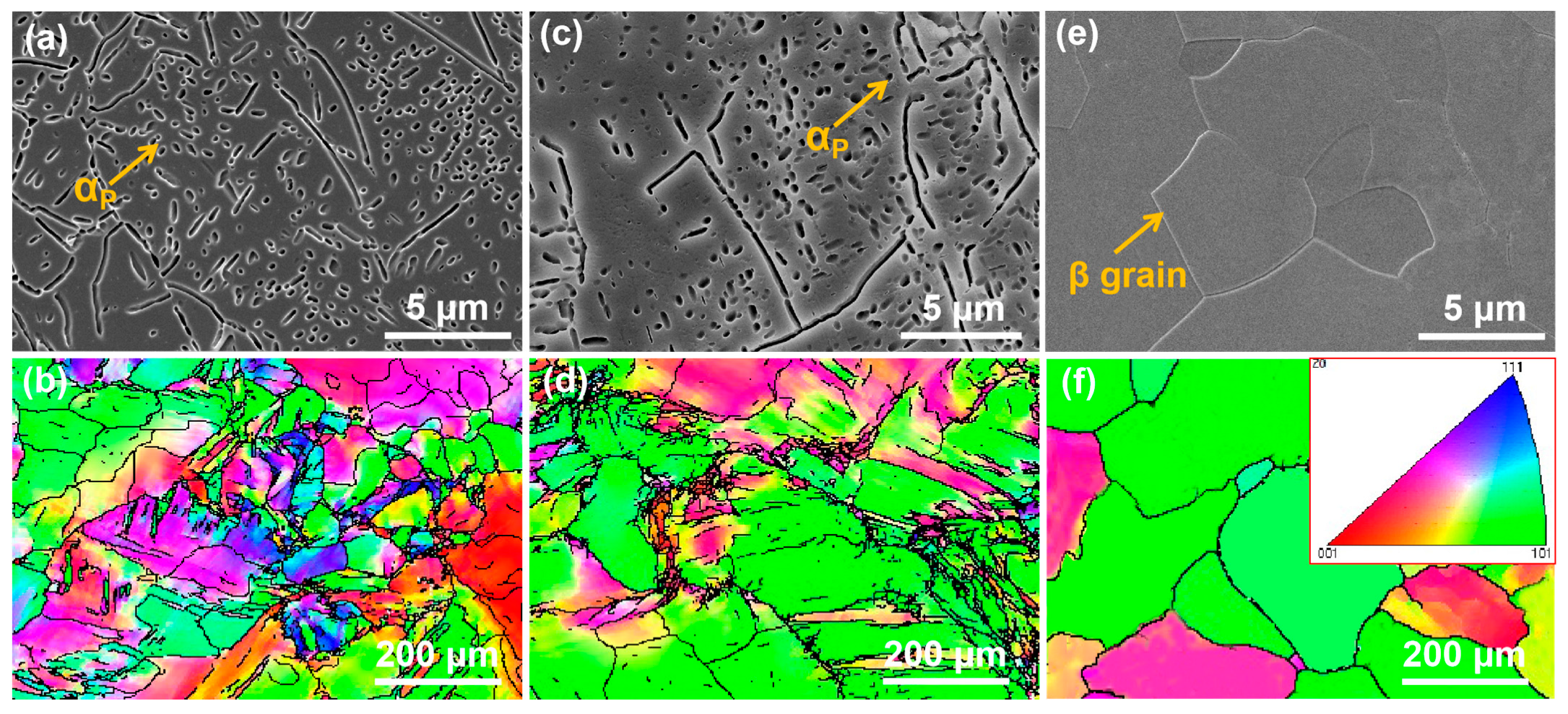
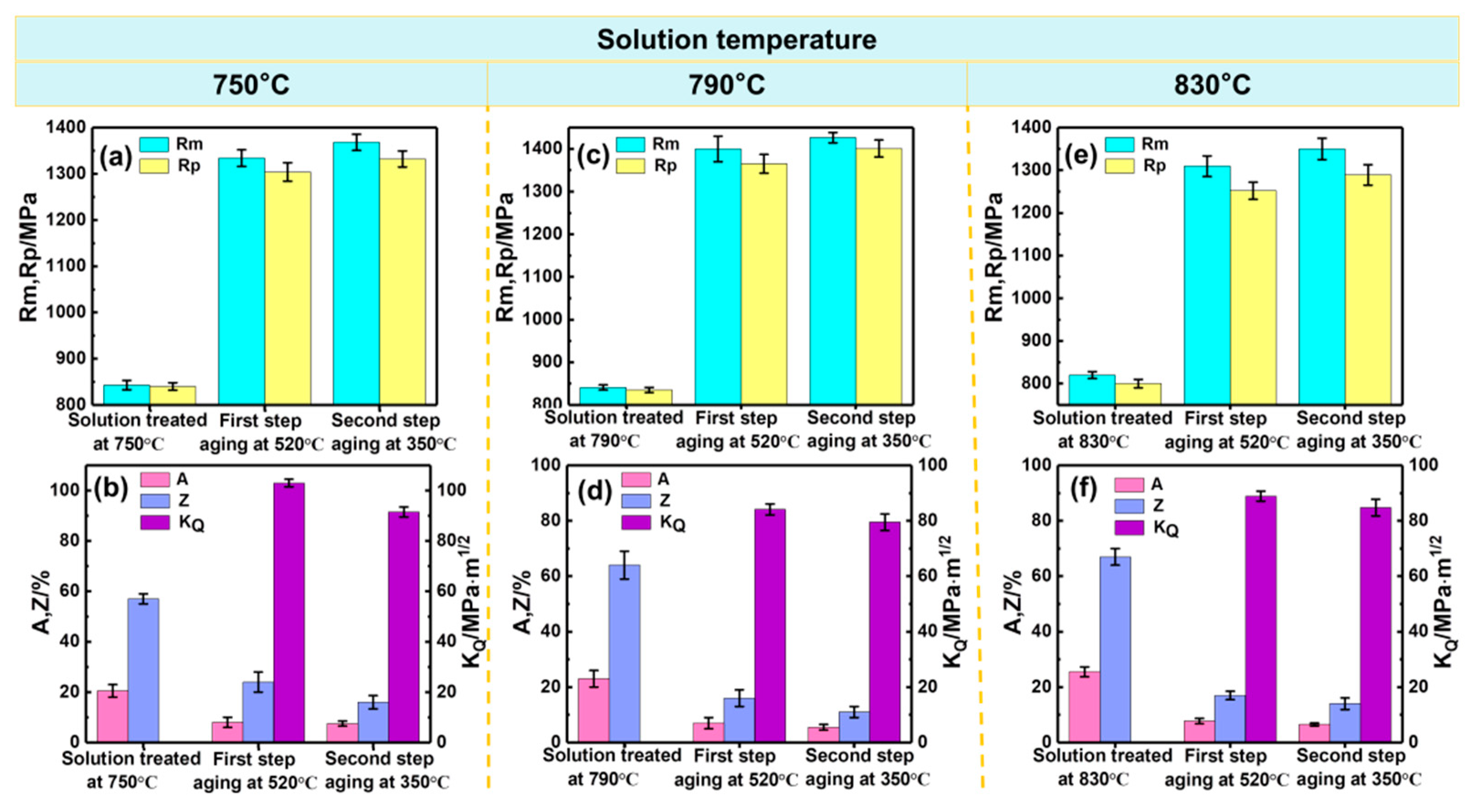
- For the solution-treated alloy, the amount of the primary α phase decreases, the size of the β grains increases with an increasing solution temperature, and the primary α phase disappears completely until 830 °C is reached. The decrease in the primary α phase results in a decrease in the strength and an increase in the plasticity, and the solution-treated alloys all have moderate strength and good plasticity.
- (2)
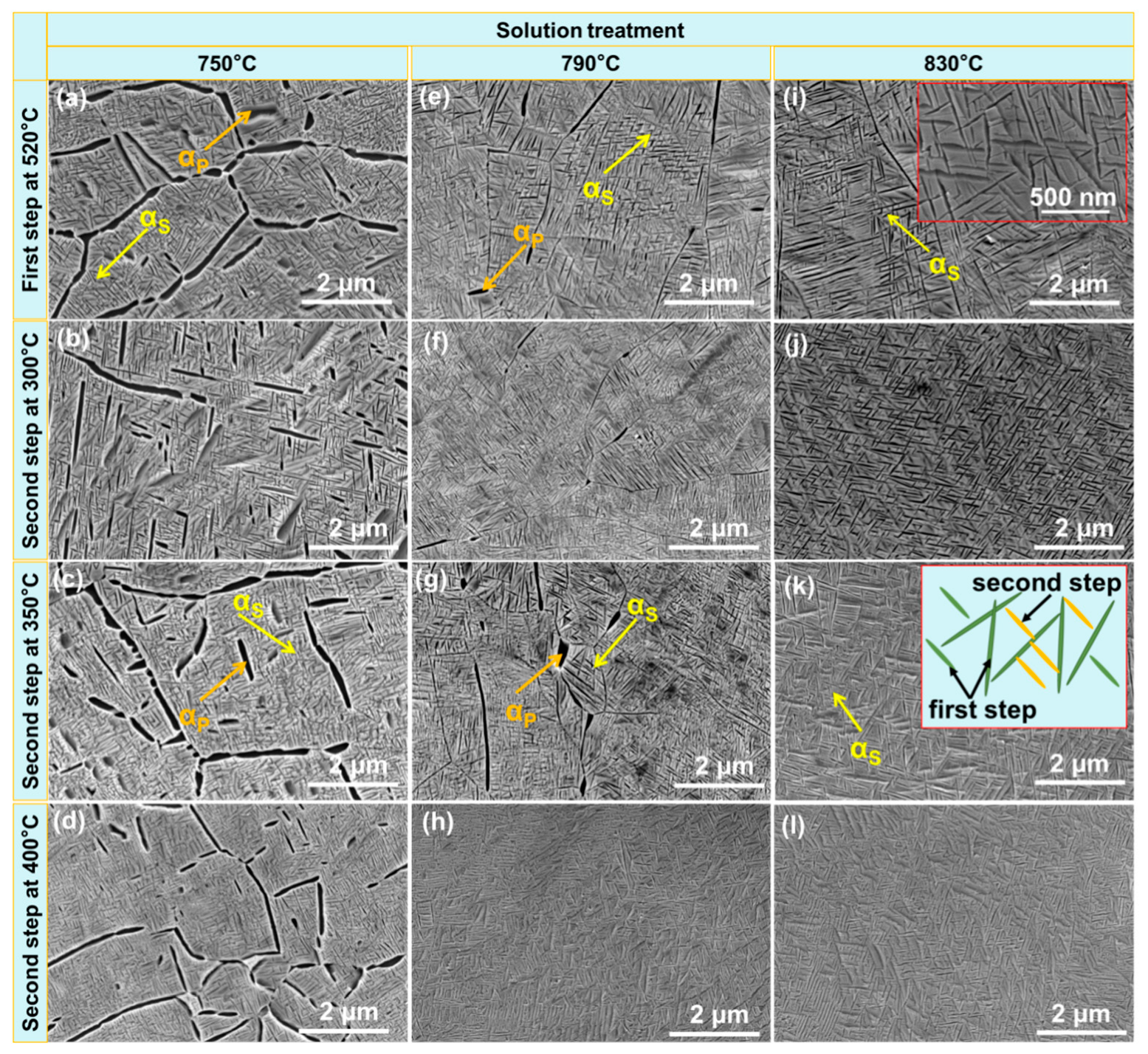
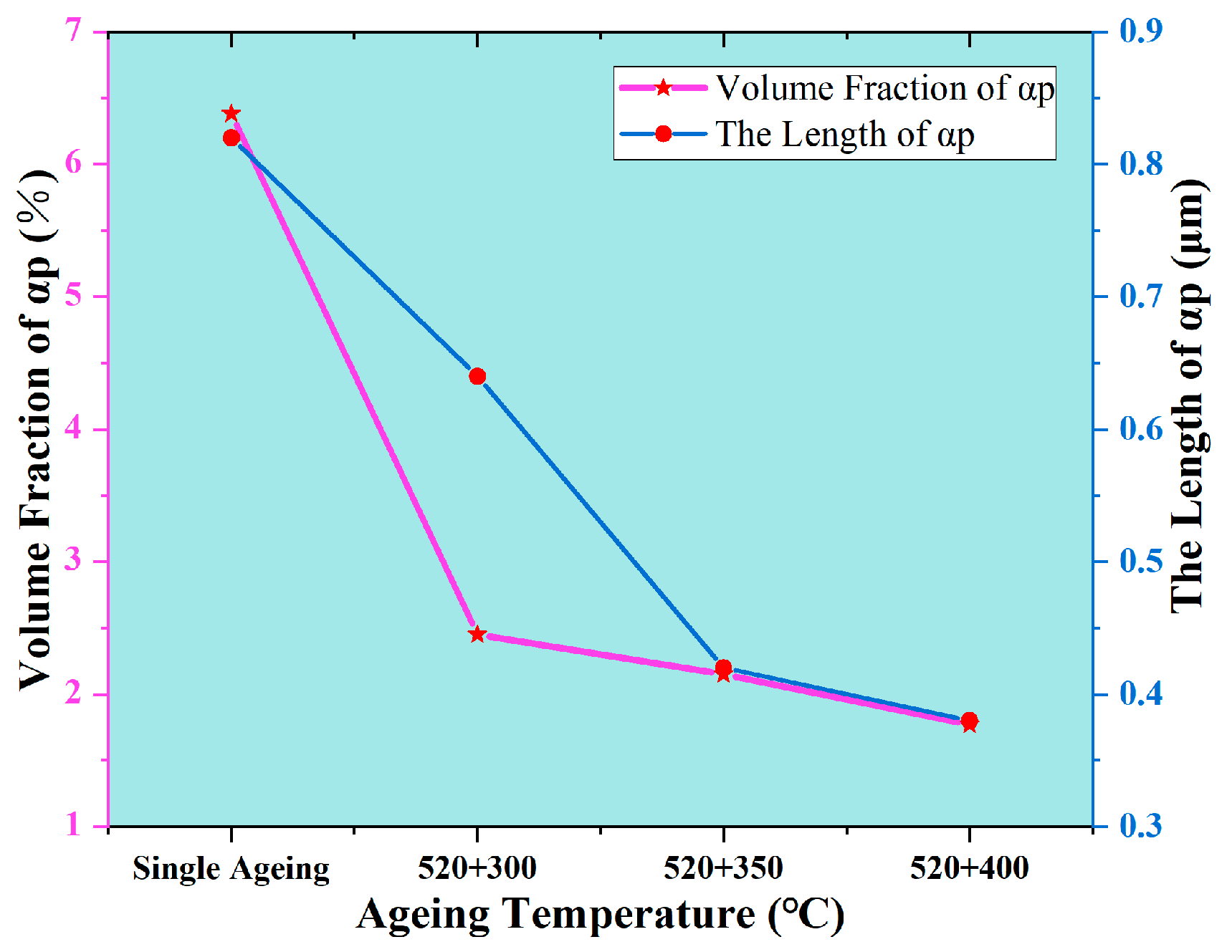
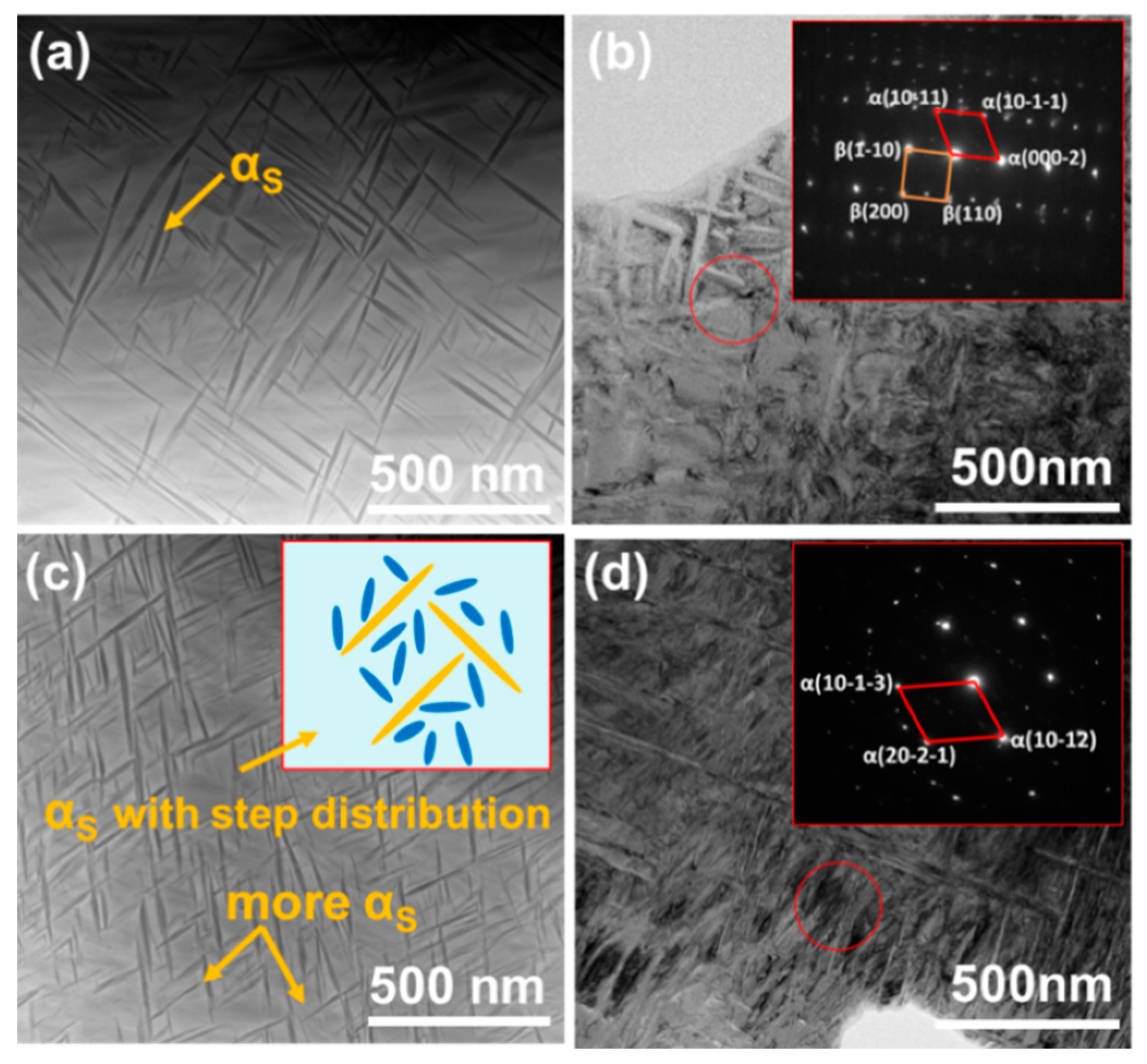
- For the duplex-aged alloy, a large amount of needle-like secondary α phase is precipitated in the β matrix during the first step of ageing, resulting in an increase in the strength and a decrease in plasticity. There are finer secondary α phase precipitates between the first precipitated secondary α phase during the second step of ageing. With the increase in the second step ageing temperature, the quantity and density of the finer secondary α phase gradually increase, which causes a continuous increase in the strength and a continuous decrease in plasticity.
- (3)
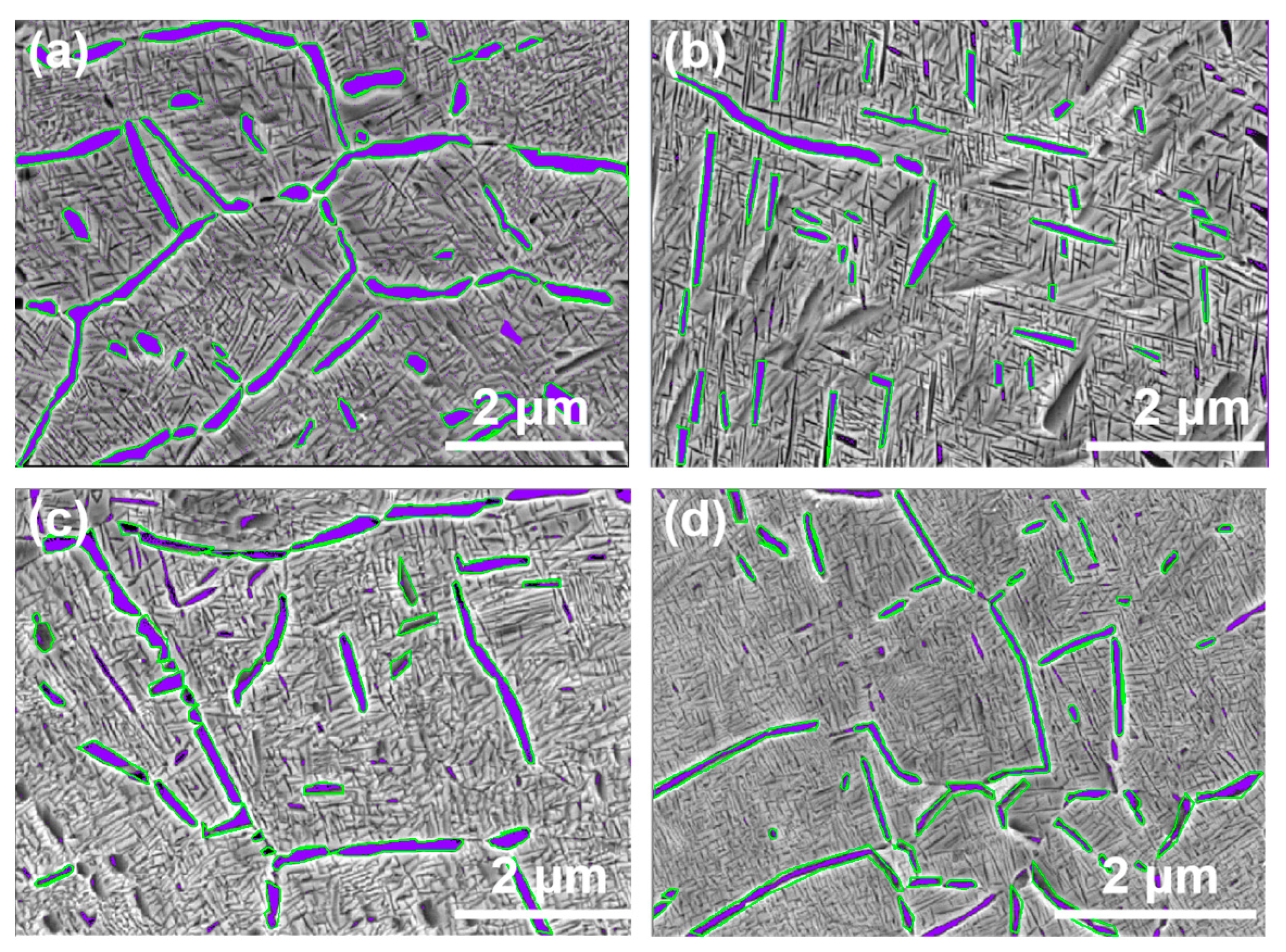
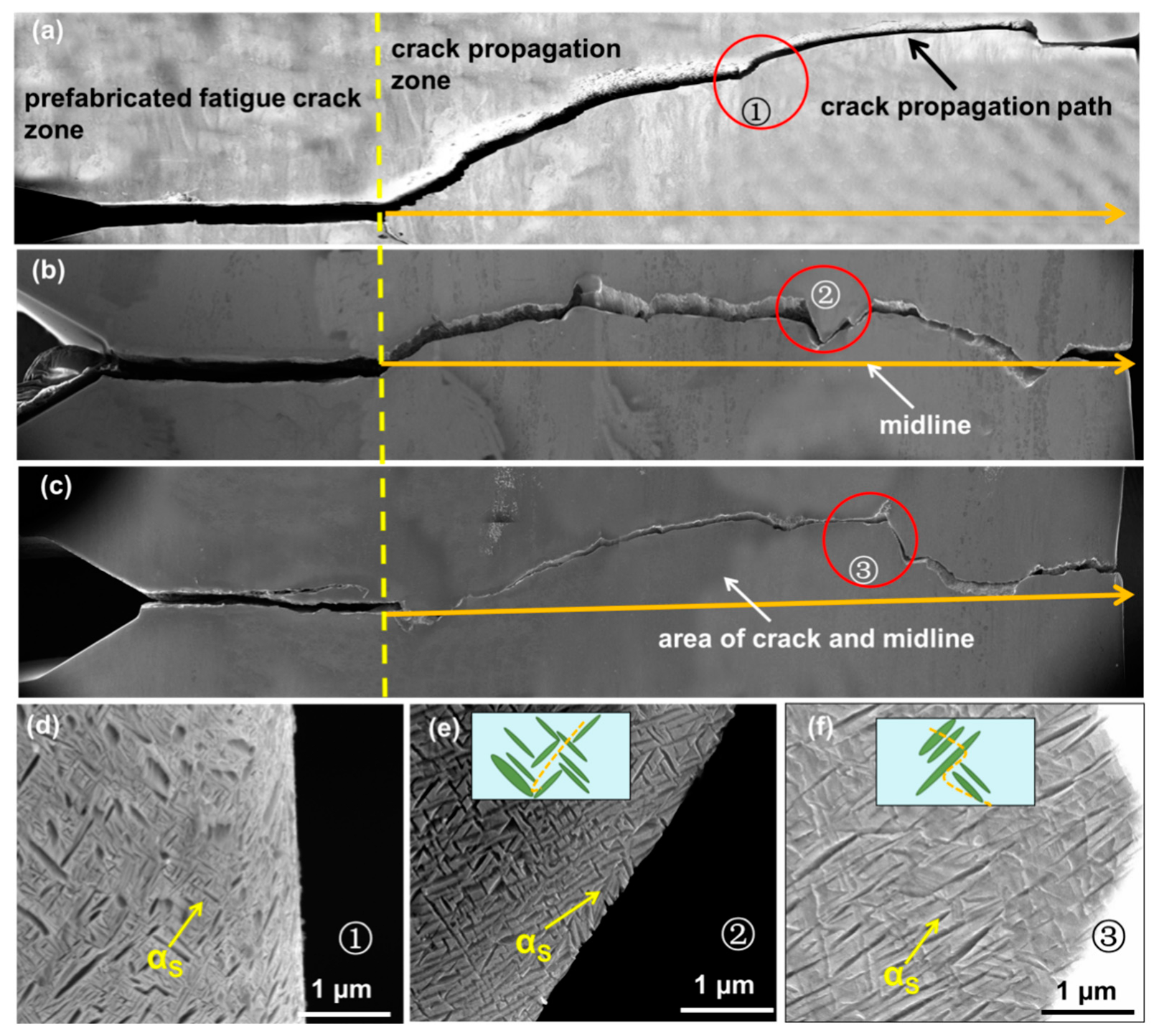
- Through duplex ageing, the microstructure consists of dense needle-like secondary α formed in the first step of ageing and more dense packing αs precipitated in the matrix after the second step of ageing. Such a structure, in terms of the strength of the alloy, will increase the interface effect of the system and hinder the movement of dislocations to increase the strength. Regarding the fracture toughness, within a certain range, the sparsely distributed α will increase the tortuosity of the crack propagation path and enhance the fracture toughness. However, larger αs were formed in the first step of ageing. Even if there is more intensive αs precipitation in the second step of ageing, the overall fracture toughness of the alloy will not be seriously lost, but the second step of ageing will obviously improve the strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kolli, R.P.; Devaraj, A. A review of metastable beta titanium alloys. Metals 2018, 8, 506. [Google Scholar] [CrossRef]
- Yumak, N.; Aslantas, K. A review on heat treatment efficiency in metastable β titanium alloys: The role of treatment process and parameters. J. Mater. Res. Technol. 2020, 9, 15360–15380. [Google Scholar] [CrossRef]
- Boyer, R.R.; Briggs, R.D. The use of β titanium alloys in the aerospace industry. J. Mater. Eng. Perform. 2013, 22, 2916–2920. [Google Scholar] [CrossRef]
- Ritchie, R.O. The conflicts between strength and toughness. Nat. Mater. 2011, 10, 817–822. [Google Scholar] [CrossRef]
- Kang, L.M.; Yang, C. A review on high-strength titanium alloys: Microstructure, strengthening, and properties. Adv. Eng. Mater. 2019, 21, 1801359. [Google Scholar] [CrossRef]
- Cao, F.; Chandran, K.S.R.; Kumar, P. New approach to achieve high strength powder metallurgy Ti-6Al-4V alloy through accelerated sintering at β-transus temperature and hydrogenation-dehydrogenation treatment. Scr. Mater. 2017, 130, 22–26. [Google Scholar] [CrossRef]
- Zheng, Y.F.; Williams, R.E.A.; Wang, D.; Shi, R.P.; Nag, S.; Kami, P.; Sosa, J.M.; Banerjee, R.; Wang, Y.Z.; Fraser, H.L. Role of ω phase in the formation of extremely refined intragranular α precipitates in metastable β-titanium alloys. Acta Mater. 2016, 103, 850–858. [Google Scholar] [CrossRef]
- Lei, Z.L.; Chen, Y.; Ma, S.C.; Zhou, H.; Liu, J.T.; Wang, X.F. Influence of aging heat treatment on microstructure and tensile properties of laser oscillating welded TB8 titanium alloy joints. Mater. Sci. Eng. A 2020, 797, 140083. [Google Scholar] [CrossRef]
- Chen, Y.Y.; Du, Z.X.; Xiao, S.L.; Xu, L.J.; Tian, J. Effect of aging heat treatment on microstructure and tensile properties of a new β high strength titanium alloy. J. Alloys Compd. 2014, 586, 588–592. [Google Scholar] [CrossRef]
- Du, Z.X.; Xiao, S.L.; Xu, L.J.; Tian, J.; Kong, F.T.; Chen, Y.Y. Effect of heat treatment on microstructure and mechanical properties of a new β high strength titanium alloy. Mater. Des. 2014, 55, 183–190. [Google Scholar] [CrossRef]
- Chen, K.W.; Pan, S.P.; Liu, H.Q.; Jiang, Y. Effect of α phase morphology on fatigue crack growth behavior of Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 2459–2471. [Google Scholar] [CrossRef]
- Santhosh, R.; Geetha, M.; Saxena, V.K.; Nageswararao, M. Studies on single and duplex aging of metastable beta titanium alloy Ti-15V-3Cr-3Al-3Sn. J. Alloys Compd. 2014, 605, 222–229. [Google Scholar] [CrossRef]
- Ren, L.; Xiao, W.L.; Han, W.Z.; Ma, C.L.; Zhou, L. Influence of duplex ageing on secondary α precipitates and mechanical properties of the near β-Ti alloy Ti-55531. Mater. Charact. 2018, 144, 1–8. [Google Scholar] [CrossRef]
- El Chaikh, A.; Schmidt, P.; Christ, H.J. Fatigue properties of duplex-aged Ti 38-644 metastable beta titanium alloy. Procedia Eng. 2010, 2, 1973–1982. [Google Scholar] [CrossRef]
- Ma, X.Q.; Niu, H.Z.; Yu, Z.T.; Yu, S.; Wang, C. Microstructural adjustments and mechanical properties of a cold-rolled biomedical near β-Ti alloy sheet. Rare Met. 2018, 37, 846–851. [Google Scholar] [CrossRef]
- Liu, Z.D.; Du, Z.X.; Jiang, H.Y.; Gong, T.H.; Cui, X.M.; Liu, J.W.; Cheng, J. Microstructure evolution and corresponding tensile properties of Ti-5Al-5Mo-5V-1Cr-1Fe alloy controlling by multi-heat treatments. Prog. Nat. Sci. Mater. Int. 2021, 31, 731–741. [Google Scholar] [CrossRef]
- Jiang, H.Y.; Du, Z.X.; Wang, D.; Gong, T.H.; Cui, X.M.; Liu, F.; Cheng, J.; Chen, W.Z. Preparation of multiscale α phase by heat treatments and its effect on tensile properties in metastable β titanium alloy a heet. Metals 2021, 11, 1708. [Google Scholar] [CrossRef]
- Fan, J.K.; Li, J.S.; Kou, H.C.; Hua, K.; Tang, B. The interrelationship of fracture toughness and microstructure in a new near β titanium alloy Ti-7Mo-3Nb-3Cr-3Al. Mater. Charact. 2014, 96, 93–99. [Google Scholar] [CrossRef]
- Asim, U.B.; Siddiq, M.A.; McMeeking, R.M.; Kartal, M.E. A multiscale constitutive model for metal forming of dual phase titanium alloys by incorporating inherent deformation and failure mechanisms. Model. Simul. Mater. Sci. Eng. 2022, 30, 025008. [Google Scholar] [CrossRef]
- Wang, H.; Zhao, Q.Y.; Xin, S.W.; Zhao, Y.Q.; Zhou, W.; Zeng, W.D. Microstructural morphology effects on fracture toughness and crack growth behaviors in a high strength titanium alloy. Mater. Sci. Eng. A 2021, 821, 141626. [Google Scholar] [CrossRef]
- Zhu, W.G.; Lei, J.; Su, B.; Sun, Q.Y. The interdependence of microstructure, strength and fracture toughness in a novel β titanium alloy Ti-5Al-4Zr-8Mo-7V. Mater. Sci. Eng. A 2020, 782, 139248. [Google Scholar] [CrossRef]
- Zhu, W.G.; Lei, J.; Tan, C.S.; Sun, Q.Y.; Chen, W.; Xiao, L.; Sun, J. A novel high-strength β-Ti alloy with hierarchical distribution of α-phase: The superior combination of strength and ductility. Mater. Des. 2019, 168, 107640. [Google Scholar] [CrossRef]
- Issariyapat, A.; Visuttipitukul, P.; Song, T.T.; Bahador, A.; Umeda, J.; Qian, M.; Kondoh, K. Tensile properties improvement by homogenized nitrogen solid solution strengthening of commercially pure titanium through powder metallurgy process. Mater. Charact. 2020, 170, 110700. [Google Scholar] [CrossRef]
- Jia, M.T.; Zhang, D.L.; Gabbitas, B.; Liang, J.M.; Kong, C. A novel Ti-6Al-4V alloy microstructure with very high strength and good ductility. Scr. Mater. 2015, 107, 10–13. [Google Scholar] [CrossRef]
- Liu, Z.D.; Du, Z.X.; Jiang, H.Y.; Zhao, X.P.; Gong, T.H.; Cui, X.M.; Cheng, J.; Liu, F.; Chen, W.Z. Controlling the microstructure and fracture toughness of the Ti-5Al-5Mo-5V-1Cr-1Fe alloy by multiple heat treatments. J. Mater. Res. Technol. 2022, 17, 2528–2539. [Google Scholar] [CrossRef]
- Lu, J.W.; Zhao, Y.Q.; Ge, P.; Niu, H.Z.; Zhang, Y.S.; Zhang, W.; Zhang, P.X. Microstructure and mechanical properties of new high strength beta-titanium alloy Ti-1300. Mater. Sci. Eng. A 2015, 621, 182–189. [Google Scholar] [CrossRef]
- Chaudhuri, K.; Perepezko, J.H. Microstructural study of the titanium alloy Ti-15Mo-2.7Nb-3Al-0.2Si (TIMETAL 21S). Metall. Mater. Trans. A 1994, 25, 1109–1118. [Google Scholar] [CrossRef]
- Wang, Z.Y.; Liu, L.B.; Zhang, L.G.; Sheng, J.W.; Wu, D.; Yuan, M.W. Effect of heat treatment on the microstructure and mechanical properties of high-strength Ti-6Al-4V-5Fe alloy. Mater. Trans. 2019, 60, 269–276. [Google Scholar] [CrossRef]
- Li, C.L.; Mi, X.J.; Ye, W.J.; Hui, S.X.; Yu, Y.; Wang, W.Q. A study on the microstructures and tensile properties of new beta high strength titanium alloy. J. Alloys Compd. 2013, 550, 23–30. [Google Scholar] [CrossRef]
- Ivasishin, O.M.; Markovsky, P.E.; Semiatin, S.L.; Ward, C.H. Aging response of coarse- and fine-grained titanium alloys. Mater. Sci. Eng. A 2005, 405, 296–305. [Google Scholar] [CrossRef]
- Liu, Y.; Lim, S.C.V.; Ding, C.; Huang, A.J.; Weyland, M. Unravelling the competitive effect of microstructural features on the fracture toughness and tensile properties of near beta titanium alloys. J. Mater. Sci. Technol. 2022, 97, 101–112. [Google Scholar] [CrossRef]
- Tan, C.S.; Sun, Q.Y.; Xiao, L.; Zhao, Y.Q.; Sun, J. Characterization of deformation in primary α phase and crack initiation and propagation of TC21 alloy using in-situ SEM experiments. Mater. Sci. Eng. A 2018, 725, 33–42. [Google Scholar] [CrossRef]
- Terlinde, G.; Schwalbe, H.J.; Schwalbe, K.H. Microstructure and fracture toughness of the aged, β-Ti alloy Ti-10V-2Fe-3Al. Metall. Trans. A 1988, 19, 1037–1049. [Google Scholar] [CrossRef]
- Shi, X.H.; Zeng, W.D.; Shi, C.L.; Wang, H.J.; Jia, Z.Q. The fracture toughness and its prediction model for Ti-5Al-5Mo-5V-1Cr-1Fe titanium alloy with basket-weave microstructure. J. Alloys Compd. 2015, 632, 748–755. [Google Scholar] [CrossRef]
- Bhattacharjee, A.; Varma, V.K.; Kamat, S.V.; Gogia, A.K.; Bhargava, S. Influence of β grain size on tensile behavior and ductile fracture toughness of titanium alloy Ti-10V-2Fe-3Al. Metall. Mater. Trans. A 2006, 37, 1423–1433. [Google Scholar] [CrossRef]
- Ghosh, A.; Sivaprasad, S.; Bhattacharjee, A.; Kar, S.K. Microstructure-fracture toughness correlation in an aircraft structural component alloy Ti-5Al-5V-5Mo-3Cr. Mater. Sci. Eng. A 2013, 568, 61–67. [Google Scholar] [CrossRef]
- Wang, H.; Xin, S.W.; Zhao, Y.Q.; Zhou, W.; Zeng, W.D. Plane strain fracture behavior of a new high strength Ti-5Al-3Mo-3V-2Zr-2Cr-1Nb-1Fe alloy during heat treatment. Mater. Sci. Eng. A 2020, 797, 140080. [Google Scholar] [CrossRef]
- Mora, L.; Quesne, C.; Penelle, R. Relationships among thermomechanical treatments, microstructure, and tensile properties of a near beta-titanium alloy: β-CEZ: Part Ⅱ. Relationships between thermomechanical treatments and tensile properties. J. Mater. Res. 1996, 11, 89–99. [Google Scholar] [CrossRef]
- Wu, C.; Zhan, M. Effect of solution plus aging heat treatment on microstructural evolution and mechanical properties of near-β titanium alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 997–1006. [Google Scholar] [CrossRef]
- Mine, Y.; Takashima, K.; Bowen, P. Effect of lamellar spacing on fatigue crack growth behaviour of a TiAl-based aluminide with lamellar microstructure. Mater. Sci. Eng. A 2012, 532, 13–20. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Mo | Al | Nb | Si | O | Fe | H | N | C | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| TB8 | 15 | 3.32 | 2.51 | 0.164 | 0.089 | 0.104 | 0.001 | 0.0092 | 0.0097 | Bal. |
| Heat Treatments | Rm (MPa) | Rp0.2 (MPa) | A (%) | Z (%) | KQ (MPa·m1/2) |
|---|---|---|---|---|---|
| 750 °C/0.5 h + 520 °C/4 h | 1334 | 1304 | 8 | 24 | 103 |
| 750 °C/0.5 h + 520 °C/4 h + 300 °C/4 h | 1364 | 1330 | 7.8 | 17 | 101 |
| 750 °C/0.5 h + 520 °C/4 h + 350 °C/4 h | 1368 | 1332 | 7.5 | 16 | 96.1 |
| 750 °C/0.5 h + 520 °C/4 h + 400 °C/4 h | 1373 | 1335 | 7 | 15 | 91.5 |
| 790 °C/0.5 h + 520 °C/4 h | 1400 | 1365 | 7 | 16 | 84.1 |
| 790 °C/0.5 h + 520 °C/4 h + 300 °C/4 h | 1417 | 1367 | 6 | 14.5 | 82.7 |
| 790 °C/0.5 h + 520 °C/4 h + 350 °C/4 h | 1426 | 1401 | 5.5 | 11 | 79.5 |
| 790 °C/0.5 h + 520 °C/4 h + 400 °C/4 h | 1456 | 1417 | 4.25 | 10.5 | 78.4 |
| 830 °C/0.5 h + 520 °C/4 h | 1310 | 1252 | 7.75 | 17 | 88.9 |
| 830 °C/0.5 h + 520 °C/4 h + 300 °C/4 h | 1330 | 1282 | 7 | 15 | 85.2 |
| 830 °C/0.5 h + 520 °C/4 h + 350 °C/4 h | 1362 | 1289 | 6.5 | 14 | 84.8 |
| 830 °C/0.5 h + 520 °C/4 h + 400 °C/4 h | 1409 | 1369 | 6.25 | 11 | 80.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, X.; Jiang, H.; Du, Z.; Gong, T.; Liu, J.; Guo, W.; Cheng, J.; Liu, J.; Li, G. Regulation of Microstructure to Optimize Mechanical Properties of Ti-15Mo-3Al-2.7Nb-0.2Si via Solution-Duplex Ageing. Metals 2023, 13, 869. https://doi.org/10.3390/met13050869
Kang X, Jiang H, Du Z, Gong T, Liu J, Guo W, Cheng J, Liu J, Li G. Regulation of Microstructure to Optimize Mechanical Properties of Ti-15Mo-3Al-2.7Nb-0.2Si via Solution-Duplex Ageing. Metals. 2023; 13(5):869. https://doi.org/10.3390/met13050869
Chicago/Turabian StyleKang, Xudong, Hanyu Jiang, Zhaoxin Du, Tianhao Gong, Jingwen Liu, Wenxia Guo, Jun Cheng, Jingshun Liu, and Guowei Li. 2023. "Regulation of Microstructure to Optimize Mechanical Properties of Ti-15Mo-3Al-2.7Nb-0.2Si via Solution-Duplex Ageing" Metals 13, no. 5: 869. https://doi.org/10.3390/met13050869