
Difference Discretization Method for Milling Stability Prediction


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
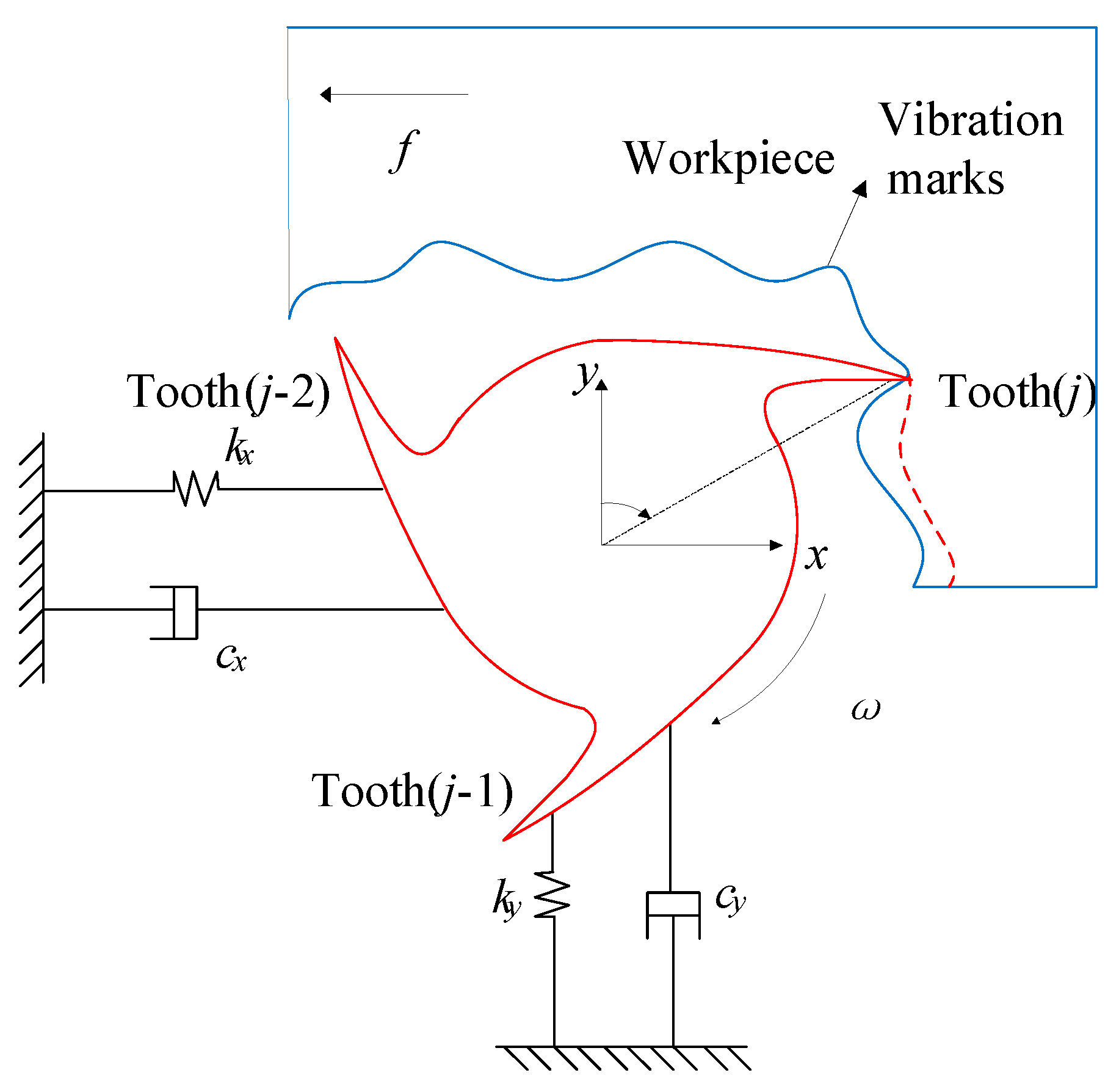
2. Mathematical Model
3. Difference Discretization Method
4. The NDDM with Varied Discretization Interval Numbers
4.1. The Criterion for Optimal Discretization Interval Number Calculation
4.2. The Description of the NDDM
4.3. The Calculation of the Critical Time Step
5. Verification
5.1. Stability Lobe Diagrams
5.2. Rate of Convergence Analysis
6. Application
6.1. Helix Angle and Surface Location Error
6.2. Multiple Time Delays
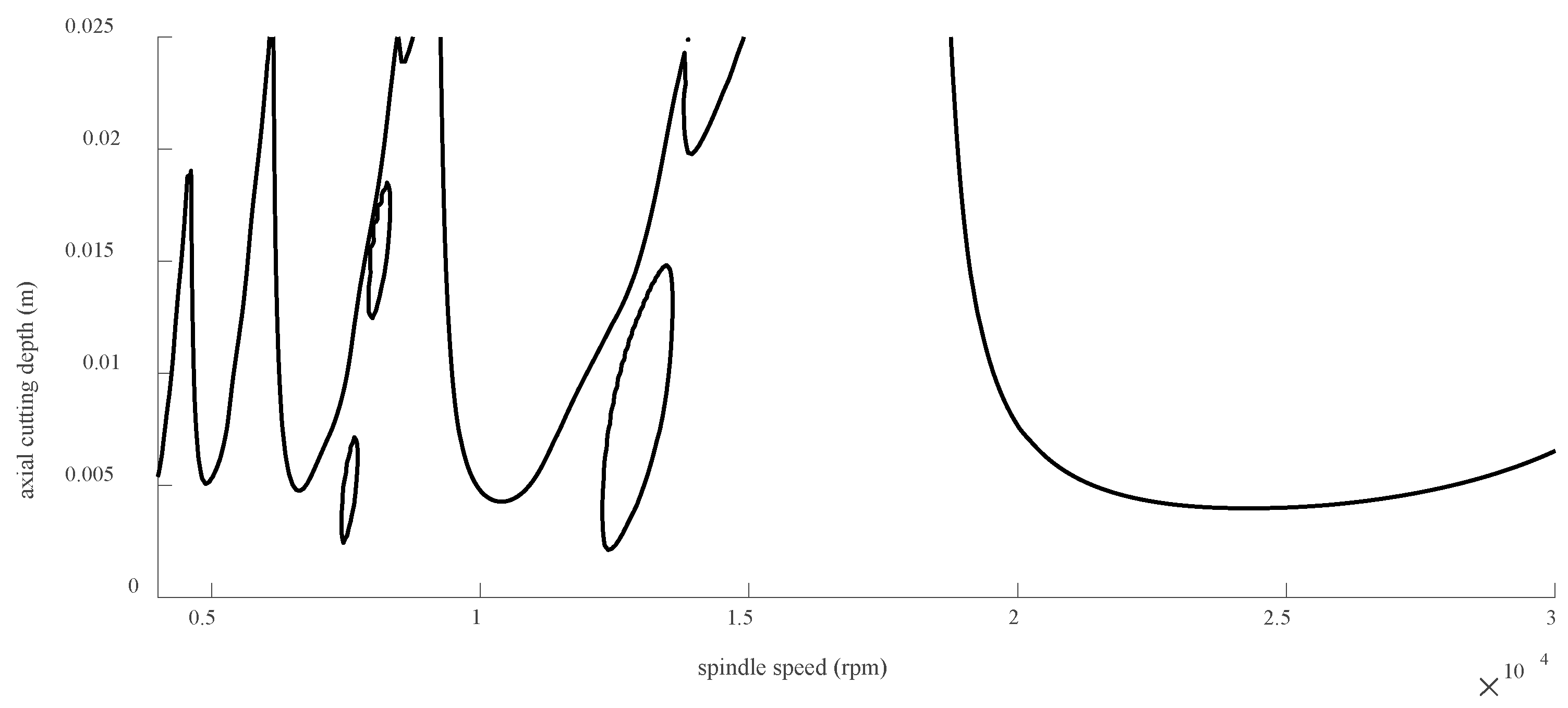
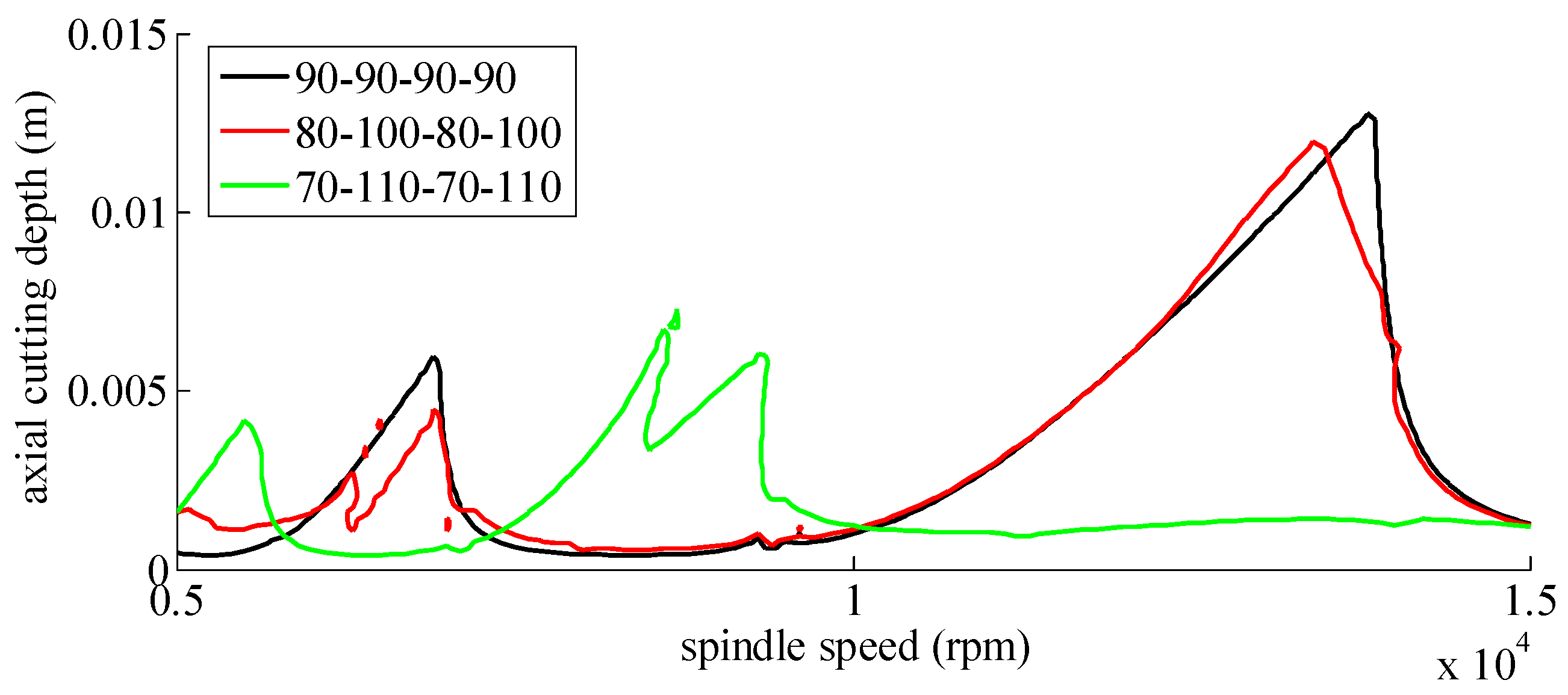
6.3. Periodic Time Delay Variable Spindle Speed
7. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Quintana, G.; Ciurana, J. Chatter in machining processes: A review. Int. J. Mach. Tools Manuf. 2011, 51, 363–376. [Google Scholar] [CrossRef]
- Siddhpura, M.; Paurobally, R. A review of chatter vibration research in turning. Int. J. Mach. Tools Manuf. 2012, 61, 27–47. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, X.; Liu, Y.; Cao, H.; Chen, X. Stiffness variation method for milling chatter suppression via piezoelectric stack actuators. Int. J. Mach. Tools Manuf. 2017, 124, 53–66. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, X.; Cao, H.; Chen, X.; Xiang, J. Milling stability prediction and adaptive chatter suppression considering helix angle and bending. Int. J. Adv. Manuf. Technol. 2017, 95, 3665–3677. [Google Scholar] [CrossRef]
- Altintaş, Y.; Budak, E. Analytical Prediction of Stability Lobes in Milling. CIRP Ann. 1995, 44, 357–362. [Google Scholar] [CrossRef]
- Quintana, G.; Ciurana, J.; Ferrer, I.; Rodríguez, C.A. Sound mapping for identification of stability lobe diagrams in milling processes. Int. J. Mach. Tools Manuf. 2009, 49, 203–211. [Google Scholar] [CrossRef]
- Li, H.; Shin, Y. A Comprehensive Dynamic End Milling Simulation Model. J. Manuf. Sci. Eng. 2006, 128, 86–95. [Google Scholar] [CrossRef]
- Merdol, S.D.; Altintas, Y. Multi Frequency Solution of Chatter Stability for Low Immersion Milling. J. Manuf. Sci. Eng. 2004, 126, 459–466. [Google Scholar] [CrossRef]
- Ding, Y.; Zhu, L.; Zhang, X.; Ding, H. A full-discretization method for prediction of milling stability. Int. J. Mach. Tools Manuf. 2010, 50, 502–509. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, D.; Wu, B. An efficient full-discretization method for prediction of milling stability. Int. J. Mach. Tools Manuf. 2012, 63, 44–48. [Google Scholar] [CrossRef]
- Insperger, T.; Stépán, G. Updated semi-discretization method for periodic delay-differential equations with discrete delay. Int. J. Numer. Methods Eng. 2004, 61, 117–141. [Google Scholar] [CrossRef]
- Ozoegwu, C.; Omenyi, S.; Ofochebe, S. Hyper-third order full-discretization methods in milling stability prediction. Int. J. Mach. Tools Manuf. 2015, 92, 1–9. [Google Scholar] [CrossRef]
- Mann, B.P.; Edes, B.T.; Easley, S.J.; Young, K.A.; Ma, K. Chatter vibration and surface location error prediction for helical end mills. Int. J. Mach. Tools Manuf. 2008, 48, 350–361. [Google Scholar] [CrossRef]
- Mann, B.; Young, K.A.; Schmitz, T.L.; Dilley, D.N. Simultaneous Stability and Surface Location Error Predictions in Milling. J. Manuf. Sci. Eng. 2005, 127, 446–453. [Google Scholar] [CrossRef]
- Insperger, T. Full-discretization and semi-discretization for milling stability prediction: Some comments. Int. J. Mach. Tools Manuf. 2010, 50, 658–662. [Google Scholar] [CrossRef]
- Zhang, X.; Xiong, C.; Ding, Y.; Xiong, Y. Variable-step integration method for milling chatter stability prediction with multiple delays. Sci. China Technol. Sci. 2011, 54, 3137–3154. [Google Scholar] [CrossRef]
- Xie, Q.; Zhang, Q. Stability predictions of milling with variable spindle speed using an improved semi-discretization method. Math. Comput. Simul. 2012, 85, 78–89. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C. Difference Discretization Method for Milling Stability Prediction. Metals 2023, 13, 896. https://doi.org/10.3390/met13050896
Wang C. Difference Discretization Method for Milling Stability Prediction. Metals. 2023; 13(5):896. https://doi.org/10.3390/met13050896
Chicago/Turabian StyleWang, Chenxi. 2023. "Difference Discretization Method for Milling Stability Prediction" Metals 13, no. 5: 896. https://doi.org/10.3390/met13050896
APA StyleWang, C. (2023). Difference Discretization Method for Milling Stability Prediction. Metals, 13(5), 896. https://doi.org/10.3390/met13050896